Сварочный шов с19 рм
Обновлено: 18.05.2024
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арма турной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железо бетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных кон струкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выпол няемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих ан керных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Крестообразное
Контактная точечная двух стержней
Любое
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Продолжение табл. 1
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
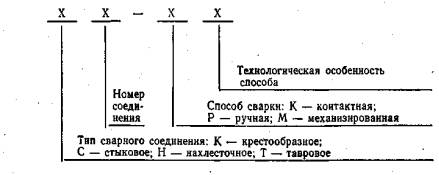
2. Условное обозначение сварного соединения имеет следующую структуру:
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
α, α1, α2, β, β1. γ, γ1 - угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601-84 .
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22- 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922-90.
Черт. 1.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264-80 и ГОСТ 8713-79 .
Обозначение типа соединения, способа сварки
Величина h/ d 'н, обеспечивающая прочность не менее требуемой ГОСТ 10922-90. для соединения с отношением диаметров d 'н/ d н
Минималь
ная вели
чина h/ d 'н обеспечива
ющая ненорми
руемую проч
ность
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ. МЕТРОЛОГИИ И СЕРТИФИКАЦИИ
INTERSTATE COUNCIL FOR STANDARDIZATION. METROLOGY AND CERTIFICATION
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Типы, конструкции и размеры
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 я Межгосударственная система стандартизации. Основные положениян и ГОСТ 1.2-2009 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки и принятия, применения, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона им. А.А. Гвоздева ОАО «НИЦ «Строительство»
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 «Строительство»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2014 г. 70-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97
Код страны по МК (ИСО 3166) 004-97
Сокращенное наименование национального органа по стандартизации
Минэкономики Республики Армения
Госстандарт Республики Беларусь
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N9 1374-ст межгосударственный стандарт ГОСТ 1409&-2014 введен в действие в качестве национального стандарта Российской Федерации с 01 июля 2015 г.
Информация об изменениях к настоящему стандарту публикуется е ежегодном информационном указателе «Национальные стандарты». а текст изменений и поправок - е ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано е ежемесячном информационном указателе «Национальные стандарты». Соответствующая информация. уведомление и тексты размещаются также е информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
Welded joints of reinforcement and inserts for reinforced concrete structures. Types, constructions and dimensions
Дата введения — 2015—07—01
1 Область применения
Настоящий стандарт распространяется на сварные соединения стержневой и проволочной арматуры, сварные соединения стержневой арматуры с листовым и фасонным прокатом, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных соединений, выполняемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих анкерных стержней из арматурной стали.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
ГОСТ 5264-80* Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5781-82 Сталь горячекатаная для армирования железобетонных конструкций. Технические условия
ГОСТ 6727-80 Проволока из н из коугле род истой стали холоднотянутая для армирования железобетонных конструкций. Технические условия
ГОСТ 8713-79* Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 27772*88 Прокат для строительных конструкций. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайге Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего пода, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте использованы термины по ГОСТ 2601. ГОСТ 5781 и ГОСТ 10922.
4 Типы и обозначение
4.1 Обозначения типов сварных соединений и способов их сварки приведены в таблице 1.
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
государственный комитет СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
ИСПОЛНИТЕЛИ
А. М. Фридман, канд. техн, наук; Э. Ф. Горохова; Ф. И. И. Н. Галанмина; в. В. Ваконии
Машлеико, каид. техн, наук; Л. А. Зборовский;
и железобетона (НИИЖБ] Госстроя
Государственного комитета СССР по
ВНЕСЕН Научно-исследовательским институтом бетона СССР
Директор К. В. Михайлов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением делам строительства от 2 декабря 198$ г. N? 202
© Издательство стандартов, 1986
Редактор В П. Огурцов
Технический редактор О. //. Никитина
Корректор Е. И. Евтеева
Сдано в наб. 06 06 86 Подо, к нем. I2.IM.8R 3,5 ус.у псч, л. 3.75 усл. кр. огт. 2.7.'1 уч.-иэд. л. Тир. 30000 Ц«-на 15 коп.
Ордена «Знак Почета» 1Ьлател1,сгио стандартов. 123640, М
Калужская типографии стандартов, ул. Мосхоиская. 256, Зак. 1404
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Welded joints of reinforcement and inserts for reinforce*' concrete structures. Types, construction and dimensions
ГОСТ 14098—68. ГОСТ 19292—71 ГОСТ 19293-73
Постановлением Госудврстгенного комитета СССР по долам строительства от 2 декабре 1W5 г. № 202 срок введение установлен < 01.01.»
Несоблюдение стандарте преследуется по закону
1. Стандарт устанавливает типы, конструкцию и размеры сварных соединений арматуры и закладных изделий, выполняемых контактной и дуговой сваркой из стержневой и проволочной арматурной стали диаметром от 3 до 40 мм, а также листового и фасонного проката при изготовлении железобетонных изделий и возведении монолитных и сборных железобетонных конструкций.
2. Обозначения типов сварных соединений и способов сварки приведены в табл. 1.
Обозначения типов сварных соединений и способов их сварки
Тин с»армоги сосдичеКйи
Способ и lexiio.ioniseCKiie особенное in сиарки
Положение стержней ь пространстве
Контактней точечная трех стержней Дуговая ручная прихватками
Контактная стержней разного диаметра
Контактная стержней одинакового диаметра с предварительной механической обработкой
Ванная механизированная под флюсом о инвентарной форме
Дуговая мсханнзровапная порошковой проволокой в инвентарной форме
Ванная одномсктродная в инвентарной форме
Ванная механизированная под флюсом н инвентарной форме
Дугаиая механизированная порошковой проволокой а инвентарной форме
Ванная одиоэлсктродная в инвентарной форме
Дуговая механизированная порошковой проволокой на стальной скобс-накладке
Продолжение табл. !
Тип сварного сшлиеимя
Сп'хоб и технологические особенности снарки
Положение стержней в пространстве
Взшю-шонмая па стальной скобе-яакладкс
Дугоная механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной ско-бе-иакладке
Луговая механизированная порошковой проволокой на стальной скобс-иаклалкс
То же. ко без накладки
Дуговая ручная шиами с удлиненными накладками из стержней
Контактная по двум рельефам на пластине
Дуговая механизированная под флюсом
Дуговая ручная с малой механизацией вод флюсом
Дуговая механизированная под флюсом по элемск ту жесткости (рельефу)
Дуговая механизированная под флюсом под углом к плоскости пластины
Дуговая механнзрованная пол флюсом под углом к торцу пластины
Дуговая механизированная в углокислом газе (СОД в иыштампоиапное отверстие
Дуговая ручная d выштампопднное отверстие
Дуговая механизированная в СО: в цекованное отверстие
Дуговая механизированная в COj в отверстие
Дуговая ручная яалнковыми швами в раззенкованное отверстие
Условное обозначение сварного соединения в целом имеет следующую структуру: х х - £ £
] Технологическая особенность способа _______________________
Способ сварки: К — контактная; Р — ручная; М — механизированная
Тип сварного соединении: К— крестообразное; С —стыковое Н — нахлесточное; Т — тавровое
Для конструктивных элементов сварных соединений приняты обозначения: d„ — номер профиля (номинальный диаметр стержня) по ГОСТ 5781—82 (на рисунках таблиц изображен условно);
rfi — наружный диаметр стержня периодического профиля по ГОСТ 5781—82;
j,' — номинальный меньший диаметр стержня в сварных соединениях;
rf0 — меньший диаметр выштамнованного, раззенкованного или цекованного отверстия в плоском элементе;
D9 — больший диаметр выштамнованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp — диаметр рельефа на плоском элементе;
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
О' — диаметр обточенной части стержня;
R — радиус кривизны рельефа;
b — ширина сварного шва;
— высота сечения сварного шва;
Л| — высота усиления наплавленного металла;
/is — высота усиления корня сварного шва;
hct— глубина проплавления (соединение (Т8);
I — длина сварного шва;
/1, li — зазоры до сварки между торцами стержней при различных разделках;
/„ — длина скоб-накладок, накладок и нахлестки стержней;
13, Л — длина сварных швов (соединение С22);
Г — длина обточенной части одного стержня (соединение С4);
L — общая длина обточенной части соединений СЗ и С4;
Li — длина вставки в соединениях типа СП; С12; С13;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы—накладки, плоских элементов тавровых и нахлесточных соединений;
k — высота рельефа и выштампованного профиля на плоском элементе;
ki — зазор между стержнем п плоским элементом в соединениях Н2 и НЗ;
п — ширина рельефа на плоском элементе;
т — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях;
с, Ci — размеры наплавленного металла в соединении Т13;
а, «в аг; 0, fh ; T-Vt — угловые размеры конструктивных элементов сварных соединений.
3. Термины и пояснения должны соответствовать ГОСТ 2601—84 и обязательному приложению 1.
4. Для выбора рациональных типов сварных соединений и способов сварки следует руководствоваться обязательным приложением 2 и справочным приложением 3.
5. На конструкции сварных соединений, не предусмотренные настоящим стандартом, должны разрабатываться рабочие чертежи с технологическим описанием условий сварки или должен быть
разработан соответствующий ведомственный нормативный документ, утвержденный в установленном порядке.
6. Допускается замена типов соединений и способов сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с обязательным приложением 2.
7. Конструкции крестообразных соединений, их размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать табл. 1—3.
8. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00 и типа К2 -- от 0,50 до 1,00.
9. Для соединений типов К1 и К2 величину осадки /г (черт. I) определяют по формулам-для двух стержней Л=Х4(—(д | Ь);
для трех стержней Л|В=, | ,
где а — суммарпаятолщнна стержней после сварки в месте пересечения, мм
b — суммарная величина вмятня (b' + b"), мм.
Величины относительных осадок h/di для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок /ii/t/ндля соединений типа К2 следует принимать в 2 раза меньше приведенных в табл. 2, во нс менее 0,10.
10. Для крестообразных соединений арматуры классов Ат-IVC, At-IVK (марок 08Г2С и 10ГС2) и Ат-V величины относительных осадок h/d„ должны соответствовать принятым для ар-
Стр. 4 ГОСТ 14098—85 матуры класса Ат-ШС при отношениях и ldtl, равных 0,50; 0,33 и 0,25. Стержни меньшего диаметра (d* ) должны быть из стали классов В-1,Вр-1, Л-1, A ll и Л-Ш.
11. Конструкции стыковых соединений арматуры, размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать приведенным в табл. 1 и 4—14.
12. В соединениях типа С2- Кн отношение dtJdH допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
13. Конструкции нахлесточных соединений арматуры, размеры до и после сварки, обозначения типов соедннпенин и способов сварки должны соответствовать приведенным в табл. I и 15—18,
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать приведенным в габл. I и 19—28.
15. Механические свойства сРариых соединений должны удовлетворять требованиям ГОСТ 10922-75 и СНиП 2.03.01-84.
20 р. 50 к. БЗ 7—91/900
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТРОИТЕЛЬСТВУ И ИНВЕСТИЦИЯМ
Weld'ed joints of reinforcement and inserts for reinforced concrete structures Types, constructions and dimensions
Дата введения 01.07.92
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арматурной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железобетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных конструкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выполняемых контактной и дуговой сваркой.
1, Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Контактная стержней одинакового диаметра с последующей
Ванная механизированная под флюсом в инвентарной фор-
Дуговая механизированная порошковой проволокой в ин-
ме спаренных стержней
вентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных
Дуговая механизированная порошковой проволокой на
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен
без разрешения Госстроя СССР
Продолжение табл 1
стержней при сварке
Дуговая ручная многослойными швами без стальной скобы-
Контактная непрерывным оплавлением Дуговая механизированная в углекислом газе (СОг) в вы-штампованное отверстие
Дуговая ручная в выштампованнос отверстие
Дуговая механизированная в СОг в отверстие
* Соединения Т4 и Т5 (в редакции ГОСТ И098—85) исключены
2. Условное обозначение сварного соединения имеет следующую структуру х х - х х
Технологическая особенность способа
Способ сварки К — контактная,
Р — ручная, М — механизированная
Тип сварного соединения К — крестообразное,
С — стыковое, Н — нахлесточное, Т — тавровое
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное.
3 Для конструктивных элементов сварных соединений приняты обозначения
dH — номер профиля (номинальный диаметр стержня) по ГОСТ 5781 (на рисунках таблиц изображен условно) ;
d — внутренний диаметр стержня периодического профиля по ГОСТ 5781; di — наружный диаметр стержня периодического профиля по ГОСТ 5781; d'H — номинальный меньший диаметр стержня в сварных соединениях,
d0 —■ меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D0 — больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе,
Dp — диаметр рельефа на плоском элементе;
D —диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D' — диаметр обточенной части стержня;
R — радиус кривизны рельефа,
а — суммарная толщина стержней после сварки в месте пересечения; b — ширина сварного шва; суммарная величина вмятин;
Ь', Ь" — величина вмятин от электродов в крестообразном соединении,
h — величина осадки в крестообразном соединении; высота сечения сварного шва; hi — высота усиления наплавленного металла; h2 — высота усиления корня сварного шва;
Я — высота скобы-накладки; hCB — глубина проплавления (Т8, T9);
/ — длина сварного шва,
l\, h — зазоры до сварки между торцами стержней при различных разделках;
/ш — ширина флангового шва (С24—С32),
/н —- длина скоб-накладок, накладок и нахлестки стержней,
/з, Ц — длина сварного шва (С22);
V — длина обточенной части одного стержня (С4),
L — общая длина обточенной части соединений СЗ и С4,
L\—длина вставки в соединениях типа СП—С13, z — притупления в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений,
k — высота рельефа и выштампованного профиляна плоском элементе, катет шва в соединениях С24—С32 и Н1,
k\ — зазор между стержнем и плоским элементом в соединениях Н2 и НЗ, п — ширина рельефа на плоском элементе; т — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях; с; щ — размеры наплавленного металла в соединении Т13,
а, ось од, Р, pi, fb, у, 7i — угловые размеры конструктивных элементов сварных соединений
4 Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601
5 При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке
8 Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт 1 и в табл, 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00, типа К2 — от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт 1) определяют по формулам для двух стержней /i=2'di—(а + 6);
„ , Sdi (a+b) для трех стержней п=-^-,
где а — суммарная толщина стержней после сварки в месте пересечения, мм, b — суммарная величина вмятин (b'+b"), мм
Величины относительных осадок hjd^ для соединений типа KI должны соответствовать приведенным в табл. 2. Величины относительных осадок h/dH для соединений типа К2 следует принимать в два раза меньше приведенных в табл 2, но не менее 0,10
11 Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4—17
12. В соединениях типа С2—Кн отношение dH/dH допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства
13. Конструкции нахлесточных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 18—21.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл 22—29
15 Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264 и ГОСТ 8713
не менее требуемой ГОСТ 10922 для 1 с отношением диаметров
тштшшгм
1. Величины dH/dH, не совпадающие с приведенными, следует округлять до ближайшей величины, указанной в таблице,
2 В соединениях типа К1-Кт из арматуры классов Ат-IVK и At-V диаметрами 10-32 мм стержни меньшего диаметра Щ должны быть из арматуры классов Bp-I, A-I, А-И и А-Ш,
* Здесь и далее размеры соединений арматуры специального назначения классов Ас-Н и Ас-Ш идентичны таковым классов А-Н и А-Ш,
Примечание, Значение временного сопротивления срезу в соединениях КЗ—Рр не нормируется. Эксплуатационные характеристики этих соединений при растяжении рабочих стержней приведены в приложении 2.
1. Арматура класса АД кроме стали марки 80С.
2, Арматура класса Ат-V только с использованием локальной термической обработки. ■3. Для отношения djiн
шетица ссадине-ш.спосэ-4а сварки
тмятж
См, примечания 1,2 к табл. 4,
1 При сварке одноэлектродной и порошковой проволокой разделку стержней со скосом нижнего стержня производить не следует.
2. Разделку с обратным скосом нижнего стержня применять при сварке стержней диаметром >32 мм.
3. Размеры в знаменателе относятся к одноэлектродной сварке.
1. В соединениях типа С13 разделку под углом а2 допускается не производить.
2 Размеры в знаменателе относятся к соединению, в котором сварной шов заполняет полностью сечение двурядной арматуры.
1. Для 4 =20-25 мм 5=6 мм,
2. При отношении 4/4=45-0,8 следует применять скобу-вкладыш (см, приложение 3).
1. Дм 4=20-25 ии s=6 ни, для i, =2М0 и s=J ни,
2. См. примем* 2 к табл, 9.
То же, но накладки смещены
1. Соединения арматуры классов A-IV, A-V, A-VI, Ат-VCK, At-V следует выполнять со смещенными накладками, накладывая швы в шахматном
2, Допускается применять сварку • самозащитными порошковыми проволоками и в углекислом газе (С02); последнее кроме стали классов А-И и Ат-ШС.
3, Допускаются двусторонние швы длиной 4 dv для соединений арматуры классов A-I, А*Н, А-Ш.
4. Соединения арматуры класса Ат-V допускаются только из стали марки 20ГС,
1. Допускаются двусторонние швы длиной 4tfH для соединений арматуры классов A-I и А-Н (из стали марки 10ГТ).
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (С02); последнее кроме арматуры классов А-Н и Ат-ШС (из стали марки Ст5).
1 Соединения арматуры классов Ат-V допускаются только из стали марки 20ГС.
2. Допускается применять сварку самозащитными порошковыми проволоками и в углекислом газе (СО*); последнее кроме арматуры классов А-П и Ат-ШС (из стали марки Ст5).
Соединение арматуры с пластиной
Примечание. Соединения типа Т2 из
арматуры класса Ат-ШС допускается выполнять до диаметра 14 мм.
соединения, способа свар
ГОСТ 14098—91 С. 31
ПРИЛОЖЕНИЕ 1 Обязательное
ТЕРМИНЫ И ПОЯСНЕНИЯ
Ванная механизированная сварка
Ванная одноэлектродная сварка
Дуговая механизированная сварка порошковой проволокой Инвентарная форма
Крестообразное соединение Осадка (Л, мм) стержней в крестообразных соединениях Комбинированные несущие и формующие элементы
Дуговая механизированная сварка под флюсом без присадочного металла
Дуговая ручная сварка с малой механизацией под флюсом без присадочного металла
Процесс, при котором расплавление торцов стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла Процесс ванной сварки, при котором подача сварочной проволоки в зону сварки производится автоматически, а управление дугой или держателем — вручную Процесс ваншй сварки, при котором электродный материал в виде одиночного (штучного) электрода подается в зону сварки вручную Процесс сварки, при котором электродный материал в виде порошковой проволоки подается в зону сварки автоматически
Приспособление многоразового (медь, графит) использования, обеспечивающее формирование наплавленного металла при ванной сварке и легкое удаление после сварки
Вспомогательный элемент, обеспечивающий формирование сварного шва, являющийся неотъемлемой частью соединения и воспринимающий часть нагрузки при работе соединения в конструкции Соединение стержней, сваренных в месте пересечения
Величина вдавливания стержней друг в друга на участке, нагретом при контактной сварке до пластичного состояния
Элементы, состоящие из остающейся стальной полускобы-накладки и инвентарной медной полуформы
Процесс, в котором весь цикл сварки выполняется в заданном автоматическом режиме
Процесс, в котором вспомогательные операции частично механизированы, а весь цикл сварки выполняется вручную
ПРИЛОЖЕНИЕ 2 Справочное
ОЦЕНКА ЭКСПЛУАТАЦИОННЫХ КАЧЕСТВ СВАРНЫХ СОЕДИНЕНИЙ
Комплексная оценка в баллах эксплуатационных качеств сварных соединений (прочность, пластичность, ударная вязкость, металлографические факторы и др.) в зависимости от типа соединения и способа сварки, марки стали и диаметра арматуры, а также температуры эксплуатации (изготовления) при статических нагрузках приведена в табл. 31. При оценке эксплуатационных качеств при многократно повторяемых нагрузках значения баллов следует ориентировочно снижать на один по сравнению с принятыми значениями при статических нагрузках. При этом дополнительно следует пользоваться нормативными документами на проектирование железобетонных конструкций зданий и сооружений различного назначения.
Баллы для сварных соединений арматуры назначены из условия соблюдения регламентированной технологии изготовления арматурных и закладных изделий
Для сварных соединений горячекатаной арматурной стали
5 — гарантируется равнопрочность исходному металлу и пластичное разрушение,
4 — сварное соединение удовлетворяет требованиям ГОСТ 5781,, предъявляемым к стали в исходном состоянии,
3 — сварное соединение удовлетворяет требованиям ГОСТ 10922, предъявляемым к сварным соединениям.
Для сварных соединений термомеханически упрочненной арматурной стали
5 — сварное соединение удовлетворяет требованиям ГОСТ 10884, предъявляемым к стали в исходном состоянии, и характеризуется пластичным разрушением,
4 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до
3 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884 до
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
e , не более
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
* Размер для справок.
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Толщина тонкой детали
Разность толщин деталей
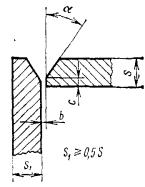
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Читайте также: