Сварочный преобразователь псм 1000
Обновлено: 02.07.2024
Сварочные преобразователи подразделяют на следующие группы: по числу питаемых постов — одно - постовые, предназначенные для питания одной сварочной дуги; многопостовые, питающие одновременно несколько сварочных дуг; по способу установки —стационарные, устанавливаемые неподвижно на фундаментах; передвижные, монтируемые на тележках; по р о д у двигателей, приводящих генератор во вращение,— машины с электрическим приводом; машины с двигателем внутреннего сгорания (бензиновым или дизельным) ; по способу выполнения — однокорпусные, в которых генератор и двигатель вмонтированы в единый корпус; раздельные, в которых генератор и двигатель установлены на одной раме, а привод осуществляется через соединительную муфту.
Однопостовые сварочные преобразователи состоят из генератора и электродвигателя или двигателя внутреннего сгорания. Электрическая схема сварочного генератора обеспечивает падающую внешнюю характеристику и ограничение тока короткого замыкания. Внешняя вольт-амперная характеристика / (рис. 14) показывает зависимость между напряжением и током на клеммах сварочной цепи генератора. Для устойчивости горения сварочной дуги характеристика генератора / должна пересекать характеристику дуги III. При возбуждении дуги напряжение изменяется (//) от точки I к точке 2. При возникновении
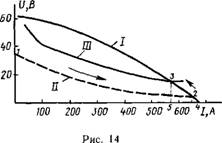
И устойчивом горении дуги ее характеристика смещается с положения // и занимает положение III, а напряжение возрастает до значения, указанного точкой 3. Эта точка соответствует режиму устойчивого горения сварочной дуги. Ток короткого замыкания (точка 4) не должен превышать сварочный ток (точка 5) более чем в 1,5 раза: /к < 1,5/р.
Наибольшее распространение в строительстве получили однопостовые генераторы с расщепленными полюсами и генераторы с размагничивающей последовательной обмоткой.
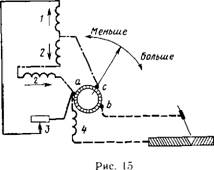
Генераторы с расщепленными полюсами обеспечивают падающую внешнюю характеристику, используя размагничивающее действие магнитного потока якоря. На рис. 15 показана схема сварочного генератора такого типа. Генератор имеет четыре основных (N г и Sr — главные, Nn И Sn — поперечные) и два дополнительных (N и S) полюса. При этом одноименные основные полюсы расположены рядом, составляя как бы один раздвоенный полюс. Обмотки возбуждения имеют две секции: нерегулируемую 2 и регулируемую 1. Нерегулируемая обмотка расположена на всех четырех основных полюсах, а регулируемая — только нк поперечных. В цепь регулируемой обмотки возбуждения включен реостат 3. На дополнительных полюсах расположена сериес - ная обмотка 4. По нейтральной линии симметрии О — О между разноименными полюсами на коллекторе генератора расположены основные щетки а и ft, к которым подключается сварочная цепь. Дополнительная щетка с служит для питания обмоток возбуждения.
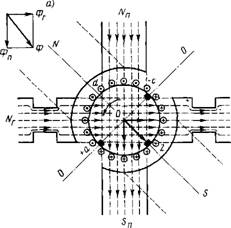
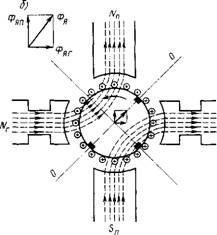
При холостом ходе генератора (рис. 16, а) обмотки полюсов создают два магнитных потока Фг и Фп, которые индуцируют э. д. с. в обмотке якоря. При замыкании сварочной цепи (рис. 16, б) по обмотке якоря потечет ток, который создает магнитный поток якоря Фя, направленный по линии основных щеток и замыкающийся через полюсы генератора. Магнитный поток якоря Фя можно разложить на два составляющих потока Фяг и Фяп. Поток Фяг по направлению будет совпадать с потоком Фг главных полюсов, но усилить его не может, так как главные полюсы генератора имеют вырезы, уменьшающие площади их поперечных сечений, и поэтому они работают при полном магнитном насыщении (т. е. магнитный поток этих полюсов независимо от нагрузки остается практически постоянным). Поток ФЯп направлен против потока Ф„ поперечных-полюсов и поэтому ослабляет его и даже может изменить направление суммарного потока. Такое действие магнитного потока якоря приводит к ослаблению суммарного
магнитного погона генератора, а отсюда к уменьшению напряжения на основных щетках генератора. Чем больший ток протекает по обмотке якоря, тем больше магнитный поток Фя, тем больше снижается напряжение. При коротком замыкании сварочной цепи напряжение на основных щетках почти достигает нулевого значения.
Сварочный ток регулируют в два приема — грубо и точно. При грубом регулировании смещают щеточную траверсу, на которой расположены все три щетки генератора. Если сдвигать щетки по направлению вращения якоря, то размагничивающее действие потока якоря увеличивается и сварочный ток уменьшается. При обратном сдвиге размагничивающее действие уменьшается и сварочный ток увеличивается. Таким образом устанавливают интервалы больших и малых токов. Плавное и точное регулирование тока производят реостатом, включенным в цепь обмотки возбуждения. Увеличивая или уменьшая реостатом ток возбуждения в обмотке поперечных полюсов, изменяют магнитный поток Фп, тем самым изменяют напряжение генератора и сварочный ток.
В генераторах с расщепленными полюсами поздних выпусков сварочный ток регулируют изменением числа витков секционированных обмоток полюсов генератора и реостатом, включенным в цепь обмотки возбуждения. Реостат устанавливается на корпусе генератора и имеет шкалу с делениями в амперах. По такой схеме работают генераторы СГ-300М-1, используемые в преобразователях ПС-300М-1.
Принципиальная схема генератора с размагничивающим действием последовательной обмотки возбуждения, включенной в сварочную цепь, представлена на рис. 17. Генератор имеет две обмотки: обмотку возбуждения 1 и размагничивающую последовательную обмотку 2. Обмотка возбуждения питается либо от основной и дополнительной щеток (b и с), либо от специального источника постоянного тока (от сети переменного тока через селеновый выпрямитель). Маг-
Нитный поток Фв, создаваемый этой обмоткой, постоянный и не зависит от нагрузки генератора. Размагничивающая обмотка включена последовательно с обмоткой якоря так, что при горении дуги сварочный ток, проходя через обмотку, создает магнитный поток Фп, направленный против потока Ф0. Следовательно, э. д. с. генератора будет индуцироваться результирующим магнитным потоком Фв — Фп - С увеличением сварочного тока магнитный поток Фп возрастает, а результирующий магнитный поток Ф„ — Фм уменьшается. Как следствие, уменьшается индуцируемая э. д. с. генератора. Таким образом, размагничивающее действие обмотки 2 обеспечивает получение падающей внешней характеристики генератора. Сварочный ток регулируется переключением витков последовательной обмотки (грубая регулировка — два диапазона) и реостатом обмотки возбуждения (плавная и точная регулировка в пределах каждого диапазона). По такой схеме выпускаются генераторы ГСО-120, ГСО-ЗОО, ГС0500, ГС-500 и др. Краткая техническая характеристика сва-
Рочных преобразователей дана в табл. 1.
На рис. 18 представлен однопостовой передвижной сварочный преобразователь ПСО-500, выпускаемый серийно и нашедший широкое применение при строительно-монтажных работах. Он состоит из генератора ГСО-5СЮ и трехфазного асинхронного электродвигателя АВ-72-4, смонтированных в едином корпусе на колесах для перемещения по строительной площадке. Преобразователь предназначен для ручной дуговой сварки, полуавтоматической шланговой и автоматической сварки под флюсом. Для грубого регулирования сварочного тока (переключения витков последовательной обмотки) на клеммовую доску генератора выведены один отрицательный и два положительных контакта. Если необходим сварочный ток в пределах 120. 350 А, то сварочные провода присоединяют к отрицательному и среднему положительному контактам. При работе на токах 350. 600 А сварочные провода присоединяют к отрицательному и крайнему положительному контактам. Плавно сварочный ток регулируют реостатом, включенным в цепь обмотки независимого возбуждения. Реостат расположен на корпусе машины и имеет маховик с токоука- зателем. Шкала имеет два ряда цифр, соответствующих подключаемым контактам: внутренний ряд — до 350 А и наружный ряд — до 6СЮ А.
Для выполнения сварочных работ при отсутствии электроэнергии (на новостройках, на монтажных работах в полевых условиях, при сварке газонефтепроводов, при установке мачт электропередач высокого напряжения и др.) применяют передвижные сварочные агрегаты, состоящие из сварочного генератора и двигателя внутреннего сгорания. Краткая техническая характеристика наиболее распространенных сварочных агрегатов с двигателями внутреннего сгорания дана в табл. 2.
Большая Энциклопедия Нефти и Газа
Многопостовые преобразователи применяют для централизованного одновременного питания током нескольких сварочных постов. Для этого рационально пользоваться мощным преобразователем, имеющим жесткую внешнюю характеристику. [2]
Многопостовой преобразователь ПСМ-1000 ( номинальный ток 1000 а) транспортабелен. [3]
Многопостовой преобразователь ПСМ-1000 и схема подключения к нему сварочных постов показаны на рис. 192, виг. [4]
Многопостовой преобразователь ПСМ-1000 ( номинальный ток 1000 а) транспортабелен. [5]
Сварочные многопостовые преобразователи ПСМ-1000 устанавливают на фундаменте. Допускается установка на временном фундаменте в виде жестко связанной деревянной рамы из брусьев ( или бревен), к которой болтами крепят корпус сварочного преобразователя. [6]
Сварочные генераторы многопостовых преобразователей являются компаундными генераторами, имеющими шунтовую и сери-есную обмотки, с жесткими внешними характеристиками ( фиг. Падающая характеристика достигается посредством включения в сварочную цепь последовательно дуге балластного реостата. [7]
В промышленности широко используется многопостовой преобразователь ПСМ-ЮОО . [9]
В настоящее время наиболее распространены многопостовые преобразователи , укомплектованные сварочными генераторами СГ-1000. [10]
На сварочных базах и строительных площадках применяют многопостовой преобразователь ПСМ-1000 , в котором электрический двигатель и генератор смонтированы в одном корпусе. Этот преобразователь часто используют как однопостовой источник питания, когда требуется большая плотность тока на электроде при автоматической сварке под флюсом. В трассовых условиях применяют передвижной многопостовой агрегат АСДП-500Г, который предназначен для одновременного питания двух сварочных постов. Агрегат состоит из генератора ГСМ-500 и приводного дизельного двигателя ЯАЗ-М-204Г. На основе АСДП-500Г выпускают агрегат АСДП-500Г-ЗМ, который имеет три реостата РБ-250 в обеспечивает одновременную работу трех постов. [11]
На сварочных базах и строительных площадках применяют многопостовые преобразователи ПСМ-1000-П , ПСМ-1000-4, в вторых электрический двигатель и генератор смонтированы в фдном корпусе. Эти преобразователи часто используют как однопостовые источники питания, когда требуется большая плотность тока на электроде при автоматической сварке под флюсом. [12]
По схеме на рис. 2 - 7, б с подмагничивающей обмоткой ОВ2 выпоняют генераторы многопостовых преобразователей . Такой генератор, имеет очень жесткую внешнюю характеристику: его напряжение практически не изменяется при изменении тока. Так, например, преобразователь ПСМ-1000 рассчитан на одновременное питание девяти или шести постов с максимальным током поста 200 или 300 А. [13]
АДС-1000-2 на переменном токе; 2 - сварка полуавтоматом ПШ-5-у на переменном токе; 3 - сварка вручную от многопостового преобразователя ПСМ-1000 при одновременном питании шести постов; 4 - сварка вручную на переменном токе. [14]
Для питания постов в пределах каждого энергоблока должны быть предусмотрены стационарные сети с централизованным питанием: трехфазного тока напряжением 380 / 220 В, переменного сварочного тока напряжением 65 В с питанием от многопостовых трансформаторов, постоянного сварочного тока с питанием от многопостовых преобразователей и выпрямителей, однофазного тока 12 В для местного освещения, ацетилена и кислорода. [15]
Многопостовой сварочный преобразователь состоит из сварочного генератора постоянного тока и трехфазного асинхронного двигателя. К сварочному многопостовому преобразователю ПСМ-1000 можно присоединить до 7 постов. [1]
Многопостовой сварочный преобразователь комплектуется отдельно стоящим реостатом. [3]
Многопостовые сварочные преобразователи предназначены для одновременного питания сварочным током нескольких постов ручной дуговой сварки. Применение их целесообразно в цехах металлоконструкций, где сосредоточено несколько рабочих мест ( постов) сварщиков, а также при сооружении крупных металлоемких сварных объектов, расположенных компактно на строительной площадке, например доменной печи резервуарного парка и др. Многопостовый преобразователь ПСМ-1000 ( рис. 5.7) состоит из генератора СГ-1000 и асинхронного двигателя. Генератор имеет жесткую внешнюю характеристику. [5]
Многопостовой сварочный преобразователь ПСМ-1000 ( рис. 22) состоит из сварочного генератора постоянного тока типа СГ-1000 и трехфазного асинхронного двигателя, смонтированных в одном корпусе. [6]
В настоящее время выпускаются многопостовые сварочные преобразователи типа ПСМ-1000 , предназначенные для одновременного питания девяти сварочных постов с максимальным током одного поста 200А или шести постов с током ЗООА. Преобразователь снабжается шестью балластными реостатами РБ-300. При параллельном включении балластных реостатов, ток сварочного поста может быть существенно увеличен. [7]
В настоящее время выпускаются многопостовые сварочные преобразователи типа ПСМ-1000 , предназначенные для одновременного питания девяти сварочных постов с максимальным током одного поста 200А или шести постов с током ЗООА. Преобразователь снабжается шестью балластными реостатами РБ-300. При параллельном включении балластных реостатов ток сварочного поста может быть существенно увеличен. [8]
ТС-500: б - многопостового сварочного преобразователя ПСМ-iOOO к к HI плекте с шестью балластными реостатами РБ-300: в - двух установок А-1011 для полуавтоматической сварки в углеьпслим газе ( без источников питания ПСГ-500) - пост конструкции треста Южтеплоэнергомонтаж. [10]
Для сварки могут быть применены многопостовые сварочные преобразователи ПСМ-1000 , которые состоят из сварочного генератора постоянного тока типа СГ-1000 и приводного трехфазного асинхронного двигателя. [12]
Среди большого числа преобразователей постоянного тока часто применяется многопостовой сварочный преобразователь ПСМ-1000 ( рис. 91, а), который состоит из сварочного генератора постоянного тока СГ-1000 и трехфазного асинхронного двигателя, смонтированных в одном корпусе. [14]
Для преобразования переменного така в постоянный служат одно - и многопостовые сварочные преобразователи . Однопостовые преобразователи, питающиеся от электрической сети, представляют собой машины, состоящие из электродвигателя, включаемого в электрическую цепь, и электросварочного генератора, питающего сварочную дугу постоянным током. Обычно ротор двигателя и якорь генератора помещаются на общем валу, иногда на отдельных валах, которые соединяются муфтами. Электродвигатель я генератор помещены в общий корпус. [15]
Многопостовые преобразователи
Общие сведения. Генераторы многопостовых преобразователей имеют постоянное напряжение, т. е. их внешняя характеристика расположена горизонтально (рис. 138, кривая /). Такие характеристики называются ж е - с т к и м и. Многопостовые преобразователи используются в сварочных цехах для централизованного питания сварочным током.
Напряжение на клеммах генератора должно быть достаточным для возбуждения дуги.
Для получения падающей внешней характеристики сварочные дуги включаются в цепь через балластные реостаты, создающие в цепи дополнительные сопротивления.
Изменяя сопротивление реостата, можно регулировать сварочный ток. При увеличении тока напряжение на зажимах генератора не изменяется. Напряжение же дуги будет изменяться в зависимости от сварочного тока. Напряжение на зажимах генератора, измеренное при разомкнутой сварочной цепи, называется напряжением холостого хода.
Ur — напряжение на зажимах генератора, в;
ІД — напряжение дуги, в;
Up — падение напряжения в балластном реостате, в;
I — сварочный ток, а;
R — сопротивление балластного реостата, ом.
По закону Ома падение напряжения в балластном реостате будет равно Up = I-R. Следовательно, напряжение дуги составит:
При. коротком замыкании, когда / = /к 3, напряжение дуги должно упасть до нуля. В этом случае
£УД = 0 или Ur — IK.3R = 0.
Таким образом, величина тока короткого замыкания /к.3 определяется величиной сопротивления R балластного реостата.
Например, напряжение генератора Ur = 60 е, напряжение дуги Пд = 20 в. Тогда требуемое сопротивление балластного реостата при сварочном токе I = 300 а будет равно:
При этом сопротивлении ток короткого замыкания /к.3 составит:
Падающая характеристика, обусловленная включением в сварочную цепь реостата, изображена на диаграмме рис. 138 прямой
II. Она пересекает характеристику сварочной дуги III в точке 2,
Рис. 139. Схема включения сварочных постов в цепь многопостового генератора через балластные реостаты:
- являющейся точкой устой - ' чивого горения дуги. Точка 1 на рис. 138 соответствует холостой работе ге* нератора, а точка 3 — моменту короткого замыкания цепи, когда все напряжение, развиваемое генератором, идет на преодоление сопротивления реостата; величина тока короткого замыкания будет выражаться длиной отрезка О—3.
1 — многопостовой генератор, 2—амперметр, 8— вольтметр, 4 — предохранители, 5 — рубильники, 6 — балластные реостаты. 7 — электрс? ды. 8 — сва - - рочные дуги
Принципиальная схема включения балластных реостатов во внешнюю цепь многопостового генератора показана на рис. 139. Если сварка производится металлическими и угольными электродами, пользуются многопостовыми преобразователями с напряжением холостого хода генератора 60 в. При сварке только металлическими электродами можно использовать преоб
разователь с напряжением генератора 40 в, поскольку для зажигания дуги при металлическом электроде требуется меньшее напряжение, чем при угольном.
Устройство многопостовых агрегатов. Многопостовой преобразователь состоит из генератора постоянного тока и электродвигателя переменного или постоянного тока. Общий вид многопостового аг-
Рис. 140. Многопостовой преобразователь постоянного тока ПСМ-1000-1
регата ПСМ-1000-1 показан на рис. 140. Агрегат ПСМ-1000-1 имеет шестиполюсный генератор с самовозбуждением.
Техническая характеристика генератора
TOC o "1-5" h z Мощность, кет. 60
Напряжение, в. 60
Число оборотов в минуту. • . 1470
Количество обслуживаемых постов по 200 а. . 9
Генератор с электродвигателем смонтированы в общем корпусе и агрегат устанавливается на фундамент.
Напряжение, обеспечиваемое генератором, можно регулировать с помощью шунтового реостата, включаемого в цепь обмотки возбуждения. Поворачивая маховичок реостата по часовой стрелке, уменьшают сопротивление в цепи возбуждения, т. е. увеличивают напряжение, создаваемое генератором. Вращая маховичок против часовой стрелки, уменьшают напряжение на зажимах генератора. Генератор допускает параллельную работу с другими такими же генераторами. Для этого на клеммной доске генератора имеется добавочный зажим, к которому подключается уравнительный провод, соединяющий два или несколько генераторов, работающих параллельно. Схема включения сварочного агрегата ПСМ-1000-1 и сварочных постов показана на рис. 141.
Рис. 141. Схема включения в цепь преобразователя ПСМ-1000-1 сварочных постов и балластных реостатов:
і — электроды, 2 — балластные реостаты, 3 — шины, 4 и 8 — клеммные доски для подключения к шинам сварочной цепи, 5 и — клеммные доски двигателя агрегата для подключения к заводской сети переменного тока, 7 — агрегат ПСМ-1000-!, 9—шунтовой реостат для регулирования напряжения сварочного генератора
Количество сварочных постов, которые можно подключать к одному многопостовому агрегату, определяется по формуле
I — ток многопостового агрегата, указанный в его паспорте, а; /0 — наибольший ток, потребляемый одним сварочным постом, а; К — коэффициент одновременной работы постов, принимаемый в расчетах равным К = 0,6.
Например: I = 1000 а, /0 = 200 а, К — 0,6, тогда имеем:
Балластные реостаты. Общий вид балластного реостата покази
зан на рис. 142. Балластный реостат состоит из нескольких элементов сопротивления — катушек из Константиновой[17] проволоки, намотанной на рамки. Регулирование сварочного тока осуществляется посредством пяти рубильников, которые дают возможность получить 20 ступеней тока от 10 до 200 а через каждые 10 а. Если требуется получить в дуге ток больше, чем 200 с, то на каждую дугу включают параллельно два балластных реостата. Тогда наибольший ток, пропускаемый реостатами, увеличивается в два раза.
Читайте также: