Сварочный пост своими руками для полуавтомата
Обновлено: 20.09.2024
Наконец то я полностью завершил очередной этап оснащения гаража всякими полезняшками, а именно сделал сварочный стол. Да еще и не совсем простой, но обо всем по порядку!
Итак, что же такое сварочный стол в моем понимании и зачем он мне понадобился: сварочный стол это некая металлическая поверхность, обладающая высокой жесткостью, прочностью и электропроводностью. Нужен он для сборки любых сварных конструкций, при этом его прочность и жесткость позволяют фиксировать детали напрямую на него, а электропроводность дает дополнительную гибкость касаемо технологии сварки — иногда удобно массу прицепить к столу, а не к детали. Поскольку я не планирую заниматься сварочными работами на постоянной основе, а собираюсь варить эпизодически, то делать полноценный стационарный стол я посчитал излишним. Себе я сконструировал откидную конструкцию, которая крепится одной стороной к стене и в сложенном состоянии занимает минимум места.
Основой конструкции служит столешница, сваренная из профильной трубы 30х30х2мм и зашитая холоднокатаным стальным листом толщиной 2.5мм. Размеры столешницы в чистоте 1450х750мм.
Каркас выглядит вот так:
Готовая столешница так:
У меня рама получилась чуточку не ровная, и я ее поправил, поскакав на ней десять минут примерно таким способом:
Готовая столешница подвешивается к стене с помощью балки, изготовленной из той же трубы 30х30х2мм. В трубе были просверлены отверстия под анкера и для доступа инструмента к гайкам, а так же я заварил торцы для более привлекательного эстетического вида и большей жесткости конструкции. После применения напильника железка выглядела так:
Непосредственно шарнир подвеса образован парой гаражных петель каплеобразного сечения. Для корректной работы шарнира на столешницу и силовую балку были наварены усилители из стали 2.5мм, выглядело это все так:
Столешница совместно с балкой была окрашена моей любимой краской Хаммерайт с "молотковой" структурой и совершенно случайно попала в тон к полам 🙂 Навеску на анкера я выполнял, как водится, в одиночестве и чуть не родил стаю ёжиков — в сборе конструкция весит поболее 50кг, и вешать в одно лицо такую тяжесть на 4 анкера весьма неудобно. Однако, я справился и получил такую картину:
Для крепления ног с нижней стороны столешницы по углам приварены 2 шпильки М16. Сами ноги выполнены из отрезков трубы 30х30х2мм, в торцы которых вварены гайки М16 и полностью готовые опоры окрашены той же краской. После обработки торец выглядит так:
Для точной регулировки высоты ног по месту сделал регулируемые пятки к ногам. Пятки выполнены из болтов М16х60мм, шайб и пятаков из пенорезины. Для облегчения позиционирования перед сваркой головки болтов были проточены по размеру внутреннего отверстия в шайбе, получилось так:
А после обварки и приклеивания резиновых пятаков получилось так:
В эксплуатации регулировать опоры оказалось очень удобно и просто, после регулировки по месту пятки выглядят таким образом:
Полностью готовый стол в разложенном состоянии выглядит так:
Единственное, что я еще не успел закончить, так это закрепить на стену в местах напротив шпилек столешницы небольших шайб для исключения повреждения стены, если вдруг столешницу кто то качнет неудачно. Дело пары минут, но доделать нужно 🙂
представляет собой специфический «кабинет» сварщика, оснащенный всем необходимым оборудованием, аксессуарами и приспособлениями, необходимыми для бесперебойного выполнения работ по сварке. Организация сварочного поста и все работы, связанные с его обустройством, должны производиться согласно требований охраны труда и безопасности жизнедеятельности. При планировании подобных участков, осуществляющих выполнение технологических процессов, следует руководствоваться ГОСТ 12.3.003-86 (pdf) , который устанавливает требования к производственным помещениям и размещению оборудования, транспортировке материалов, а также требования к персоналу и применению СИЗ.
В данном случае речь пойдет об обустройстве рабочего места для выполнения операции сварки электродуговым методом (ручная, аргонодуговая, полуавтоматическая).
Стационарный пост
Представляет собой кабину с открытым верхом, приподнятую над уровнем пола. В таких постах сваривают детали малых и средних размеров, для крупных узлов и металлоконструкций он не пригоден. Кабина обычно выполняется из металлических листов на которые впоследствии наносятся цинкосодержащие краски или другие покрытия, стойкие к высокой температуре и инфракрасному излучению (например, белила на основе титана или желтая краска из хромо-свинцовой соли, другие современные вещества).
Некоторые требования к сварочной кабине:
- Достаточное освещение для комфортной работы, наличие источников света, освещающих пост в целом и стол, на котором проводятся все манипуляции, в частности.
- Площадь поста не менее 3 м2, высота металлических стен 1,8 – 2м, они должны быть приподняты над уровнем пола на высоту 20-25 см; высота потолка помещения, в котором установлена кабина, соответственно, более 2 м для свободной циркуляции воздуха.
- Стол для работы в сидячем положении должен быть высотой 50-60 см. Стол собирают из металла. Желательно, чтобы на крышку стола (в том числе в месте контакта клеммы массы) был уложен медный лист. Саму крышку делают из стали или чугуна толщиной до 2,5 см. Стол должен предусматривать наличие металлических выдвижных ящиков для хранения инструментов, приспособлений, электродов, чертежей и т.д.
- Над столом обязательно наличие специальной вытяжки. Если вы создаете пост в гаражных условиях, можно встроить в одну из стен гаража вытяжной вентилятор, в таком случае нужно будет позаботиться о наличие приточки в зимнее время года. В промышленных условиях в последнее время часто устанавливают точечную вытяжку, гибкий «хобот» которой можно установить непосредственно в месте проведения сварки.
Обмен воздуха в помещении не менее 40 м 3 /час согласно нормативной документации. Напомним, что при недостаточном воздухообмене токсичные элементы, содержащиеся в сварочном дыме (аэрозоль), будут накапливаться в легких сварщиках, что со временем приведет к возникновению профессиональных заболеваний.
- Под ногами должен находиться резиновый коврик.
- Все оборудование обязательно заземляют (некоторые сварщики используют УЗО).
- Рабочий стул сварщика должен для удобства работы вращаться вокруг своей оси. Материалы, из которых изготавливают стул, должны быть термостойкими и не проводить электрический ток. Сиденье и спинка могут быть изготовлены, например, из дерева.
- Для удобной работы под рукой должен быть манипулятор (или вращатель) и ножная педаль, которая упрощает его управление. Манипулятор используют для сварки тел вращения.
Мобильный пост
Мобильные работы, как правило, связаны со сваркой на открытом воздухе крупногабаритных конструкций. Поэтому проведение специальных мероприятий и создание особых условий, необходимых для функционирования такого поста, не требуется. Защиту от осадков организуют навесами, от ветра рабочую зону защищают ширмами. Инструмент и оборудование перемещают в спец. тумбах. Для освещения используют локальные источники света. Все оборудование обязательно заземляется.
Добавить комментарий Отменить ответ
Для отправки комментария вам необходимо авторизоваться.
Работы на сварочном аппарате относятся к вредным видам работ. Именно поэтому для их выполнения в цеху должны быть предусмотрены специальные условия, которые бы способствовали нормальному микроклимату на рабочем месте. Во время выполнения сварочных работ воздушные массы в помещении насыщаются вредными для здоровья работника окислами углерода и иных химических соединений. Именно поэтому сварочный цех должен быть оснащен правильной вентиляционной системой, которая будет обеспечивать приток свежего воздуха и вывод отработанных масс.
Функции вентиляционной системы сварочного цеха

Главными задачами системы вентиляции сварочного цеха являются:
- устранения ядовитых примесей, которые попадают в воздух при выполнении сварочных работ;
- общее очищение воздуха во всем помещение;
- поддержание оптимального уровня температуры и влажности в помещении.
Важно! В соответствии с ГОСТ 12.3.003-86 рабочее место сварщика должно быть оборудовано местной вентиляционной системой. Также в цеху должна использоваться общеобменная вентиляция.
Местная вентиляция сварочного поста
Суть местной вентиляционной системы заключается в очищении воздуха непосредственно на рабочем месте сварщика, так как на расстоянии уже 4 м воздушные массы в цеху могут соответствовать требуемым санитарным нормам. А вот непосредственно у сварочного аппарата в воздушных массах скапливаются вредные для здоровья человека химические комбинации, превышающие норму более чем в 10 раз.
Виды местной вентиляции

- Вытяжные устройства подъемно-поворотного типа. Такая вентиляционная система состоит из воздухоприемника, который фиксируется в любом положении с помощью шарниров, шланг, диаметр которого составляет 200 мм, соединяющий воздухоприемник и централизованную вытяжную систему. Даная конструкция позволяет устранить до 85% вредных для здоровья веществ, так как ее можно разместить в непосредственной близости со сварочным аппаратом. Подъемно-поворотные вытяжки способствуют полноценному очищению воздуха на расстоянии до 8м от места установки. Самыми популярными вытяжными системами подъемно-поворотного типа являются модели «Лань», «Спрут».
- Местные отсосы, которые устанавливаются на высоте 1,5 м от рабочего места. Еще одним вариантом монтажа отсосов является их установка непосредственно в сварочные столы. Соединяются они с общеобменной вентиляцией цеха специальными шлангами.
Для обеспечения правильного воздухообмена сварочный цех оборудуется приточно-вытяжной вентиляцией принудительного типа. Система должна обеспечивать приток свежих воздушных масс более 40м3/час.
Регулирующий механизм обустройства местной вентиляции

Согласно санитарным нормам N 1009-73 к устройству местной вентиляции выдвигается ряд требований:
- на стационарных и нестационарных сварочных постах обязательно должны быть установлены местные отсосы;
- при ручной сварке рабочее место должно быть дополнено поворотно-подъемными панелями, низ которых должен находиться не выше 350 мм от сварочного аппарата;
- при сварке средних изделий необходимо установить вытяжной шкаф, являющийся разновидностью местных отсосов;
- скорость воздуха при использовании ручной сварки и аппарата, работающем от углекислого газа, должна составлять более 0,5 м/с и 0,3 м/с при сварке в инертных газах;
- вытяжные шкафы должны локализировать до 90% вредных веществ с воздушных масс, иные виды местной вентиляции – до 75%;
- 10-25% вредных компонентов, находящихся в воздухе должны устраняться с помощью общеобменной вентиляционной системой.
Когда нужна общеобменная вентиляция для сварочного поста
В соответствии с СНиП2-33-75 вентиляционная система сварочного цеха должна быть механического типа, те есть обустроена специальными вентиляторами. Подача свежего воздуха должна осуществляться воздухораспределителями, установленными на расстоянии 6 м от пола при подаче потока вниз по вертикали или на расстоянии 4 м при подаче потока в горизонтальном положении. Также следует учесть и скорость потока воздушных масс, которая не может быть менее 0,1м/с.
При оборудовании вентиляции с параллельными потоками условия для выполнения работ и очищения воздуха создаются самые оптимальные, так как отработанные воздушные массы, содержащие вредные газы и аэрозоли движутся в одном направлении с подаваемым воздухом. Масса подаваемых потоков должна быть меньше количеству удаляемого загрязненного воздуха. Этот принцип позволяет существенно повысить эффективность системы.
Схема общеобменной вентиляции сварочного цеха

Вентиляционная решетка, размер которой составляет 23,5х43,5 мм с диаметром отверстий 50 мм, обеспечивает подачу свежего воздуха со скоростью 4,5м/с. Воздушные массы, рассекаясь при прохождении решетки, подымаются вверх по вертикали и захватывают все помещение. Скорость движения воздуха в цеху соответствует 0,1 м/с, что позволяет устранить все вредные компоненты, находящиеся в воздухе. Воздухообмен в помещении обеспечивается по средствам установленных под полом вентиляторов, общей производительностью 3400м3/час. Устраняется отработанный воздух по средствам установленных на крыше вентиляторов, общей производительностью 6600м3/час. При 20 минутной работе системы устраняется все загрязненные воздушные массы, а концентрация вредных веществ в воздухе снижается до 2мг/м3.
Регулирующий механизм общеобменной вентиляции
- Если на 1м3 помещения расходуется менее 0,2г/ч сварочных материалов обустройство общеобменной вентиляции может не выполняться.
- Скорость подачи свежего потока не может превышать 0,9 м/с.
- При отсутствии местной вентиляционной системы механическая вентиляция должна обеспечивать устранение 2/3 воздушных масс снизу и 1/3 сверху.
- Если сварочные работы выполняются внутри изделия (емкости, бочки) скорость воздуха должна составлять более 0,7м/с при температурных показателях не ниже 20 градусов.
Расчет вентиляционной системы для сварочного цеха

Расчет производительность вентиляционной системы для сварочного цеха должен выполняться в зависимости от количества применяемых за 1 рабочий час электродов:
- ручной метод сварки – на 1 кг электродов необходимо обеспечить производительность до 4500 м3/час;
- полуавтоматический метод сварки – на 1 кг электродов необходимо обеспечить производительность до 2 м3/час.
Важно! При работе полуавтоматическим методом один рабочий может использовать более 5 кг электродов, соответственно производительность увеличивается кратно используемого материала.
Для эффективности вентиляционной системы требуется установка мощных вентиляторов, которые фиксируются за границами цеха. Вентиляционные каналы устанавливаются с помощью металлических труб. Вентиляционные решетки должны находиться поблизости рабочего места сварщика.
При обустройстве вытяжной системы разрешается устанавливать специальные фильтры, которые позволяют использовать рециркуляцию воздуха в цехе. Там самым устраняется выброс вредных сварочных газов в атмосферу.
Вентиляционная система сварочного цеха должна обеспечивать свежим воздухом цех и устранять отработанный воздух. Она проектируется на начальном этапе строительства.
Гараж, сварочный пост, начало.

Пришло время рассказать о продвижении работ по обустройству гаража, тем более что поделиться есть чем.
Я искренне считаю, что любая оборудованная мастерская обязана иметь хотя бы простейший набор инструмента и приспособлений для выполнения сварочных работ. Не вдаваясь в подробности отчего и почему сразу скажу — должен быть полуавтомат и хотя бы простейший сварочный стол для комфортной работы. Естественно, мой гараж не смог избежать подобной участи :)
Поскольку я не собираюсь заниматься изготовлением сварных конструкций сколь нибудь профессионально, то смотрел я на средние линейки бытовых полуавтоматов. Почему средние — потому что верхние линейки отличаются от средних, в массе своей лишь большими тОковыми возможностями силовой части, что для автодел не нужно. Нижние же линейки сделаны по принципу максимальной экономии на всем и, кроме того, пытаются прикидываться комбайнами "все в одном" — тут вам и традиционные "палки", и MIG, и даже TIG местами. Другое дело, что физику не обманешь и варят такие аппараты хоть как то пристойно только палками, нам такого счастья и даром не надо. "Средних" ПА на рынке тоже довольно много, поэтому пришлось немало почитать прежде чем я сумел определиться в выборе. Критериями были максимальная узкоспециализированность, ремонтопригодность и надежность. Очень помог в выборе ресурс чипмейкер.ру, очень рекомендую всем, кому интересна металлобработка.
В конечном итоге я приобрел инверторный ПА аппарат FoxWeld InverMIG 185. Это именно то, чего я хотел — умеет варить только в режиме MIG, никаких палок и имитации TIG, ремонтопригоден (силовой модуль не залит в корыте компаундом, как у Фубага), надежен. Денег стоит 18500руб.
Дальше нужно было решить "газовые" дела, то есть определиться с баллоном и регулятором. С регулятором снова очень помог Чипмейкер — умудренные опытом сварные однозначно советуют использовать:
1. Сварочную смесь, а не углекислоту
2. Регулятор давления с ротаметром
В таких делах нет смысла ходить по чужим граблям, а следует делать как сказали. Соответственно, я принялся искать в Саратове нужный мне регулятор. Занятие, надо сказать, не простое — у нас народ еще активно варит в кислоте, и использует по старинке регуляторы с двумя манометрами. С одной стороны, ничего плохого в этом нет, с другой стороны спрос рождает предложение — нужных мне регуляторов с ротаметром было целых два: один китаец, второй Донмет. Решил рискнуть и взять китайца, как не странно на них нареканий в сети меньше, чем на более солидный визуально Донмет.

Цена вопроса — 1450руб.
На правах рекламы для местных — покупал регулятор в магазине "Все для сварки" на углу Вольской и Соколовой, очень приятный магаз и мужики торгуют толковые, могут подсказать дельно, если сам тупишь :)
Баллон! С баллоном было сложнее всего… Первоначально я хотел проскочить по легкому пути, и купить маленький баллончик на 10-12л. Но правда жизни такова, что именно сварочную смесь в Саратове раздают только в большие баллоны. Соответственно, пришлось смириться со здоровенным дураком. С другой стороны — это даже хорошо, ибо в гаражных условиях одной заправки хватит не на один год, а таскать с собой его нет смысла, вопрос решается шлангом достаточной длины.
Итак, мне был нужен большой 40л баллон со смесью! Первая мысль была решить вопрос тупо в лоб и приобрести у заправщиков полный баллон. Мысль разбилась о цену — 5тр пустой баллон, содержимое оплачивается отдельно. Я не знал, что моя жаба настолько кровожадная! :) К счастью, существует и обходной путь в решении этой проблемы — покупаем кислородный или углекислотный баллон с рук, с просроченной аттестацией и вообще какой угодно, везем к заправщикам, где нам его меняют на заправленный за небольшую плату (в нее входит замена вентиля, окраска и аттестация).
В Саратове цены на БУ баллоны колеблются от 1тр до 3.5тр за штуку, за тыщу как правило где нить в деревнях расположены, поэтому я урвал себе экземпляр за полторы тысячи. Еще 500руб отдал за "восстановление" и стал обладателем обменного баллона с требуемым содержимым. Итого бюджет получился 1500руб+1200руб=2700руб.
Кислородный шланг и сварочную проволоку купил в озвученном выше магазине, по ценам: 5кг проволоки 0.8мм — 500руб, шланг 10м — 410руб. Итого 910руб.
На этом месте я осознал, что вроде как все куплено и можно варить. Но душа требовала красоты, а руки хотели решить часть проблем с предстоящей сваркой гаражной утвари, поэтому я не смог себе отказать и ухватил еще пару магнитных сварочных угольников.

Удобнейшая штука, должен вам сказать! Освобождает руки и довольно ощутимо облегчает жизнь, рекомендую! :)
На этом первоначальная комплектация сварочного поста была окончена, и пришло время опробовать приобретенное оборудование в деле — сварить сварочный стол. Но об этом в следующий раз, скоро!
Cварочный полуавтомат Своими руками

В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены. Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.
Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
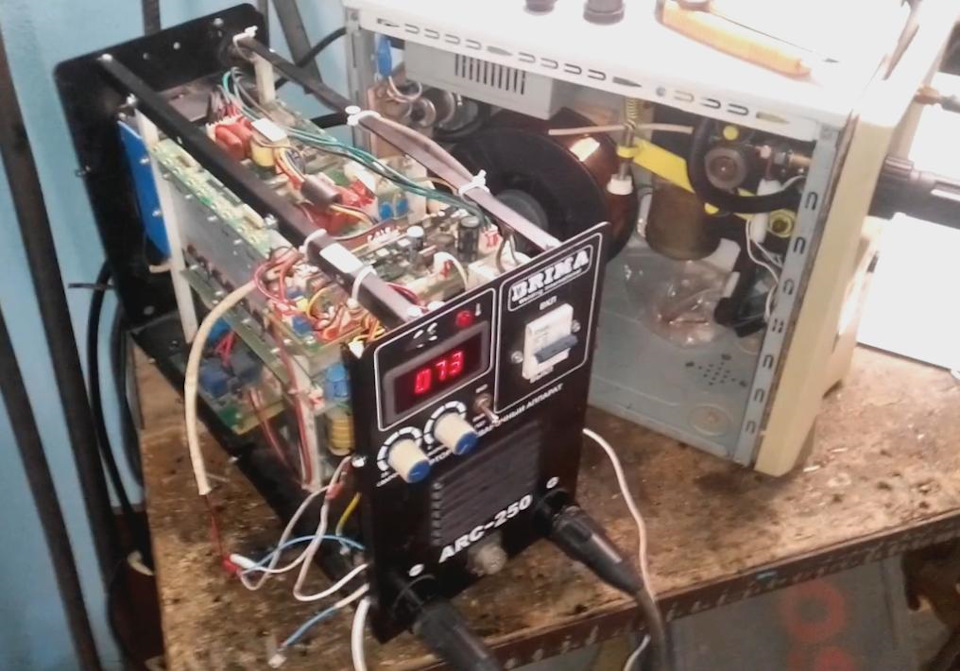
В нашем случае хороший сварочный инвертор BRIMA ARC-250

Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.
1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.

2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
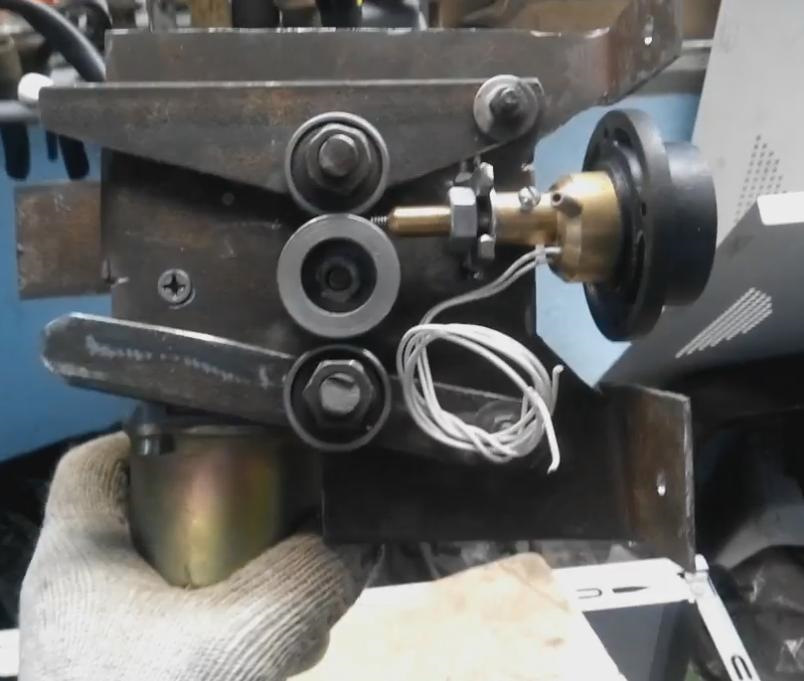
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.

3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
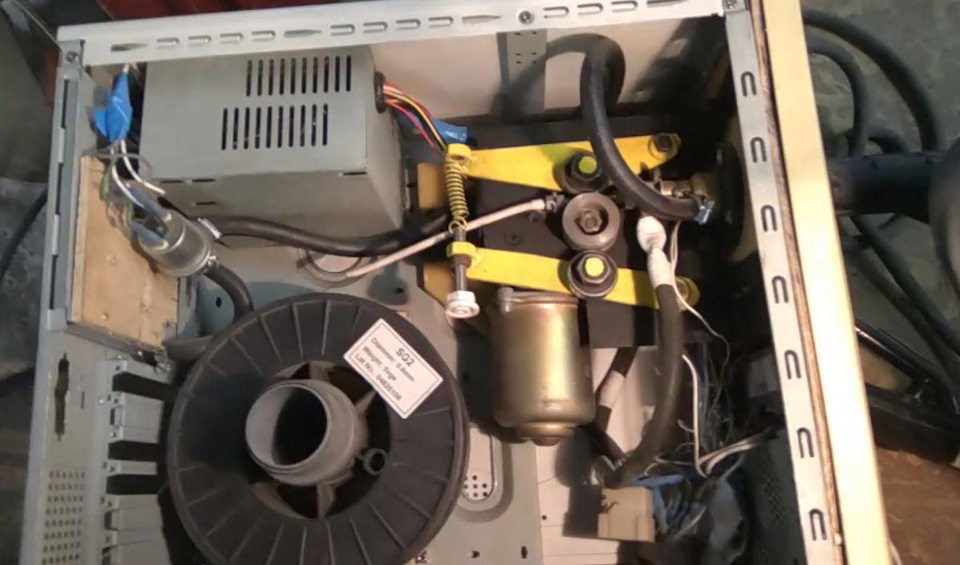


получилось довольно аккуратно)))
Далее собираем электрику нашего устройства.
Для управления скоростью подачи используем ШИМ-контроллер заказанный с алиэкспресс.

Вот и всё приставка для инвертора готова!)))
Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е. аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение. Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
В итоги получилась как то так:



Поскольку я сварщик "дипломированный" короче рукожопый прошу не судить строго за шов и качество сварки, но тем не менее аппарат со своей задачей справляется и варит хоть тонкий (фальгу) хоть толстый металл.

Также все можно глянуть на видео:
ИТОГО: Мы собрали приставку и инвертору ММА, для работы в режиме ПА.
ПРИМЕРНАЯ ЦЕНА ВОПРОСА:
Горелка — 2500руб
Евро разъём — 1000руб
ШИМ контроллер- 500руб
Подшипники — 100руб
Электро разъём — 300руб
Мелочи — 100руб
Старый хлам — бесплатно)))
ИТОГО примерно : 4500руб.
Как сделать полуавтомат для сварки?

Оборудование
Изготовить сварочный полуавтомат своими руками под силу любому человеку, который неплохо разбирается в электротехнике. Все, что понадобится в выполнении поставленной задачи – определенный комплект деталей и инструментов.
Давайте рассмотрим процесс создания подобного аппарата более подробно.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.

Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Особенности изготовления сварочного полуавтомата
Чтобы понять, как сделать сварочный полуавтомат, необходимо иметь определенные познания в электротехнике. Иначе говоря, создание подобного устройства – задача не из легких. От мастера потребуется наличие определенных навыков и знаний.
Что потребуется?
Конечно же, изготовление любого прибора проще всего начинать, используя в качестве основы какое-либо другое устройство. В нашем случае самым простым вариантом будет создание полуавтомата на базе инвертора. Сделать последний также можно самостоятельно. Рекомендуется, чтобы мощность инвертора не была меньше 150 А.
Еще одним принципиальным моментом, необходимым в изготовлении надежного прибора, является пусковая схема сварочного полуавтомата.
К основным элементам, которые должны быть в наличии, следует отнести:
- трансформатор, способный выдать 150 А;
- механизм подачи проволоки;
- шланг подачи газа;
- бобина;
- плата управления.
Самым распространенным и простым вариантом размещения указанных узлов является расположение инвертора и механического блока управления в одном корпусе. Обычно лучшим исполнением будет их установка в корпус от персонального компьютера.
Важным является наличие питания в блоке ПК, что существенно облегчит процесс создания агрегата.
Подачу проволоки можно выполнить на основе механизма стеклоподъёмника, позаимствованному из автомобиля.
Схема полуавтомата

Схема электрическая и устройство полуавтомата.
Схема самодельного сварочного полуавтомата для изготовления прибора доступна на многих сайтах в виртуальном пространстве. Принципиально они мало чем отличаются друг от друга, поэтому вполне возможно рассмотреть общий случай.
Подача проволоки в место сварки производится с помощью небольшого электромотора. Выше уже говорилось о хорошем кандидате на эту роль – автомобильном стеклоподъемнике. Работу указанного узла необходимо контролировать. В этих целях используется ШИМ-регулятор.
Качество сварочной работы непосредственно зависит от правильности подачи проволоки. Она должна поступать равномерно и без перебоев.
Подачу газа также необходимо отрегулировать соответствующим образом. Лучшим вариантом будет, если газовый клапан откроется раньше на несколько секунд, чем начнет подаваться электрод.
Неправильная регулировка приведет к преждевременному оплавлению в атмосфере и вместо ванны гореть будет электрод. Естественно, данный случай полностью исключает возможность получения качественного и надежного шва.
Реализовать нужную задержку в подаче к месту сварки проволоки можно с помощью реле. Что касается клапана подачи, то его тоже можно позаимствовать у автомобиля, взяв воздушный клапан. Неплохим вариантом будет использование электроклапана от редуктора баллона.
Такая схема сварочного полуавтомата является принципиальной, так как в ней присутствуют все основные узлы прибора. Конечно же, есть и другие разновидности, отличающиеся некоторыми модификациями. Однако на принцип работы агрегата они нисколько не влияют.
Особенности подготовки трансформатора
Сварочный полуавтомат из инвертора требует главным образом его силовую часть. Следует понимать, трансформатор, используемый в данном агрегате, обычно берется из микроволновки, если речь идет о самодельном варианте.
В случае аппарата, купленного в магазине, в нем трансформатор обладает такими же характеристиками, так что никакой разницы от «происхождения» инвертора нет.
Изготовление инвертора, главным образом, сводится к переделыванию трансформатора из микроволновки. Именно он осуществляет главные функции в приборе.
Данное устройство является основным прибором, обеспечивающим питание сварочного процесса. Обычно в нем используется понижающий принцип действия. Это связано с тем, что напряжение сети слишком велико и его необходимо понизить до нужной величины.
Суть модификации указанного узла сводится к формированию нужного количества витков на первичной и вторичной обмотке. Дело в том, что в микроволновке трансформатор повышающий, а инвертору нужен понижающий.
Основы работы подобного узла основан на едином принципе. После подключения к сети по первичному контуру проходит переменный ток, создающий магнитный поток. В обмотках индуцируется ЭДС, зависящая от количества витков провода.
Проще говоря, если намотать на первичную обмотку сто витков, а на вторую – пять, то коэффициент трансформации в таком случае будет равен двадцати. В конечном итоге, после включения устройства в обычную домашнюю сеть, он на выходе будет выдавать одиннадцать вольт, то есть значение в двадцать раз меньшее, чем в сети.
Смысл переделки заключается в изменении количества витков на вторичной обмотке. В исходном состоянии их существенно большее, чем надо, то есть намотка сварочного трансформатора – неправильная.
Важно не спешить с изменением количества витков. Если сила тока будет слишком большой, то может произойти возгорание проволоки и деталь повредиться. Слабый ток сделает невозможным работу с устройством.

Схема горелки полуавтомата.
Оптимальное значение можно узнать только из расчетов. В первую очередь, нужно решить, какой будет величина напряжения на намотках, ток и другие характеристики. Применяя указанные данные осуществляется расчет намоток, сердечника, а также сечения проводов.
В расчёте учитывается большое количество параметров. Запутаться в этом нелегком деле может каждый, особенно если речь идет о человеке, давно не занимавшимся решением подобных задачек.
Помочь выполнить правильный расчет призваны онлайн-калькуляторы. Они доступны на многих сайтах и являются абсолютно бесплатными. Используя отмеченный сервис, вероятность ошибки сведется к минимуму, а время будет сэкономлено.
После изготовления самодельного инвертора, в первую очередь, в глаза бросается его маленький вес, особенно если сравнивать с трансформаторными аппаратами советского производства.
Что касается самого трансформатора, то он обычно берется из микроволновой печи. Именно в ней установлен правильный элемент с необходимым количеством витков на первичной намотке.
Популярность такие трансформаторы получили благодаря относительной доступности отмеченных бытовых приборов. На вторичном рынке найти подходящую печь не составит труда.
Главное преимущество в нашем случае – отсутствие необходимости в приобретении рабочего устройства. Интерес представляет только трансформатор, а значит, поломанная микроволновка – прекрасный вариант. Ее стоимость существенно ниже новой или работающей и, наверняка, будет по карману каждому.
Еще одним «источником» трансформатора являются телевизоры, а также лабораторные автотрансформаторы. Указанные изделия, возможно, труднее найти. Тем не менее не стоит забывать об этих вариантах.
Выбор корпуса
Согласно схеме самодельные сварочные аппараты имеют достаточное количество различных узлов. Конечно же, их всех необходимо правильным образом разместить в корпусе. Этот элемент не будет оказывать существенного влияния на работу устройства и его принципиальную схему. Тем не мене от его выбора зависит комфорт работы.
В качестве отмеченного элемента можно использовать короб, изготовленный из тонколистового металла. Все размеры при создании короба необходимо продумать заранее. Лучшим вариантов является предварительная разработка чертежа, на котором будет учтена возможность размещения всех элементов агрегата.

Устройство подачи проволоки.
После того, как будет сделан выбор в пользу одного из вариантов короба, в него устанавливается трансформатор, регулятор подачи проволоки сварочного полуавтомата и другие узлы согласно продуманной схеме.
Важным в создании короба является учет системы охлаждения. Она необходима для обеспечения стабильного функционирования инвертора. Именно эта составляющая прибора подвержена сильному нагреву.
Источником охлаждения выступают вентиляторы. Их лучше всего установить на боковых стенках корпуса. Не стоит экономить время на создании вентиляционных отверстий. Нагнетаемый воздух должен беспрепятственно удаляться наружу.
Еще одним вариантом является корпус от персонального компьютера. Преимуществом его применения является наличие всех необходимых вентиляционных отверстия, а также посадочных мест под вентиляторы. Так как там уже предусмотрена правильная система охлаждения, то это поможет существенно сэкономить время при проектировке.
Кроме того, приобрести корпус от ПК – не проблема. У многих мастеров он может уже даже есть в наличии и валяется где-то в гараже «без дела». Так почему бы не найти ему достойное применение?
Плата управления
Важной составляющей самодельного сварочного агрегата является плата управления.

Принципиальная схема сварочного полуавтомата.
Она включает в себя:
- задающий генератор;
- реле;
- обратную связь;
- защиту от температурных перегрузок.
Также, когда делаем аппарат, не следует забывать о функциональности. Ее можно повысить, добавив регулятор тока. Данный элемент можно сделать самостоятельно на схеме из транзисторов.
После завершения всех работ, описанных выше, плата управления соединяется с силовой частью устройства и его подключением к электрической сети. Проверяем работоспособность блока с помощью осциллографа путем его подсоединения к выходам.
Совмещение катушек
Итак, в корпус полуавтомата, сделанного своими руками из инвертора, устанавливаются трансформаторы. После чего необходимо совместить их первичные и вторичные катушки.
Делается это следующим образом: первичные намотки соединяются параллельно, в то время как вторичные – последовательно.
В результате станет возможным получать на выходе большую силу тока, которой с лихвой хватит при выполнении практически любой работы в быту.
Система охлаждения
Немного ранее уже упоминалось о важности охлаждения инверторного сварочного полуавтомата. Данный узел подвержен наибольшему нагреву в процессе работы и именно он может определять то, как долго будет продолжаться сварка.
Лучшим решением является применение кулеров от персонального компьютера. Расположить их необходимо по обе стороны от инвертора, не забыв при этом о необходимости создания отверстий, для удаления теплых воздушных потоков.
Ремонт или доработка устройства скорости подачи электродной проволоки
Практически все сварочные полуавтоматы любого типа отличаются низкой надежностью механизма подачи проволоки. Именно данное место является наиболее уязвимым в их конструкции. Оно же приводит и к частым поломкам агрегата.
Выход из строя указанного узла может либо нарушить качество работы прибора, либо привести к более серьезным проблемам в его работе.

Особенности устройства полуавтоматического сварочника.
В первом случае можно обойтись банальной заменой проволоки. Однако драгоценное время все равно будет потрачено на зачистку контактной зоны насадки, из-за фиксации проволоки во время подачи.
Возникновение неисправностей, в первую очередь, свидетельствует о нарушении скорости подачи. Выходом из сложившейся ситуации будет доработка данного механизма.
Если же было принято решение сделать полуавтомат самостоятельно из инвертора своими руками, то механизм подачи сварочной проволоки тоже может быть изготовлен собственноручно.
В указанных целях нам понадобятся два подшипника. Еще одной необходимой деталью является электрический двигатель небольших габаритов.
На вал электрического моторчика следует установить ролик. Радиус данной детали составляет около 12.5 миллиметров. Подшипники устанавливаются на металлических пластинах. Именно между пластинами и располагается электродвигатель.
Сбору указанного механизма следует осуществлять на текстолитовой плите толщиной около пяти миллиметров. На ней же устанавливается и бобина со сварочной проволокой.
В случае правильной сборки и отсутствия каких-либо ошибок, самодельный прибор прослужит достаточно долго.
Сварочный полуавтомат – устройство, которое должно быть в хозяйстве любого мастера. Данный прибор позволит решить большое количество работы, постоянно появляющейся на даче или в гараже. Тем не менее не стоит спешить покупать агрегат в специализированных магазинах, ведь подобное устройство можно изготовить самостоятельно из инвертора.
Что такое пост сварочных работ и как его оборудовать?

Сварщики-самоучки в большинстве случаев осуществляют сварные работы в домашних условиях в тех местах, которые более или менее приспособлены под такую работу.
Профессиональные мастера знают, насколько важно обеспечить максимально комфортные и безопасные условия работы, поэтому организовывают специальные сварные посты. Ведь особенности рабочего места во многом определяют, насколько безопасным будет использование сварочного оборудования для мастера на практике.
Что представляет собой сварочный пост и какие его разновидности?
Сварочным постом называют своеобразный кабинет сварщика со всем комплексом необходимого в его работе оборудования, инвентаря и расходных материалов для обеспечения бесперебойного выполнения сварных работ. То есть, это такое рабочее пространство сварщика, работать в котором максимально комфортно и безопасно.
Если все работы по обустройству сварочных постов выполнять с учетом требований охраны труда, это позволит обеспечить мастеру максимальный уровень безопасности при сварке. При этом и уровень пожаростойкости пространства будет максимальным. Но чтобы этого добиться, важно понимать специфику разных видов сварных постов.

Стационарный сварочный пост.
Исходя из вида оборудования, применяемого в работе, сварочные посты бывают:
- Газосварочными.
Рабочий кабинет для проведения газосварочных работ оборудуется с учетом того факта, что расплавление металла в процессе организации соединения кромок изделий в данном случае основано на применении тепловой энергии от горения газа в горелке. Поэтому пространство должно оснащаться максимально качественной вентиляционной системой, а отделку поверхностей нужно выполнять негорючими материалами. - Электросварочными.
Рабочее пространство электросварщика при работе с электрической сваркой не менее травмоопасно, но в данном случае важно удалить больше внимания обеспечению высокого уровня защиты человека от поражения электрическим током.
На заметку! Какой бы вид оборудования для выполнения сварных работ ни применялся мастером, сварочный пост непременно должен быть оборудован качественной вытяжкой и приточной вентиляционной системой.

Стационарный пост для ручной сварки.
Исходя из возможностей, сварочные посты бывают:
- Стационарными.
Выглядят как кабина с открытым верхом, которая приподнята над уровнем напольного покрытия, располагаются в помещении и могут оснащаться двигающейся столешницей. - Передвижными.
Представляют собой мобильные конструкции, которые без особенных трудностей можно переместить в иное место для работы. Передвижные посты для сварщиков актуальны для выполнения сварки крупногабаритных конструкций в просторных цехах или непосредственно под открытым небом на строительной площадке.
В условиях стационарного сварочного поста удобно выполнять сварку деталей малого и среднего размера, а для крупных узлов и конструкций из металла оно не пригодно. Кабину изготавливают из металлопроката с цинкосодержащим покрытием, стойкого к высоким температурам и инфракрасному излучению.
Особенностью передвижного рабочего места является отсутствие необходимости в проведении специальных мероприятий и создании особых рабочих условий. Передвижной сварочный пост защищается от осадков с помощью навеса, а от ветра – при помощи ширм.
Актуальные при сварных работах инструменты помещают в специальные тумбы, а освещение пространства обеспечивается локальными источниками света.
Важно! При организации мобильного сварочного поста важно обеспечить заземление абсолютно всему оборудованию.
Делаем сварочный пост своими руками
Рабочее пространство сварщика с комплексом необходимого в работе оборудования, инвентаря, расходных материалов и самого сварного аппарата называется сварочным постом. Его можно организовать самостоятельно, если внимательно изучить нормы и требования безопасности к подобным кабинетам.
При организации мобильного сварочного поста потребуются дополнительные приспособления, так как весь комплекс присутствующих в нем предметов, оборудования и инструментов должен быть подвижным.
Стационарный вид рабочего места сварщика в передвижении не нуждается, поэтому при его организации нет необходимости в опорах на колесиках и т.п.
Вне зависимости от вида сварочного поста, в работе потребуются негорючие материалы для устранения риска возникновения пожара: и для постоянного, и для временного использования сварки важно обеспечить мастера безопасными условиями труда.
Актуальные инструменты и материалы
При обустройстве рабочего места для выполнения сварочных работ важно подобрать полный комплекс актуальных в работе инструментов и оборудования.

Планировка сварочной кабины.
Список может меняться на усмотрение сварщика, но существуют позиции, обойтись без которых крайне сложно:
- сварочный аппарат;
- приспособление для складирования присадочных материалов, иного рода вспомогательных приспособлений;
- постоянный источник питания электрического тока;
- комфортабельное место посадки;
- рубильник для включения и выключения подачи напряжения;
- качественная вентиляционная система, вытяжная камера;
- системы хранения для мелкого инвентаря: переносные корзины, выдвижные ящики, полки и т.п.;
- электродержатель.
Вышеперечисленные элементы при рациональном планировании пространства рабочего места займут относительно немного места.
Оборудование сварочного поста своими силами нужно проводить с учетом всех требований по безопасности. Оптимальная длина рабочего пространства – 2 м, ширина – 2,5 м, высота – 2 м. Ни в коем случае не стоит создавать закрытую верхнюю часть сварного поста.
Для организации стен стоит применить тонкую сталь или фанеру, пропитанную огнеупорным раствором.
Для выполнения сборочных и сварных операций металлических деталей внутри рабочего кабинета мастера важно установить комфортабельный стол. Оптимальные параметры сварочного стола таковы: высота на уровне 50-60 см при работе сидя и порядка 90 см при работе стоя, а площадь – порядка 100 см2.
К столу следует приварить болты из стали, на которые крепят токоподводящий провод от источника сварного тока, а также провод заземления рабочего стола.
Сбоку организовываются гнезда, приспособленные под хранение электродов и присадочных материалов. В выдвижных ящиках можно хранить мелкий ручной инструмент или технологическую документацию.
Для комфорта в сварочном кабинете стоит установить стул, сиденье которого оснащено подъемным винтовым механизмом. Главное, чтобы материал стула был неэлектропроводным. Под ногами мастера стоит расположить резиновый коврик.
Основным видом оборудования рабочих кабинетов сварщиков считаются одно- или многопостовые источники питания дуги.
Зачастую в рабочем пространстве сварщики используют однопостовые источники питания, так как в случае питания от многопостовых источников сварочный ток нужно разводить по кабинам посредством применения токоподводящих проводов или шин. Также в кабине нужно монтировать рубильник для включения и отключения сварного тока.
Поэтапное обустройство сварочного поста

Общий вид типового сварочного поста.
Сварочные посты можно организовать в условиях просторного гаража, СТО, строительной площадки и т.п.
В любом случае все операции по их обустройству можно поделить на следующие этапы:
- выбор места под организацию рабочего пространства мастера, его очищение от посторонних предметов, уборка;
- обустройство стеночек рабочей зоны с применением стали или фанеры, пропитанной огнеустойчивым составом;
- обустройство стола со столешницей и системами хранения из негорючего материала;
- обеспечение доступа к источнику электричества для работы электрооборудования;
- организация надежной вентиляционной системы;
- визуальный осмотр результата работ перед выполнением сварки.
Важно! Отделка рабочей зоны должна осуществляться, строго следуя требованиям пожарной безопасности. Поэтому откажитесь от использования легковоспламеняющихся материалов, низкокачественных систем хранения и громоздких предметов мебели.
Основные требования при обустройстве сварочных постов

Переносной пост сварщика.
Вне зависимости от вида применяемого оборудования основные требования пожарной безопасности к организации рабочего места сварщика практически всегда одинаковы и преследуют единую цель – обеспечить мастера комфортными и безопасными условиями для проведения сварочных операций:
- оградите рабочее место сварщика экранами из несгораемых материалов, но не оборудуйте его закрытым верхом;
- сварка аппаратом в среде защитных газов должна осуществляется только, если обшивка кабины не доходит до пола на 30 см, а высота светозащитного экрана превышает 2 м;
- обшивку кабины и светозащитного экрана выполните из несгораемых материалов;
- площадь кабины не должна быть менее 4,5 м, иначе не хватит места для размещения сварного оборудования, сборочной единицы, приспособлений и систем хранения деталей;
- машину для плазменной резки обособьте сплошным ограждением из несгораемых материалов с высотой не менее 2,2 м.;
- размещать в одной кабине 2-х и более сварочных столов не стоит, но если это необходимо, их нужно разделить светозащитным экраном во избежание пожара.
Отдельно отметим особую роль вентиляционной системы при обустройстве рабочего места сварщика. Этот момент должен строго контролироваться со стороны мастера, так как напрямую влияет на уровень безопасности сварочного поста.
Специалисты советуют следующее:
- Стоит организовать вытяжную вентиляцию местного и общеобменного типа.
Местные отсосы предусматриваются к каждому агрегату и рабочему пространству, если имеет место выделение в воздух паров вредных веществ. - Вытяжки оборудуются фильтрами, очищающими воздух от сварочных аэрозолей и выбрасывающими его в цех или атмосферу.
- Подача приточного воздуха осуществляется рассредоточено при сварке в защитном газе или сосредоточено в верхнюю зону при выполнении сварки иными методами.
- Отделку стен предпочтительно выбрать матовой, дабы их поверхности не отражали сварочные блики при функционировании сварочного агрегата.
С той же целью полы следует сделать бетонными.
На заметку! Мастер не должен приступать к выполнению сварных работ, если не оденет защитную сварочную маску на лицо, одежду на тело, перчатки на руки. Такая защита позволит ему избежать ожогов, которые может спровоцировать искра от сварного аппарата.
Если данные требования к параметрам сварочных постов и вентиляционной системе рабочего пространства мастера выполняются, сварщик может приступать к работе.
Конечно, в жизни могут произойти разные ситуации, но описанные меры предосторожности при проведении сборки металлоконструкций с помощью сварных аппаратов значительным образом снижают риски травматизации мастера и возникновения пожара от искры сварки.
Заключение
Пост для выполнения сварочных работ необходимо обустраивать таким образом, чтобы мастеру обеспечивалась высокая пожаробезопасность.
По этой причине стоит использовать исключительно негорючие материалы при организации стен, напольного покрытия, систем хранения для инвентаря, не забыть про заземление и наладить хорошую вентиляцию воздуха рабочего пространства.
Читайте также: