Сварочный трансформатор сварочный выпрямитель
Обновлено: 17.04.2024
Для преобразования переменного тока в постоянный в современной промышленности используют полупроводники, которые в контакте с металлами образуют электрические вентили — приборы, обладающие способностью хорошо проводить электрический ток в одном (прямом проводящем) направлении и плохо в обратном (запирающем) направлении. Для изготовления достаточно мощных вентилей пригодны особым образом приготовленные полупроводники из селена, германия и кремния высокой чистоты. Селеновые вентили’ нашли наиболее широкое применение. Германий целесообразен лишь для относительно небольших токов, обычно не свыше 50 а. Наиболее перспективен для выпрямителей значительной мощности кремний, он удобен для выпрямления токов в сотни и тысяч ампер. По мере развития производства кремниевых выпрямителей они становятся совершеннее в техническом отношении и стоимость их постепенно снижается.
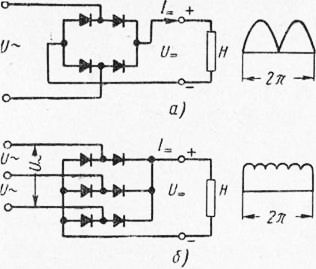
Основным фактором, ограничивающим мощность выпрямителей, является их нагрев, нарушающий нормальную работу. Поэтому мощность и надежность работы выпрямителя зависит от совершенства и надежности его охлаждения, которое во многих случаях производится специальным вентилятором. Число вентилей в выпрямителе определяется схемой выпрямления, значениями выпрямленного тока и его напряжения. В сварочных выпрямителях обычно применяются одно- или трехфазные мостовые схемы двухполупе-риодного выпрямления (рис. 1).
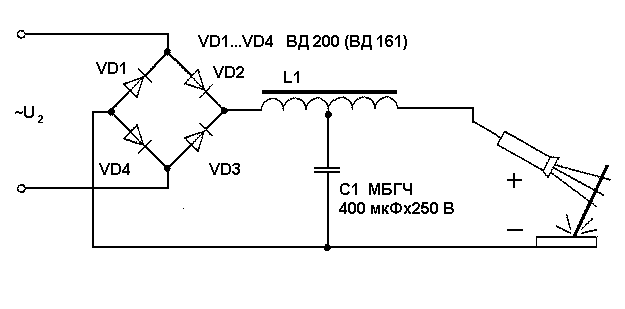
В однофазной мостовой схеме вентили включены в четыре плеча моста (рис. 1, а). Нагрузка Н включена в одну диагональ моста, она питается выпрямленным током I =; действующее значение выпрямленного напряжения на выходе U — .К другой диагонали моста подведен однофазный переменный ток с действующим значением напряжения U Частота пульсаций выпрямленного тока 100 гц. В трехфазной мостовой схеме (схема Ларионова) вентили включены в шесть плеч трехфазного моста; пульсации выпрямленного напряжения уменьшены, частота их 300 гц (рис. 1, б). Трехфазная система выпрямления имеет ряд преимуществ перед однофазной: выше устойчивость дуги, равномерная нагрузка всех трех фаз силовой сети переменного тока, лучше используется трансформатор, питающий выпрямитель. Поэтому обычно в сварочных выпрямителях используется трехфазная схема выпрямления.
Однофазная мостовая схема обычно применяется в комбинированных источниках питания, когда сварка может производиться на постоянном токе при включенном блоке вентилей или на переменном токе при отключенных вентилях. Простейший сварочный выпрямитель с падающей характеристикой, состоящий из трансформатора с увеличенным магнитным рассеянием и блока вентилей, удовлетворяет требованиям к обычным источникам для ручной дуговой сварки.
Трансформаторы для выпрямителей могут быть построены по тем же схемам, что и сварочные трансформаторы. Существуют и более сложные схемы сварочных выпрямителей, с регулировочными дросселями насыщения, со стабилизаторами напряжения и пр. Целесообразность таких устройств сомнительна из-за сложности и высокой стоимости; вряд ли они смогут конкурировать с электромашинными преобразователями в условиях ручной дуговой сварки. Конечно, для специальных целей более сложные устройства могут быть вполне целесообразными. Приведем основные технические данные сварочных выпрямителей ВД-101 и ВД-301 для ручной дуговой сварки. Выпрямители передвижные, состоят из понижающего трехфазного трансформатора с увеличенным магнитным рассеянием, выпрямительного кремниевого блока с вентилятором для охлаждения, пускорегулирую-щей и защитной аппаратуры (рис. 2). Сопоставление сварочных выпрямителей с электромашинными преобразователями указывает на явные преимущества первых.
Подобно электромашинным преобразователям, сварочные выпрямители могут быть не только однопостовыми с падающей внешней характеристикой, но и многопостовыми с жесткой характеристикой, с питанием отдельных сварочных постов через балластные реостаты. Наша промышленность выпускает многопостовые сварочные выпрямители на выпрямленный ток 1000, 1600 и 3000 а для одновременного питания постоянным током 6, 9 и 18 сварочных постов, рассчитанных на ток до 300 а каждый, при коэффициенте одновременности работы постов 0,6. Мощность, потребляемая выпрямителями из питающей силовой сети при полной загрузке, соответственно 77, 123 и 230 ква при cos ф = 0,89.
Опыт показывает, что выпрямители экономичнее электромашинных преобразователей, удобнее в эксплуатации, дают более устойчивую дугу, меньшее разбрызгивание металла, обладают лучшими динамическими свойствами и повышенным быстродействием сварочной цепи. Электромашинные преобразователи сохранят значение для сетей со значительно колеблющимся напряжением. Применение в этих случаях выпрямителей со сложными стабилизаторами питающего напряжения во многих случаях нецелесообразно.
Преимущества сварочных выпрямителей перед преобразователями заключаются в отсутствии вращающихся частей, более высоком к. п. д. и меньших потерях энергии при холостом ходе, бесшумности работы, равномерной загрузке трехфазной сети, меньшей массе и более широких пределах регулирования сварочного тока и напряжения. Эти преимущества позволяют широко использовать сварочные выпрямители вместо преобразователей, особенно в условиях стационарного производства.
Сварочный выпрямитель состоит из двух основных частей: понижающего (обычно трехфазного) трансформатора с устройством для регулирования тока или напряжения и выпрямительного блока, состоящего из селеновых или кремниевых вентилей.
Конструкцию сварочного выпрямителя несколько усложняет входящий в него вентилятор для охлаждения выпрямительного блока. Вентилятор сблокирован с выпрямителем воздушным реле. Если вентилятор поврежден, то выпрямитель не включается, если повреждение произойдет во время работы, то выпрямитель выключится.
Промышленностью выпускаются однопостовые и многопостовые сварочные выпрямители. Однопостовые выпрямители рассчитаны на получение либо жесткой и пологопадающей, либо крутопадающей вольт-амперной характеристики; выпускаются также универсальные выпрямители с крутопадающими и жесткими характеристиками. Сварочный ток чаще всего регулируется изменением расстояния между обмотками трансформатора (подвижные обмотки первичные). Регулирование напряжения производится секционированием первичной обмотки, т. е. изменением коэффициента трансформации.
Многопостовые сварочные выпрямители выпускаются для одновременного питания шести, девяти и восемнадцати сварочных постов; они комплектуются соответствующим количеством балластных реостатов РБ-301.
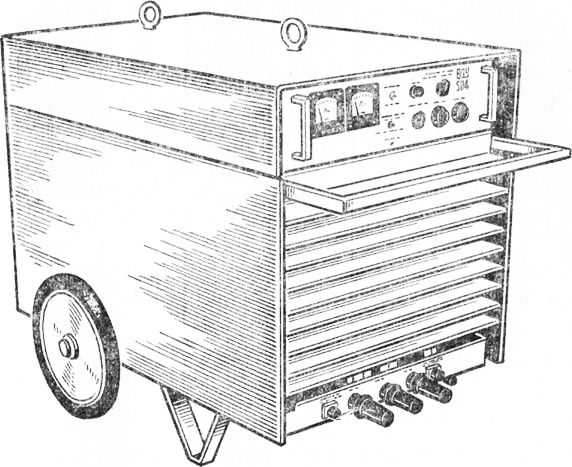
Внешний вид универсального выпрямителя ВДУ -504 представлен на рис. 3.
Выпрямители предназначены для питания сварочных установок различного назначения. Сварочные выпрямители имеют следующие преимущества по сравнению с электромашинными генераторами: широкие пределы регулирования сварочного тока, высокие динамические свойства и технико-экономические показатели, высокий КПД . Они надежны в эксплуатации и просты в обслуживании, работают бесшумно.
К недостаткам сварочных выпрямителей следует отнести: низкий коэффициент мощности, неустойчивость к перегрузкам и токам короткого замыкания, необходимость в искусственном охлаждении, зависимость напряжения от колебания напряжения сети (необходимо применять стабилизаторы напряжения).
В числителе приведено значение для жесткой внешней характеристики, в знаменателе — для мягкой.
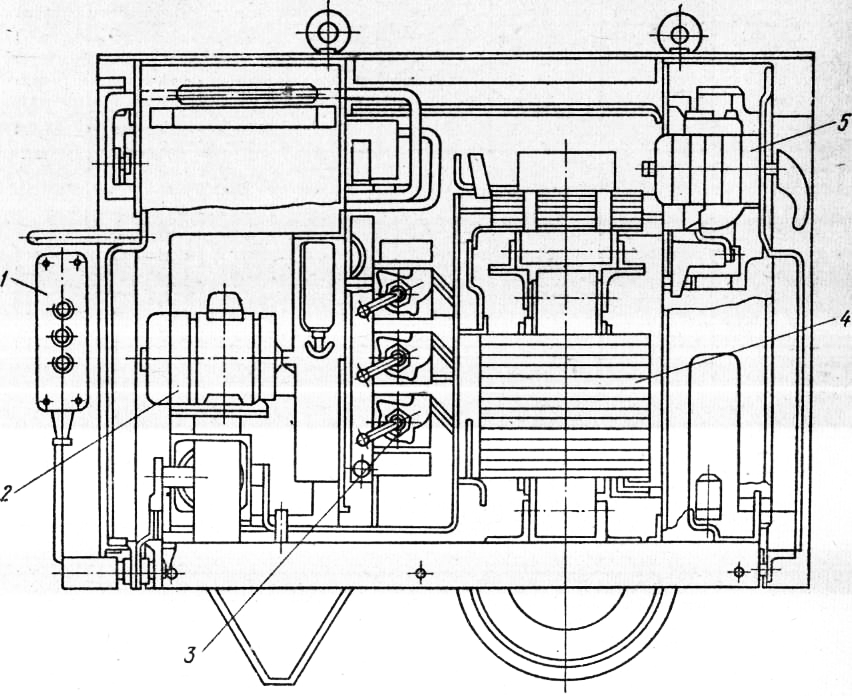
Рис. 4. Сварочный выпрямитель ВДУ -504:
1— пульт управления; 2 — электродвигатель; 3 — дроссели; 4 — трансформатор; 5 — переключатель диапазонов.
Основными составными частями сварочных выпрямителей являются понижающие трансформаторы и полупроводниковые вентили (селеновые и кремниевые). В последнее время широко применяются тиристоры — управляемые кремниевые вентили.
Однопостовые выпрямители. Изготовляются в соответствии с ГОСТ 13821 —68.
Выпрямители типа ВС предназначены для питания автоматов и полуавто, матов при сварке в защитных газах, под флюсом и порошковой проволокой без защиты. На рис. 5 показана электрическая принципиальная схема выпрямителя ВС-600. Внешние характеристики выпрямителей типа ВС пологопадающие и жесткие. Выпрямительный блок собран на селеновых элементах; для снижения скорости нарастания тока короткого замыкания в сварочную цепь последовательно включена индуктивность.
Многопостовые выпрямители. Система многопостовой сварки состоит из сварочных постов, специальных устройств для ограничения сварочного тока (балластных реостатов), распределительной сети и источников питания многопостовых или одно-постовых, работающих параллельно.
К многопостовым источникам питания предъявляются такие требования, как снижение потерь электроэнергии до минимума и ограничение взаимного влияния постов.
Число одновременно обслуживаемых постов, номинальный ток одного поста и коэффициент одновременности включения сварочных постов указываются в паспорте многопостового источника питания.
При многопостовой сварке обычно применяются выпрямители с жесткими внешними характеристиками.
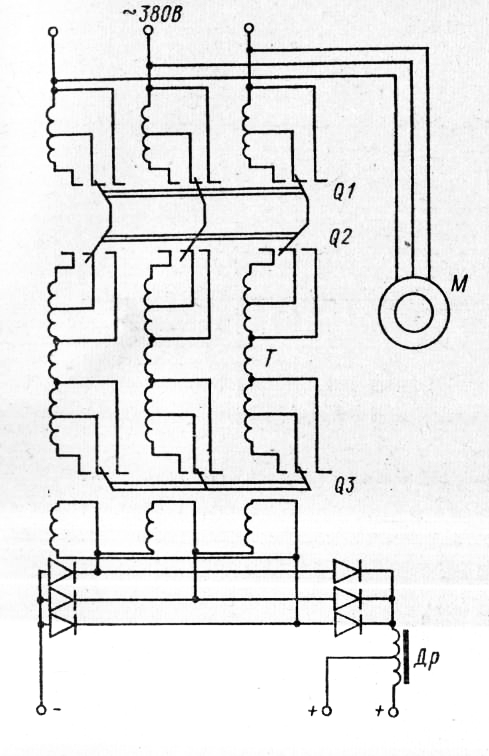
Рис. 5. Электрическая принципиальная
Q1—Q3 — переключатели секций обмоток трансформатора: М — электродвигатель вентилятора: Т — трансформатор; Др — дроссель
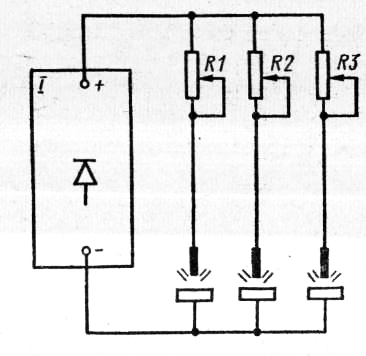
Рис. 6. Электрическая структурная схема многопостовой сварки:
схема сварочного выпрямителя ВС-600:
1 — многопостовой выпрямитель: — R3 — балластные реостаты
Балластные реостаты изготовляются согласно ГОСТ 18636—73.
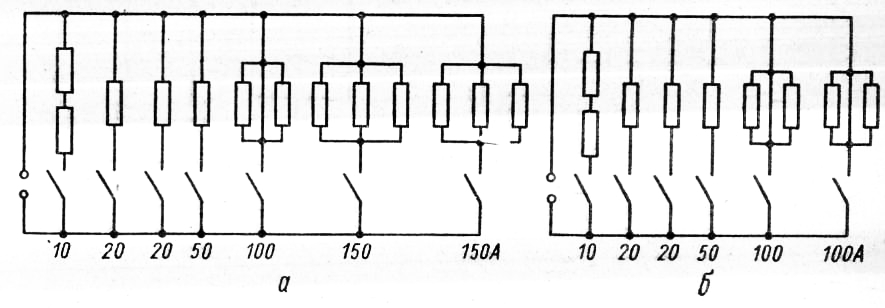
Рис. 7. Электрические структурные схемы балластных реостатов РБ-501 (а) и РБ-301 (б):
10, 20, 50, 100, 150 А — ступени сварочного тока.
К недостаткам многопостовой системы следует отнести то, что при ремонте источника питания не работают все посты; миогопостовые системы имеют низкий КПД . Число одновременно подключаемых постов зависит от мощности источников питания, распределительной сети и нагрузки всех постов.
Электрические принципиальные схемы многопостовых сварочных выпрямителей показаны на рис. 8 и 9.
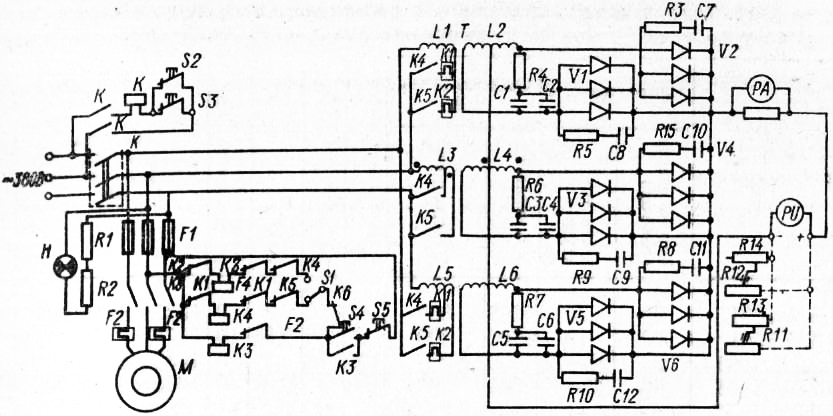
Рис. 8. Электрическая принципиальная схема многопостового сварочного выпрямителя ВДМ -1601:
К — автоматический выключатель: KI — Кб, F2 — реле; SI — переключатель; S2, S3 — путевые выключатели; S4 — кнопка «пуск»; S5 — кнопка «стоп»; F1 — предохранители; Н — лампа сигнальная; РА — амперметр: PU — вольтметр; Т — трансформатор; Ll — L6 — катушки трансформатора; С1 — C12 — конденсаторы; Rl — RI5— резисторы; VI — V6 — выпрямители; М — электродвигатель вентилятора.
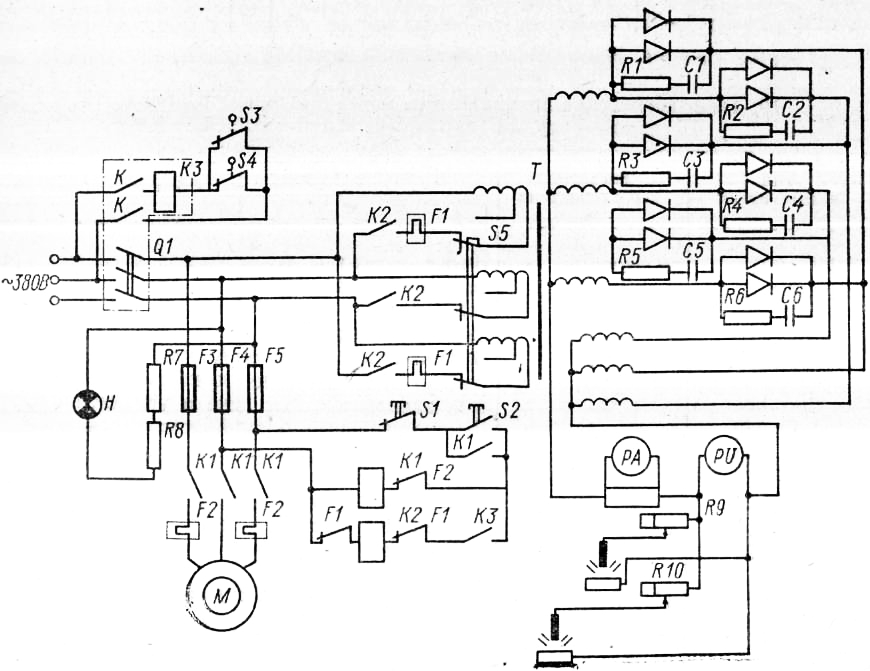
Рис. 9. Электрическая принципиальная схема многопостового сварочного выпрямителя ВКСМ -1000-1-1:
С* — С6 — конденсаторы блока защиты; Q1 — автоматический выключатель; К — контакторы; St — кнопка «стоп»; S2 — кнопка «пуск»; S3, S4 — выключатели: S5 — переключатель напряжения; РА — амперметр: PU — вольтметр; М — электродвигатель вентилятора; Fl, F2 — тепловые реле; RI — R10 — резисторы.
В настоящее время самым распространенным источником питания при сварке постоянным током является сварочный выпрямитель.
Сварочные выпрямители в сравнении со сварочными преобразователями имеют существенные преимущества: у них меньше стоимость, потери холостого хода, масса и габариты, уровень шума, более высокий коэффициент полезного действия, лучшие динамические свойства и быстродействие, более устойчивое горение сварочной дуги. Недостатком сварочные выпрямителей является чувствительность к колебаниям напряжения сети. В этих условиях целесообразно применение сварочных преобразователей.
Современные сварочные выпрямители для ручной сварки выпускаются в соответствии с ГОСТ 13821—77 («Выпрямители одно-постовые с падающими внешними характеристиками для дуговой сварки». Общие технические условия).
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
трансформаторы
Сварочный трансформатор используется для преобразования высокого напряжения источника питания (220 или 380 В) в низкое, которое используется в сварочной электрической цепи. Тип сварки определяет конструкцию сварочного трансформатора (далее – СТ). Существуют следующие виды электросварки:
- дуговая. Соединение заготовок происходит за счёт нагрева и расплавления их кромок электрической дугой, создаваемой сварочными электродами;
- контактная. Соединение образуется в результате нагрева сварочными электродами соединяемых металлических деталей проходящим через зону контакта электрическим током. Одновременно с нагревом, в этой зоне действует сильное сжимающее усилие.
Другими словами, СТ – это источник сварочного тока.
Трансформаторный сварочный аппарат — какие они бывают
Существуют трансформаторные сварочные аппараты (далее – ТСА) двух типов (соответственно видам электросварки – смотри выше).
ТСА дуговой сварки состоит из:
ТСА контактной сварки не имеет сварочных проводов, т. к. у него иная конструкция держателей электродов.
Провода и держатели электродов в различных моделях СТ соответствующих типов применяются идентичные. Поэтому, остановимся на источниках тока.
По сравнению со своими сварочными «собратьями»: выпрямителем и инвертором – СТ имеет значительно более простую конструкцию. Благодаря этому он имеет ряд достоинств:
- -проще обслуживание;
- -выше надёжность;
- -ниже стоимость;
- -выше ремонтопригодность (про возможные поломки смотрите в статье «Ремонт сварочных трансформаторов«.

Но есть у него существенные недостатки:
- -отсутствуют дополнительные опции;
- -значительно сложнее эксплуатация;
- —напряжение на первичной обмотке, для обеспечения штатной работы СТА, не может отклоняться от номинального более чем на: ±5…10%;
- -большая масса.
Регулировка сварочного тока в СТ осуществляется следующим образом:
- —плавная — изменением величины индуктивного сопротивления цепи. Изменяется величина воздушного зазора в магнитопроводе;
- —ступенчатая — посредством секционирования числа витков вторичной и/или первичной обмотки. При помощи коммутатора (переключателя) в электрическую цепь включается разное количество витков обмоток.

«Сварочный трансформатор с регулированием сварочного тока изменением величины зазора между катушками». Источник фото — Википедия. Очень хорошо показаны органы регулировки тока.
Сварочные трансформаторы подразделяются по следующим признакам:
- —по электрической мощности, которая определяется силой сварочного тока. Этот ток протекает по вторичной цепи: чем больше мощность, тем более толстый материал способен обрабатывать ваш гаджет;
- —по количеству постов (обслуживаемых рабочих мест);
- —по параметрам источника электропитания:
- -однофазная сеть 220В;
- -трёхфазная — 380В.
Кроме того, СТ дуговой сварки делятся на виды по конструкции механизма, устанавливающего величину сварочного тока (смотри выше).
СТ контактной сварки делятся на типы в зависимости от:
- -типа сварки:
- -стыковая;
- -точечная;
- -шовная;
- -рельефная;
- -механизма регулировки длительности сварочного импульса. Применяются регуляторы:
- -релейномеханический;
- -электронный.
Какой выбрать
Чтобы правильно выбрать трансформаторный аппарат, надо «крепко подумать» и решить:
-для чего служит сварочный трансформатор?
-чего я хочу добиться? Что буду сваривать?
-при помощи какого аппарата я могу достичь своей цели?
В помощь вам мы рассмотрим основные варианты решения этой непростой задачи.
Сварочные трансформаторы для дома
Рассмотрим два варианта использования ТСА в домашних условиях:
- -вы являетесь городским жителем и все ремонтные работы (в том числе и по сварке) в доме выполняют, в соответствии с соответствующим «Договором» в объёме оплачиваемых услуг, специалисты жилищно-коммунального сервиса (ЖКС). Электросварка вам может потребоваться только для какого-либо хобби, связанного с металлом. В этом случае вам вполне подойдёт ТСА контактной сварки;
- -совершенно другая ситуация, если вы являетесь сельским жителем и «ваша судьба целиком находится в ваших руках». Для выполнения работ, связанных с ведением хозяйства (дом, сарай, парники и другие постройки), ремонт сельхозинструмента и т. п. вам потребуется ТСА дуговой сварки.
Сварочный трансформатор на 220в
Сварочный трансформатор на 220в – означает, что для этого гаджета требуется источник электропитания 220В. Источником может служить:
- -стационарная электросеть, технические параметры которой позволяют подключать к ней ваше оборудование. В «Паспорте» СТА следует посмотреть потребляемый им ток (ток сети) и:
- -сопоставить с автоматами вашей электропроводки. Должен быть запас ≥ 10 %;
- -если запаса нет, то следует определить возможности вашей электропроводки. Следует измерить диаметр токоведущей жилы, подсчитать сечение и по справочнику «Электрика» определить допустимый для неё электрический ток.
![Расплавленная розетка: результат сварки мощным трансформатором в электросети частного дома.]()
Расплавленная розетка: результат сварки мощным трансформатором в электросети частного дома.
Если полученные результаты близки, то СТА подключать к этой электросети нельзя. Возможно, что под нагрузкой электрическое напряжение в сети будет уменьшаться на столько, что оборудование не будет варить;
- -мобильный источник электропитания. Сравните его cos(φ) с требованиями в «Паспорте» СТА (обычно у СТА cos(φ) = 0,8). Если у источника питания cos(φ) будет меньше, напряжение под нагрузкой будет падать (последствия смотри выше).
Трехфазный сварочный трансформатор
![TD500]()
Трёхфазные трансформаторы имеют более высокий КПД, чем однофазные. Трансформатор для сварки не является исключением. Поэтому, при тех же габаритных размерах они имеют большую полезную мощность. И большую массу:
- -для их перемещения по рабочему объекту применяется вмонтированная в корпус транспортная тележка;
- -для погрузо-разгрузочных работ они оснащены рым-болтом.
Трёхфазная питающая электросеть имеется, как правило, на промышленных объектах. Поэтому, трёхфазные СТА применяются на больших предприятиях, стройках и т. п.
Сварочные трансформаторы постоянного тока
Для работы трансформатору в магнитопроводе нужен переменный магнитный поток. Такой поток может быть создан только переменным током. Следовательно, трансформатора постоянного тока просто не может быть.
Более того, если по какой-либо причине на обмотку попадает постоянное электрическое напряжение, то будет отсутствовать реактивная (индуктивная) составляющая электрического сопротивления этой обмотки возникшему электротоку. Это вызовет резкое уменьшение полного сопротивления обмотки. В результате, она может перегреться и выйти из строя (перегореть).
Если возникает необходимость повысить величину постоянного напряжения, то его преобразуют в переменное, повышают до требуемого значения и (при необходимости) выпрямляют. Всем автомобилистам известен пример: система зажигания бензинового ДВС.
Сварочные трансформаторы переменного тока
Электрическая схема ТСА переменного тока состоит из двух обмоток:
Они размещены на замкнутом магнитопроводе, изготовленном из ферромагнитного материала. Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке (исполнительному механизму СТА). Первичная обмотка создаёт магнитный поток. Этот поток, посредством магнитопровода, индуцирует во вторичной обмотке электродвижущую силу (ЭДС).
Величина ЭДС определяется соотношением:
U1/U2 = N1/N2 – где:
-U1 и U2 – напряжения первичной и вторичной обмоток трансформатора ТСА;
-N1 и N2 – количество витков в его обмотках.
Количество витков вторичных обмоток рассматриваемы СТА таково, что на них создаются следующие напряжения:
- -дуговая сварка, В: 50…80;
- -контактная, В: 1…5.
Трансформаторы сварочные промышленные
Промышленные ТСА дуговой сварки характеризуются следующими особенностями:
- -модели облегчённых СТА предназначаются, в основном, для ремонтных работ. Кроме того, они часто используются на вспомогательных (прихватки и т. п.) операциях. Во всех случаях продолжительность нагрузки (ПН) на них не превышает 20…25 %;
- -мобильные модели предназначены для обычных условий работы с ПН = 60 %;
- -оборудование большой мощности работает в условиях естественной вентиляции;
- -степень защиты IP22;
- -напряжение холостого хода трансформаторов выше безопасного. Вследствие этого, они все комплектуются устройствами снижения напряжения (УСНТ);
- -в процессе эксплуатации это оборудование создаёт сильные помехи радиоприему. Для борьбы с этим, оно оснащается емкостными фильтрами.
![svarochnyi-transformator-tdm-401]()
«Популярный мобильный промышленный сварочный аппарат трансформаторного типа «ТДМ-401»
Контактная сварка связана с большими механическими нагрузками. Поэтому, промышленные машины контактной сварки имеют следующие особенности:
- —несущая конструкция (особенно напольное основание) должна быть устойчива к действию крутящих нагрузок. Для этого она изготавливается каркасно-несущего типа с оребрением;
- —блоки управления и сварки полностью разделяются и разносятся. Таким образом, исключается воздействие электромагнитного поля тока на электронику автоматики;
- —усилие на электродах плавно регулируется;
- —гидроцилиндр подачи электродов имеет защиту от нагрузок вращения. Его точное (во многих случаях — прецизионное) изготовление гарантирует высокую точность осуществления сварки;
- —осуществляется регулируемое перемещение гидроцилиндра в прямом и обратном направлениях;
- —обмотки СТА заливаются компаундами;
- —токонесущие узлы имеют раздельные (самостоятельные) контуры охлаждения;
- —соединительные проводники вторичной обмотки СТА имеют незначительную длину, что позволяет повысить КПД оборудования.
Промышленные машины контактной сварки
Промышленные машины контактной сварки часто совмещают несколько видов сварки.
![dalex-mashina-kontaktnoi-svarki]()
«Машина контактной сварки промышленного применения бренд «Dalex» модель «PMS 11-4»
Сварочный трансформатор: мощность
Необходимая мощность СТА определяется величиной сварочного тока, который проходит по вторичной обмотке трансформатора. Следовательно, при выборе мощности необходимо четко определиться: на какой величине тока предстоит эксплуатировать оборудование. Следует иметь в виду, что более мощный гаджет будет, конечно, выполнять более широкий круг задач, но он будет при этом:
- -потреблять большее количество электроэнергии;
- —более дорогим в приобретении и обслуживании;
- -иметь большие габариты и большую массу со всеми вытекающими последствиями.
При выборе оборудования по его паспортным данным, следует выбирать оптимальный вариант исходя из предстоящих производственных задач.
Как варить сварочным трансформатором
СТА дуговой сварки применяются для сварки методом MMA. Этот метод предусматривает использование штучных плавящихся электродов, имеющих рутиловое или основное покрытие.
СТА контактной сварки образуют соединение методом нагрева зоны контакта электрическим током посредством электродов. Одновременно с нагревом, к зоне контакта прикладывается сильное сжимающее усилие (смотри описание выше).
На нашем сайте методы сварки подробно рассматриваются в статье «Как правильно варить сварочным аппаратом» .
![трансформатор- управление]()
Характеристики сварочного трансформатора
Характеристики СТА будут необходимы при выборе оборудования. Правильный их выбор окажет существенное влияние не только на техническую, но и на экономическую составляющую эффективности приобретения.
Оборудование постоянно совершенствуется, поэтому важно пользоваться самой свежей информацией. Её можно получить из следующих источников:
- -на промышленных предприятиях — из «учтённых справочников», стоящих на учёте в БНС;
- -в торговых организациях – из «Паспортов» и рекламных проспектов.
На нашем сайте информацию о характеристиках СТА вы можете получить в статье «Устройство сварочного трансформатора».
Мы сообщили вам достаточно информации о трансформаторах и аппаратах на их основе. Если это оборудование вас не удовлетворит, то оцените возможность использования выпрямителя или инвертора. Со сравнительными характеристиками можете познакомиться в статье «Сварочный трансформатор или инвертор» .
Если вы хотите сделать сварочник данного типа, для дуговой или контактной сварки, своими руками, смотрите эту статью.
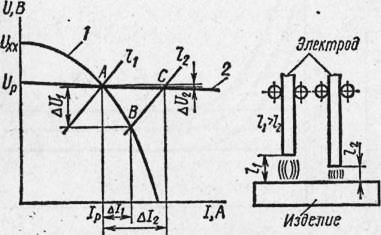
Сварочные трансформаторы. Это специальные понижающие трансформаторы, имеющие требуемую внешнюю характеристику, обеспечивающие питание сварочной дуги и регулирование свароч ного тока. Трансформаторы, как правило, имеют падающую ха рактеристику, их используют для ручной дуговой сварки и автоматической сварки под флюсом. Трансформаторы с жесткой характеристикой применяют для электрошлаковой сварки.
![]()
Рис. 1. Изменение параметров режима сварки в зависимости от внешней характеристики источника питания и длины дуги
Трансформатор имеет сердечник — магнитопровод из трансформаторной стали, на сердечнике размещаются две обмотки — первичная и вторичная. Переменный ток из сети, проходя через первичную обмотку трансформатора, намагничивает сердечник, создавая в нем переменный магнитный поток, который, пересекая витки вторичной обмотки, индуктирует в ней переменный ток.
Напряжение индуктированного тока зависит от числа витков вторичной обмотки, чем меньше витков, тем напряжение индуктируемого тока будет меньше и, наоборот, чем больше витков, тем напряжение выше. Регулирование величины сварочного тока и создание внешней характеристики обеспечивается изменением потока магнитного рассеяния или включением в сварочную цепь дополнительного индуктивного сопротивления.
![]()
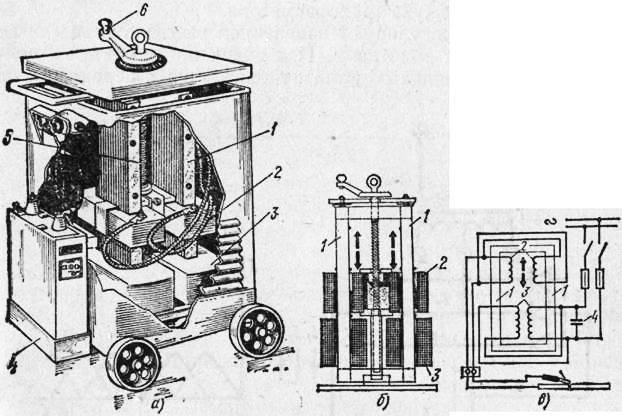
Рис. 2. Схема сварочного трансформатора ТСК -500: а — внешний вид, б — схема регулирования сварочного тока, в — электрическая схема
В соответствии с этим сварочные трансформаторы подразделяют на две основные группы. К первой группе относят трансформаторы с повышенным магнитным рассеянияем. Трансформаторы этой группы можно разделить на три основных типа: трансформаторы с магнитными шунтами, подвижными катушками и витковым (ступенчатым) регулированием (трансформаторы типов ТС, ТД, СТШ , ТСК , ТСП ).
Ко второй группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительной реактивной катушкой — дросселем (типов СТН , ТСД ).
В качестве примера рассмотрим устройство трансформатора ТСК -500 с повышенным магнитным рассеянием с подвижной катушкой, при перемещении которой регулируется сварочный ток. В нижней части сердечника находится первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях магнитопровода. Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек, расположена на значительном расстоянии от первичной. Катушки как первичной, так и вторичной обмоток соединены параллельно. Вторичная обмотка — подвижная и может перемещаться по сердечнику при помощи винта, с которым она связана, и рукоятки, находящейся на крышке кожуха трансформатора.
Сварочный ток регулируют изменением расстояния между первичной и вторичной обмотками. При вращении рукоятки 6 по часовой стрелке вторичная обмотка приближается к первичной, магнитный поток рассеяния и индуктивное сопротивление уменьшаются, сварочный ток возрастает. При вращении рукоятки против часовой стрелки вторичная обмотка удаляется от первичной, индуктивное сопротивление и магнитный поток рассеяния растут и сварочный ток уменьшается.
![]()
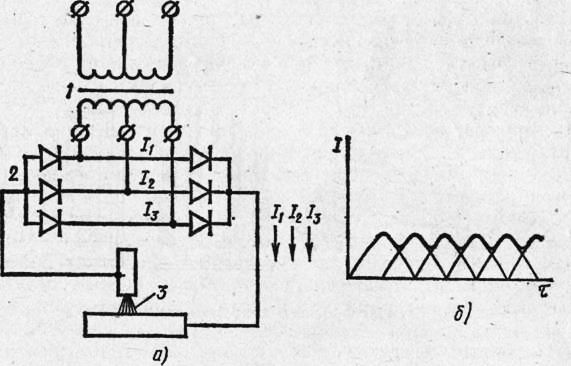
Рис. 3. Схема трехфазного выпрямителя: а — схема включения, б — выпрямленный ток внешней цепи; 1 — понижающий трансформатор, 2 — блок селеновых или кремниевых выпрямителей, 3 — сварочная дуга
Пределы регулирования сварочного тока — 165—650 А. Последовательное соединение катушек первичной и вторичной обмоток позволяет получать малые сварочные токи с пределами регулирования 40—165 А.
Для приближенной установки силы сварочного тока на крышке кожуха расположена шкала с делениями. Более точно ток устанавливают по амперметру.
Для повышения коэффициента мощности сварочный трансформатор ТСК -500 имеет в первичной цепи конденсатор 4 большой мощности.
Сварочные выпрямители. Это источники постоянного сварочного тока, состоящие из сварочного трансформатора с регулирующим устройством и блока полупроводниковых выпрямителей (рис. 3). Иногда в комплект сварочного выпрямителя входит еще дроссель, включаемый в цепь постоянного тока. Дроссель служит для получения падающей внешней характеристики. Действие сварочных выпрямителей основано на том, что полупроводниковые элементы проводят ток только в, одном направлении. Наибольшее применение в сварочных выпрямителях получили селеновые и кремниевые полупроводники. Сварочные выпрямители выполняют в подавляющем большинстве случаев по трехфазной схеме, преимущества которой заключаются в большом числе пульсаций напряжения и более равномерной загрузке трехфазной сети.
Сварочные выпрямители обладают рядом преимуществ перед преобразователями с вращающимися частями. Они имеют лучшие энергетические, динамические и весовые показатели, более высокий к. п. д., просты в обслуживании, более надежны из-за отсутствия вращающихся частей, при их работе отсутствует шум.
Сварочные выпрямители в зависимости от внешних характеристик можно разделить на три типа: с крутопадающими ( ВСС -300-3, ВСС -120-4, ВКС -500 и др.), жесткими (или пологопадающими) характеристиками (ВС-200, ВС-300, ВС-600, ВС-1000, ИПП -120, ИПП -300, ИПП -500, ИПП -1000) и универсальные ( ВСУ -300, ВСУ -500). Универсальные выпрямители обеспечивают возможность получения как жестких, так и падающих внешних характеристик, поэтому их можно применять для различных видов-дуговой сварки. Цифра в марке выпрямителя означает номинальный ток при ПР= =60-^-65%.
Сварочные генераторы. Это специальные генераторы постоянного тока, внешняя характеристика которых позволяет получать устойчивое горение дуги, что достигается изменением магнитного потока генератора в зависимости от сварочного тока. Сварочный генератор постоянного тока состоит из статора с магнитными полюсами и якоря с обмоткой и коллекторами. При работе генератора якорь вращается в магнитном поле, создаваемом полюсами статора. Обмотка якоря пересекает магнитные линии полюсов генератора, и поэтому в витках обмотки возникает переменный ток, который с помощью коллектора преобразуется в постоянный. Вращение якоря сварочного генератора обеспечивается в сварочных преобразователях электродвигателем, а в сварочных агрегатах — двигателем внутреннего сгорания. К коллектору прижаты угольные щетки, через которые постоянный ток подводится к клеммам. К этим клеммам присоединяют сварочные провода, идущие к электрододержа-телю и изделию.
Сварочные генераторы выполняют по различным электрическим схемам. Они могут быть с падающей характеристикой (генераторы типа ГСО в преобразователях типа ПСО - ЗОО , ПСО -500 и др.), с жесткой и пологопадающей характеристикой (типа ГСГ в преобразователях типа ПСГ -500) и универсальные (преобразователи типа ПСУ -300, ПСУ -500).
Наибольшее распространение получили сварочные генераторы с падающими внешними характеристиками, работающие по следующим схемам: – с независимым возбуждением и размагничивающей последовательной обмоткой; – с самовозбуждением и размагничивающей последовательной обмоткой.
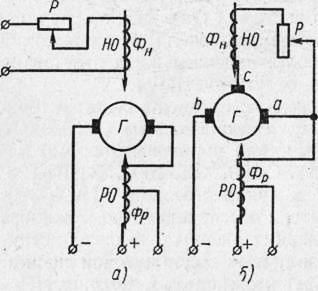
Схема генератора с независимым возбуждением и размагничивающей последовательной обмоткой показана на рис. 4, а.
С увеличением тока в сварочной цепи будет увеличиваться Фр, а Фн остается неизменным, результирующий поток Фрез, э. д. с. и напряжение на зажимах генератора будут падать, создавая падающую внешнюю характеристику генератора. Сварочный ток в генераторах этой системы регулируется реостатом Р и секционированием последовательной обмотки, т. е*. изменением числа ампер-витков.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения используется принцип самовозбуждения.
![]()
Рис. 4. Принципиальная схема сварочного генератора: а — с независимым – возбуждённей и размагничивающей последовательной обмоткой, б — с самовозбуждением и размагничивающей последовательной обмоткой; Г — генератор, Р — реостат, НО — намагничивающая обмотка, РО — размагничивающая обмотка
Сварочный выпрямитель
Для соединения металлических элементов могут применяться самые различные методы, среди которых отметим сварку. Сваривание металлов и сплавов проводится на протяжении последних нескольких десятилетий. Подобное неразъемное соединение можно получить при применении специального оборудования и материалов: сварочного аппарата, электродов, выпрямителя. Сварочный выпрямитель – устройство, предназначенное для формирования постоянного напряжения. Преобразовывая переменный ток в постоянный, можно обеспечить благоприятные условия для проведения сварочных работ, так как уменьшается степень разбрызгивания расплавленного металла. Рассмотрим все подробности данного аппарата подробнее.
![Сварочный выпрямитель]()
Применение выпрямителей
Выпрямитель для сварочного аппарата – устройство, которое состоит из нескольких блоков для преобразования и выпрямления входящего напряжения. При работе устройство также повышает показатель силы тока, за счет чего обеспечиваются наиболее благоприятные условия. Назначение сварочного выпрямителя заключается в генерации постоянного тока с высоким значением А.
Рассматривая применение сварочного выпрямителя следует уделить внимание нижеприведенным моментам:
- Устройство позволяет проводить сварочные работы при применении электродов, покрытых различными веществами. За счет использования электродов с покрытием, дуга становится более устойчивой, что обеспечивает благоприятные условия для получения качественного шва.
- В продаже встречаются аппараты, которые могут применяться для сваривания металлов толщиной до 50 мм. Регулировка показателей тока позволяет также проводить работы с металлом толщиной стенок около 1мм. Этот момент определяет, что сварочные выпрямители существенно расширяют область применения аппаратов для сварки.
- Сварочное устройство может применяться для плавки кромки обрабатываемого металла или стержня применяемого электрода.
- Многие модели могут использоваться для работы с присадочной проволокой. Кроме этого, они практически незаменимы при применении неплавящихся электродов, к примеру, покрытие которых изготавливается из вольфрама.
- При применении сварочного выпрямителя можно проводить соединение элементов, которые изготавливаются из нержавеющей стали, чугуна, малоуглеродистой стали или других сплавов.
- Кроме сварочных работ, с применением рассматриваемого аппарата можно выполнять резку металлов. Для этого проводится существенное увеличение показателя силы тока, дуга прожигает металл.
Если сравнивать с ранее применяемыми трансформаторами, выпрямители способны существенно снизить расход электродов. Сегодня они довольно часто встраиваются в сварочные аппараты, но можно приобрести и подключаемые вариант исполнения.
![Внешний вид сварочного выпрямителя]()
Внешний вид сварочного выпрямителя
Применяется устройство достаточно просто, подходит оно для самых различных случаев работы. К особенностям использования отнесем нижеприведенные моменты:
- Устройство, как правило, имеет две клеммы.
- Одна клемма предназначена для подключения к обрабатываемому изделию, а вторая присоединяется к держателю.
- В зависимости от конкретного полюса определяется полярность, а также наиболее подходящие режимы работы.
Сваривание металла происходит при образовании дуги между обрабатываемой поверхности и применяемым электродом. Процесс относительно прост, но даже при применении сварочного выпрямителя могут возникнуть некоторые трудности при работе, и только при наличии определенных знаний, навыков и опыта сварщик может получить качественный шов.
Классическая конструкция представлена сочетанием нескольких устройств, которые и обеспечивают контроль показателей тока. Основными блоками можно назвать:
- диоды;
- понижающий трансформатор;
- охлаждающую систему, которая зачастую представлена вентилятором;
- приборы для измерения показателя тока;
- регуляторы различного типа.
Устройство сварочного выпрямителя позволяет с высокой точностью проводить регулировку показателей тока. В отличие от конструкции трансформатора оно может не только увеличивать силу тока, но и делать показатель постоянным, за счет чего и обеспечивается высокая устойчивость дуги.
![Устройство сварочного выпрямителя]()
Устройство сварочного выпрямителя
Принцип работы сварочного выпрямителя имеет следующие особенности:
Создать выпрямитель сварочного аппарата своими руками достаточно сложно, так как для этого нужно владеть определенными навыками работы с электротехникой. Промышленные варианты исполнения обладают высокой точностью работы и надежностью, что определят их высокую популярность.
При выборе устройства следует уделить внимание тому, что оно может иметь несколько различных элементов регулировки напряжения подаваемого тока.
К особенностям устанавливаемых устройств регулировки отнесем нижеприведенные моменты:
- В большинстве случаев регулировка ступенчатая. Она представлена секционным подключением обмотки.
- При ступенчатой регулировке имеет значение шаг. Для управления секционным подключением обмотки устанавливается рычаг.
- Большинство моделей для использования сильных токов имеют конструкцию, которая предусматривает отсекание части обмотки. За счет этого ток подается по короткой схеме.
Приведенная выше настройка достаточно грубая. Встречаются модели с тонкой настройкой, которая основана на применении метода дроссельного насыщения: устанавливается устройство между двумя кремневыми диодами и понижающим трансформатором. Дроссель – конструкция, представленная сочетанием нескольких катушек, через которые во время работы оборудования также подается ток. За счет переключения позиции регулятора изменяется и длина пути обмотки.
Наиболее высокой эффективностью характеризуется работа теристорного блока. Этот элемент включается в конструкцию сварочного выпрямителя для обеспечения наиболее точной регулировки силы тока. За счет применения теристора можно выставить самые различные характеристики тока.
Большинство моделей имеет большую рукоятку на корпусе, за счет движения которой приводится в движение винтовой вал со вторичной обмоткой трансформатора. За счет изменения ее положения также регулируется протяженность пути, который преодолевает ток. Однако подобная настройка также характеризуется низкой точностью.
![Схема сварочного выпрямителя]()
Схема сварочного выпрямителя
Практически все сварочные выпрямители имеют блок управления в виде сочетания различных рычагов и выключателей. За счет изменения их положения проводится регулировка характеристик подаваемого тока.
Разновидности аппаратов
В продаже встречается просто огромное количество разновидностей рассматриваемого оборудования, все они имеют свои определенные достоинства и недостатки. Классификация промышленных сварочных выпрямителей проводится следующим образом:
- однофазный;
- двухфазный;
- трехфазный.
Выпрямитель для проведения ручной дуговой сварки трехфазного типа состоит из 6-12 диодов, которые зачастую подключаются параллельно. Двухфазные характеризуются параллельным и последовательным подключением мостов.
![Управляемый и неуправляемый выпрямители]()
Управляемый и неуправляемый выпрямители
Кроме этого, классификация может проводится по следующим критериям:
- Сила тока на выходе. С увеличением этого показателя существенно повышается толщина обрабатываемого металла. Если устройство выдает небольшой ток, то можно будет проводить обработку тонких элементов. Также слишком высокий показатель силы тока позволяет применять сварочный аппарат для проведения резки металла.
- Точность регулировки. Как ранее было отмечено, выпрямитель может использоваться для установки самых различных параметров тока. Чем выше показатель точности регулировки, тем более оптимальные условия для работы может себе обеспечить мастер.
- Количество выходов для подключения. Сложное сварочное оборудование может применяться для одновременного подключения нескольких держателей для электродов. Подобная модель может понадобиться в том случае, когда работу поблизости одновременно выполняют несколько сварщиков. Однако, за счет усложнения конструкции она становится больше и дороже.
- Эффективность охлаждения. Недорогие модели предназначены для бытового применения, так как могут эксплуатироваться на протяжении короткого промежутка времени. Это связано с тем, что конструкция не имеет эффективной системы охлаждения. Профессиональное оборудование может использоваться для сварки на протяжении длительного периода.
- Размеры конструкции. Как правило, сварочные работы проводятся на выезде. Доставка всей аппаратуры может быть затруднена в случае, если оно имеет большой вес и габаритные размеры. В продаже встречаются компактные модели, которые просты в транспортировке.
В целом можно сказать, что выбор сварочного выпрямителя – достаточно сложная задача. При выборе учитывается то, при каких условиях будут проводиться работы.
Большой популярностью пользуются модели трехфазного типа. Это связано с тем, что они могут применяться для работы с металлом самой различной толщины. Однопостовой выпрямитель больше всего подходить для бытового применения, так как применяется при использовании только одного держателя электродов. В продаже есть и модели, которые позволяют подключать одновременно сразу несколько электрододержателей.
Универсальные современные сварочные выпрямители выпускаются достаточно большим количеством различных производителей. Марки во многом определяют качество сборки, срок службы и стоимость оборудования.
Для бытового применения подходить инверторный выпрямитель. Подобные модели можно охарактеризовать следующим образом:
- За понижение напряжения отвечает трансформатор.
- Устанавливается выпрямляющий блок, который отвечает за подачу постоянного напряжения.
- Далее проводится преобразование в переменное электричество с высоким показателем частоты.
![Сварочный выпрямитель]()
Подобное оборудование предусматривает использование переменного тока. Однако за счет существенного увеличения частоты подаваемого тока есть возможность применять инверторный выпрямитель для получения соединительных швов высокого качества. За счет существенного упрощения конструкции инверторы имеют относительно небольшие размеры, а также просты в эксплуатации.
Плюсы и минусы оборудования
Как ранее было отмечено, при работе вместо выпрямителя может также использоваться трансформатор. Преимуществами сварочного выпрямителя назовем нижеприведенные моменты:
- Можно получить более стабильную дугу. Во время выполнения сварочных работ характеристики получаемой дуги во многом определяют качество шва. Рассматриваемое оборудование характеризуется тем, что обеспечивает более стабильное горение дуги. Именно поэтому в последнее время оно получило широкое распространение.
- Преимущества сварочного выпрямителя также заключаются в том, что после проведения работы получается ровный шов с мелким чешуйчатым рисунком. За счет этого существенно расширили область применения подобного оборудования.
- Низкая склонность к образованию брызг расплавленного металла существенно упрощает поставленную задачу и повышает качество получаемого результата.
- Высокая степень экономичности. Как ранее было отмечено, применение рассматриваемого оборудования позволяет существенно снизить скорость плавки электрода.
Кроме этого, сварочный выпрямитель в большей степени подходит для соединения цветных и легированных металлов, которые могут обладать различными эксплуатационными качествами.
Недостатки сварочных выпрямителей во многом связаны с его довольно высокой стоимостью и необходимостью в транспортировке. Стоит учитывать, что для обеспечения длительного срока службы устройства следует уделять внимание его состоянию перед каждым использованием. Обслуживание предусматривает:
- Проверку надежности фиксации используемых клемм.
- Удаление накопившейся пыли.
- Проверку изоляции всех токопроводящих элементов.
Что касается частых поломок, то зачастую их признаками становятся сильный гул во время работы устройства или его нагрев. При наблюдении подобных симптомов следует проверить состояние устройства, так как причинами их появления может стать:
- Деформация или полная остановка вентилятора охлаждающей системы. Стоит учитывать, что неправильная работа охлаждающей системы может привести к серьезным проблемам.
- Замыкание первичной обмотки или нарушение изоляции листов сердечника.
- Снижение выходного напряжение происходить из-за замыкания или обрыва во вторичной обмотке.
В заключение отметим, что современные выпрямители позволяют получать качественные швы при соединении различных металлов. Большое количество положительных качеств определило обширное распространение устройства. В продаже встречаются самые различные варианты исполнения, которые обладают исключительными эксплуатационными качествами.
Читайте также: