Сварочный трансформатор устройство и принцип действия
Обновлено: 18.05.2024
Для монтажа металлоконструкций в промышленности и при проведении самостоятельного ремонта до сих пор применяют сварочный трансформатор. В зависимости от того для каких условий предназначен аппарат выпускаются модели бытового и промышленного назначения. Независимо от типа сварочный трансформатор сохраняет работоспособность даже при неблагоприятных погодных условиях.
Как устроен сварочный трансформатор
В классическую конструкцию включены следующие элементы:
- магнитопровод (сердечник);
- жестко закрепленная первичная катушка, намотанная изолированным проводом;
- подвижная вторичная обмотка, иногда неизолированная для лучшего охлаждения;
- вертикально расположенный винт с ленточной резьбой;
- гайка винта, скрепленная с вторичной обмоткой;
- ручка, закрепленная на верхнем конце винта;
- клеммы для подсоединения кабелей.

Элементы смонтированы внутри прямоугольного корпуса с продольными вырезами на стенках для прохода воздуха, отводящего тепло. В устройстве сварочного трансформатора сердечник не оказывает влияния на параметры тока, а предназначен для передачи магнитного потока между обмотками. Магнитопровод собирают из пакета пластин электротехнической стали, поверхность которых покрыта оксидной изоляцией или лаком. Таким способом снижают потери на вихревые токи, которые образуются при взаимодействии магнитного потока со сплошным проводником.
При прохождении по обмоткам переменного тока во время работы пластины вибрируют, издавая дребезжащий звук. Для уменьшения шума пакет стягивают как можно туже.
Для улучшения эксплуатационных характеристик и безопасности в трансформатор для сварки устанавливают дополнительные узлы:
- вентиляторы;
- конденсаторы;
- автоматические выключатели для защиты от перегрева и перегрузки;
- несколько вторичных обмоток;
- регуляторы тока на тиристорах;
- стабилизаторы напряжения.
Чтобы расширить диапазон регулирования тока, при сварке тонкостенного металла добавляют сопротивление в отдельном корпусе. Нужное значение устанавливают контакторами. Как дополнительное сопротивление можно также использовать стальную пружину, подключив ее последовательно с кабелем массы.
Принцип работы сварочного трансформатора
При работе трансформаторного сварочного аппарата происходит понижение сетевого напряжения с одновременным возрастанием тока. Принцип действия основан на простом физическом процессе:
- после подачи напряжения ток, протекающий по виткам первичной катушки, создает переменное магнитное поле;
- по сердечнику оно передается на вторичную обмотку;
- магнитной индукцией в катушке наводится электродвижущая сила (ЭДС), которая придает электронам направленное движение, поэтому по виткам начинает протекать ток;
- из-за меньшего числа витков во вторичной обмотке, напряжение на ней меньше, чем на сетевой катушке.
Способ регулирования сварочного тока путем изменения расстояния между обмотками основан на зависимости магнитного сопротивления сердечника от величины зазора между ними. Чем меньше промежуток, тем больше ток и наоборот. В трансформаторных сварочных аппаратах с закрепленной вторичной обмоткой магнитное сопротивление изменяют регулировкой зазора на сердечнике подвижным шунтом.
Холостой ход
Когда выполняется сварка, трансформатор работает под нагрузкой. После завершения шва переходит в режим холостого хода. Однако это не означает, что на вторичной обмотке нет напряжения. ЭДС наводится за счет ответвлений от магнитного потока.
Безопасной считается величина напряжения холостого хода сварочного трансформатора в пределах 48 — 70 В. При превышении обязательна установка автоматического ограничителя. Он снижает напряжение холостого хода до безопасной величины сразу после погасания дуги. Для защиты от поражения электрическим током при пробое изоляции первичной катушки корпус должен быть заземлен.
Преимущества и недостатки трансформатора перед инвертором
При сравнении сварочного аппарата трансформаторного типа с инвертором к достоинствам относят:
- цена в 2 — 3 раза меньше;
- конструкция проще, так как нет электронных компонентов;
- ремонт обходится дешевле;
- легкость сборки своими руками.
- вес и габариты, при равных характеристиках, больше;
- большее потребление электроэнергии при работе с одинаковыми электродами;
- нестабильность дуги при колебаниях сетевого напряжения;
- отсутствие дополнительных функций, которые есть даже у бюджетных инверторов.
Несмотря на недостатки трансформаторов не нужно забывать, что качество швов зависит не от сложности аппарата, а от мастерства сварщика.
Классификация сварочных трансформаторов
По назначению аппараты классифицируются как однопостовые для бытовых нужд и многопостовые. Мощность первых обычно не превышает 10 кВт, так как большую нагрузку не выдержит домашняя электропроводка. Промышленный многопостовой сварочный трансформатор мощностью 500 кВт поддерживает ток до 1000 А. Этого достаточно для одновременной работы нескольких сварщиков.
В зависимости от схемы подключения сварочного трансформатора на первичную обмотку подают одно или трехфазное напряжение. Есть модели с переключателем 220/380 В. Для бытовых нужд выпускают оборудование в однофазном исполнении на 220 В. Трехфазные сварочные трансформаторы промышленного назначения рассчитаны на подсоединение к сети 380 В.
Классификация по конструкции содержит следующие типы аппаратов:
- С амплитудным регулированием при номинальном магнитном рассеивании. Выходное напряжение изменяют дросселем, который расположен на сердечнике.
- С амплитудным регулированием, но повышенным магнитным рассеиванием. В конструкцию добавляются подвижные или разнесенные обмотки, шунты, конденсаторные или импульсные стабилизаторы.
- С фазовым регулятором на тиристорах.
К первым двум категориям относятся разновидности с регулированием тока за счет изменения магнитного сопротивления сердечника или напряжения без изменения формы. Фазовые регуляторы преобразуют синусоиду в последовательность прямоугольных импульсов разной полярности. Также выпускаются аппараты постоянного тока, на выходе которых установлен выпрямитель. Из-за больших габаритов и цены их относят к категории промышленного оборудования. Такой сварочный трансформатор позволяет работать с заготовками из цветного металла и нержавеющей стали.
Какие параметры учитывать при выборе
Отправляясь за трансформаторным сварочным аппаратом нужно знать об условиях эксплуатации и виде выполняемых работ. Выбор осуществляют по следующим параметрам:
Несмотря на простую конструкцию, сварочный трансформатор обеспечивает высокое качество швов. Поэтому они по-прежнему широко используются для бытовой и промышленной сварки. За счет низкой цены однофазный аппарат быстро окупится даже при проведении эпизодических работ.
Виды и устройство сварочных трансформаторов
Сварочный трансформатор представляет собой оборудование, применяемое для дуговой ручной и прочих видов сварки. В зависимости от модели, технических характеристик существуют бытовые и промышленные разновидности. Сварочный выпрямитель или трансформатор преобразует электричество сети до требуемого значения. В состав аппарата входит несколько основных узлов. Их совместное действие образует электрическую дугу. Она плавит металл, соединяя детали сварным швом.
Конструкция
Устройство сварочного трансформатора достаточно простое. У многих мастеров получается собрать аппарат самостоятельно. Трансформатор с простейшей конструкцией для сварочного аппарата работает при подключении к однофазной сети. Он имеет три основных элемента:
- магнитопривод (сердечник);
- первичную стационарную обмотку;
- вторичную движущуюся обмотку.
Магнитоприводом выступает элемент из ферромагнитной стали с замкнутым контуром. Первичная обмотка подключается к сети, а вторичная – на массу и держатель электрода. Сопротивление контура понижается, их электромагнитная связь повышается.
Более совершенные конструкции имеют в своем составе дроссель и прочие дополнительные элементы.

Принцип работы
Принцип работы сварочного трансформатора заключается в постепенном понижении напряжения до уровня 60-80В и одновременном повышении силы тока до 40-500 А. Прибор при эксплуатации чаще всего поддерживает переменный ток. Однако есть и другие разновидности, выдающие постоянный электрический поток. Их называют выпрямителями.
Работа оборудования происходит по единому принципу. При подключении напряжения по первичному контуру проходит переменный ток. Он создает магнитный поток. В обеих обмотках индуцируется электродвижущая сила. Ее можно соотнести с количеством витков обмотки.
Например, первая обмотка имеет 100 витков, а вторая – 5. Коэффициент трансформации в этом случае равен 100:5 = 20. Если это оборудование подключить к бытовой сети, на выходе получится напряжение 220:20 = 11В.
Чтобы поменять нагрузку, сварщики меняют зазор магнитопривода. При его увеличении сила тока уменьшается. И, наоборот. Чтобы подобрать необходимое значение напряжения для сварки, определяется требуемое количество витков вторичной обмотки.
Составные элементы
Устройство сварочного трансформатора позволяет понизить напряжение и увеличить силу тока для проведения процесса плавления металла. Определение этих показателей производится при создании и настройке аппарата. Для осуществления оборудованием установленных функций, сварочные трансформаторы включают в себя определенный набор комплектующих. Помимо магнитопривода и двух обмоток в состав конструкции входят:
- винт вертикальный с лентовидным типом резьбы;
- рукоятка для его вращения;
- ходовая гайка винта;
- система подвеса (защищает от повреждений);
- зажимы для крепления и вывода проводов;
- корпус с вентиляционной решеткой.
В некоторых сварочных трансформаторах с переменным значением тока могут применяться дополнительные элементы, облегчающие работу мастера.
Дополнительные узлы
Сварочные трехфазные и однофазные трансформаторы и выпрямители могут иметь несколько дополнительных узлов. Они позволяют усовершенствовать работу прибора. Такими узлами могут быть:
- конденсаторы;
- дополнительные вторичные обмотки;
- импульсные стабилизаторы;
- тиристорные фазорегуляторы.
Агрегат бывает с подвижным шунтом. Расстояние между обмотками меняется не за счет движения вторичной обмотки, а при помощи дополнительной детали. Шунт будет менять расстояние зазора. Также наличие особой секционной обмотки, устроенной по другому принципу, способствует регулировке напряжения.
Промышленный или бытовой сварочный трансформатор иногда нуждается в дополнительном сопротивлении. Мастеру предоставляется возможность продолжить регулировку. Дополнительные возможности появляются без процесса разведения обмоток. Мастер при помощи такого прибора сможет сварить очень тонкие или толстые листы металла.
Сопротивление может быть выполнено в виде отдельного корпуса. В нем установлен набор контакторов. Эти элементы задают требуемое значение сопротивления.
Разновидности
Устройство и принцип действия промышленного или бытового сварочного трансформатора определяют его технические характеристики. Существуют разные принципы классификации аппаратуры. По назначению выделяют однопостные и многопостные устройства. В первом случае прибор предназначен для бытового применения. Он установлен в инверторах мощностью 3-10 кВт. Бытовая сеть не рассчитана на применение аппарата мощностью более 10 кВт.
Многопостные приборы имеют сложную конструкцию. Их применяют в профессиональных, промышленных аппаратах с мощностью от 10 кВт и выше. Такой прибор может обслуживать одновременно несколько рабочих мест.
По фазному признаку различают трехфазный и однофазный сварочный трансформатор. Бывают приборы, способные переключаться на разное напряжение сети. Для бытового применения подходят однофазные агрегаты (220 В), а для промышленного требуется трехфазное оборудование (380 В). Этот признак определяет нагрузку на выходе. Трехфазным прибором можно сварить толстые детали. Однофазным моделям это не под силу.
Типы конструкции
Классификация сварочных трансформаторов происходит также по принципу устройства конструкции. Выделяют три основные группы:
- Аппаратура с номинальным магнитным рассеиванием. Она имеет дроссель для регулировки выходного напряжения.
- Оборудование с увеличенным показателем магнитного рассеивания. Имеет сложную конструкцию. Она включает в себя несколько подвижных обмоток, импульсный стабилизатор и конденсатор. Также могут присутствовать другие компоненты.
- Тиристорные типы сварочных трансформаторов. Они имеют соответствующее устройство фазорегулятора. Приборы тиристорного типа характеризуются относительно малым весом.
Представленную классификацию имеют аппараты переменного тока. Существуют модели постоянного тока. Они имеют большие габариты, более сложное устройство. В их составе есть выпрямитель.
Такие модели стабильнее, удобнее в работе. Назначение сварочного трансформатора, который функционирует при постоянном токе, в этом случае определяется как промышленное. Оборудование позволяет мастеру работать с цветными металлами и нержавейкой. Стоимость подобных приборов достаточно высокая. Поэтому сварочные трансформаторы этого типа применяются исключительно в профессиональных целях. Для бытовых нужд вполне подходят устройства переменного тока.
Холостой ход
Сварочные трансформаторы функционируют в режиме нагрузки и на холостом ходу. В процессе создания шва, между электродом и заготовкой замыкается вторичная обмотка. Электричество плавит металл, соединяя две части детали в единую конструкцию. Когда шов создан, вторичная цепь размыкается. Сварка окончена, агрегат переходит в режим холостого хода.
Электродвижущие силы (ЭДС) сначала образуются из-за созданного магнитного поля. Далее они поддерживаются путем рассеивания. Они ответвляются от главного потока в магнитоприводе.
ЭДС замыкаются между витками катушки в воздушном пространстве. Они и образуют показатели холостого напряжения. Он считается безопасным для жизни мастера. Холостой ход ограничивается показателем 48 В. В некоторых моделях это значение увеличено до 70 В. Если показатели холостого хода превышают установленное значение, необходимо применять автоматическое ограничение. Оно срабатывает сразу после прекращения сварки. Также корпус агрегата должен иметь заземление. Это способствует увеличению безопасности работы мастера.
На что обращать внимание при выборе?
Выбирая сварочные трансформаторы, следует обратить внимание на главные технические характеристики. К ним относят следующее:
- Напряжение сети. Показатель должен соответствовать указанному производителем значению (220 или 380 В).
- Диапазон регулирования. Чем шире пределы, тем больше возможностей предоставляется сварщику. Можно выбрать электроды разного диаметра. Бытовые разновидности характеризуются диапазоном регулирования от 50 до 200 А.
- Номинальный ток. Профессиональные устройства выдают около 1000 А, а бытовые – до 100 А.
- Рабочее напряжение. На выходе из устройства для дуговой сварки должно определяться номинальное значение 30-70В.
- Продолжительность сварки. Показатель определяет, сколько агрегат сможет работать непрерывно. Бытовые модели выполняют непрерывную сварку около 15-20 мин., а профессиональные – несколько часов.
- Напряжение на холостом ходу. Показатель не должен превышать границы 70 В.
- Потребляемая мощность. Чем выше этот показатель, тем эффективнее работает оборудование. Однако надо учитывать возможности бытовой сети. Слишком большая нагрузка может быть недопустимой.
При выборе необходимо учитывать, для каких целей приобретается оборудование. В этом случае получится купить агрегат с оптимальными показателями по приемлемой цене.
Возможные неисправности
Сварочные трансформаторы могут выходить из строя по нескольким причинам. В большинстве случаев ремонт можно произвести самостоятельно. Для этого необходимо определить причину поломки.
Чаще всего аппарат для сварки выходит из строя при замыкании в цепи. Оно происходит между элементами конструкции. Замыкание вызывает отключение аппарата. Чтобы возобновить работу агрегата, необходимо его разобрать. Неисправный элемент потребуется заменить. Чаще всего причиной такой поломки становится клеммная колодка или проходящая рядом с ней обмотка.
Второй причиной выхода аппарата из строя является перегрев. Он происходит, если устанавливается значение напряжения больше, чем рекомендовано производителем. Если подобная проблема появляется часто, перемотку потребуется частично или полностью заменить. Для этого приобретается провод с таким же диаметром сечения.
Если в процессе работы появился сильный шум, гудение, потребуется разобрать корпус. Причиной является ослабление зажима гайки или болта. Все соединения потребуется подтянуть.
После проведения ремонта работу оборудования тестируют. Если все в порядке, можно приступать к сварке снова. Конструкция агрегата отличается простотой и надежностью. Поэтому поломки и сбои в его работе появляются редко.
Оборудование для сварки широко применяется как любителями, так и профессионалами. При помощи такого устройства можно соединять тонкие и толстые заготовки, листы из различных материалов посредством электрической дуги. В зависимости от назначения и условий применения аппаратуры, следует приобретать прибор с требуемыми техническими характеристиками.
Из чего состоит сварочный трансформатор и как работает?
Сварочные трансформаторы представляют собой оборудование для преобразования переменного тока для оптимального уровня сварки. Для обеспечения равномерной работы аппарат снижает входное напряжение до 60-75 Вольт.
Оборудование применяется в быту и промышленности, способно работать в тяжелых условиях.
Устройство и принцип работы электрооборудования, какие виды бывают, конструктивные особенности рассмотрим ниже.
В чем состоит принцип устройства?
Из чего состоит трансформатор для сварки и как он устроен? Однофазное устройство имеет простую структуру, состоящую из:
- магнитного привода;
- начальной и вторичной обмоток;
- металлического корпуса;
- рукоятки;
- системы охлаждения;
- зажима для проводов;
- крышки корпуса;
- ходовой гайки;
- вертикального винта с ленточной резьбой.

Коэффициент преобразования определяет количество витков в обмотках. Проходящий переменный ток через сердечник из ферримагнитного сплава с замкнутым контуром, создает внутренне напряжение в каждом витке обмотки, оптимизируя выходное напряжение.
Начальная обмотка соединена с центральной сетью, вторичная – с массой и держателем электродов, который и осуществляет сварку. Контур теряет сопротивление, а связь электромагнитов повышается. Баланс переменного тока осуществляется с помощью регулятора.
Конструктивная особенность каждого вида сварочного трансформатора зависит от параметров:
- формы и типа сердечника, обмоток;
- типа и мощности преобразования тока;
- характеристик охлаждения обмоток;
- параметров изоляции;
- места установки оборудования;
- необходимых требований к массе и сопротивляемости обмоток.
Некоторые модели сварочных трансформаторов оснащены определенными узлами. Дополнительные элементы: конденсаторы, дополнительные обмотки, вентиляция, стабилизаторы, совершенствуют работу аппаратов.
Смотрите познавательно-обучающее видео про устройство сварочного трансформатора:
Какие виды сварочных трансформаторов существуют?
В зависимости от конструкции электрического устройства и метода его регулирования классифицируют на три основные группы.
- Аппараты амплитудного регулирования с номинальным магнитным рассеиванием. Конструкция состоит из корпуса трансформатора с дроссельным механизмом регулирования выходного напряжения, дополнительной катушки. Дроссель находится на магнитопроводе. В этих моделях обмотки медные или алюминиевые.
- Трансформаторы амплитудного регулирования с повышенным магнитным рассеиванием. Отличительные особенности данного вида заключаются в конструкции шунтов и обмоток. При небольшом весе оборудования рабочие характеристики заключаются в повышенном коэффициенте мощности.
- Тиристорные приборы. Оснащены фазорегулятором, расположенным на цепи, которая соединена с тиристорами и системой управления.
По количеству фаз сварочное оборудование бывает однофазным и трехфазным.

Первые модели работают при входящем напряжении 220 Вольт. Такие аппараты используют в основном в домашних условиях.
Трехфазные приборы работают от сети с напряжением 380 Вольт, их применяют в промышленности. Увеличенная сила тока позволяет сваривать металлические изделия большей толщины.
Существуют аппараты, способные работать от сети напряжением 220 Вольт и 380 Вольт повсеместно.
В этом видео рассказывается, в чём разница между трёхфазным и однофазным сварочным:
Как работает сварочный трансформатор?
Основная задача устройства – преобразовать высокое входящее напряжение в низкое, оптимальное для работы. Это свойство дает возможность увеличить силу тока в обмотке, и как следствие происходит плавление металла.
Трансформаторная сварка производится поэтапно:
- ток попадает на первичную обмотку высоковольтного напряжения, затем возникает магнитное поле переменного характера;
- магнитный поток попадает в сердечник, который передает его на вторую обмотку, минимизируя индукционные потери;
- магнитная индукция создает электродвижущую силу, вращая электроны металла, возникает постоянный электрический ток;
- из-за большего количество витков во вторичной намотке, напряжение падает, а сила тока повышается;
- во время замыкания металла с электродом создается равномерная электрическая дуга, которая переносит частички металла на свариваемые детали.
Во время работы сварочный агрегат находится под постоянной нагрузкой. Но его преимущество заключается в возможности работы в режиме холостого хода.
В процессе сваривания деталей под напряжением происходит замыкание между заготовкой и электродом, образуется сварочный шов. Металлические изделия соединяются, благодаря электричеству.
После образования шва цепь размыкается. Оборудование переходит в режим ожидания (холостой ход).
В таких случаях применяют ограничители, которые автоматически срабатывают по окончанию процесса сварки. Для безопасной работы оборудование должно быть оснащено заземлением.
Важно! Проводить работы с электрооборудованием нужно в защищенном от влаги месте. Попадание воды на технику может вывести ее из строя.
На этом видео показан принцип работы трансформатора:
По какому принципу рассчитать сварочный трансформатор?
Сварочные аппараты бывают разной мощности. Их выбор будет зависеть от того, для какого вида сварки они используются. Основной расчет производится, исходя из количества витков в намотке и диапазона выдаваемого тока.
По назначению электроприборы делятся на:
- бытовые трансформаторы – для сварки металлических изделий, толщиной не более 6мм, применяются для бытовых нужд в доме, гараже;
- профессиональные аппараты – применяются в промышленных сферах, обеспечивая бесперебойную работу нескольких точек;
- полупрофессиональные приборы – сваривают изделия до 8 мм толщиной, используются как в быту, так и в промышленности.
Отличия трансформаторов от инверторов
Отличие в процессе сварки трансформатором заключается в нестабильности электрической дуги. Сварочный шов изменяется в параметрах при малейшем колебании тока.
Инвертор имеет сложную конструкцию, состоящую из несколько узлов, управляемых блоком. Это дает возможность обеспечивать плавную регулировку тока.

Трансформаторы имеют более простую конструкцию в отличие от инверторов. Поэтому их стоимость значительно ниже, чем у современных инверторов.
Простота конструкции сводит к минимуму возможность поломки. Если оборудование вышло из строя, ремонт не потребует больших затрат.
Правила выбора оборудования
Сварочные трансформаторы выбирают в зависимости от назначения и места эксплуатации.
- Напряжение сети. От требуемого напряжения зависит тип аппарата. Перед покупкой оборудования, нужно выяснить какое напряжение будет в месте работы 220 В или 380 В. Несоответствие этих параметров приведет к поломке техники.
- Напряжение холостого хода. Появление сварной дуги зависит от напряжения холостого хода. Чем выше его показатель, тем легче создать стабильность горения дуги.
- Количество рабочих мест. Если для работы потребуются несколько сварщиков, то бытовые модели для таких целей не подходят.
- Мощность. При выборе оборудования обращают внимание на два показателя мощности – входную и выходную. Между этими показателями должен быть минимальный порог.
- Продолжительность работы. От этого показателя зависит степень производительности аппарата. Чем выше показатель времени работы электрооборудования, тем выше производительность.
- Размеры и масса, мобильность. Габариты сварочного оборудования влияют на показатель производительности. Оснащение аппарата колесами делает его удобным в эксплуатации. Можно выбрать компактный или, наоборот, громоздкий вариант техники. Это будет зависеть от его предназначения.
Важно! Выбирая модель, нужно обратить внимание на защитные функции от перегрева. Это обезопасит сварщика от серьезных последствий во время работы.
Полезное видео, особенности выбора сварочных инверторов и трансформаторов:
Заключение
Что такое сварочный трансформатор и как с ним работать, рассмотрели в данной статье. Соблюдая рекомендации по эксплуатации оборудования для сварки можно избежать существенных проблем.
Правильно выбранный вариант техники обеспечит надежной и долговечной работой в процессе эксплуатации. А результат работы будет виден в качественном сварном шве.
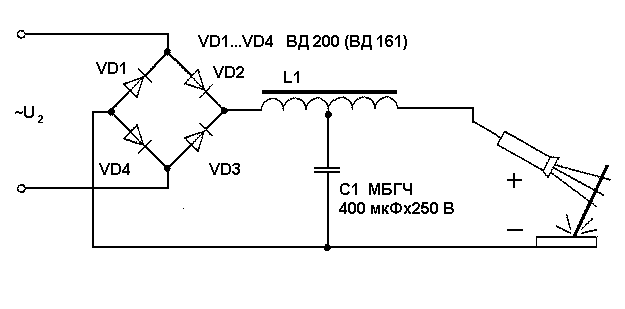
Что представляет собой сварочный выпрямитель. Схема и разновидности
Назначение выпрямляющего оборудования – преобразование переменного тока питающей сети в постоянный определенной силы. Для сварочных работ главным показателем является ампераж. Сварочные выпрямители, по сути, усовершенствованные трансформаторы. Они не только способны генерировать ток определенных характеристик, но и выпрямлять его. Это главное их отличие от аппаратов с переменным преобразователем. Устройства дополнительно оснащают полупроводниковыми фильтрами, конденсаторами, сглаживающими импульсный постоянный ток, делая его равномерным. Выпрямляющее оборудование лучше трансформаторов с точки зрения технологии сварки. Металл меньше разбрызгивается, стабильно поддерживается дуга.

Что такое сварочный выпрямитель
Оборудование представляет собой преобразовательный блок с вольтамперной регулировкой. У сварочного выпрямителя на выходе два провода с клеммами: плюс и минус. При подключении одной из них к электроду, а другой к металлу возникает высокотемпературная электрическая дуга, образующая ванну расплава.
Сварочные выпрямители разделяют по уровню сложности, дополнительным функциям. Но принцип устройства у всех одинаковый: помимо трансформатора, создающего необходимое напряжение, в схему включают полупроводники, пропускающие только положительную часть синусоиды переменного тока.
Устройство и принцип работы
В схему сварочного выпрямителя входят следующие элементы:
- трансформатор – регулируют напряжение (когда подаваемый от сети ток проходит через трансформатор, силовая нагрузка уменьшается до напряжения холостого хода);
- выпрямляющий блок – несколько полупроводниковых элементов преобразуют переменный ток в постоянный;
- частотные и силовые регуляторы;
- накопители заряда, сглаживающие импульсные скачки.
Чтобы понять принцип работы устройства, вспомним механизм действия полупроводников. Они пропускают электроны только в положительном полупериоде. При включении в схему нескольких проводников, удается получить много полупериодных кривых, при их наложении возникает постоянный ток.
Применение сварочных выпрямителей
Аппараты применяют при сварке на низких и высоких токах, прямой и обратной полярности.
Силовые параметры регулируют по толщине металла, учитывают температуру пластичности обрабатываемого сплава.
К устройствам подключают:
- держатели с угольными плавкими электродами или вольфрамовыми тугоплавкими;
- подающие насадки полуавтоматов и автоматов.
Разновидности сварочных выпрямителей
Токогенерирующие сварочные преобразователи различают по конструкции и способу регулировки силовых параметров.
- регулируемые трансформатором;
- с дросселем – индукционной катушкой, сдерживающей резкие скачки напряжения;
- с регулирующими тиристорами, меняющими напряжение тока;
- с транзисторами – полупроводниками, сглаживающими скачки импульсного тока;
- инвертор – преобразователи с частотным повышением тока и регулятором его силы.
Классификация выпрямителей по возможностям регулировки вольт-амперных характеристик (несколько слов об особенностях каждого из аппаратов):
- Трехфазные для ручной электродуговой сварки. Громоздкие модели трансформатором. Преобразователь работает с большими энергетическими потерями, возможности ограничены мощностью трансформатора металлическим или магнитным шунтом – дополнительным сопротивлением.
- Автоматы и полуавтоматы. Силовой поток регулируется магнитным полем. Реостатная вторичная обмотка позволяет менять число витков — это принцип вольт-амперной регулировки. Для импульсной регулировки установлен осциллограф. Ток сначала выпрямляется, затем трансформируется в переменный высокой чистоты.
- Дроссельные трехфазные выпрямители для дуговой и аргоновой сварки. Они оснащены дополнительным сердечником с обмоткой, выполняющим роль накопителя заряда, подаваемого на выпрямляющий конденсатор.
Преимущества и недостатки
Устройства отличаются большой мощностью при небольшом размере. Самые компактные – инверторы. Эти генерирующие устройства принято выделять в отдельную группу. В них трансформатор занимает не больше 1/5 объема.
Основное отличие других сварочных выпрямителей от трансформаторов – способность генерировать постоянный ток вместо переменного. С этой способностью связаны основные достоинства выпрямителей:
- когда на плавящийся электрод подается однополярный заряд, он быстрее разгорается;
- снижаются энергопотери – КПД трансформатора намного ниже;
- горение дуги стабилизируется;
- при равномерном плавлении стержня в ванне расплава возникает меньше брызг, снижается травматизм, риск случайных возгораний;
- шов удобнее контролировать, он получается ровный;
- расширяются возможности сварки;
- расход присадочных материалов уменьшается, при большом объеме работ экономия ощутима.
Наряду с достоинствами у большинства выпрямителей есть недостатки:
- потери мощности все же есть;
- при «просадке» напряжения сети они хуже работают;
- способны выйти из строя даже при коротких замыканиях в электроснабжающей сети;
- многие модели боятся влажности, запыленности.
За преобразователями, как и за другим сварочным оборудованием, нужно правильно ухаживать.
Обслуживание и основные неисправности
Новые преобразователи обязательно продувают перед включением в сеть. Делать это лучше бытовым феном на среднем режиме нагрева. Нужно устранить скопившуюся пыль, возможную влагу, она снижает сопротивление медных обмоток встроенного трансформатора. Раз в квартал продувку повторяют.
После длительного хранения (до года) преобразователя, перед работой полезно «прокачать» полупроводники – дать выпрямителю поработать на разных режимах, начиная с минимального. После двухчасовой «обкатки» устройство будет стабильно работать, не откажет во время сварки. Важно следить за исправность вентилятора, оборудование не должно перегреваться.
Возможные неисправности сварочного выпрямителя и методы их устранения:
Устройство не включается при подключении к сети. Такое возможно:
- при переломе жилы запитывающего проводника, брякают контакты в вилке – проверяют кабель, меняют вилку;
- в сети отсутствует напряжение – необходимо проверить входной рубильник;
- один из узлов вышел из строя – пора нести преобразователь в сервис или чинить устройства самостоятельно;
- выработан ресурс полупроводниковых элементов – требуется перепайка схемы.
Плавящийся электрод залипает, а преобразователь гудит – нужно:
- проверить исправность полупроводников и конденсатора;
- убедиться, что нет просадки питающей электросети;
- посмотреть целостность обмотки дросселя.
Преобразователь самопроизвольно отключается при работе – такое бывает:
- при перегреве, проверяют исправность вентилятора или охлаждающей системы;
- прорыве обмотки встроенного трансформатора – снимают старую, делают новую.
Устройство перестает выдавать питание нужных параметров – надо потрогать корпус, насколько он горячий, проверить подачу воздуха к вентилятору, дать генератору отдохнуть.
Прыгает напряжение холостого и рабочего тока – проверяют:
- ручку регулятора;
- предохранители первичной обмотки;
- плотность закрепления контактов клеммы у пускателя.
Схемы преобразователей указаны в инструкции по эксплуатации. Для ремонта устройств требуются электротехнические знания, навыки пайки. Лучше отдать устройство в сервисный центр. Они точно определят причину поломки, устранят ее.
Сварочный трансформатор: устройство и принцип действия

Для выполнения сварочных работ вы выбрали самый простой, из ныне существующих (по сравнению с выпрямителем или инвертором), источник сварочного тока. И правильно поступили!
Ведь, не так давно сварщики пользовались только аналогичным оборудованием, и всё у них получалось. А мы чем хуже? Чтобы использовать все возможности этого гаджета, необходимо знать его устройство и принцип действия.
В помощь вам, мы расскажем про устройство сварочного трансформатора, принцип его действия и некоторые технологические секреты.
Устройство сварочного трансформатора
Рассмотрим подробнее сварочный трансформатор: устройство и принцип действия. Регулировка тока в сварочном трансформаторе (далее – СТ) осуществляется по двум основным схемам:
- В первом случае, применяется трансформатор с нормальным рассеянием магнитного поля, которое осуществляется совмещённым или отдельным дросселем. Непосредственно сама регулировка сварочного тока производится изменением воздушного зазора в магнитопроводе дросселя;
- Во втором случае, регулировка гаджета осуществляется за счет управления рассеянием магнитного поля. Этот процесс может осуществляться следующими методами:
- изменением размеров воздушного промежутка между первичной и вторичной обмотками;
- согласованным изменением числа витков первичной и вторичной обмоток;
- применением подмагничиваемого шунта. Он изменяет магнитную проницаемость между стержнями магнитопровода, чем и осуществляется регулировка сварочного тока.
Конструкция и органы управления однопостовым сварочным трансформатором с подвижными обмотками (т. е. работающим по первой схеме) приведены на рисунке.
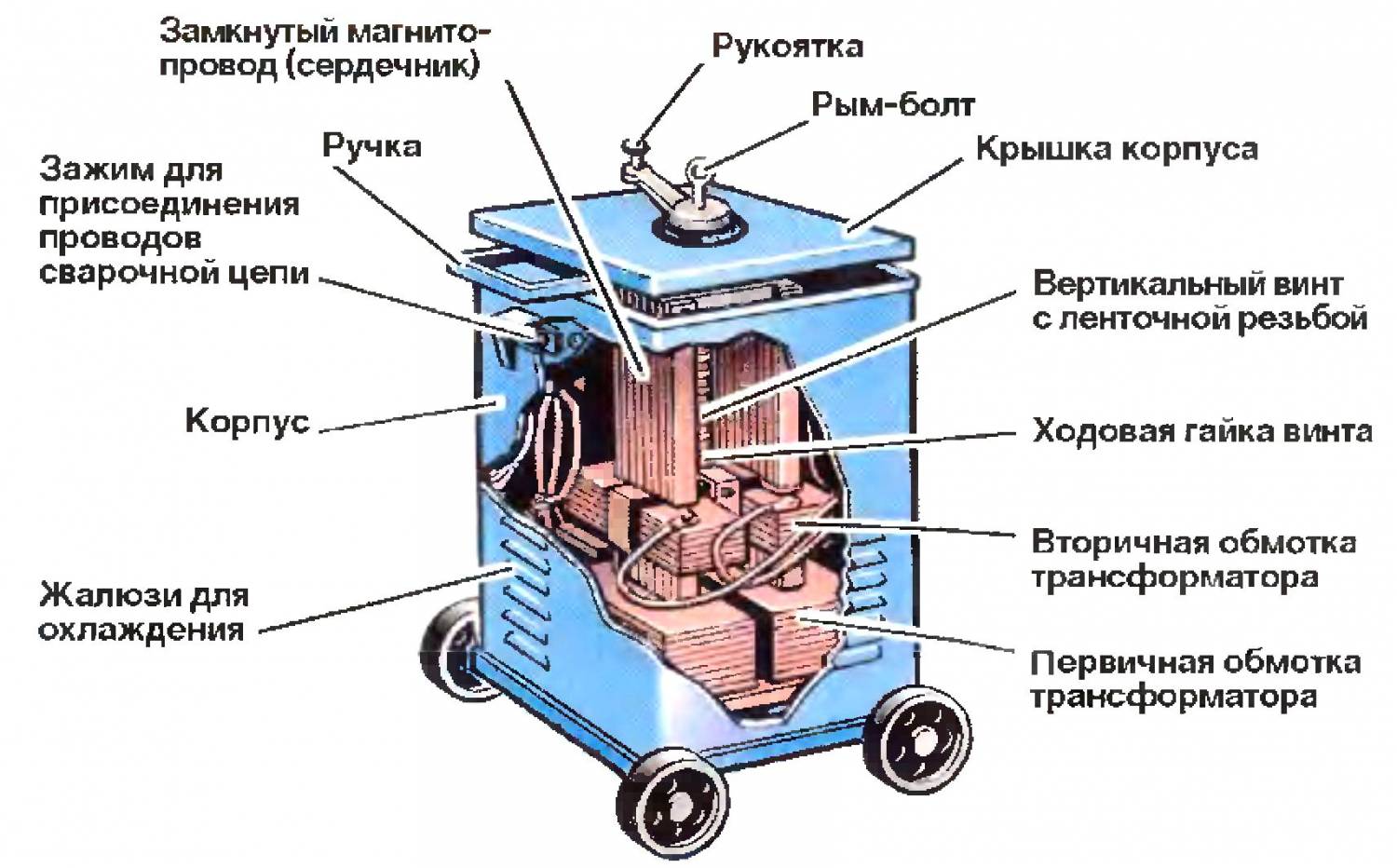
Магнитопровод с катушками и механизмами помещается в защитный кожух, который имеет жалюзи для охлаждения. Регулировка величины сварочного тока в таком СТ осуществляется с помощью подвижной обмотки, которая перемещается посредством ходовой гайки и вертикального винта с ленточной резьбой. В движение последний приводится при помощи рукоятки.
Сварочные провода подключаются к специальным зажимам. СТ представляет собой массивную конструкцию (очень тяжёлый сердечник). Поэтому, для погрузо-разгрузочных работ, он оснащён рым-болтом, а для перемещения по рабочему объекту – транспортной тележкой и ручкой.
[tip]Если собираетесь делать данное устройство своими руками, то вот подробная статья на эту тему.[/tip]
Принцип действия
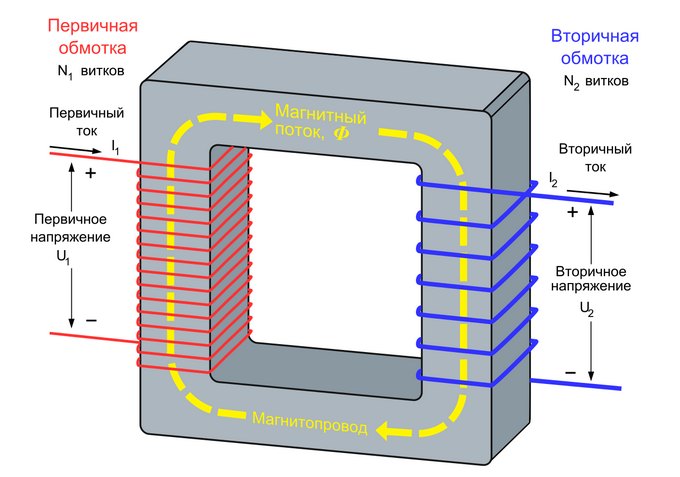
Чтобы понять принцип работы СТ, давайте, хотя бы в самых общих чертах, рассмотрим физические процессы, происходящие в однофазном двухобмоточном трансформаторе. Для иллюстрации этих процессов воспользуемся рисунком.
Электромагнитная схема такого трансформатора состоит из двух обмоток (первичная и вторичная), размещенных на замкнутом магнитопроводе. Последний выполнен из ферромагнитного материала, что позволяет усилить электромагнитную связь между этими обмотками. Происходит это за счёт уменьшения магнитного сопротивления контура (замкнутой цепи), по которому проходит магнитный поток трансформатора (Ф).
Первичную обмотку подключают к источнику переменного тока, вторичную – к нагрузке. При подключении к источнику электропитания, в первичной обмотке появляется переменный ток i1. Этот электрический ток создаёт переменный магнитный поток Ф, замыкающийся по магнитопроводу. Поток Ф индуцирует в обеих обмотках переменные электродвижущие силы (далее – ЭДС): е1 и е2.

Эти ЭДС, согласно закону Максвелла, пропорциональны числам витков N1 и N2 соответствующей обмотки и скорости изменения потока dФ/dt. Если пренебречь падением напряжения в обмотках трансформатора (они обычно не превышают 3…5 % от номинальных значений U1 и U2), то можно считать: e1≈U1 и e2≈U2. Тогда, путём несложных математических преобразований, можно получить связь между напряжениями и количеством витков обмоток: U1/U2 = N1/N2.
Таким образом, подбирая числа витков обмоток (при заданном напряжении U1) можно получить желаемое напряжение U2:
- при необходимости повысить вторичное напряжение — число витков N2 берут больше числа N1. Такой трансформатор называют повышающим;
- при необходимости уменьшить напряжение U2 — число витков N2 берут меньшим N1. Такой трансформатор называют понижающим.
Теперь мы можем, непосредственно, рассмотреть принцип действия СТ. Как сказано выше, он заключается в преобразовании входного напряжения (220В или 380В) в более низкое, которое в режиме холостого хода равно примерно 60В. Когда мы рассматриваем сварочный трансформатор, принцип работы будет очевиден после знакомства с компоновкой и функциональной схемой СТ.
Компоновка узлов СТ (в качестве примера предлагается агрегат серии «ТДМ») представлена на рисунке.

Пояснения к схематическому изображению сварочного трансформатора:
- 1 — первичная обмотка трансформатора. Выполнена из изолированного провода;
- 2 — вторичная обмотка не изолирована («голая» проволока) для улучшения теплопередачи. Кроме того, для улучшения охлаждения имеются воздушные каналы;
- 3 — подвижная часть магнитопровода;
- 4 — система подвеса трансформатора внутри корпуса агрегата;
- 5 — механизм управления воздушным зазором;
- 6 — ходовой винт. Основной элемент управления воздушным зазором;
- 7 — рукоятка привода ходового винта.
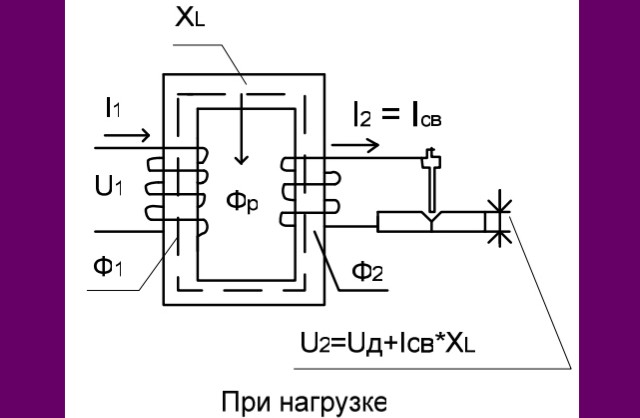
Функциональная схема такого СТ представлена на рисунке.

Трансформатор состоит из:
- магнитопровода с зазором б;
- первичной обмотки I;
- вторичной обмотки II;
- обмотки реактивной катушки IIк.
Регулировка величины сварочного тока осуществляется изменением величины зазора в магнитопроводе. Размер зазора влияет на изменение магнитного сопротивления контура и, соответственно, величину магнитного потока, который и создаёт в обмотках электрический ток:
- при необходимости уменьшить величину сварочного тока — величину зазора увеличивают;
- при необходимости увеличить величину сварочного тока — величину зазора уменьшают.
Полезное видео
Посмотрите небольшой обучающий ролик об устройстве и принципе действия трансформатора:
Магнитопровод
[note]Магнитопровод – это центральная часть конструкции СТ. Он является сердечником понижающего трансформатора и играет основную роль в формировании сварочного тока. По нему протекает магнитный поток, который индуцирует (создаёт) электрическое напряжение на всех обмотках.[/note]
Магнитопровод сварочного трансформатора представляет собой пакет пластин из трансформаторной стали. Вызвано это тем, что под воздействием магнитного потока в нём наводятся вихревые замкнутые электрические токи (в честь французского физика, их открывшего, названы: токи Фуко). В соответствии с правилом Ленца, магнитное поле этих токов стремиться уменьшить индукцию поля его создавшего, т. е. полезного. В результате:
- уменьшается КПД СТ;
- токи Фуко нагревают материал сердечника.
Для уменьшения этого влияния принимаются меры по уменьшению этих токов. Поэтому, как было сказано выше, магнитопровод и представляет собой пакет пластин. Поверхности пластины имеют хорошую электроизоляцию (они имеют оксидное изоляционное покрытие) и, кроме этого, часто дополнительно покрываются электроизолирующим лаком. Благодаря этому, они не представляют собой сплошной проводник, что существенно уменьшает величину токов Фуко.
Пластины между собой стягиваются шпильками в плотный пакет. Если этого не сделать (или стянуть неплотно), то они вибрируют с частотой колебаний тока в источнике питания: 50 Гц. В результате, СТ «гудит» с такой частотой.
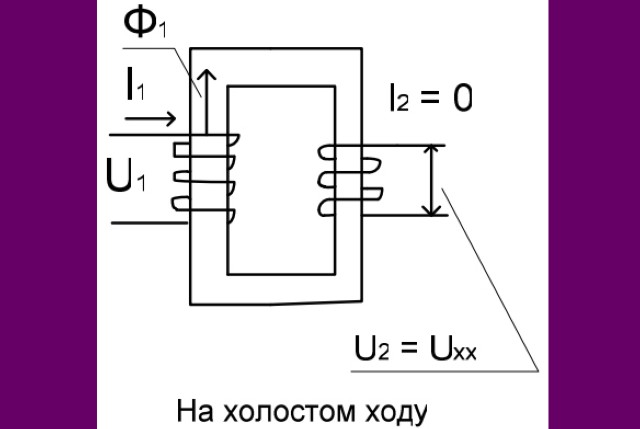
Ограничитель холостого хода
Ограничитель напряжения холостого хода СТ применяется, в соответствии со своим наименованием, для автоматического ограничения этого параметра. Он уменьшает индуцированную при размыкании вторичной обмотки ЭДС до безопасного значения не позже, чем через одну секунду после разрыва сварочной цепи. На картинке изображена популярная модель ограничителя напряжения холостого хода однофазных сварочных трансформаторов «ОНТ-1».

Принцип действия ограничителя следующий. Мы уже знаем, что в случае разрыва сварочной цепи, резко изменяется величина магнитного потока в магнитопроводе. Это, в свою очередь, приводит к резком скачку ЭДС самоиндукции. Резкий рост величины электрического напряжения может стать причиной аварии СТ или поражения током сварщика. Ограничитель напряжения холостого хода сварочного трансформатора уменьшает эту ЭДС до безопасного значения — не более 12 В.
Смотрите больше информации про сварочные трансформаторы здесь.[/help]
Читайте также: