Сварочный выпрямитель на тиристорах своими руками
Обновлено: 18.05.2024
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного "бублика". Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.

Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной – можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.



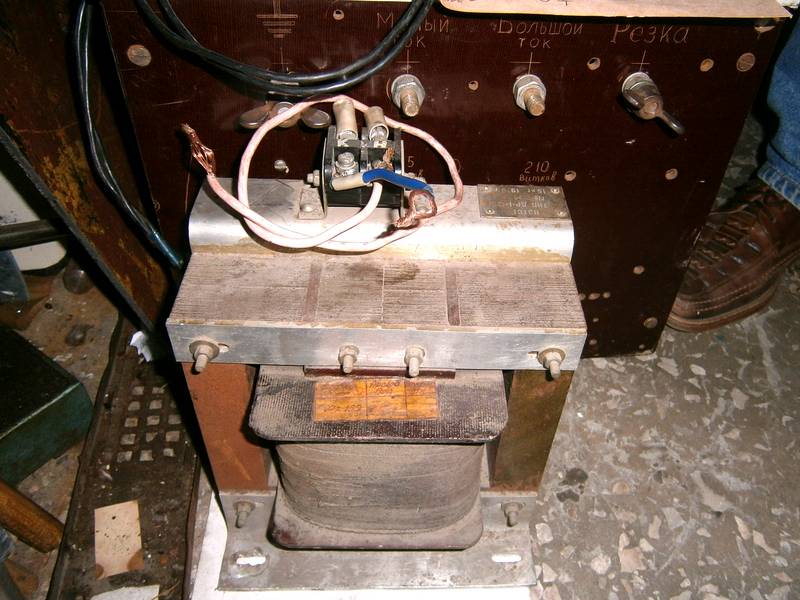
В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.




Она так-же крепится на общее основание. Для ввода сети 220 В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.

Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе – оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220 В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.

Вот и понятно, зачем по схеме указан второй подстроечный резистор – он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.

Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зафиксировать этот момент.


Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.

Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200 мкФ 100 В. Соединив их с помощью двух медных полосок параллельно, получил вот такую батарею.

Проводим опять испытания – электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание – это разряжаются конденсаторы. Очевидно без дросселя не обойтись.

И тут удача не оставила нас с преподавателем – в каптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4 мм по Ш-железу и имеющий вес 16 кг.

Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны – учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
Сварка Мастера Башира Или Поиск Истины
Вы можете написать сейчас и зарегистрироваться позже. Если у вас есть аккаунт, авторизуйтесь, чтобы опубликовать от имени своего аккаунта.
Примечание: Ваш пост будет проверен модератором, прежде чем станет видимым.
Последние посетители 0 пользователей онлайн
Топ авторов темы
Сантёр 144 постов
cuzikov 256 постов
Мастеровой bashir 569 постов
Serpal 304 постов
Популярные посты

gyrator
Ага,на тут одне профессиональные электронщики ходют косяками, а точнее-профессиональные гонщики, вешающие лапшу на уши друг другу и простодушным прихожанам. Не смешите меня, господин афинянин, бо к
"Роза пахнет розой, хоть розой назови ее, хоть нет. "© А тиристорная варылка, как ея не называй,пмсм, пахнет Г-О-В-Н-О-М. Причины эвтого запаха хорошо проглядываются в модельках от того же Яковлеви
Ну да, гораздо проще гнать "простому люду" без аргументов и фактов, как это делаете вы, или жить чужим умом, как это делает топикстартер. Us-us.
Изображения в теме

Здравствуйте! Во вторник на ремонт принесут, указанный в заголовке фен. Проблема у него вроде как простая, при перегибе шнура у основания, то работает, то нет. По идее разобрать, выкусить поврежденный участок и припаять на место, все просто. Но, я знаю, что современные фены не так просто разобрать, так как есть скрытые винты и защелки. Если кто с таким сталкивался, подскажите хитрые моменты при разборке.

Уменьшается частота осцилляции. Может быть срыв генерации и хана. Гдет у вас косяк с системой. Возможно в обратной связи. Самого усилителя. Нет.

@Vslz это ваше воображение так рисует? Это маломощные движки, там ключ даже не греется. А уменьшить время противоэдс можно включив резистор или стабилитрон последовательно с диодом. Это слегка улучшает стабилизацию. А где полка ЭДС?
режим DCM будет сопровождаться сильным свистом, большой амплитудой тока ключа. Так и коллектор подгореть может.

Собрал макет драйвера, чтоб поиграться с режимами, прежде чем идти дальше. Как я уже говорил, за основу взял схему аудионота, но номиналы решил подбирать сам Немного смущает в схеме цепочка R2 C1. Обычно конденсатором параллелится резистор большего номинала, а тут наоборот. Собственно я поставил в анод 68 килоом, в катод 680 ом. На вторую сетку влепил потенциометр и подогнал режим таким образом, чтоб на аноде было 70 вольт. На катоде при этом получилось 2.7 вольт. Думаю, попробовать уменьшить катодный резистор и подкрутить ещё напряжение на второй сетке, чтоб добиться смещения хотя бы 2 вольта. Почему именно 70 вольт. Дело в том, что я потенциал накала решил поднять на 80 вольт. Т.к. у 6п14 максимально домустимая разность потенциалов между катодом и накалом 100 вольт, то перестраховался. На катоде фазоинвертора будет примерно напряжение анода драйвера плюс смещение. Хотелось бы, чтоб потенциал подогревателя на нём был хотя бы чуть-чуть положительным. С другой стороны я не знаю, насколько это критично. Многие вообще сажают среднюю точку накала на землю и не заморачиваются. Тем более, что на ФИ амплитуда сигнала на сетке выше, чем в первом каскаде. В общем, люди знающие, люди опытные, подскажите плиз, стоит ли плясать с бубном или хрен с ним, если потенциал подогревателя в ФИ будет на пару десятков ниже потенциала катода ? P.S. Кстати усиление каскада получилось 67. Это без ёмкости вокруг катодного резистора. Учитывая, что 6п14п требует вольт 10 для раскачки, то при таком раскладе можно будет обеспечить вполне себе глубокую обратную связь. Даже не знаю, стоит ли заморачиваться с R2 C1
Сварочный аппарат с электронной регулировкой тока

Многие конструкции из металла собираются с применением электрической сварки. Я изготовил для этого несколько аппаратов, и один оказался наиболее удачным и удобным в эксплуатации. Предлагаю вашему вниманию сварочный трансформатор с электронным регулированием тока. Он не имеет подвижных частей, требующих высокого качества сборки и подверженных вибрации. Блок управления позволяет плавно регулировать сварочный ток поворотом ручки потенциометра. При этом во всем диапазоне изменения дуга горит стабильно. Думаю, данная конструкция должна заинтересовать читателей журнала.
На рисунке 1 представлена электрическая схема сварочного аппарата. В нее включены: сварочный трансформатор Т3; силовой выпрямитель на тиристорах VS3, VS4; выпрямитель для питания дежурной дуги на диодах VD6 - VD9, сглаживающий дроссель L1; блок управления силовыми тиристорами на транзисторах VТ1 - VТ5.
Схема сварочного аппарата
Основная дуга питается от выпрямителя на тиристорах VS3, VS4; значение сварочного тока меняется путем изменения угла включения тиристоров.
Когда силовые тиристоры закрыты, ток сварочной дуги обеспечивается цепью подпитки на диодах VD6 - VD9 и дросселем L1.
Силовой выпрямитель имеет падающую внешнюю характеристику. Выпрямитель дежурной дуги имеет крутопадающую внешнюю характеристику, и за счёт дросселя L1 в цепи дуги поддерживается непрерывный ток, что обеспечивает устойчивое горение дуги и предотвращает осыпание обмазки электродов.
Схема управления состоит из источника питания на трансформаторе Т1, выпрямителя на диодах VD1, схемы синхронизации на транзисторах VT1 и VT5, фазосдвигающего устройства на транзисторах VТ3, VТ4, блока сравнения на транзисторе VТ2, схемы измерителя сварочного тока на трансформаторе тока Т4, цепи управления силовыми тиристорами на тиристорах VS1 и VS2.
Схема синхронизации на транзисторах VТ1, VТ5 предназначена для разряда емкости С3 фазосдвигающего устройства в начале каждого полупериода напряжения питания сети. В момент, когда напряжение сети равно 0, на базе транзистора VТ1 будет 0 (он закрыт), a VТ5 открыт и С3 разряжен; во всех остальных случаях VТ5 закрыт.
В начале каждого полупериода питающего напряжения конденсатор С3 заряжается через VТ2 и R8; в момент, когда напряжение на С3 будет равно напряжению на базе транзистора VТЗ, происходит его открывание, VТ4 и С3 разряжается на I обмотку импульсного трансформатора Т2. С обмотки II и III импульс тока открывает тиристор VS1 или VS2 (открывается тиристор, на аноде которого присутствует положительная полуволна напряжения). Ток управления с обмотки III или IV трансформатора Т1 через открытый тиристор VS1 или VS2 подается на силовой тиристор VS3 или VS4. Из этих тиристоров открывается тот, через управляющий электрод которого протекает управляющий ток. Последний ограничивается резисторами R14 или R15. Через открытый тиристор VS3 (VS4) протекает ток сварочной дуги, он измеряется трансформатором тока Т4 и через цепь обратной связи VD5, R17, С4, R18, R20, R7 подается на схему сравнения на транзисторе VT2. Напряжение с движка резистора R20 сравнивается с напряжением в точке «А» схемы сравнения. Транзистор VT2 меняет свое внутреннее сопротивление (он работает в активном режиме) в зависимости от разности напряжений в точке «А» и на движке резистора R20. Если ток через сварочную дугу вырос больше, чем задано блоком управления, внутреннее сопротивление VT2 возрастает, конденсатор С1 заряжается медленнее, угол включения силовых тиристоров увеличивается и, следовательно, ток через сварочную дугу уменьшается.
В случае уменьшения сварочного тока ниже, чем задано блоком управления, происходят обратные процессы: угол включения силовых тиристоров уменьшается и, следовательно, ток дуги увеличивается. Таким образом происходит регулирование сварочного тока.
Ток сварочной дуги задается с панели управления путём поворота движка резистора R20. В процессе горения дуги зазор между концом электрода и сварочным изделием меняется, следовательно, меняется и напряжение на дуге. В некоторых случаях (при большом зазоре) оно становится больше, чем напряжение холостого хода силового выпрямителя, и тогда дуга начинает питаться от выпрямителя дежурной дуги, а силовые тиристоры закрываются. В случае уменьшения длины сварочной дуги силовые тиристоры откроются снова, так как в течение всего полупериода через управляющий электрод тиристора протекает ток управления.
Трансформатор Т1 может быть любой мощности, но не менее 20 Вт, первичная обмотка I - на 220 вольт, обмотка II - на 24 вольта, диаметр провода не менее 0,13 мм, обмотка III и IV - на напряжение 12 вольт, диаметр провода не менее 0,25 мм.
Трансформатор Т2 намотан на сердечнике К20х10х5 из феррита 2000НМ. Его обмотки I, II, III - по 50 витков провода ПЭВ-1 диаметром 0,2 мм.
Сердечник трансформатора Т3 - из электротехнической холоднокатаной стали марки 3404 толщиной 0,35 мм (размеры указаны на рис.2). Обмотка I - 162 витка: две секции по 81 витку медного провода сечением 8 мм 2 (2x4 мм). Каждая обмотка II и III - по 32 витка: состоит из двух секций по 16 витков медного провода сечением 15 мм 2 (3x5 мм). Обмотки I, II, III имеют изоляцию из стекловолокна, пропитанную теплостойким лаком. Обмотка IV, V - по 93 витка эмалированного провода диаметром 1,7 мм.
Конструкция сварочного трансформатора
1 - обмотка I (две секции по 81 витку медного провода сечением 8 мм 2 ); 2,3 - обмотки II и III (каждая - из двух секций по 16 витков медного провода сечением 15 мм 2 ); 4,7 - обмотки V и IV (по 93 витка эмалированного провода диаметром 1,7); 5 -сердечник (холоднокатаная сталь марки 3404, лист s0,35); 6 - магнитный шунт.
В качестве трансформатора тока Т4 взят сердечник от трансформатора тока ТК 200, 100/5. Он имеет две первичные
обмотки по одному витку сечением 15 мм 2 . В качестве провода можно применить сварочный кабель или другой многожильный провод в изоляции. Вторичная обмотка - 400 витков эмальпровода диаметром 0,5 мм. Она намотана на каркас от старой вторичной обмотки.
Отладка сварочного трансформатора осуществляется поблочно. Сначала он собирается и включается в сеть через предохранитель не менее 30 А. Затем проверяется напряжение на вторичных обмотках: на II и III - до 45 вольт, причём необходимо их включать согласно; на обмотках IV и V - до 90 вольт (включение также согласно). Последовательно с силовыми тиристорами включаются одновитковые обмотки трансформатора тока Т4 таким образом, чтобы он работал в режиме перемагничивания.
После сборки блока управления проверяют импульсы на выходе Т2 и работу схемы синхронизации. Для удобства проверки вместо транзистора VT2 параллельно R9 следует поставить переменное сопротивление 20 кОм и, изменяя его значение, проверить изменение угла включения аналога динистора. Затем собирается вся схема. В цепь сварочной дуги ставится амперметр с током полного отклонения 150 - 200 А. При сварке металла необходимо подстроить резистор R18 так, чтобы при повороте ручки переменного резистора R20 сварочный ток изменялся от 45 до 140 А.
Силовые тиристоры крепятся на стандартные радиаторы; диоды VD6 - VD9 установлены на четыре радиатора площадью 30 см 2 каждый.
Сварочный трансформатор успешно и безотказно эксплуатируется с 1993 года по сей день, электронное управление током сварки очень удобно при сварочных работах, особенно в разных пространственных положениях сварочного шва.
Н.ЗЫЗЛАЕВ, г.Самара
Моделист-конструктор 2005 №1
1. Д.Приймак. В помощь радиокружку - Радио. 1989. №5. с. 79.
2. М.И.Закс, Б.А.Каганский, А.А.Печенин. Трансформаторы для электродуговой сварки. Ленинград: Энергоатомиздат. 1988 г.
3. В.М.Рыбаков. Дуговая и газовая сварка. - Москва: «Высшая школа», 1986 г.
Сердечник дросселя L1 - из электротехнической стали; сечение магнитопровода (проходящего через обмотку) не менее 12 см 2 с немагнитным зазором 1 мм. Число витков эмальпровода диаметром 2,24 мм - 68.
Электронная схема некритична к радиоэлементам, за исключением VТЗ и VТ4 (пара этих транзисторов должна быть аналогом динистора). Резистор R20 должен иметь ручку для регулирования сварочного тока. Резистор R16 - ПЭВ 10. Резистор R15 (R14) собран из трех параллельно включенных одноваттных резисторов по 47 Ом каждый.
Читайте также: