Сварочный полуавтомат темп пду 200 схема
Обновлено: 16.05.2024
Информация Неисправность Прошивки Схемы Справочники Маркировка Корпуса Сокращения и аббревиатуры Частые вопросы Полезные ссылки
Справочная информация
Этот блок для тех, кто впервые попал на страницы нашего сайта. В форуме рассмотрены различные вопросы возникающие при ремонте бытовой и промышленной аппаратуры. Всю предоставленную информацию можно разбить на несколько пунктов:
- Диагностика
- Определение неисправности
- Выбор метода ремонта
- Поиск запчастей
- Устранение дефекта
- Настройка
Неисправности
Все неисправности по их проявлению можно разделить на два вида - стабильные и периодические. Наиболее часто рассматриваются следующие:
- не включается
- не корректно работает какой-то узел (блок)
- периодически (иногда) что-то происходит
О прошивках
Большинство современной аппаратуры представляет из себя подобие программно-аппаратного комплекса. То есть, основной процессор управляет другими устройствами по программе, которая может находиться как в самом чипе процессора, так и в отдельных микросхемах памяти.
На сайте существуют разделы с прошивками (дампами памяти) для микросхем, либо для обновления ПО через интерфейсы типа USB.
Схемы аппаратуры
Начинающие ремонтники часто ищут принципиальные схемы, схемы соединений, пользовательские и сервисные инструкции. Это могут быть как отдельные платы (блоки питания, основные платы, панели), так и полные Service Manual-ы. На сайте они размещены в специально отведенных разделах и доступны к скачиванию гостям, либо после создания аккаунта:
Справочники
На сайте Вы можете скачать справочную литературу по электронным компонентам (справочники, таблицу аналогов, SMD-кодировку элементов, и тд.).
Marking (маркировка) - обозначение на электронных компонентах
Современная элементная база стремится к миниатюрным размерам. Места на корпусе для нанесения маркировки не хватает. Поэтому, производители их маркируют СМД-кодами.
Package (корпус) - вид корпуса электронного компонента
При создании запросов в определении точного названия (партномера) компонента, необходимо указывать не только его маркировку, но и тип корпуса. Наиболее распостранены:
- DIP (Dual In Package) – корпус с двухрядным расположением контактов для монтажа в отверстия
- SOT-89 - пластковый корпус для поверхностного монтажа
- SOT-23 - миниатюрный пластиковый корпус для поверхностного монтажа
- TO-220 - тип корпуса для монтажа (пайки) в отверстия
- SOP (SOIC, SO) - миниатюрные корпуса для поверхностного монтажа (SMD)
- TSOP (Thin Small Outline Package) – тонкий корпус с уменьшенным расстоянием между выводами
- BGA (Ball Grid Array) - корпус для монтажа выводов на шарики из припоя
Краткие сокращения
При подаче информации, на форуме принято использование сокращений и аббревиатур, например:
| Сокращение | Краткое описание |
|---|---|
| LED | Light Emitting Diode - Светодиод (Светоизлучающий диод) |
| MOSFET | Metal Oxide Semiconductor Field Effect Transistor - Полевой транзистор с МОП структурой затвора |
| EEPROM | Electrically Erasable Programmable Read-Only Memory - Электрически стираемая память |
| eMMC | embedded Multimedia Memory Card - Встроенная мультимедийная карта памяти |
| LCD | Liquid Crystal Display - Жидкокристаллический дисплей (экран) |
| SCL | Serial Clock - Шина интерфейса I2C для передачи тактового сигнала |
| SDA | Serial Data - Шина интерфейса I2C для обмена данными |
| ICSP | In-Circuit Serial Programming – Протокол для внутрисхемного последовательного программирования |
| IIC, I2C | Inter-Integrated Circuit - Двухпроводный интерфейс обмена данными между микросхемами |
| PCB | Printed Circuit Board - Печатная плата |
| PWM | Pulse Width Modulation - Широтно-импульсная модуляция |
| SPI | Serial Peripheral Interface Protocol - Протокол последовательного периферийного интерфейса |
| USB | Universal Serial Bus - Универсальная последовательная шина |
| DMA | Direct Memory Access - Модуль для считывания и записи RAM без задействования процессора |
| AC | Alternating Current - Переменный ток |
| DC | Direct Current - Постоянный ток |
| FM | Frequency Modulation - Частотная модуляция (ЧМ) |
| AFC | Automatic Frequency Control - Автоматическое управление частотой |
Частые вопросы
После регистрации аккаунта на сайте Вы сможете опубликовать свой вопрос или отвечать в существующих темах. Участие абсолютно бесплатное.
Кто отвечает в форуме на вопросы ?
Ответ в тему пду 200 сварочный полуавтомат как и все другие советы публикуются всем сообществом. Большинство участников это профессиональные мастера по ремонту и специалисты в области электроники.
Как найти нужную информацию по форуму ?
Возможность поиска по всему сайту и файловому архиву появится после регистрации. В верхнем правом углу будет отображаться форма поиска по сайту.
По каким еще маркам можно спросить ?
По любым. Наиболее частые ответы по популярным брэндам - LG, Samsung, Philips, Toshiba, Sony, Panasonic, Xiaomi, Sharp, JVC, DEXP, TCL, Hisense, и многие другие в том числе китайские модели.
Какие еще файлы я смогу здесь скачать ?
При активном участии в форуме Вам будут доступны дополнительные файлы и разделы, которые не отображаются гостям - схемы, прошивки, справочники, методы и секреты ремонта, типовые неисправности, сервисная информация.
Полезные ссылки
Здесь просто полезные ссылки для мастеров. Ссылки периодически обновляемые, в зависимости от востребованности тем.
Купил аппарат Темп 200.
вчера купил полуавтомат темп-200,баллон СО2 шоб сварить это корыто жеет насквозь даже при таком положении
Приветствую. Не чего удивительного. Сам как то на практике по КИПиА попал в дурацкую ситуёвину. И сварщик на меня наорал малесь.
Говорю нет 2-х фазных. Он есть, иди подключай. И так получилось что на всём заводе именно у него и был 2-х фазный. Такой неудобняк сразу.
Но не чего не спалил. Почитал на корпусе и всё ок
А сегодня это например Telwin Nordika 4 280
технические характеристики:
Номинальное напряжение 230/400 V (220+220 V, вот в этом месте как раз и 2-х фазный)
сварочный ток 70-220 А
Род сварочного тока переменный
Диаметр электрода 2-5 мм
Вес 21 кг
Так что может вы его уже того.
Так что про дебила вы совсем зря, а вот про попу в самый раз. Головой надо, головой.
я согласен что транс будет работать на 2-х фазах но электроника через которую все идет-нет,пример тому кулер он на 220,тоесть тут без 0 ну никак.на 2 фазы с нулем работает,просто уж сильно высокие токи.только приехал с работы,немного наловчился,варю- напряжение на 1 положении подача тоже и очень очень короткими очередями.
Внутри находится всё необходимое для работы электроники и вентилятора.
Всякие преобразователи и генераторы для для поддержания внутреннего напряжения необходимого для работы системы.
Если написано 2-х фазный то он и есть 2-х фазный. В обще не чего удивительного.
Как в компьютере. Блок питания один а выходов напряжений. ё маё.
Удивлюсь когда 4-х фазные будут.
Прикрепленные изображения
я согласен что транс будет работать на 2-х фазах но электроника через которую все идет-нет,пример тому кулер он на 220,тоесть тут без 0 ну никак.на 2 фазы с нулем работает,просто уж сильно высокие токи.только приехал с работы,немного наловчился,варю- напряжение на 1 положении подача тоже и очень очень короткими очередями.
А что в инструкции написано? Т.е. есть схема? И еще один вопрос. Так сколько проводов для подключения (т.е. сколько жил в кабеле)?
Я в начале недели был удивлен таким вопросом, но как раз через меня такая информация прошла. Т.е. для меня это ново.
Я не понимаю, какой смысл имея 3-и фазы использовать только две. Видими для повышения мощности, выходной.
Насчет вентилятора и пр. Есть блоки выодянного охлаждения для сварочных. Они либо 220В, т.е. одна фаза и ноль и есть 400В, т.е. используется только 2-е фазы. В таком случае используется межфазное напряжение, которое 400В. И не нужно использовать 0. Ноль используется, только как защита от пробоя, т.е. заземление металических частей.
Что хотел сделать разработчик такого сварочного я не знаю и очень бы хотел узнать, зачем такое извратное подключение.
Касательно блока водянного охлаждения. Т.к. источник работает от 380, 3-х фаз, то взять из него 380 межфазное не составляет труда. А вот использовать межфазное для питания сварочника ИМХО изврат. Да и перекос по фазам мы добавляем в таком случае.
зарабатываем и получаем удовольствие от процесса.
Внутри находится всё необходимое для работы электроники и вентилятора.
Всякие преобразователи и генераторы для для поддержания внутреннего напряжения необходимого для работы системы.
Если написано 2-х фазный то он и есть 2-х фазный. В обще не чего удивительного.
Как в компьютере. Блок питания один а выходов напряжений. ё маё.
Удивлюсь когда 4-х фазные будут.
вы меня не хотите понять.подключил 2 фазы-не работает,с 0-все ок.проблема в том что горит метал,а насчет подключения-это -так предисловие.
Ну так что в результате аппарат работает? а то я тоже хотел взять темп пду-180. Что ты скажешь?
думаю это аппарат промышленного типа те что бы его нагреть до отключения надо очень сильно постараться,разве что рельсы варить,но для этого у меня есть ММА.Истерия прошла,варю на 1 и 2-м пложении,ВРОДЕ НИЧЕГО ПОЛУЧАЕТЬСЯ (капс лок)напрягает большой вес тягать вокруг корыта,а так все ок.
А что в инструкции написано? Т.е. есть схема? И еще один вопрос. Так сколько проводов для подключения (т.е. сколько жил в кабеле)?
Касательно блока водянного охлаждения. Т.к. источник работает от 380, 3-х фаз, то взять из него 380 межфазное не составляет труда. А вот использовать межфазное для питания сварочника ИМХО изврат. Да и перекос по фазам мы добавляем в таком случае.
в инструкции 2 фзы и ноль,схем нету.жил-3.тото и оно у человека либо есть 3 фазы либо нету,я думаю что ответ кроеться в том что производитель хотел сделать аппарат именно 220/380в,по возможности за мало денег,а 3 фазы это лишняя обмотка и лишние ресурсы.по ходу ноль там обязателен-смотри пост выше,защита от пробоя-масса на корпусе. на последние 2 предложения свою мысль уже высказал.
в инструкции 2 фзы и ноль,схем нету.жил-3.тото и оно у человека либо есть 3 фазы либо нету,я думаю что ответ кроеться в том что производитель хотел сделать аппарат именно 220/380в,по возможности за мало денег,а 3 фазы это лишняя обмотка и лишние ресурсы.по ходу ноль там обязателен-смотри пост выше,защита от пробоя-масса на корпусе. на последние 2 предложения свою мысль уже высказал.
чем больше живу тем сильнее удивляюсь! 3-и провода. 3-и фазы . Вот блин. До чего дошел прогресс. У нас по работе было такое. Есть плазменная резка (воздушно-плазменная). Аппараты промышленные, поэтому без вилок. Так там три провода. Один как обычно желто-зеленый и два, коричневый и синий. Без разницы, желто-зеленый соеденяем с каким либо и в 220 (желательно чтобы скрутка желто-зеленого с каким либо на 0 попала ). Либо желто-зеленый в земле и два остальных в розетку. Но такое подключение впервые вижу. А общего с г.Ковров, ни чего не имеете? Меня именно на кануне про этот же вопрос распрашивали.
Еще раз про 380В. Если у вас аппарат 220В. то подключить его к 380 не представляет труда. А вот если аппарат 380 вольтовый. то пока ни как не могу понять, за чем использовать только две фазы.
То что у вас не получается варить. Вы какую толщину варите, судя по фото 0.8? и какой диаметр проволоки используете?
Я думаю, что 0.8 и нужна проволока.
Вот еще одна мысль. Видел как варят тонкую сталь. Речь идет о следующем: не сплошным швом, а короткими стижками. Т.е. буквально по капле варят. Тогда и режим немного помощнее можно применить, т.е. постабильнее процесс но при этом нет прожига. Нажал (кнопку) - отпустил, нажал - отпустил и т.д. На некоторых аппаратах есть регулировка - горячий старт. Это позволяет уйти (уменьшить) от первоначального разбрызгивания (выстрелов). Но если металл разогрелся и проволока горячая, то процесс нажал-отпустил идет как по маслу и без этого.
чем больше живу тем сильнее удивляюсь! 3-и провода. 3-и фазы . Вот блин. До чего дошел прогресс. У нас по работе было такое. Есть плазменная резка (воздушно-плазменная). Аппараты промышленные, поэтому без вилок. Так там три провода. Один как обычно желто-зеленый и два, коричневый и синий. Без разницы, желто-зеленый соеденяем с каким либо и в 220 (желательно чтобы скрутка желто-зеленого с каким либо на 0 попала ). Либо желто-зеленый в земле и два остальных в розетку. Но такое подключение впервые вижу. А общего с г.Ковров, ни чего не имеете? Меня именно на кануне про этот же вопрос распрашивали.
Еще раз про 380В. Если у вас аппарат 220В. то подключить его к 380 не представляет труда. А вот если аппарат 380 вольтовый. то пока ни как не могу понять, за чем использовать только две фазы.
Вот еще одна мысль. Видел как варят тонкую сталь. Речь идет о следующем: не сплошным швом, а короткими стижками. Т.е. буквально по капле варят. Тогда и режим немного помощнее можно применить, т.е. постабильнее процесс но при этом нет прожига. Нажал (кнопку) - отпустил, нажал - отпустил и т.д. На некоторых аппаратах есть регулировка - горячий старт. Это позволяет уйти (уменьшить) от первоначального разбрызгивания (выстрелов). Но если металл разогрелся и проволока горячая, то процесс нажал-отпустил идет как по маслу и без этого.
да с подключением вроде разобрался,на 220работает и на 380(2 фазы и 0)сейчас использую.с г.Ковров,даже не знаю где это.аппарат 220/380в незнаю в чем преимущество,в СЦ сказали что на 220 задействуеться 1 обмотка на 380-две,соответственно меньше садиться напряжение,по производительности не знаю.да уже как то наловчился,метал до 1 мм,проволка 0.8,варю как вы сказали очень короткими подачами,буквально по капле,но времени не скажу что много забирает .если прожег-намного легче латаеться чем на дуговой.напрягает если зазар ок 1 мм,уже сложнее,тк варю стык в стык.но для этого подгонка хорошая нужна и все ок.с этим разобрался перехожу на сварку нержа,есть проектик.расскажите в 2-х словах что надо для этого,перебрал весь форум нашел только о технике сварки но не об оборудовании.П/А,нерж проволока,что еще?
Полуавтомат ПДГ 200-1
Ребята подскажите что может быть за причина такого () св. проволоки.
Аппарат варил нормально, потом началась вот такое . Думали горелка (поменял на промышленную с рукавом) - не помогло. Газ думали плохой, тоже заменили на заранее качественный (с другого аппарата).
Пробовал и напряжение менять и подачу все ровно не плавит метал .
Сейчас фотки попробую загрузить:
Заранее спасибо всем откликнувшимся.
Табличку на панели управления можно покрупнее увидеть? 17кб в повёрнутом положении - крайне мало для фото. Это аналог "ВУДИ","Циклон" и т.п.?
пробит один из тиристоров(симисторов?) блока питания
Вот по поводу тиристора или симистора тоже были мысли .
А где можно схему этого аппарата посмотреть (до разборки )?
по внешнему виду у вас аналог *Циклон*а
пробит один из тиристоров(симисторов?) блока питания
На сколько я помню там блок питания и есть вся силовая схема аппарата .Отдельная плата только на подачу сварочной проволоки
гугль в помощь по внешнему виду у вас аналог *Циклон*а
Там куда ведёт ссылка немножко не тот аппарат .Вот нашёл схему может кому пригодится и нашёл другой сайт, где Ростовские мастера и ремонтники тусуются.Если модераторы не против могу ссылку выложить.Вот ещё сборка:
Прикрепленные файлы
Неужели? Почему тогда Ваши сборки называются "Схемы "Циклона" и "Циклон 240Д" ? Ссылку на сайт и форум ремонтников можете выложить здесь,не является рекламой,т.к. раздел называется "Ремонт и модернизация". Правда,ТехСвар?
Данный вид аппаратов произволится многими фирмами, разделивимися и отпочковавимися в Ростове. Ранее , да и частично сейчас, они делали такие трансформаторные аппараты, а теперь перешли на инвертора. Ссылка ведёт на производителя Циклонов. Просто раньше они были трансформаторными, а только последние 2-3 года перешли на инверторные аппараты.
Схемы плат управы были различны, но принцип один. Так что отремонтить их несложно. Вероятнее всего подгорел контакт у тиристора. Если бы его пробило он гудел бы как танк. Либо в управе включение этих тиристоров барахлит.
Схемы плат управы были различны, но принцип один. Так что отремонтить их несложно. Вероятнее всего подгорел контакт у тиристора. Если бы его пробило он гудел бы как танк. Либо в управе включение этих тиристоров барахлит.
Спасибо. Тоже глядя на схему прихожу к выводу что надо смотреть управление тиристоров
Вчера пошёл _ свой аппарат .
Ремонт - замена обоих диодов(силовых) .
Хотя тестером звонятся как положено Видать что-то с кристаллом под нагрузкой.
При детальном осмотре обнаружено возможная причина .
_в одном из диодов была была подгоревшая косичка (касалась своего-же катода)
_ на втором диоде болт крепления косички тиристора развернут в сторону крышки боковой аппарата ,вот он и был подгоревший т.е. косался крышки (-) и коротил.
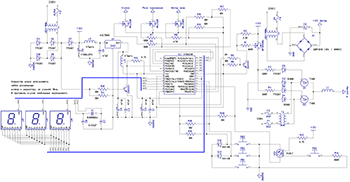
Пусковая схема сварочного полуавтомата
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащён редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата. В зону сварки также подаётся инертный газ - аргон, для устранения воздействия кислорода на процесс сварки. Сетевое питание сварочного полуавтомата выполнено от однофазной или трёхфазной электросети, в данной конструкции применён трёхфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Трёхфазное питание позволяет использовать намоточный провод меньшего сечения, чем при использовании однофазного трансформатора. При эксплуатации трансформатор меньше нагревается, снижаются пульсации напряжения на выходе выпрямительного моста, не перегружается силовая линия.
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1-VS3. Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от «хлопаний» магнитной системы.
Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому их необходимо снабдить бюджетными радиаторами 50*50 мм*40.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 вольт, подключение его - параллельно сетевой обмотке трансформатора Т1.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 вольт.
Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт - подходящий к розетке провод выдерживает ток до 25 ампер, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трёхфазным исполнением следует увеличить в 2-2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на биполярном транзисторе VT1 при нажатой кнопке «Пуск» - регулировкой резистора R5 - «Ток».
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 -«Пуск», находящейся на шланге подачи сварочной проволоки. Электронная схема через оптопары открывает силовые симисторы и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подачи сетевого напряжения на аноды симисторов через автоматический трёхфазный автомат SA1 к линии подключается трансформатор T1 - питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора T1 стабилизируется аналоговым стабилизатором DA1, для устойчивой работы схемы управления.
Конденсаторы С2,С3 сглаживают пульсации выпрямленного напряжения питания пусковой схемы. Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1-U3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку «Пуск». Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах двадцати вольт. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более двадцати вольт, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1-U3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора, чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи.
Напряжение на управляющие электроды симисторов поступают с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети.
Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали,что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 вольт.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтировать на катод через сопротивление 3-5 ком.
На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 вольт, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трёхфазному выпрямителю постоянного тока на диодах VD3-VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель Др1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.
Наладку пусковой схемы сварочного полуавтомата начинают с проверки напряжения 5,5 вольт. При нажатии кнопки «Пуск» на конденсаторе C5 напряжение холостого хода должно превышать 50 вольт постоянного тока, под нагрузкой не менее 34 вольт.
На катодах симисторов относительно нуля сети напряжения не должно отличаться более чем на 2-5 вольт от напряжения на аноде, в ином случае заменить симистор или оптопару цепи управления.
При низком напряжении питающей сети, переключить трансформатор на отводы низкого напряжения.
При наладке следует соблюдать технику безопасности.
Пусковая схема смонтирована на монтажной плате, кроме элементов : VD3-VD8, T2, С5, SA1, R5, SA2 и Др1. Эти элементы закреплены на корпусе сварочного полуавтомата. Схема не содержит элементов индикации, они входят в блок подачи проволоки : индикатор включения и индикатор подачи проволоки.
Силовые цепи выполнены изолированным проводом сечением 4-6 мм 2, сварочные - медной или алюминиевой шиной, остальное - проводом в виниловой изоляции диаметром 2мм.
Сварочный полуавтомат под управлением МК
Данный проект был испытан на "железе" умершего полуавтомата ТЕМП. Делал товарищу по его просьбе. Имеется три кнопки +,- и меню +/- регулирует параметры. Кнопкой меню можно выбирать необходимый параметр.
В главном меню регулируется ток. Во втором меню регулируется скорость проволоки. В третьем: задержка между включением клапана и подачей проволоки. При неактивности в меню 2 и 3, происходит авто возврат в главное меню через примерно 3-5сек. При удержании кнопок +/- происходит быстрое изменение параметра, что очень удобно.
Частота ШИМ двигателя выбрал довольно высокую примерно 2500 Гц , чтобы не было рывков проволоки. Сварочный ток регулируется фазоимпульсным методом.
Использование данной автоматики моему товарищу понравилось из-за высокой плавности регулировки и удобности использования.
Фьюзы необходимо выставить на частоту 8 МГц в интернете можно найти "генераторы фьюзов" для AVR, желательно использовать внешний кварц и супервизор питания!
Индикатор применяется на три разряда, хоть с общим катодом, хоть с общим анодом.
При включении устройства, когда движутся полоски, нужно зажать до появления корректного изображения либо кнопку +, чтобы использовать общий катод, либо кнопку меню, чтобы использовать общий анод. По умолчанию используется общий анод. При следующем включении не нужно будет программировать конфигурацию индикации, так как данные сохраняются в еепром.

Появились коммерческие версии прошивок:
1) Улучшен алгоритм работы. Исправлены некоторые ошибки.
2) Расширены возможности. Добавлен триггерный и импульсный режим работы.
3) Несколько версий прошивок (с регулятором тока и без регулятора).
Новая версия прошивки (19.04.2013)
Были устранены следующие недостатки, а также добавлены следующие возможности:
- регулировка тока сбалансирована во всем диапазоне.
- введена настройка диапазона регулировки подачи проволоки.
- добавлен специальный алгоритм исключения ошибки настройки минимального значения и максимального значения для скорости проволоки.
- улучшен алгоритм регулятора тока.
- улучшена индикация сохранения данных в еепром.
- исправлен вывод данных на индикатор.
Новая версия прошивки (12.09.2013):
+ Исправлены всплески регулировки
+ Улучшен алгоритм регулятора
+ А также мелкие улучшения
+ ПА+Сварка (можно использовать как обычную электродуговую сварку)
- Ограниченная версия, настройки не сохраняются
- Полную версию можно получить с прошитым МК
Ниже вы можете скачать исходник, прошивку (от 19.04.2013) и печатную плату в формате LAY
Читайте также: