Сварочный стол 3d своими руками
Обновлено: 17.05.2024
Ткните носом на файл с оснасткой
И тоже про чертеж на оснастку спрошу- 4 раза тему перелистал, файлика на оснастку не нашел, или он в одном архиве со столом(на телефоне не открывается архив) переслал лазерщикам, в понедельник посмотрят
Ткните носом на файл с оснасткой, пжст
В разделе САПР есть тема - оснастка. Вот там и найдешь все файлы. Это раздел - стол. Здесть только столешки
Добрый день! А добавочек к столу 2000*1000 не планируете чертить? Есть у меня стол 2000 мм и неплохо бы к нему на болтах правую и левую удлиняйку по 500 мм)))
Доброе утро. Вот такие .
Прикрепленные изображения
lismenok , чего нет - того нет Пополнение библиотеки пока даже в планах нет у меня.
Доброго времени суток!
Делаю себе компактный сварочный стол, случайно набрёл на вашу тему.
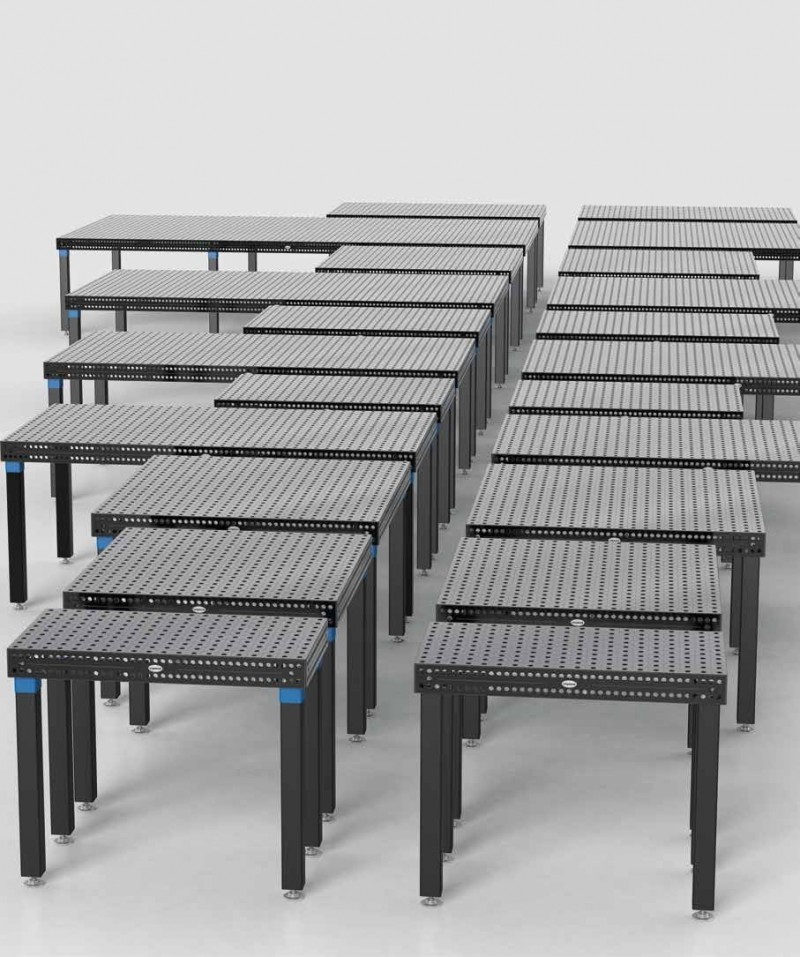
Ориентируюсь на стандартные системы столов, как у Siegmund (система 16) и BuildPro, то есть отверстия 16 мм, межцентровые расстояния между отверстиями 50х50 мм. Вижу, что здесь обсуждается такая же перфорация поверхности.
Но у меня другой конструктив поверхности - не сплошной лист, а полосы. Отталкивался от столов BuildPro - так называемых slotted table ("щелевые"), то есть полосы шириной 160 мм с перфорацией и 40 мм промежутки между ними. Меня такая конструкция больше привлекает своей "модульностью" (масштабируемостью), ремонтопригодностью (в смысле возможности замены отдельных полос), ну и опять же добиться ровной поверхности, состоящей из полос, проще, чем у сплошной поверхности (можно использовать подкладки под полосы, поверхность полос можно фрезернуть и т.д.). Но вот толщину металла для поверхности стола у меня планируется 16 мм (у Siegmund - 12 мм, у BuildPro - 16 мм. В общем не бюджетно ((
Собственно, почему привязался к стандартным системам - возможность использовать стандартную же оснастку (например, те же струбцины Bessey)
В этой связи у меня есть несколько вопросов, которые хотел бы для себя прояснить, чтобы не наделать ошибок:
1) диаметр отверстия - ровно 16 мм? Т.е. стандартная оснастка по диаметру чуть меньше?
Дело в том, что на сайте BuildPro заявлен диаметр отверстия 16 mm + 0.10 -.03. Т.е. как бы вопросов не вызывает - ровно 16 мм плюс/минус допуски. На сайте Siegmund диаметр упора оснастки я не нашел, но на сайте Bessey и на сайте BuildPro указыван диаметр упора струбцин - те же 16 мм ровно. Разумеется, либо диаметр отверстий должен быть больше 16, либо диаметр упора меньше 16. Например, диаметр отверстий первого ряда под М16 по госту - 17мм (т.е. фактический зазор >1 мм). Вероятно, Bessey и BuildPro указывают 16, чтобы не вводить в заблуждение клиента, чем собственно вводят в заблуждение самоделкиных )))
Возможно, кто-то знает точно или у кого-то есть возможность замерить диаметр упоров на стандартной оснастке?
2) чем целесообразнее делать перфорацию: лазер, гидрорез, сверлильная коронка?
Понимаю, что вопрос еще очень зависит от толщины и материала столешницы, и собственно, габаритов самой столешницы. В моем случае будет сталь 20 (планирую гидрорезом разрезать полосу 16 х 500 х 1700 на полосы нужных мне размеров). Резать хочу гидрорезом с компенсацией конусности, чтобы обеспечить вертикальный край. Возможно, если рез получится ровным, удастся избежать фрезерования торцов. Не могу определиться, есть ли смысл на гидрорезе пробить сразу и отверстия или все таки потом сверлить. Естественно, по стоимости и по трудозатратам гидрорез явно предпочтительнее, но боюсь на обратной стороне кромка отверстия будет сильно "гулять", не смотря ни на какие компенсации струи. Если в случае с краями полос это не критично (можно фрезернуть), то в случае с отверстиями - либо будет непригодное для оснастки отверстие, либо нужно делать заведомо меньшего диаметра отверстия, а потом расширять сверлом - не вариант, так как тогда лучше сразу сверлить коронкой. Как на практике получается геометрия у отверстий, выполненных лазером и гидрорезом в материалах такой толщины?
Заранее благодарю за ответы!
(Если кому будет интересен конструктив моего стола - могу поделиться).
Сварочный стол

Мне в мастерскую понадобился сварочный стол.
Стоимость готовых профессиональных зарубежных решений "немножко" удручала, а у отечественного производителя не нашлось столов нужного мне размера — были либо слишком большие, либо слишком маленькие. Поэтому я решил собрать стол самостоятельно.
Сперва проанализировал доступный в сети опыт отечественного столостроения. Отечественный опыт пришлось откинуть сразу, потому что большая его часть сводится к тому, чтобы не потратить совсем ничего, а получившуюся поделку оправдать словами "ну ничего, что криво получилось — чай не в космос на нем летать, мне для себя, а не на производство". Сосредоточился на изучении западного опыта, где самодельщики относятся к делу немного иначе.
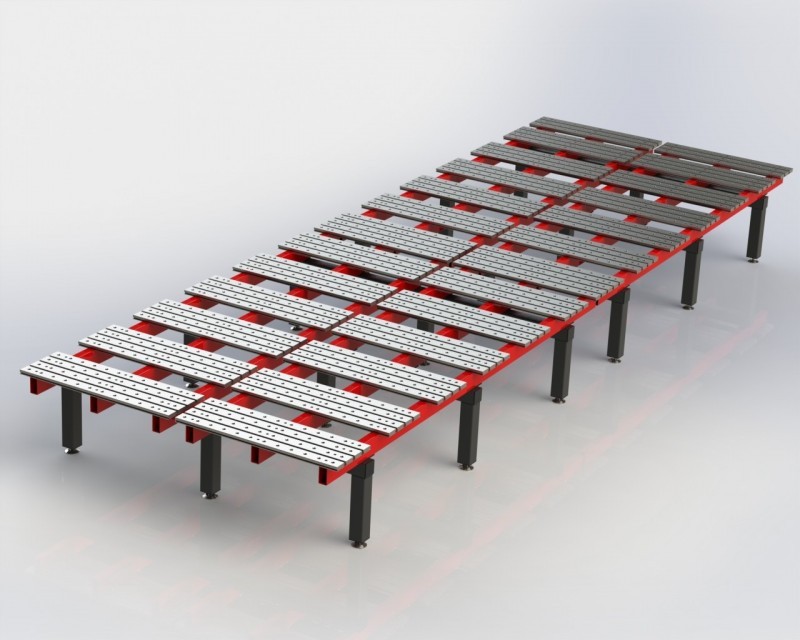
Начал с проектирования и набросал модель в SolidWorks.
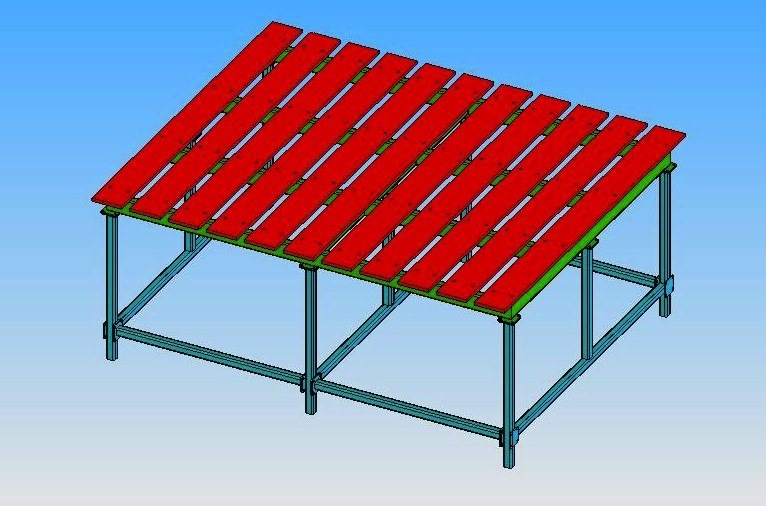
В качестве материала планировалось использовать стандартные стальные профильные трубы. Столешница — 16мм стальные пластины, уложенные на раму стола через 16мм проставки, чтобы была возможность зацепиться струбцинами в любом месте стола, не упираясь в раму. Проставки привариваются к раме, а столешница прикручивается к ним болтами. Расстояние между элементами столешницы 40мм. Размеры стола 2100х1700, масса примерно 500 кг.
Рама сделана из толстостенной профильной трубы 80х40. За неимением других поверхностей ее пришлось сваривать прямо на полу. Варили TIG'ом, в аргоне.

Геометрию задавали с помощью угловых струбцин. С их помощью также выставляли раму по уровню.

Ножки стола сделаны их профильной трубы 40х40. Конструкция сделана разборной, чтобы упростить переезд "в случае чего". Для этого пришлось нарезать плазмой некоторое количество прямоугольных фланцев, которые приварены к торцам деталей, образующих опоры для рамы.

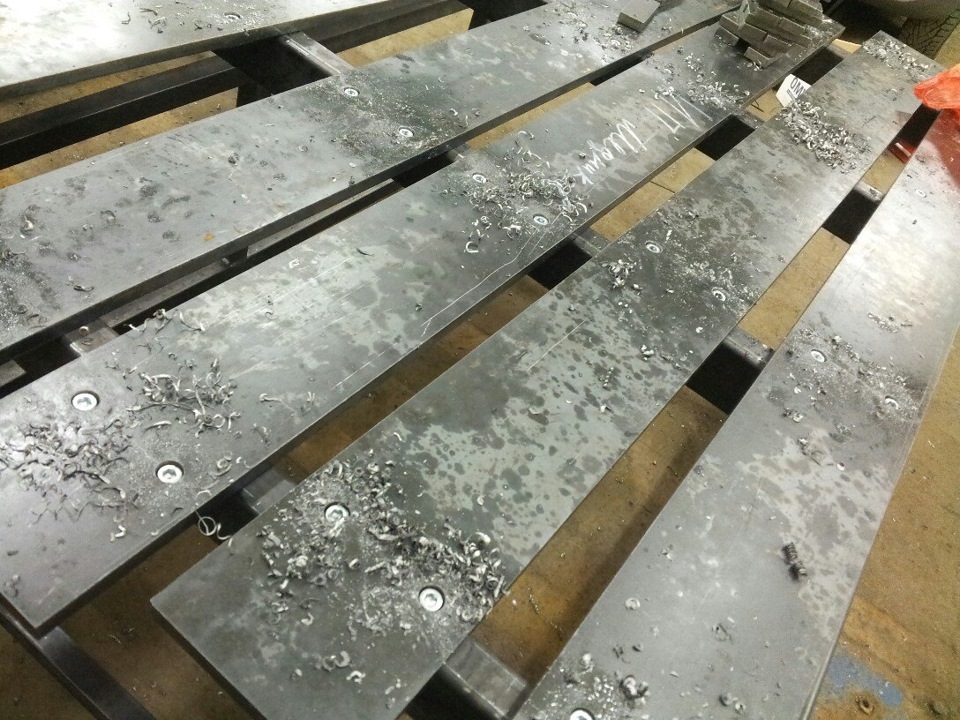
Пришло время укладывать столешницу. Сперва предстояло просверлить отверстия в пластинах (11 пластин х 8 отверстий = 88 шт) и проставках (тоже 88 отверстий), а затем еще и нарезать в проставках резьбу.

Сверлить 16 мм на станке, который есть в нашем распоряжении оказалось несколько сложнее, чем планировалось. Во-первых, это все-таки 16мм сталь. Во-вторых, станок не приспособлен для работы с деталями такой длины, и пришлось покорячиться, чтобы детали можно было уложить на стол станка. С нарезкой же резьбы проблем не возникло. Очень медитативное занятие: стоишь, крутишь, думаешь о вечном :)


Готовый стол, естественно, не идеально ровный, однако ровнее большинства самодельных столов, с которыми приходилось иметь дело ранее. Точности хватает для изготовления автомобильных бамперов, дуг/каркасов безопасности и различных среднегабаритных конструкций типа торгового оборудования.

Себестоимость стола по материалам и подготовительным работам (плазменная резка) составила чуть меньше 60 тыс.руб, которые окупились в первый месяц его использования. На постройку ушло 4 рабочих дня, 1.5 из которых занимались сверлением отверстий и нарезкой резьбы. Самым долгим был первый этап (изготовление рамы), т.к. очень много времени уходило на подгонку и выставление по уровню, да и TIG-сварка тоже штука не быстрая (потом использовали полуавтомат, и дело пошло значительно резвее).
Сварочный стол своими руками: чертежи с размерами, пошаговая инструкция
Для тех, кто постоянно занимается сваркой сравнительно небольших деталей, сварочный стол – не прихоть, а обязательное условие комфортной и результативной работой. При этом купить готовое изделие могут не все, да и не всегда готовая модель полностью отвечает требованиям сварщикам. А главное, что обычно не устраивает потенциальных покупателей – цена, особенно существенная для профессиональных моделей.
Основные требования
Базовые требования – прочность, изготовление из негорючих и стойких к термическому воздействию материалов – дополняются запросами, связанными с характером работы сварщика.
Так, среди возможных нюансов, требующих изготовления сварочного стола своими руками, могут быть:
- определенная высота столешницы. Большинство мастеров работают стоя, но при этом разница в росте или привычка выполнять некоторые операции сидя могут повлиять на необходимость увеличить/уменьшить стандартную высоту, равную 650…800 мм;
- размеры столешницы. В зависимости от того, какого размера детали свариваются, может хватить столика размерами 60х60 см, а может оказаться слишком маленьким габарит 2х1,5 м;
- нагрузочная способность. Она касается не только допустимой нагрузки на опоры стола (ножек для небольших изделий обычно четыре, для крупных – шесть или восемь), но и распределенной нагрузки на столешницу. Выполнять ее из тонкого листа приемлемо только для работы с небольшими легкими деталями, но для сварочного агрегата в этом случае потребуется усиленная зона-подставка. Оптимальный вариант – создание столешницы из слоистых конструкций или профильной трубы большого сечения;
- мобильность. В некоторых случаях требуется возможность перемещать сварочный стол в пределах помещения или выкатывать его на улицу. В таких моделях очень пригодятся колесики с обязательным стопором;
- наличие дополнительных элементов конструкции. В роли таких дополнений могут выступать полки, подвесы для инструментов, ящики для расходных материалов, ограждающие щитки, направленные светильники, вытяжки и так далее;
Конкретную модификацию сварочного стола мастер определяет самостоятельно, исходя из потребностей и особенностей рабочего процесса.
Материалы для сварочного стола
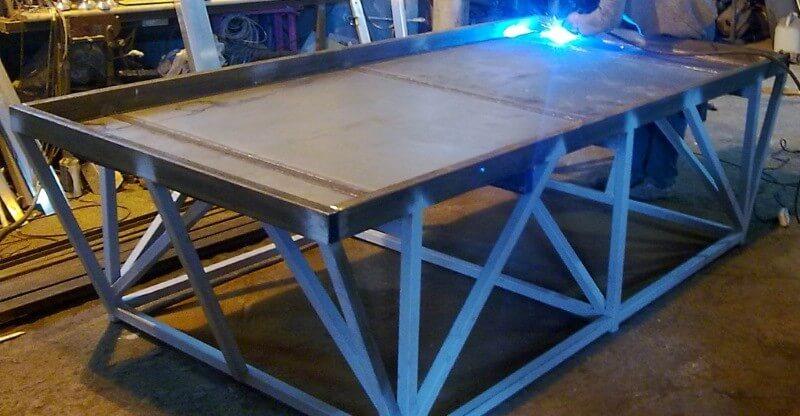
В качестве силовой рамы стола для сварочных работ почти всегда выступает металл.

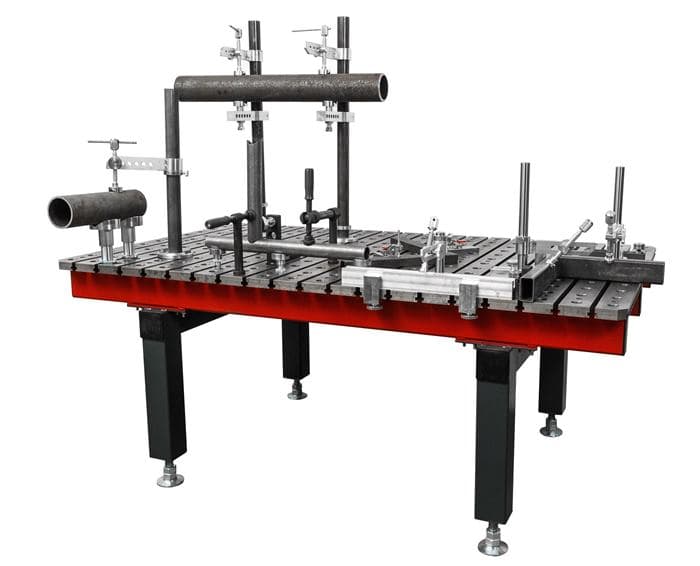
На фото представлен мобильная модель на жесткой раме из профильной трубы с сечением 60х60 мм и толщиной стенки 2 мм. Рама изготовлена методом сварки, боковины дополнительно усилены арматурным прутком. В качестве поверхности для рабочего стола использована профильная труба сечением 60х140 мм. Такая конструкция весит порядка 150…200 кг, что вполне достаточно для обеспечения необходимой нагрузочной способности.
Ниже представлены профили горячекатанных стальных труб квадратного и прямоугольного сечения, которые подходят для изготовления силовой рамы сварочных столов. Сразу стоит обратить внимание на трубы с толщиной стенки от 2 мм, поскольку труба со стенкой 1,5 мм может не обладать достаточной прочностью при работе с крупными деталями.
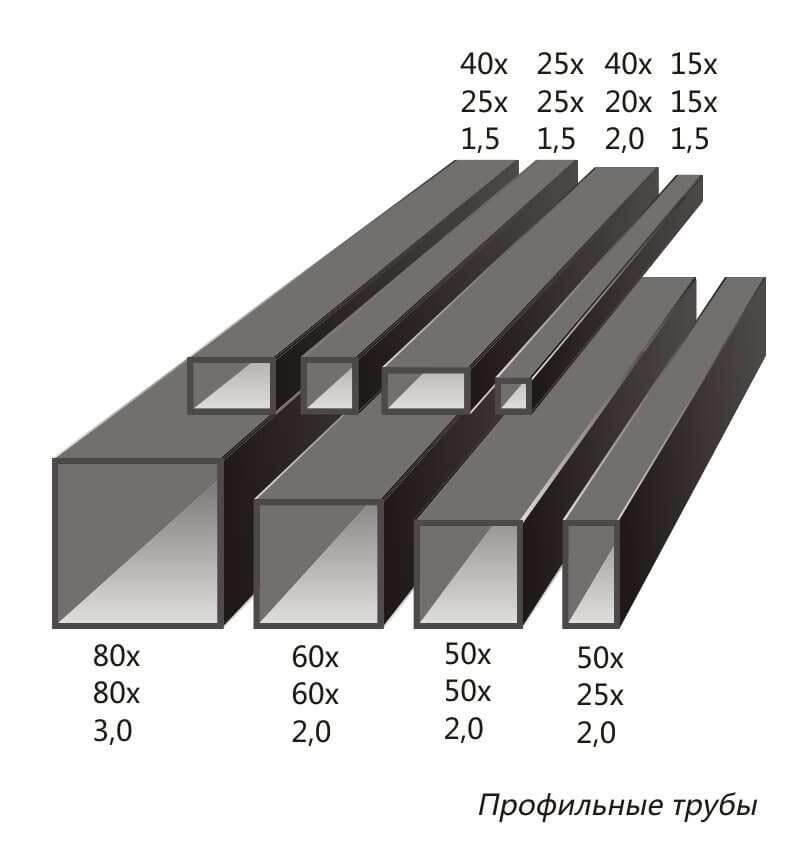
Не обязательно использовать именно замкнутый профиль – допустимо применение швеллера или другого аналогичного вида проката.

Интересно, что поверхность рабочего стола почти всегда делается с просветами. Это необходимо для того, чтобы можно было крепить детали к его поверхности струбцинами и другими приспособлениями для удержания изделий в нужном положении.

Помимо столешницы из полос, часто используют вариант с перфорацией.

В этом случае применяется стальная полоса (как показано на фото) или сплошной лист. Диаметр отверстий – 10…25 мм.

Толщина листа (полосы) для нормальной работы должна составлять не менее 8…10 мм, лучше – больше. Это также увеличивает массу изделия и способствует его устойчивости, лучшему распределению нагрузки по столешнице. К сожалению, сечение и толщину стенки профиля опорных стоек тоже приходится увеличивать.
Для небольших деталей, которые нет необходимости закреплять на рабочей поверхности, подходит столешница из листового металла с толщиной 8…20 мм. Полки и дно ящиков для не слишком тяжелых вещей часто изготавливают из металлической сетки или более тонкого сплошного или перфорированного металлического листа.

В отдельных случаях допустимо применение ОСБ или толстой фанеры для не ответственных (на них не будут размещаться горячие предметы, не будут попадать искры) полок.

Важно: если под столешницей сварочного стола будут храниться какие-либо материалы или оборудование, не терпящее высоких температуру, желательно выполнить теплоизоляцию столешницы. Для этого необходимо использовать НЕГОРЮЧИЕ теплоизоляторы – базальтовую или минеральную вату, базальтокартон, асбест и тому подобные.
Для защиты от искр и окалины деревянных или выполненных из заменителей дерева материала полок и ящиков поверх них укладывают металлические листы толщиной 1…5 мм.
Последний момент, касающийся материалов и комплектующих: ножки для передвижных сварочных столов обязательно должны иметь стопор и быть рассчитаны на массу изделия. Использование не стопорящихся колесиков допустимо только для небольших, предназначенных для редких работ, изделий.

Чертежи с размерами для сварочных столов
Рассмотрим несколько моделей, которые отличаются сложностью, компоновкой и используемыми материалами.
Простейший стол для сварочных работ
Эта модель не отличается солидными размерами или большой нагрузочной способностью, но для сварки некрупных деталей, которые требуют крепления в тисках или с помощью струбцин, подходит очень неплохо.
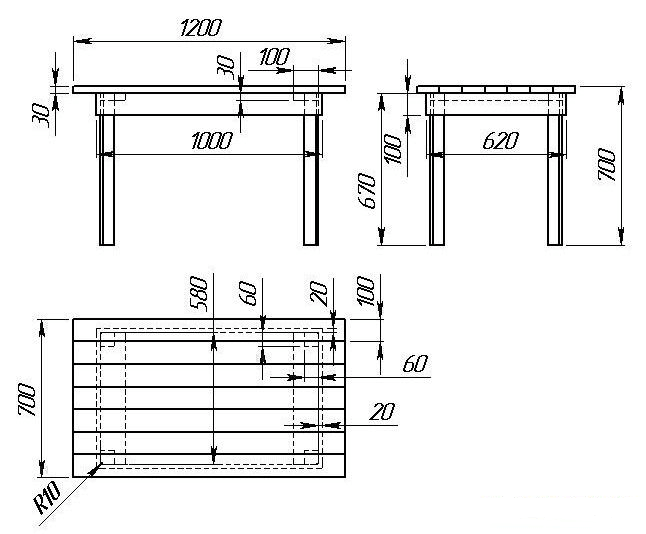
Основа конструкции – уголок 60х60х670 мм, из которого выполнены ножки. Обвязка, в применении к обычному столу именуемая царгой, изготовлена из полосы толщиной 20 мм и шириной 100 мм. Длина двух фрагментов (по длинной стороне) – 1000 мм, двух других (по короткой стороне) – 620 мм. Полосы приварены к уголку снаружи, причем верхний край полосы выше верхнего края уголка на 20 мм.
Внутрь жесткой рамы (ножки плюс обвязка) уложены и приварены полосы металла толщиной 20 мм, шириной 100…150 мм (не критично) и длиной 580 мм. При желании для усиления рамы можно приварить поперечины по длинным и коротким сторонам стола внизу, на высоте 200…300 мм. Если сделать их из уголка, на них можно будет опереть полку.
Столешница набирается из профильной трубы или полос металла с толщиной 30 мм. Если используется труба, желательно заварить ее торцы пластинами. На схеме не показаны зазоры между полосами, но на практике желательно оставлять промежутки 20…30 мм, чтобы можно было крепить детали к столу в любом месте струбцинами.
Мобильный сварочный столик на колесах
Компактная квадратная модель с дополнительной полкой особенно удобна, если сварочные работы надо выполнять, перемещаясь в пределах помещения или по участку. Стол предназначен для работы стоя, поэтому высота столешницы больше, чем это обычно принято.
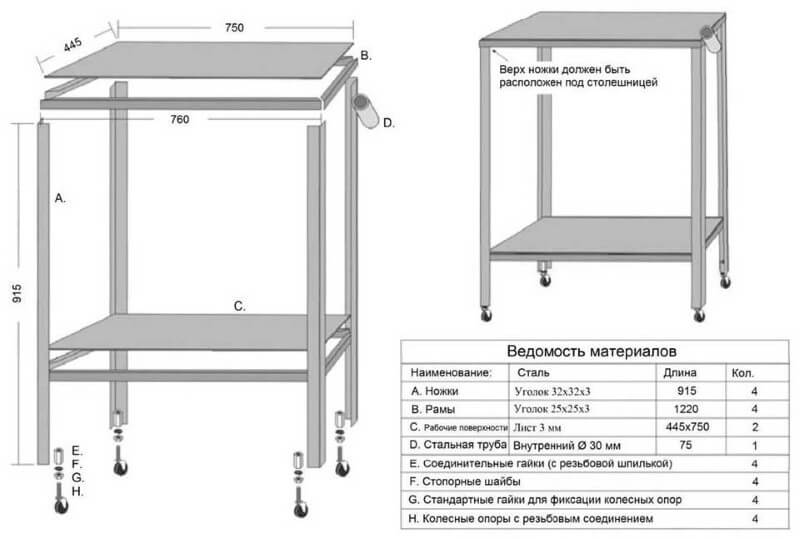
Нагрузочная способность в данном случае даже меньше, чем у предыдущей модели, поскольку для столешницы использован лист толщиной всего 3 мм, такую же толщину имеет уголок ножек.
Обратите внимание: при сборке необходимо разместить уголок ножек ВНУТРИ обвязки из уголка, это стабилизирует конструкцию и делает ее более аккуратной.
Для перемещения столика используются стандартные поворотные колесики без стопора (можно использовать мебельные, но только металлические).
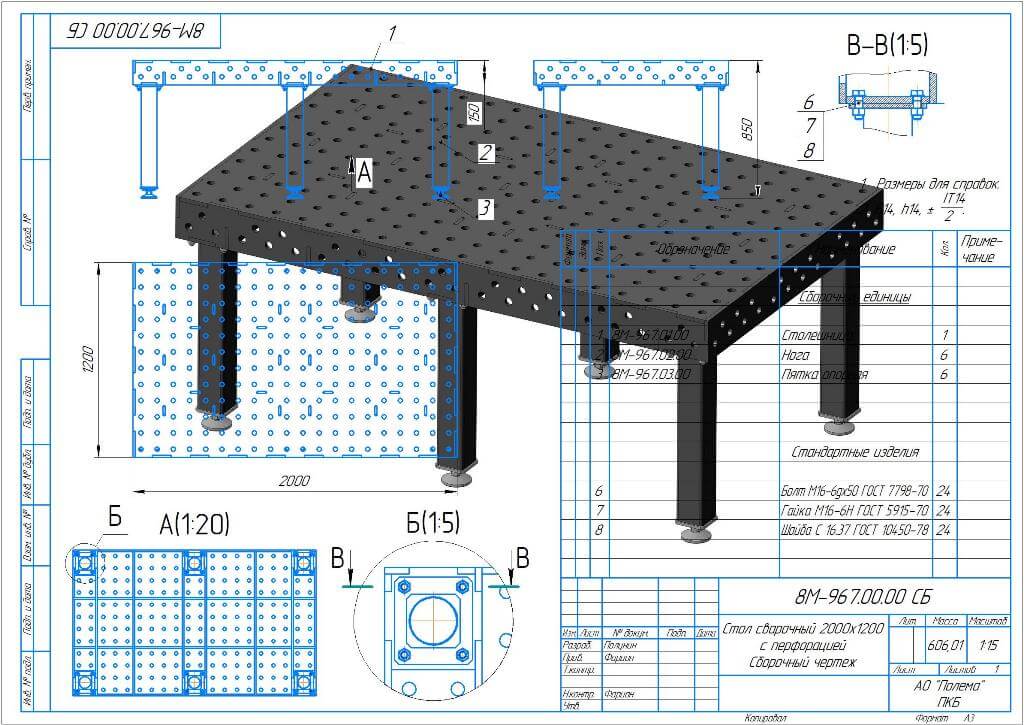
Сварочный стол на регулируемых опорах с перфорированной столешницей
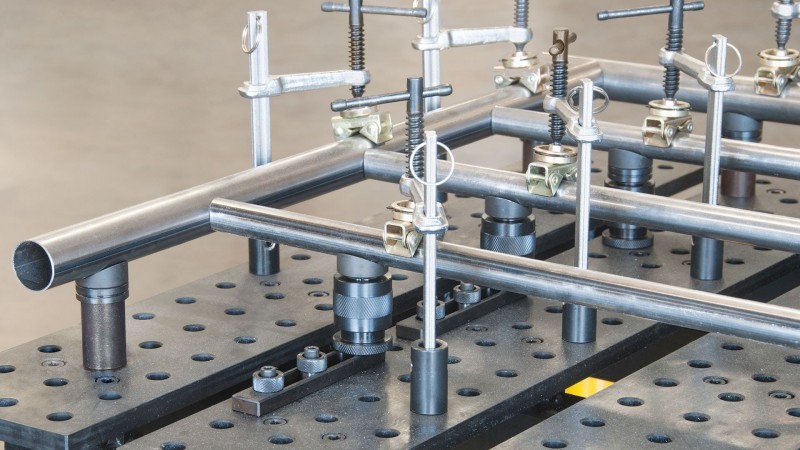
Эту модель можно назвать сборочно-сварочным столом, поскольку перфорация столешницы позволяет закрепить на его поверхности множество различных приспособлений, облегчающих монтаж. Такое изделие применимо также для столярных работ, гибки дерева или металла по шаблону, ремонта и так далее.
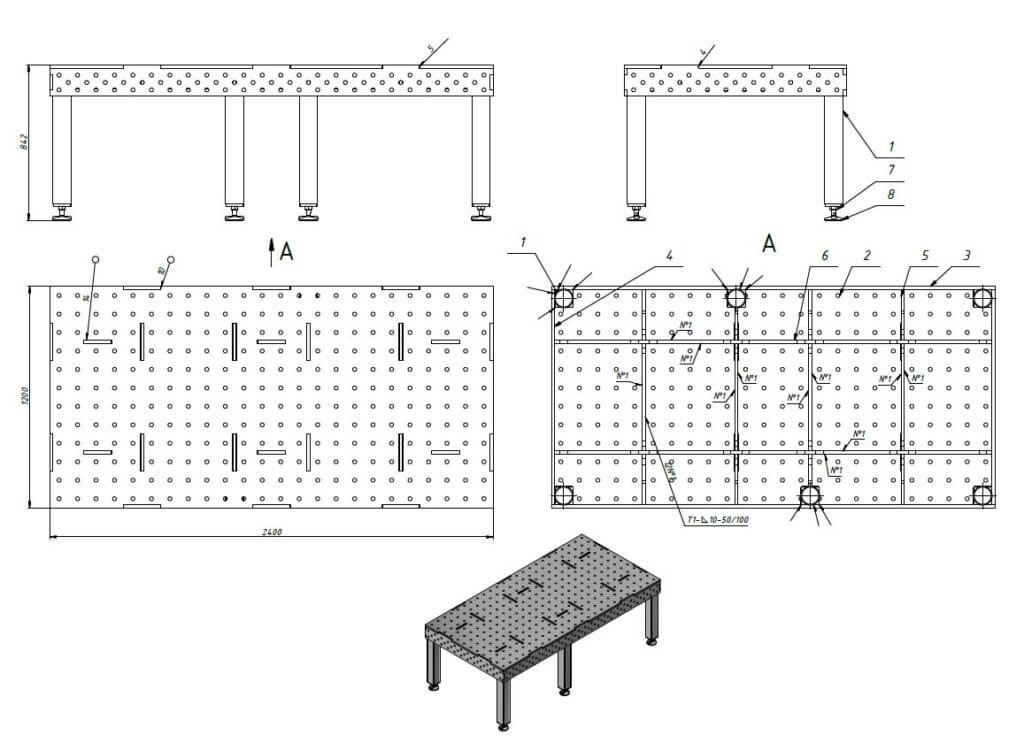
Модификация модели с немного другими размерами
Опорой для металлической перфорированной столешницы, имеющей толщину 3 мм и более и шаг отверстий по сетке хотя бы 100х100 мм. Диаметр отверстий – 10…25 мм, в зависимости от способа креплений деталей и размера используемых приспособлений (струбцин). В перфорированном листе выполняются пазы шириной 10 мм для установки усиливающих пластин с тыльной стороны и крепления бортиков.
Для этой модели используются стандартные регулируемые ножки, способные выдержать требуемую нагрузку. При выборе мебельных регулируемых ножек необходимо убедиться в достаточном шаге резьбы на регулирующей опоре и прочности изделия в целом.

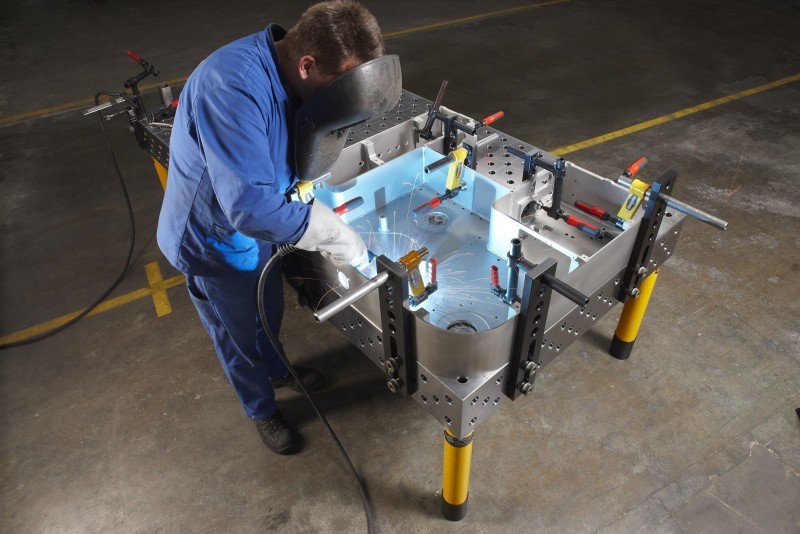
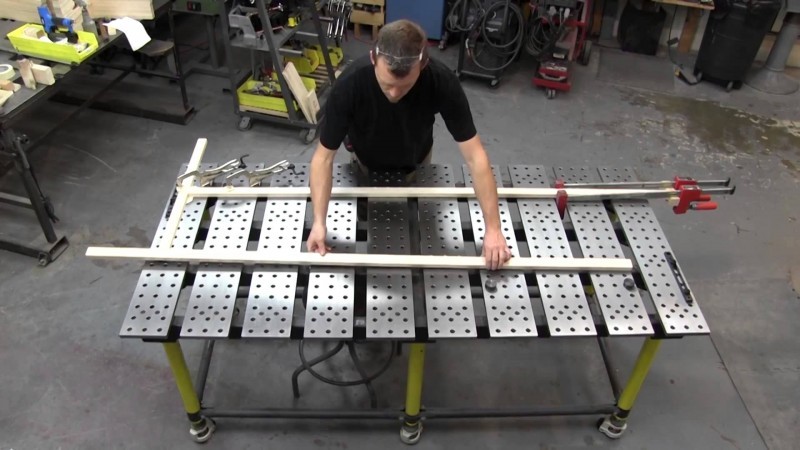
Примеры использования стола для сварочных работ с перфорированной столешницей
Раскладной сварочный стол с дополнительными деталями
Если предыдущие модели было несложно сделать самостоятельно, эта конструкция потребует хороших навыков сварщика и монтажника, зато и удобства в процессе работы обеспечит гораздо больше, чем стандартные столы для сварки.
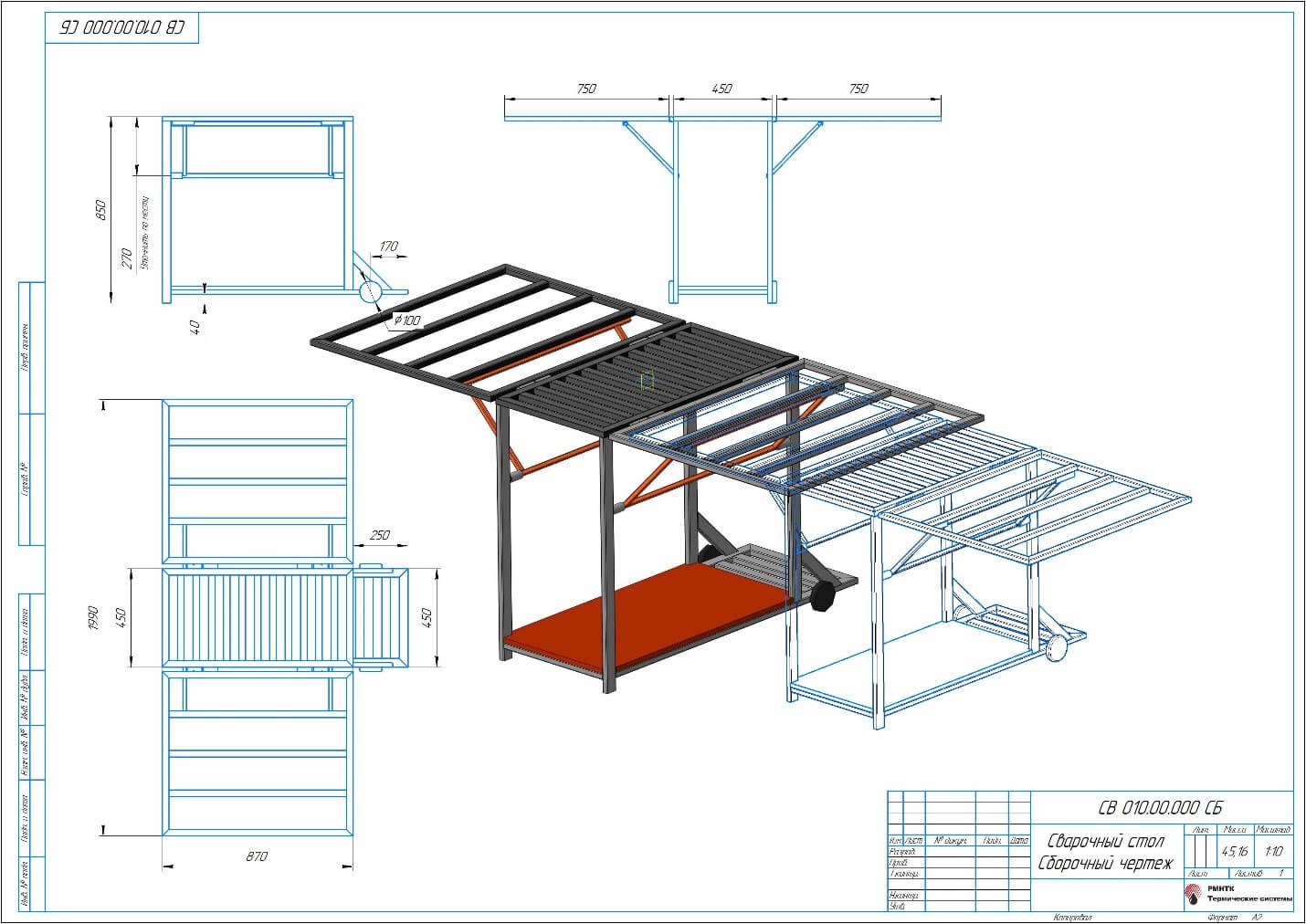
Основная часть изделия практически не отличается от представленного первым варианта. Здесь также использованы массивные стойки и обвязка из профилированной трубы, но внизу добавлена нижняя обвязка, служащая опорой для полки. А вот боковые элементы интереснее.
С помощью петель к передней и задней кромке столешницы крепятся откидные детали, собранные из трубы с гораздо большим промежутком между элементами, чем в основной столешнице. В рабочем (поднятом) положении эти панели удерживаются П-образными подставками, закрепленными на стойках стола с помощью вращающейся оси.
Вынесенная справа дополнительная полка, усиленная раскосами, имеет колесики усиленной конструкции. С их помощью стол можно транспортировать, приподняв противоположный край.
Как изготовить такую конструкцию, можно посмотреть на видео.
Сварочный стол из профильной трубы своими руками: пошаговая инструкция
Для лучшего понимания конструкции и особенностей монтажа такого стола предлагаем ознакомиться с поэтапным описанием изготовления сравнительно простой модели с полками и столешницей, набранной из отрезкой профилированной трубы прямоугольного сечения. Помимо фотографий, доступно видео монтажа.

Эскиз будущей столешницы.
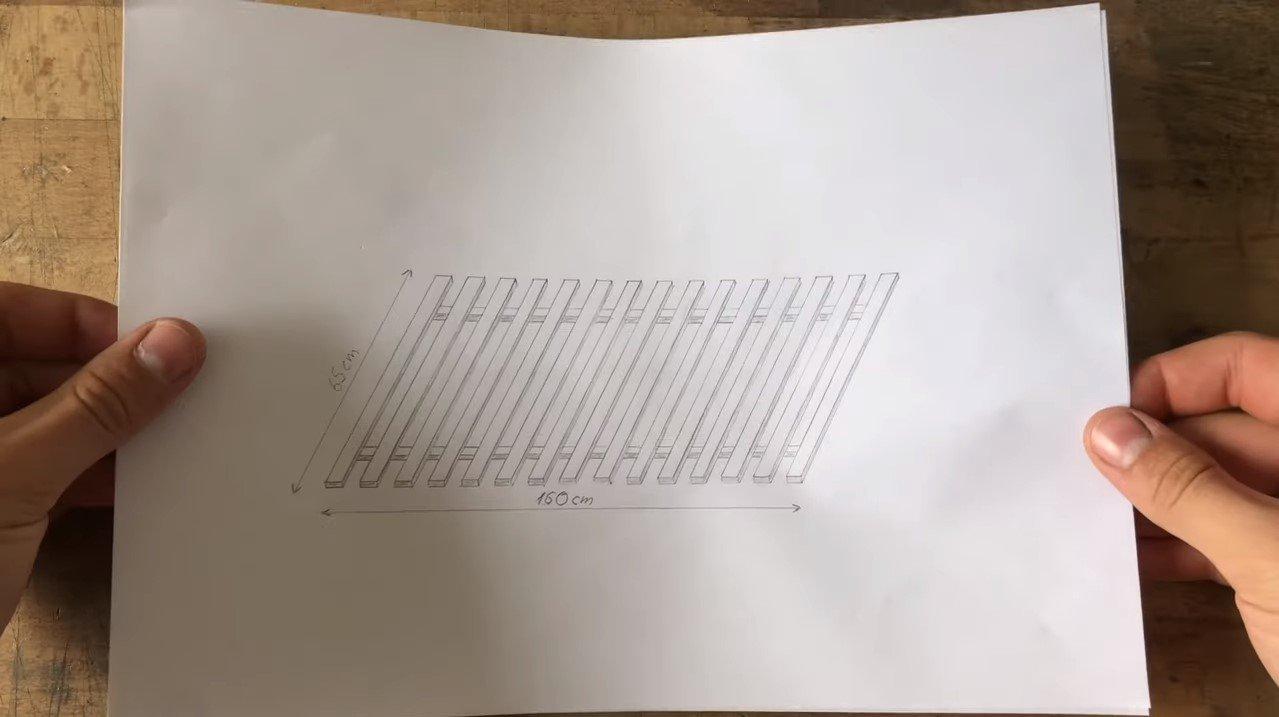

Трубы для столешницы нарезаются любым удобным способом, торцы завариваются пластинами. Обязательны зачистка заусенцев после резки и шлифовка сварных швов.

Крепление подготовленных труб к царге (подстолью) будущего стола.


Вид снизу. Обратите внимание: трубы царги подрезаны по углам и соединены встык.

Рама в сборе. Металл отполирован, особенно тщательно в местах сварки.

Соединение рамы и столешницы.

Крепление к раме колес.

Установка полки на нижнюю обвязку рамы. Уголки полки выпилены.

Обшивка боковой поверхности. Полки и боковина крепятся к металлу саморезами через заранее просверленные отверстия.

На верхнюю полку лучше положить металлический лист толщиной 1…3 мм, он защитит ОСБ-плиту от возгорания и загрязнения. По мере надобности можно просто извлечь лист и стряхнуть с него накопившийся мусор и окалину.

Заключение
Напоследок еще несколько «маленьких хитростей», которые позволят сделать конструкцию сварочного стола более совершенной или избавят от затруднений в работе.

Фрагменты наборной столешницы из полосы закреплены не прямо на раме, а на штырях. Это уменьшает передачу тепла раме и дает больше возможностей для закрепления деталей по краю стола.
Для массивных крупногабаритных деталей рама усилена раскосами по углам и по центральной стойке.

На ножках приварены крюки для крепления оборудования и проводов.

Если есть сомнения в прочности крепления колесиков к раме, можно усилить углы вот такими Г-образными деталями.

В качестве опор-балок для наборной столешницы можно использовать не уголок или трубу прямоугольного сечения, а двутавр, как показано на фото выше. При этом достаточно двух балок, а не традиционной замкнутой прямоугольной рамы.

Если планируется «намертво» прикрепить сварочный стол к полу, необходимо заранее предусмотреть на нижней плоскости ножек пластины с отверстиями для анкерных болтов по углам.
Тонкости изготовления стола для сварочных работ

Оборудование
Сварочный стол – это неотъемлемая часть рабочего процесса мастера. Грамотно продуманный стол позволяет организовать рабочее пространство и сохранить множество места. Поэтому имеет смысл сделать сварочный стол своими руками, ведь заводская вещь не сможет удовлетворить всех потребностей отдельно взятого мастера.
При планировании и наброске чертежей конструкции варочного места следует учесть такие тонкости, как колесики, место под инвертор и кабелепроводы. Последние особенно важны при наличии большого количества сварочного оборудования.
Сварочный стол своими руками
Стол для сварочных работ собственного производства должен быть идеально удобным для ежедневного использования. При проектировании рабочего места следует учесть не только удобство, но и безопасность подключаемой аппаратуры, поскольку сварочные устройства работают при очень высокой силе тока.
В общем случае стол для сварки, сделанный своими руками, должен отвечать следующим требованиям:
- Наличие вытяжной аппаратуры.
Вытяжка для сварочного стола должна обеспечивать полноценный отвод пыли и вредных для здоровья испарений. Для увеличения эффективности, вытяжку рекомендуется укомплектовать раструбом. - Правильное размещение воздушных нагнетателей.
Как правило, вентиляторы, создающие вытяжной воздушный поток, следует располагать в торцевой части рабочей плоскости. - Медная окантовка рабочего места.
Подобное решение позволяет безнаказанно отбивать об край конструкции сварочный шлак, образующийся в процессе проведения сварочных работ. - Хорошее освещение рабочего пространства.
Максимально допустимое напряжение для светильников составляет 36 вольт. Обеспечить подобную систему электрического питания осветительных приборов можно при помощи специального понижающего трансформатора. - Наличие панели управления питанием.
Мастер должен иметь возможность полностью обесточить рабочее место в случае возникновения экстренных ситуаций. - Предустановленные поворотные кассеты.
Несколько поворотных ящиков идеально подойдут для хранения часто используемых устройств, например, электродов или стальных щеток. - Ящики и отделения для хранения оборудования.
Для удобства хранения редко используемых инструментов следует оснастить сварочный стол ящиками. - Наличие крепежа для заземляющего устройства.
В домашних условиях можно выполнить несколько видов сварочных конструкций:
- простую;
- поворотную;
- полупрофессиональную.
Простой сварочный стол идеально подойдет для мастеров, нечасто использующих сварку. Среди преимуществ базового рабочего места можно выделить следующие:
- простоту сборки;
- удобную конструкцию;
- минимум необходимых инструментов;
- высокую надежность.
Каркас простейшего стола состоит из жесткой рамы, сваренной из четырех стальных стоек и металлических уголков. Наверху крепится столешница с кронштейнами для сварочного привода. Опционально простейший рабочий стол можно оснастить креплением для емкости с водой и полочкой для ручного инструмента.
Полупрофессиональные модели самодельных рабочих мест выгодно отличаются более надежной конструкцией и высокими эргономическими параметрами.
Среди преимуществ более сложного изделия, оптимально подходящего для профессиональных сварщиков, можно выделить:
- наличие вентиляционный системы;
- дополнительные крепежи для установки фрезеровочного или сверлильного оборудования;
- наличие поворотного механизма;
- высокая эргономика;
- крепление для быстросъемных слесарных тисков;
- подсветка рабочей зоны;
- анкерное крепление рабочей конструкции к полу.
Благодаря подвижной конструкции, полупрофессиональные столы позволяют сварщикам накладывать швы с одной рабочей точки, не передвигаясь по периметру всего стола и не теряя драгоценное время.
Кроме этого, полупрофессиональные рабочие зоны позволяют работать с более токсичными материалами и припоями, поскольку встроенная система вентиляции сможет обезопасить оператора и вовремя очистить воздух.
Важно помнить, что создание сварочных столов из горючих материалов или элементов, выделяющих вредные продукты сгорания, категорически запрещено.
Конструируем
Основной проблемой в конструировании поворотного сварочного стола является недостаток информации о подобных изделиях. Модели рабочих мест сварщика, имеющиеся в свободной продаже, достаточно сложны и невоспроизводимы в домашних условиях.
Единственным оптимальным вариантом является разработка простейшего чертежа сварочного стола и последующая его доработка в процессе формирования требований к рабочей поверхности.

Конструкция сварочного стола.
При конструировании конструкции будущего места проведения сварочных работ не следует пренебрегать такими советами:
- Отказ от колесиков.
Мало прочные подвижные элементы могут пагубно сказаться на общей устойчивости рабочего места сварщика. - Создание продольных неглубоких прорезей для фиксации струбцин.
Глубина вырезов не должна превышать 3 сантиметров. - Установка подъемных боковин.
Для увеличения высоты и площади рабочей поверхности стола имеет смысл сделать подвижные подъемные механизмы. - Монтаж наклонной пластины.
Решение позволит уберечь рабочий инструмент, хранящийся в столе, от искр и окалин, образующихся в процессе работы. - Вытяжка для сварочного стола должна быть обладать достаточной мощностью для обеспечения постоянной вентиляции воздуха.
При создании чертежа следует знать, что оптимальные параметры стола сварщика – это:
- высота – 90 сантиметров;
- ширина – 50 сантиметров;
- длина рабочей поверхности 55 сантиметров.
Для сборки конструкции пригодятся следующие материалы:
- Профильная труба или уголки.
Материалы можно использовать в качестве опорных ножек. Толщина трубы или уголков должна быть более 1.5 миллиметров. Размер материалов должен быть около 30х230х21 сантиметра. - Стальная пластина с прорезями.
Материал оптимально подойдет для создания основной рабочей поверхности. Прорези в пластине служат креплением для струбцин. - Трубы квадратного или круглого сечения для создания дополнительных конструкций, увеличивающих рабочую поверхность стола.
- Несколько уголков, размером 25х25 и 25х22.5 сантиметров со срезанными по 45 градусов концами.
При сборке конструкции потребуется по четыре уголка каждого вида. - Листовое железо.
Из тонкого железа можно выполнить хороший защитный экран. - ДВП или ДСП для изготовления нижней полки.
В качестве основания полки можно использовать стальной лист, размерами 44х75 сантиметров и толщиной 3 миллиметра. - Колесики в количества двух или четырех штук.
Идеальным вариантом колесной опоры являются ролики, установленные в магазинных тележках.
Помимо этого, не лишним будет обзавестись грунтовкой и краской. Оптимальным методом покрытия поверхности стола служит порошковая покраска.
Инструменты

Самостоятельное изготовление сварочного стола.
Перед тем как сделать сварочный стол необходимо подготовить такие инструменты:
- электрическая сварка;
- пассатижи;
- столярный и обычный угольники;
- строительная рулетка;
- линейка;
- молоток;
- метчик для резьбы.
- дрель;
- фреза или токарный станок для снятия фаски.
- мел или карандаш;
- три струбцины С-образного вида;
- вытяжка для сварочного стола;
- пила по металлу или электрическая болгарка.
Помимо этого, нелишним будет приготовить такие дополнительные инструменты, значительно упрощающие процесс сборки сварочного стола:
- Струбцины.
Инструмент серьезно упростит фиксацию материалов для выполнения точечной сварки. - Зажимы.
Понадобится для поддержки изделий под определенным углом. - Магнитное основание.
Подобный инструмент существенно облегчит обработку небольших деталей, зафиксировать которые механическим способом невозможно.
Оснастка для сварочного стола должна быть полностью подготовлена и готова к сборке.
Собираем

Особенности сборки сварочного стола.
Предварительная подготовка к выполнению стола для сварочных работ своими руками производится в несколько этапов:
- Изготовление верхней крышки стола.
Основную рабочую поверхность можно изготовить из перфорированного металла или перепрофилированных труб сечением 5х5 сантиметров. Нарезка материалов можно производится при помощи ручной пилы или болгарки. Соединение всех элементов выполняется при помощи сварки. - Создание ножек.
В процессе сборочно-производственных работ по созданию ножек сварочной тележки следует быть предельно внимательным. От правильности установки ножек напрямую зависит комфортабельность рабочего места. Изготовление элементов можно выполнять из круглой трубы, сечением 2.5х2.5 сантиметра или 3х3 сантиметра. Всего необходимо заготовить 4 ножки и приварить их к подготовленной крышке при помощи сварочной аппаратуры. - Увеличение жесткости стола.
Для обеспечения оптимальной жесткости рабочего места следует приварить дополнительный пояс из металлических уголков или швеллеров. Монтаж ребер жесткости следует проводить на высоте от 20 до 30 сантиметров от пола. - Изготовление удобной ручки для наклона и переноса рабочего места.
Сборочные столы обязательно оборудуются ручкой для переноски. В качестве такого элемента подойдет небольшой металлический прут диаметром 1 сантиметр. Придать форму будущей ручке можно при помощи молотка и тисков. Монтаж ручки следует выполнять к несущей раме верхней крышки. - Продумывание вентиляционной системы.
Вытяжка для рабочего стола – это важная часть складных и стационарных конструкций. Вентиляция призвана полностью оградить оператора от вредных испарений. Вытяжные зонты необходимо установить на одной из сторон рабочего стола. - Проработка кабелепроводов и фиксаторов для кабелей.
Для обеспечения безопасности рабочей зоны все силовые кабеля должны быть организованы. Простейшим способом фиксации шнуров служат простейшие крючки, приваренные по периметру стола. Однако, значительно более грамотным решением будет использование пластиковых кабелепроводов. - Опциональная установка роликовых колес.
Если рабочее место необходимо будет двигать, то имеет смысл установить роликовые колеса. Максимальная устойчивость конструкции достигается при использовании четырех роликов, взятых с магазинный тележек или подобного оборудования. Установка колесиков выполняется при помощи сварки. - Разработка и выполнение ниши для инструментов.
Хранение основного рабочего инструмента следует производить в специально спроектированной ниши. Выполнить карман можно из дерева или металла. Как правило, ниша для хранения инструмента устанавливается в нижней части рабочего стола. - Проектировка дополнительного кожуха для очистки электродов от мусора и окалин.
Подобный элемент конструкции можно выполнить из простого листа металла любой толщины. Перед монтажом защитного кожуха придется приварить небольшой металлический приток к ножкам с той стороны, с которой планируется установка экрана. Затем можно смело устанавливать подготовленный металлический лист на притки при помощи сварки или болтов.
После выполнения работ обязательно следует зачистить получившиеся сварные швы. В случае, если поверхность создается из труб, металлоконструкция должна быть выполнена в виде решетки с промежутком между ячейками 3-5 сантиметров.

Рабочее место сварщика.
Процесс сборки рабочего места производится в такой последовательности:
- сборка столешницы;
- приваривание ножек;
- монтаж нижней обвязки;
- установка усилителей стоек;
- приваривание резьбовых опор, для регулировки высоты рабочего места;
- крепление опорных площадок, или, если необходимо, роликовых элементов;
- сборка защитного короба;
- монтаж полочки для хранения инструментов;
- зачистка швов, неровностей и дефектов;
- нанесение грунтовки и краски.
При подготовке деталей и последующей сборке рабочего места важно помнить, что стол – это место ежедневного труда сварщика. Каждая деталь стола, изготовленного своими руками, должна быть идеально подогнана и проработана. Такой подход позволит получить максимальный комфорт при работе за самодельным столом.
Что важно знать о безопасности при сварочных работах?
При самостоятельном изготовлении сварочных столов необходимо учитывать все требования безопасности.
Самодельные рабочие места для выполнения сварочных работ должны:
- обладать продуманной вентиляцией для сварочного поста, обеспечивающей полноценную очистку воздуха в зоне нахождения человека;
- быть укомплектованными сетью вытяжек для эффективной работы вентиляционной системы;
- располагать грамотно выполненным заземлением;
- быть выполнены из негорючих материалов.
При выполнении сварочных работ имеется несколько факторов риска:
- поражение электрическим током;
- воздействие электрической дуги на зрительные органы;
- попадание посторонних предметов в глаза;
- поражение органов дыхания вредными газами и испарениями;
- попадание расплавленного металла на участки кожи;
- получение травм при работе на высоте;
- ожоги при взрыве баллона со сжиженным газом.
Непосредственно перед началом сварочных работ следует провести несколько подготовительных мероприятий:
- проверка качества электрической сети;
- контроль надежности и устойчивости стола из профильной трубы;
- диагностика целостности изоляции питающей проводки;
- контроль работоспособности системы воздухообмена сварочного поста;
- проверка исправности вспомогательного оборудования.
В целом, техника безопасности при работе со сваркой должна соблюдаться максимально прилежно.

Чертеж сварочного стола.
Для предотвращения риска получения травм, рабочее место должно соответствовать следующим правилам:
- Все кабели обязаны быть надежно заизолированы и закреплены.
Не допускается использование сварочных рабочих мест с болтающимися силовыми проводами. - Перед тем, как сделать стол, мастер должен досконально продумать заземление.
На рабочем месте заземлению подлежат такие инструменты: корпуса источников питания, вспомогательное электрическое оборудование и аппаратный ящик. - Сечение сетевых проводов, проложенных к месту проведения работ должно быть не менее 25 мм2.
- Используемая аппаратура должна быть промышленного производства.
- Газобаллонная магистраль полностью работоспособна и не имеет течей.
- Подключение, отключение и ремонт сварочного оборудования должен выполняться исключительно штатным электриком.
- Осветительные приборы, применяемые при сварке, должны питаться от сети с напряжением 12 вольт.
- Электрододержатель сварочной аппаратуры должен быть заизолирован.
Подобная предосторожность позволит избежать ударов электрическим током при прикасании к токоведущим частям электрододержателя. - Электрододержатель сварочной установки должен обладать хорошими механическими характеристиками и обеспечивать не менее 8 000 циклов зажима электродов.
Оператор сварочного аппарата должен быть одет в спецодежду, обеспечивающую надёжную личную защиту:
- защитные повязки, респираторы и, в редких случаях, противогазы оптимально подойдут для рабочих мест, на которых нет возможности установить качественную вентиляцию;
- комбинезоны и защитные маски для предотвращения попадания капель расплавленного металла на кожу;
- шлем или очки, защищающие глаза от искр и летящих раскаленных капель.
Самодельный столик для выполнения сварочных работ может быть выполнен по-разному. Простое мобильное рабочее место – это простейший вариант стола, идеально подходящий для нечастых работ. Вытяжка для сварочного стола и несколько вытяжных воздуховодов – это обязательные атрибуты полупрофессионального рабочего места.
Подобное решение для стационарных работ позволит мастеру не переживать о вредных испарениях. Помимо этого, полупрофессиональный стол обладает лучшей эргономикой и имеет: прижимы, дополнительные кронштейны и режим регулировки высоты.
Сварочный стол 3d своими руками
Сварочный стол пригодится для любителей и для профессионалов своего дела. Покупать такой стол в специализированном магазине не выгодно. Поэтому можно смастерить сварочный стол своими руками в домашних условиях.
При самостоятельной сборке стола, вы сможете сделать его такого размера, какого пожелаете. Также для экономии пространства сварочный стол можно будет использоваться не только для сварки, но и для других работ.

Краткое содержимое статьи:
Какой должен быть стол для сварки?
Работа со сварочным механизмом опасная, поэтому стол должен быть удобным и безопасным для работы. Существует много видов сварочных столов, но для комфортного использования, любой вид должен отвечать некоторым требованиям:






У рабочего места обязательно должна быть вытяжка. При работе со сваркой выделяется много вредной пыли и газов, поэтому через вытяжку воздух должен очищаться, чтобы не навредить здоровью.

На рабочем месте, с торца стола обязательно должен быть вентилятор. Расположить его лучше на высоте 150 см.

Края сварочного стола должны быть покрыты медным материалом.
Для освещения изготавливается самодельная система, с мощностью не более 36В.

В столе для сварки обязательно нужно встроить место для хранения электродов и еще одно место для других необходимых инструментов.

Один закрывающийся отдел, где будут храниться инструменты, которые редко используются.

Неотъемлемая часть стола для сварки — заземление.
Важно запомнить, что стол для сварки в домашних условиях нужно делать из материала, который не плавиться, не горит и не выделяет ядовитые вещества при высокой температуре. Рекомендуемая высота стола для сварки 0.7-0.9 метров, площадь – 1.0 на 0.8 метров.

Далее требуется сделать чертеж сварочного стола с размерами и приготовить все необходимые инструменты.






Необходимые инструменты для сборки
- Аппарат для сварки и необходимые для его работы элементы.
- Угольники, линейки и маркер для пометок.
- Рулетка или измерительная лента около 3 метров.
- 4 струбцины, в виде буквы «С».
- Кусачки.
- Ножовка по металлу или машина для шлифовки.
- Метчик.
- Дрель и необходимые для ее работы элементы.
- Металлические листы, трубы, проволока.
- Болты, гайки и т.д.
- Лобзик, тиски.
- Болгарка.

Инструкция изготовления сварочного стола своими руками
Верхняя крышка будет изготавливаться для сварочного стола из профильной трубы, с сечением 0.5 на 0.5 см. у края и 0.3 на 0.3 см на внешней стороне. Разрезать трубу лучше болгаркой. Приготовленные части скрепляют с помощью сварочного аппарата. Окантовка крышки будет из профиля 0.5 на 0.5 см. прямоугольной формы

Внутренняя часть закладывается профилем 0.3 на 0.3 см. Трубы прикрепляются сваркой таким образом, что получается решетка, швы зачищаются.

Далее делаем ножки, их можно смастерить из трубы 0,25 на 0,25 см. Всего нужно нарезать 4 штуки, далее привариваем их к основанию стола. Чтобы было легче понять, что и как делать, для наглядности посмотрите фото сварочного стола.
Для дополнительной жесткости делаем пояс по периметру стола, на высоте 30-40 см от пола. Это необходимо, чтобы при работе стол прочно стоял и не шатался.


Колеса для более удобной транспортировки сварочного стола. Достаточно будет всего 2 колесика, которые можно взять от старой тележки.

Место для хранения инструментов. Нишу рекомендуется изготавливать из ДСП или фанеры. По желанию можно применить металлический лист. Прикрепляется ниша внизу стола.

Кожух для мусора делается из металлических листов, любой толщины.
Готовый стол для сварки по желанию можно покрасить специальной краской для металла.

Рядом с рабочим столом обязательно должна находиться емкость с водой, ведь работа со сваркой огнеопасная. Также поверхность пола рядом со сварочным столом, на расстоянии 1.5 метров, должна покрыта негорючим материалом.

Если соблюдать инструкцию, как сделать сварочный стол и применять данные советы на деле, то у вас все получится.

Фото сварочного стола




































Читайте также: