Сварочный трансформатор со встроенным дросселем
Обновлено: 14.05.2024
Сварочный аппарат переменного тока является отличным помощником в быту, либо в профессиональной деятельности. Состоит аппарат из понижающего трансформатора , а также специализированного устройства, которое способно регулировать показатель тока . Устройства переменного тока могут быть подразделены на несколько групп.
- Аппарат с отдельным дросселем;
- Аппарат со встроенным дросселем;
- Аппарат с подвижным магнитным шунтом;
- Аппарат с увеличенным магнитным рассеянием, а также с подвижной обмоткой.
Вышеперечисленные группы устройств имеют некоторые отличия в конструкции, а также в электрической схеме.Аппарат переменного тока состоит из понижающего трансформатора и дросселя, подвижной обмотки, подвижного магнитного шунта. Устройство имеет подвижную обмотку, необходимую для регулирования сварочного тока. Устройство служит для обеспечения питания дуги переменным током в условиях напряжения в диапазоне 60-70В.
Аппарат с отдельным дросселем (рис. №1)
Принципиальное устройство
Сварочный трансформатор, в основе которого лежит воздействие переменного тока, состоит из трансформатора и дросселя. Таким образом, устройство (Тр) располагает сердечником (магнитопроводом) из пластин (пластины, отштампованные из тонкой трансформаторной стали, толщина которых составляет 0,5 миллиметра).
На сердечнике располагаются обмотки (первичная и вторичная). Первичная обмотка, выполненная из изолированной проволоки, питается от сети переменного тока напряжением 220, либо 380В. Относительно вторичной обмотки, то она выполнена из медной шины. Вторичная обмотка способна выдавать напряжение в пределах 60-70В.
Незначительное магнитное рассеивание, а также малое сопротивление обмоток, которыми располагается варочный трансформатор, дают возможность обеспечивать несущественное высокий коэффициент полезного действия (КПД), а также внутреннее падение напряжения.
Тонкости функционирования
В сварочную цепь с вторичной обмоткой последовательно включена обмотка дросселя (Др), выполненная из голой медной шины. Обмотка располагает асбестовыми прокладками, которые, в свою очередь, пропитаны теплостойким лаком. Относительно сердечника дросселя скажем, что он также набирается из пластин тонкой стали, и состоит из неподвижной и подвижной частей.
На неподвижной части сердечника расположена обмотка дросселя, а подвижная часть способна перемещаться посредством винтовой пары. Во время вращения рукоятки по ходу движения стрелке часов воздушный зазор начинает увеличиваться, в то время как при движении рукоятки против часовой стрелки воздушный зазор уменьшается.
В процессе возбуждения электрической дуги посредством короткого замыкания (КЗ) наблюдается образование большого тока, который проходит через обмотку дросселя, и создает достаточно мощный магнитный поток. В свою очередь, магнитный поток наводит электродвижущую силу (ЭДС) дросселя, которая направлена против напряжения устройства. Вторичное напряжение, которое развивает трансформатор, поглощается в процессе падения напряжения в дросселе. Таким образом, напряжение цепи опускается до нулевого значения.
В процессе возникновения электрической дуги происходит уменьшение сварочного тока, после чего уменьшается и ЭДС самоиндукции дросселя, которая направлена против напряжения устройства. В результате этого в цепи сварки устанавливается рабочее напряжение для устойчивого последующего горения дуги, при этом показатель меньше, чем напряжение на холостом ходу.
Изменение зазора между подвижным и неподвижным магнитопроводом влияет на индуктивное сопротивление дросселя, изменяя его, в результате его наблюдается изменение тока в цепи сварки. Во время увеличения зазора производится увеличение магнитного сопротивления магнитопровода дросселя, ослабляется магнитный поток, а ЭДС самоиндукции катушки, а также ее сопротивление уменьшаются.
В результате подобных действий происходит возрастание тока. В процессе уменьшения зазора показатель тока уменьшается. Стоит отметить, что один поворот рукоятки винтовой пары способен изменить показатель тока на 20А.
Данная схема применяется в изготовлении такого устройства, как трансформатор типа СТЭ. Трансформатор типа СТЭ совершенно просто устроен, к тому же достаточно безопасен в эксплуатации. В связи с этим применяется сварочный трансформатор СТЭ практически повсеместно, где испытывается необходимости в ручной дуговой сварке.
Сварочные аппараты со встроенным дросселем (рис. №2)

Принципиальнее устройство и функционирование
Сварочный аппарат имеет схему, которая была разработана академиком В. П. Никитиным. Магнитопровод, которым располагает сварочный трансформатор, состоит из основного сердечника с располагающихся на нем первичной и вторичной обмотках трансформатора, а также из добавочного сердечника с обмоткой регулятора параметра (дросселя).
Добавочный магнитопровод имеет расположение над основным. Добавочный магнитопровод состоит из неподвижной, а также подвижной частей, между которыми, в свою очередь, посредством винтовой пары устанавливается нужный воздушный зазор.
Магнитный поток, создающийся обмоткой регулятором тока, может располагать попутным, либо встречным направлением с потоком, который создает трансформатор и его вторичная обмотка (в зависимости от одной тонкости – особенности включения обмоток).
Доступна регулировка основного рабочего параметра посредством изменения воздушного зазора. Таким образом, чем больше воздушный зазор, тем больше наблюдается показатель рабочего тока, необходимого для осуществления качественной сварки металлических изделий.
Данный принцип положен в конструктивную основу сварочных устройств типа СТЭ-24-У, СТЭ-34-У, СТН-500, СТН-350, СТН-700, ТСД-500, ТСД-1000, а также ТСД-2000. Каждый из перечисленных сварочный трансформатор может успешно соединять металлы посредством применения переменного тока.

Аппараты для сварки с увеличенным магнитным рассеянием, подвижным магнитным шунтом
Принципиальные особенности устройства, а также принцип действия
Сварочный аппарат, работающий от сети переменного тока, имеет замкнутый магнитопровод. На одном стержне магнитопровода располагается первичная, а также вторичная обмотки трансформатора, в то время как другой стержень оснащен реактивной обмоткой. Между ними располагается магнитный шунт, который замыкает магнитные потоки, создаваемые, в свою очередь, первично, а также реактивной обмотками.
В данном процессе происходит образование магнитных потоков рассеяния, создающих существенное индуктивное сопротивление. В результате этого обеспечивается падающая внешняя характеристика, которую имеет сварочный трансформатор. Интенсивность рабочего параметра регулируют посредством перемещения магнитного шунта вдоль направления магнитного потока.
Во время выдвижения шунта рассеивание магнитных потоков реактивной и первичной обмоток уменьшается, из-за чего сварочный трансформатор в корпусе уменьшает индуктивное сопротивление. На протяжении всей процедуры наблюдается возрастание тока. Сварочный аппарат типа СТАН функционирует по такому же принципу, как это описано выше. Также схема используется в работе такого приспособления, как сварочный трансформатор типа СТШ.
Аппараты для сварки с увеличенным магнитным рассеянием, а также подвижной обмоткой
Сварочный аппарат, работающий от сети переменного тока, располагает магнитопроводом, который имеет на обоих стержнях по две катушки с первичной и вторичной обмотками. Катушки первичной обмотки закрепляются внизу сердечника в неподвижном состоянии, в то время как катушки вторичной обмотки перемещаются вдоль стержня винтовой пары.
Регулировка рабочего параметра производится путем изменения расстояния между первичной и вторичной обмотками. Во время увеличения данного состояния магнитный поток рассеяния увеличивается, а параметр уменьшается. Данный принцип использует сварочный трансформатор ТС-120, трансформаторный аппарат ТС-300 и ТС-500. Также подобная схема положена в основу работы такого приспособления, как сварочный аппарат типа ТСК-300, ТСК-500, ТД-300 и ТД-500.
Преимущества современного трансформаторного аппарат переменного тока
Трансформатор переменного тока, выпускающийся сегодня, — универсальный аппарат для подключения к однофазной сети переменного тока 220В, а также трехфазной сети 3х380. Современный сварочный аппарат трансформаторного типа широко распространен в среде профессиональных и любительских сварщиков.
Стоит отметить, что сварочный аппарат позволяет производить различного рода ремонтные работы в мастерских, оборудованных для работы, а также в неприспособленных бытовых условиях, в строительной отрасли. Как уже было сказано, современные аппараты способны взаимодействовать с однофазной или трехфазной сетью, что прибавляет им удобство и универсальность.
Сварочный аппарат может снабжаться неразъемными кабелями: кабелем с держателем электрода, с зажимом массу (удобно при заземлении), сетевым кабелем. Практически каждый современный сварочный аппарат располагает удобной системой плавной регулировки параметра, функцией защиты от залипания, перегрузок, мощным вентилятором принудительного охлаждения.
Интересно знать, что некоторые производители беспокоятся заранее об удобстве транспортировки устройства, и снабжают трансформатор колесами. Детального рассмотрения требуют технические характеристики, которые в большинстве случаев не отличаются, и являются стандартными для многих устройств.
- Напряжение (номинальное) 1 – 220В;
- Напряжение (номинальное) 2 – 380В;
- Минимальный показатель тока – 55А;
- Максимальный показатель – 250А;
- Минимальный диаметр электрода – 2 миллиметра;
- Максимальный диаметр электрода – 5 миллиметров.
Трансформатор переменного тока помогает как в профессиональной деятельности, так и в бытовой жизни, что делает его универсальным и выгодным в работе. Владея всей необходимой информацией касательно данных устройств, можно выбрать удачный трансформатор для удобной работы.
Сварочные аппараты с отдельным дросселем
Сварочные аппараты с отдельным дросселем состоят из понижающего трансформатора и дросселя регулятора тока. Трансформатор имеет сердечник (магнитопровод) из отштампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная и вторичная обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60–70 В. Небольшое магнитное рассеяние и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий к.п.д. трансформатора.
Последовательно вторичной обмотке в сварочную цепь включена обмотка (из голой медной шины) дросселя (регулятора тока). Сердечник дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной, на которой расположена обмотка дросселя, и подвижной, перемещаемой с помощью винтовой пары. При вращении рукоятки по часовой стрелке воздушный зазор увеличивается, а против часовой стрелки – уменьшается.
При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий э.д.с. дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения. При возникновении дуги сварочный ток уменьшается, вслед за ним уменьшается э.д.с. самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода.
Изменяя зазор между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление дросселя и тем самым ток в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабляется, уменьшаются э.д.с. самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочного тока.
При уменьшении зазора сварочный ток уменьшается. По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Они просты и безопасны в работе.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
3.6.2. Слежка за отдельным человеком
3.6.2. Слежка за отдельным человеком Тщательно следить за людьми приходится с конкретной целью:— их детальной разработки для предполагаемой вербовки, похищения, шантажа, разоблачения или ликвидации;— выхода на разыскиваемое лицо, каковое вероятно контактирует (или
Космические аппараты
Космические аппараты Космические аппараты – аппараты, предназначенные для реализации различных задач в космическом пространстве, а также обеспечения возможности проведения различных исследовательских работ непосредственно на поверхности различных небесных тел.
Сварочные трансформаторы
Сварочные трансформаторы Трансформатором называют электромагнитный аппарат, преобразующий переменный ток одного напряжения в переменный ток другого напряжения той же частоты. Работа трансформатора основана на электромагнитном взаимодействии двух или нескольких не
Сварочные аппараты переменного тока
Сварочные аппараты переменного тока Сварочные аппараты переменного тока состоят из понижающего трансформатора и специального устройства, создающего падающую внешнюю характеристику и регулирующего сварочный ток.Они подразделяются на две группы:• аппараты, состоящие
Сварочные аппараты со встроенным дросселем
Сварочные аппараты со встроенным дросселем Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный
Сварочные выпрямители
Сварочные выпрямители Сварочные выпрямители представляют собой устройство, предназначенное для преобразования переменного тока в постоянный (выпрямленный).Оно состоит из следующих основных узлов: силового трансформатора для понижения напряжения сети до необходимого
Сварочные флюсы
Сварочные флюсы Сварочным флюсом называют неметаллический материал, расплав которого необходим для сварки и улучшения качества шва.Взаимодействуя в процессе сварки с жидким металлом, расплавленный флюс в значительной степени определяет химический состав металла, а
Сварочные полуавтоматы и автоматы
Сварочные полуавтоматы и автоматы Аргонодуговая сварка неплавящимся или плавящимся электродом производится на постоянном и переменном токе. Установка для ручной сварки постоянным током состоит из сварочного генератора постоянного тока или сварочного выпрямителя,
Сварочные принадлежности и инструменты сварщика
Сварочные принадлежности и инструменты сварщика 1. Рабочее место При постоянной работе рекомендуется организовать свое место. Примером может служить рабочая кабина размером 2 ? 2,5 м с приточно-вытяжной вентиляцией с воздухообменом не менее 40 м3/час. Стены выполняют из
Рост производства продукции за пятилетку по отдельным районам области
Рост производства продукции за пятилетку по отдельным районам области В процентах к предыдущему году 1975 г. в % к 1970 г. 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. г. Горький 108,8 105,1 105,2 106,4 107,7 137,9 Арзамасский район 107,9 111,0 116,7 114,8 117,8 189,0 Балахнинский район 103,9 95,2 106,8 107,6 108,9 123,8 Богородский
Рост производительности труда за пятилетку по отдельным районам области
Рост производительности труда за пятилетку по отдельным районам области В процентах к предыдущему году 1975 г. в % к 1970 г. 1971 г. 1972 г. 1973 г. 1974 г. 1975 г. г. Горький 107,5 104,9 105,2 106,6 107,1 135,5 Арзамасский район 104,0 103,3 111,4 109,7 112,0 147,1 Балахнинский
Сварочные аппараты со встроенным дросселем
Сердечник трансформатора состоит из основного магнитопровода, на котором расположены первичная и вторичная обмотки собственно трансформатора, и добавочного магнитопровода с обмоткой – дросселя (регулятор тока). Добавочный магнитопровод расположен над основным и состоит из неподвижной и подвижной частей, между которыми при помощи винтового механизма устанавливается необходимый воздушный зазор.
Магнитный поток, создаваемый обмоткой дросселя, может иметь попутное или встречное направление с потоком, создаваемым вторичной обмоткой трансформатора, в зависимости от того, как включены эти обмотки. При встречном соединении магнитные потоки, возникающие при прохождении тока во вторичной обмотке трансформатора и обмотке регулятора тока, будут направлены навстречу друг другу. Регулирование сварочного тока производится изменением воздушного зазора – чем больше зазор, тем больше сварочный ток.
Сварочные аппараты с увеличенным магнитным рассеянием делятся на две группы: с подвижными обмотками и с магнитным шунтом. У обычных силовых трансформаторов первичная и вторичная обмотки максимально сближены, потоки рассеяния минимальные и поэтому внешняя характеристика жесткая. У трансформаторов сварочных аппаратов с увеличенным магнитным рассеянием первичная и вторичная обмотки разведены, потоки рассеяния большие, а внешняя характеристика падающая.
Сварочный трансформатор с подвижными обмотками имеет магнитопровод, на обоих стержнях которого расположены по две катушки, одна с первичной обмоткой, а вторая со вторичной. Катушки первичной обмотки закреплены неподвижно в нижней части сердечника, катушки вторичной обмотки перемещаются по стержням с помощью винтовой пары.
Сварочный ток регулируют изменением расстояния между первичными и вторичными обмотками. При увеличении этого расстояния магнитный поток рассеяния возрастает, а сварочный ток уменьшается. По этому принципу изготовлены сварочные аппараты типа ТС, ТСК, ТД с алюминиевыми обмотками. Сварочные аппараты типа ТСК имеют конденсаторы, которые включены параллельно первичным обмоткам. Они способствуют повышению коэффициента мощности.
Трансформатор типа ТД имеет два диапазона сварочных токов: большие токи – при параллельных соединениях катушек первичной и вторичной обмоток, и малые токи – при последовательных соединениях обмоток. При этом небольшая часть первичной обмотки отключается и этим повышают напряжение холостого хода, что обеспечивает устойчивое зажигание и горение дуги при малых токах. Переключение обмоток производится одновременно пакетным переключателем. В каждом диапазоне сварочный ток плавно регулируют, изменяя расстояние между катушками первичной и вторичной обмоток. Для сварочных работ в монтажных условиях выпускаются облегченные переносные сварочные аппараты с подвижными катушками обмоток ТД–102 и ТД–306.
Трансформатор ТД–102 номинальной мощностью 11,4 кВ?А имеет пределы регулирования сварочного тока 55–175 А. С помощью барабанного переключателя производят ступенчатое регулирование сварочного тока (два диапазона). Плавное регулирование в пределах каждого диапазона обеспечивается перемещением первичной обмотки с помощью ходового винта и рукоятки регулятора тока. При вращении рукоятки по часовой стрелке катушки обмоток сближаются и сварочный ток увеличивается. Масса аппарата ТД–102–38 кг.
Аппарат ТД–306 имеет номинальную мощность 19,4 кВ?А, пределы регулирования сварочного тока 90–300 А и массу 71 кг.
В условиях строительно-монтажной площадки особенно удобны трансформаторы ТД–304, имеющие устройство для дистанционного регулирования сварочного тока.
Для автоматической дуговой сварки под флюсом используются трансформаторы с управляемым магнитом шунтом. Принцип их действия основан на создании повышенных магнитных полей рассеяния при изменении магнитного насыщения управляемого шунта. Шунт имеет обмотку управления, которую подключают к источнику постоянного напряжения.
Сварочные трансформаторы с управляемым шунтом типа ТДФ состоят из трансформатора, регулятора тока и блока защитной и вспомогательной аппаратуры. Трансформатор имеет магнитопровод стержневого типа, первичная обмотка – две секции, расположена на стержнях в нижней части магнитопровода. Вторичная обмотка многосекционная. Основные ее части расположены на стержнях в верхней части магнитопровода, а дополнительные секции, с меньшим числом витков, размещены совместно с первичной обмоткой на стержнях в нижней части магнитопровода.
Такое расположение вторичной обмотки обеспечивает хорошее качество при переключении ступеней сварочного тока и получение крутопадающей внешней характеристики. Переход от ступени малых токов на ступень больших токов выполняется пакетным выключателем. Магнитный шунт с четырьмя обмотками управления расположен в центре между первичной и вторичной обмотками.
Трехфазные сварочные аппараты применяют при сварке трехфазной дугой спаренными электродами. Процесс сварки осуществляется сварочными дугами, которые возбуждаются между каждым электродом и свариваемой деталью и между электродами.
Сварочный аппарат состоит из трехфазного трансформатора, регулятора сварочного тока и магнитного контактора. Первичная обмотка включается в силовую сеть напряжением 220 В с соединение обмоток в «треугольник») или 380 В (соединение обмоток в «звезду»). Вторичная обмотка имеет по две катушки на каждом стержне и выполнена из голой медной шины.
Регулятор сварочного тока состоит из двух магнитопроводов с изменяющимися воздушными зазорами и трех обмоток. Две обмотки расположены на одном магнитопроводе и подключены к спаренным в едином электрододержателе электродам, изолированным друг от друга.
Третья обмотка расположена на втором магнитопроводе и подключена к свариваемой детали. Регулятор вмонтирован в общий корпус и снабжен двумя рукоятками, с помощью которых производится регулирование сварочного тока (изменением воздушных зазоров в магнитопроводах). Одной рукояткой регулируют ток одновременно в обеих фазах, подключенных к электродам, а второй рукояткой – в фазе свариваемого изделия. Магнитный контактор служит для включения и размыкания цепи спаренных электродов. В начальный момент при возбуждении дуги сварочная цепь замыкается через свариваемую деталь и один из электродов. Ток проходит по обмотке регулятора и обмотке контактора. Контактор включает обмотку регулятора. Возникает вторая дуга. При отводе электродов от детали ток в обмотках прекращается и контактор гасит дугу между электродами. Для получения токов высокой частоты и высокого напряжения применяют осцилляторы параллельного и последовательного включений.
Осциллятор включают непосредственно в питающую сеть напряжением 220 В. Он состоит из повышающего трансформатора и колебательного контура. Трансформатор повышает напряжение с 220 до 6000 В. Колебательный контур, состоящий из высокочастотного трансформатора (ВЧТ), конденсатора и разрядника, вырабатывает высокочастотный ток.
Контур связан со сварочной цепью индуктивно через трансформатор ВЧТ, выводы вторичной обмотки которой присоединяют один к клемме «земля» выводной панели, а другой ко второй клемме через конденсатор и предохранитель.
Осцилляторы последовательного включения (М–3, ОС–1) применяют в установках для дуговой сварки в защитных газах. Они обеспечивают более надежную защиту генератора (или силового выпрямительного блока) от пробоя высокочастотным напряжением осциллятора. При применении осциллятора дуга загорается даже без прикосновения электрода к изделию (при зазоре 1–2 мм), что объясняется предварительной ионизацией воздушного промежутка между электродом и свариваемой деталью.
Сварочные аппараты переменного тока
Применяемые на заводах и на строительно-монтажных площадках сварочные аппараты переменного тока подразделяют на четыре основные группы:
1.С отдельным дросселем типа СТЭ.
2.Со встроенным дросселем типа СТН и ТСД.
3.С подвижным магнитным шунтом типа СТАН.
4.С увеличенным магнитным рассеянием и подвижной обмоткой типа ТС и ТСК.
Эти группы отличаются по конструкции и по электрической схеме. Сварочные аппараты состоят из понижающего трансформатора и специального устройства. Трансформатор обеспечивает питание дуги переменным током напряжением 60. 70 В, а специальное устройство служит для создания падающей внешней характеристики и регулирования величины сварочного тока.
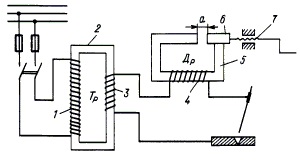
Рассмотрим принцип работы сварочных аппаратов переменного тока на примере сварочных аппаратов с отдельным дросселем (рис. 13.1), состоящих из понижающего трансформатора и дросселя.
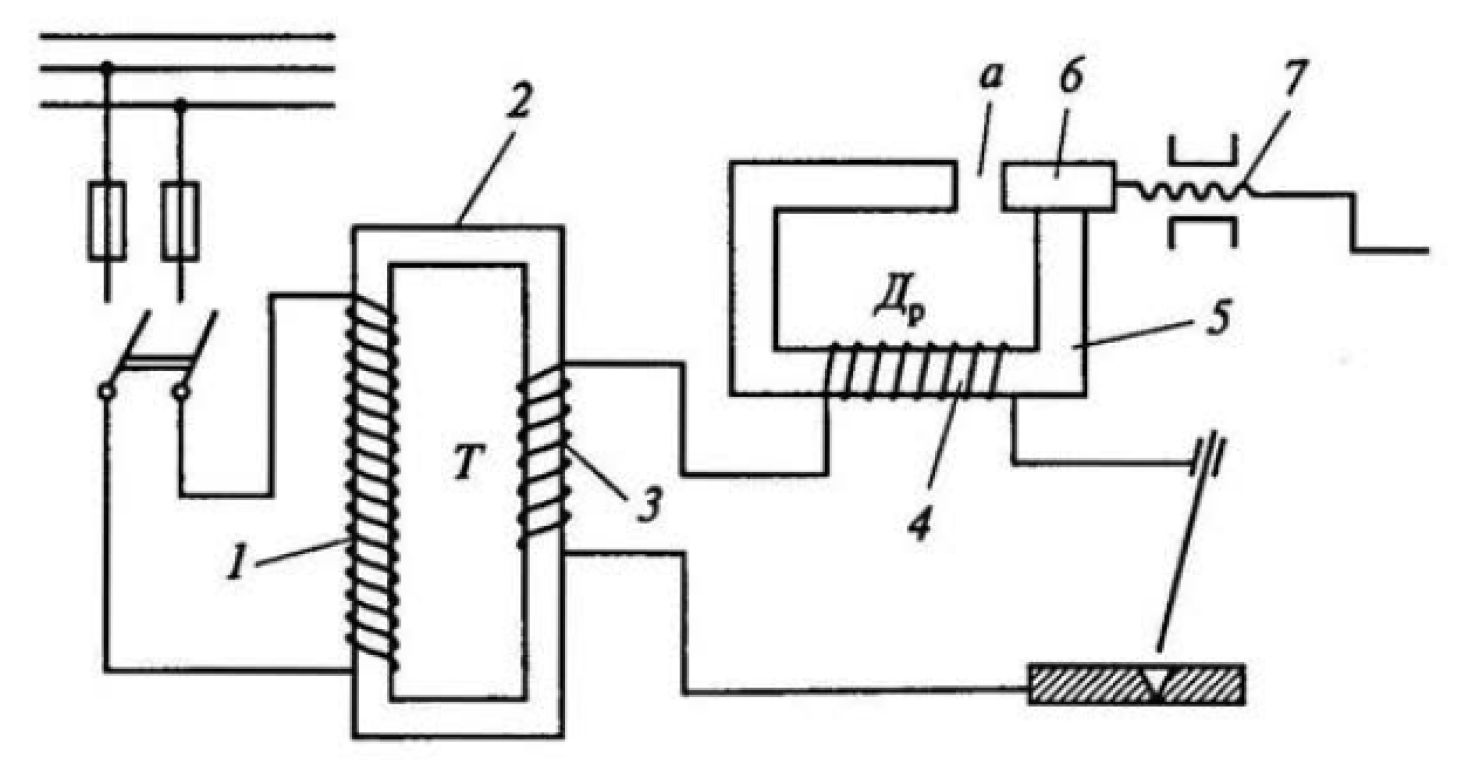 Рис. 13.1. Схема сварочного трансформатора с отдельным дросселем: 1, 3 — соответственно первичная и вторичная обмотки; 2 - сердечник; 4 — обмотка дросселя Др; 5, 6 — соответственно неподвижная и подвижная части сердечника; 7 — винтовое приспособление; а — зазор |
Трансформатор Т имеет сердечник (магнитопровод) 2 из штампованных пластин, изготовленных из тонкой трансформаторной стали толщиной 0,5 мм. На сердечнике расположены первичная 1 и вторичная 3 обмотки. Первичная обмотка из изолированной проволоки подключается к сети переменного тока напряжением 220 или 380 В. Во вторичной обмотке, изготовленной из медной шины, индуцируется ток напряжением 60. 70 В. Небольшое магнитное рассеивание и малое омическое сопротивление обмоток обеспечивают незначительное внутреннее падение напряжения и высокий КПД трансформатора. Последовательно вторичной обмотке в сварочную цепь включена обмотка 4 дросселя Др (регулятора тока). Сердечник (магнитопровод) дросселя набран из пластин тонкой трансформаторной стали и состоит из двух частей: неподвижной 5, на которой расположена обмотка дросселя, и подвижной 6, перемещаемой с помощью винтового приспособления 7.
Дроссель предназначен для регулирования сварочной силы тока и создания падающей внешней характеристики трансформатора на дуге. При возбуждении дуги (при коротком замыкании) большой ток, проходя через обмотку дросселя, создает мощный магнитный поток, наводящий ЭДС дросселя, направленную против напряжения трансформатора. Вторичное напряжение, развиваемое трансформатором, полностью поглощается падением напряжения в дросселе. Напряжение в сварочной цепи почти достигает нулевого значения.
При возникновении дуги сварочная сила тока уменьшается; вслед за этим уменьшается ЭДС самоиндукции дросселя, направленная против напряжения трансформатора, и в сварочной цепи устанавливается рабочее напряжение, необходимое для устойчивого горения дуги, меньшее, чем напряжение холостого хода. Изменяя величину зазора а между неподвижным и подвижным магнитопроводом, изменяют индуктивное сопротивление дросселя и тем самым силу тока в сварочной цепи. При увеличении зазора магнитное сопротивление магнитопровода дросселя увеличивается, магнитный поток ослабевает, уменьшается ЭДС самоиндукции катушки и ее индуктивное сопротивление. Это приводит к возрастанию сварочной силы тока. При уменьшении зазора сварочная сила тока уменьшается.
По этой схеме изготовлены и эксплуатируются сварочные трансформаторы типа СТЭ. Такие трансформаторы широко применяются на строительномонтажных площадках, на заводах и при сварке магистральных трубопроводов.
Сварочные трансформаторы
Существуют следующие основные типы сварочных аппаратов:
- трансформаторы;
- выпрямители;
- инверторы.
- полуавтоматы;
- генераторы - сварочные аппараты с бензиновым или дизельным электрогенератором;
- и прочие промышленные аппараты.
Немного о терминологии
При выборе сварочных аппаратов и ознакомлении с их характеристиками приходится сталкиваться со специальными терминами, значение которых желательно знать, чтобы не ошибиться в выборе. Вот некоторые из них.
AC (англ. alternating current) - переменный ток.
DC (англ. direct current) - постоянный ток.
MMA (англ. Manual Metal Arc) - ручная дуговая сварка штучными электродами. Известна у нас под названием РДС.
TIG (англ. Tungsten Inert Gas) - ручная сварка вольфрамовыми неплавящимися электродами в среде защитного газа (аргона).
MIG/MAG (англ. Metal Inert/Active Gas) - полуавтоматическая дуговая сварка плавящейся электродной проволокой в среде инертного (MIG) или активного (MAG) газа с автоматической подачей проволоки.
ПВ (ПР, ПН, ПВР) - продолжительность включения - время, которое аппарат способен работать при определенном токе (ток указывается вместе с ПВ) до автоматического отключения из-за перегрева. Значение ПВ указывается в процентах по отношению к стандартному циклу, принимаемому равным 10 или 5 минутам. Если ПВ равно 50%, это означает, что при цикле 10 минут, после 5 минут непрерывной работы требуется 5 минут простоя для охлаждения аппарата. Этот параметр может быть равен и 10%, поэтому на него нужно обязательно обращать внимание. В понятия: продолжительность включения (ПВ), продолжительность работы (ПР), продолжительность нагрузки (ПН) вкладывают разный смысл, но суть одна - непрерывность сварки.
Сварочные трансформаторы
Сварочный трансформатор - это устройство, преобразующее переменное напряжение входной сети в переменное напряжение для электросварки. Основным его узлом является силовой трансформатор, с помощью которого сетевое напряжение снижается до напряжения холостого хода (вторичное напряжение), составляющего обычно 50-60В.
Простая для понимания схема сварочного трансформатора имеет следующий вид:
Простая схема сварочного трансформатора: 1 - трансформатор; 2 - реактор с переменной индуктивностью; 3 - электрод; 4 - свариваемая деталь.
Для ограничения тока короткого замыкания и устойчивого горения дуги трансформатор должен иметь круто падающую внешнюю вольт-амперную характеристику (про вольт-амперную характеристику читайте в конце статьи). Для этого либо используют трансформаторы с увеличенным рассеянием, вследствие чего сопротивление при коротком замыкании оказывается у них в несколько раз больше, чем у обычных силовых трансформаторов. Либо в цепь с трансформатором с нормальным рассеянием включают реактивную катушку с большим индуктивным сопротивлением - дроссель (дроссель может быть включен не в цепь вторичной обмотки, а в цепь первичной, где меньше ток). Если у дросселя можно изменять индуктивность, регулируя её, изменяют форму внешней вольт-амперной характеристики трансформатора и ток дуги I21 или I22, соответствующий напряжению дуги Uд.
Регулирование сварочного тока. Сила тока в сварочных трансформаторах может регулироваться изменением индуктивного сопротивления цепи (амплитудное регулирование с нормальным или увеличенным магнитным рассеянием) или с помощью тиристоров (фазное регулирование).
В трансформаторах амплитудного регулирования, необходимые параметры сварочного тока обеспечиваются перемещением подвижных катушек, магнитных шунтов или с помощью отдельной реактивной катушки как на рисунке выше. При этом синусоидальная форма переменного тока не изменяется.
Схема сварочного трансформатора с подвижными обмотками: 1 - первичная обмотка, 2 - вторичная, 3 - стержневой магнитопровод, 4 - винтовой привод.
Схема сварочного трансформатора с подвижным магнитным шунтом: 1 - первичная обмотка, 2 - вторичная, 3 - стержневой магнитопровод, 4 - подвижный магнитный шунт, 5 - винтовой привод.
Разновидности трансформаторов с подвижным магнитным шунтом
Может быть простое переключение количества используемых витков обмотки трансформатора, для уменьшения напряжения холостого хода и следовательно тока сварки.
Трансформаторы с тиристорным (фазовым) регулированием состоят из силового трансформатора и тиристорного фазорегулятора с двумя встречно-параллельными тиристорами и системой управления. Принцип фазового регулирования состоит в преобразовании синусоидальной формы тока в знакопеременные импульсы, амплитуда и длительность которых определяются углом (фазой) включения тиристоров.
Схема сварочного трансформатора с тиристорным управлением. БЗ - блок задания, БФУ - блок фазового управления.
Осциллограмма для трансформатора с тиристорным управлением без использования приемов сглаживания
Применение тиристорного фазорегулятора позволяет получить сварочный аппарат, характеристики которого выгодно отличаются от характеристик трансформатора с амплитудным регулированием. В более сложных схемах управления, чем на рисунке выше, формируется переменный ток прямоугольной формы. А при этом, например, достигается повышенная скорость перехода импульса через нулевое значение, вследствие чего уменьшается время безтоковых пауз и повышается устойчивость горения дуги и качество сварного шва. Что нельзя сказать про осциллограмму изображенную выше, на ней безтоквые промежутки больше чем у трансформаторов с амплитудным регулированием и качество сварки хуже.
Другое достоинство тиристорных аппаратов заключается в простоте и надежности силового трансформатора. Отсутствие стальных шунтов, подвижных частей и связанных с ними повышенных вибраций делает трансформатор простым в изготовлении и долговечным в работе.
По типу питающей сети сварочные трансформаторы бывают однофазными и трехфазными. Последние, как правило, могут подключаться и к однофазной сети. На рисунке ниже представлены однофазный и трехфазный трансформаторы с регулированием тока магнитным шунтом.
Достоинства и недостатки сварочных трансформаторов. К достоинствам сварочных трансформаторов относятся сравнительно высокий КПД (70-90%), простота эксплуатации и ремонта, надежность и дешевизна.
Список недостатков более обширен. Прежде всего, это низкая стабильность горения дуги, обусловленная свойствами самого переменного тока (наличие безтоковых пауз при переходе электрического сигнала через ноль). Для качественной сварки необходимо использовать специальные электроды, предназначенные для работы при переменном токе. Отрицательно сказываются на стабильности горения дуги и колебания входного напряжения.
Сварочным трансформатором нельзя варить нержавеющую сталь, которая требует постоянного тока, и цветные металлы.
Если мощность сварочного аппарата переменного тока достаточно велика, его вес может доставлять определенные трудности при переносе трансформатора с места на место.
И, тем не менее, недорогой, надежный и неприхотливый сварочный трансформатор - не такой уж плохой выбор для дома. Особенно в том случае, если варить приходится редко, а средств на покупку более функциональной модели не хватает.
Читайте также: