Таблица для аргонной сварки
Обновлено: 28.04.2024
Этап подготовки к аргонодуговой сварке включает не только настройку инструмента, но и подбор верных расходных материалов. От правильности выбора расходки напрямую зависит результат работы, что делает его важным и требует внимания не только новичка.
- Сварочный газ
- Электроды
- Присадочный пруток
Суть сварочного процесса TIG-оборудованием
Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает - Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки .
Сварочный газ – аргон или смеси?
Мы уже упоминали о том, что защиту процесса обеспечивает инертный газ. При TIG-сварке чаще используется чистый аргон, немного реже гелий и их смеси. Именно в этой среде вольфрамовый электрод изнашивается меньше всего, а внешний вид и качество шва оптимальны.
Выбор электрода для TIG варки
Вольфрам выбран в качестве электрода не случайно. Металл славится особой тугоплавкостью, по части которой у него просто нет конкурентов.
Опознать вольфрамовый электрод для аргонодуговой сварки можно по маркировке «W». Другие символы и даже цвет указывает на вид легирующих добавок. Они необходимы, чтобы улучшить характеристики и увеличить срок эксплуатации расходного материала.
Электроды могут быть как универсальными, так и специальными – для сварки только на постоянном или только на переменном виде тока.
- WP (зеленые электроды) - вольфрамовые электроды без специальных добавок для сварки на переменном токе
- Вольфрамовые электроды легированные оксидом лантана WL-20 (голубой цвет ) и WL-15 (золотой цвет) - универсальные электроды для сварки на постоянном и переменном токах
Цвет / Состав
Вольфрамовые электроды без специальных добавок. Вольфрама не менее 99,5%, остальное примеси.
Обеспечивают устойчивость дуги при сварке на переменном токе. Идеально подходят для сварки деталей из алюминия.
Обеспечивают легкий розжиг сварочной дуги и ее высокую устойчивость, быстрое повторное зажигание.
Вольфрамовые электроды легированные оксидом циркония 0,7-0,9% ZrO2
Для сварки на переменном токе. Создают стабильную дугу высокой мощности. Выдерживают значительные токовые нагрузки.
Для сварки любым типом тока, поддерживают стабильную дугу даже при небольших его значениях.
Используются для сварки особо ответственных соединений.
С диаметром все куда сложнее, ведь он должен быть выбран в зависимости от толщины свариваемого металла и разновидности сварочного тока. В этом вопросе вам пригодится таблица ниже. Здесь приведены рекомендации для самых распространенных электродов WP и WL:
Как выбрать параметры для аргонодуговой сварки
Многие новички не решаются начать путь сварщика с аргонодуговой сварки. Обусловлено это технической сложностью оборудования, необходимостью в углубленных знаниях процесса и опыта в настройке сварочного аппарата.
В этой статье мы расширим Ваши знания в области сварки аргоном и рассмотрим настройку аргонодугового аппарата на примере модели FUBAG INTIG 200 DC Pulse.
Подготовка к работе с tig аппаратом
- Сборка горелки для аргонодуговой сварки
- Сборка сварочной системы с учетом расходки
- Очистка рабочего материала

- Возьмите цангодержатель и поместите в корпус горелки
- Вставьте в зафиксированный цангодержатель цангу
- Отставив немного расстояния до полной фиксации, прикрутите хвостовик
- Установите керамическое сопло
- Поместите вольфрамовый электрод в цангу
- Настроив вылет электрода, затяните хвостовик
- Подсоедините газовый баллон к аппарату, предварительно установив на него редуктор
- Подключите горелку к минусовому разъему, а массу к плюсовому
- Кабель управления подключите к соответствующему разъему на лицевой панели аппарата
- Необходимо очистить поверхность свариваемого материала от следов ржавчины и любой грязи. После зачистки требуется обезжиривание в обязательном порядке.
- Говоря о расходке, дополнительной подготовке требует и присадочный пруток. Его также чистят (воспользуйтесь обычной наждачной бумагой) и обезжиривают.
Выбор параметров для сварки аргоном
Как уже упоминалось ранее, в качестве примера настройки мы взяли сварочный аргонодуговой аппарат FUBAG INTIG 200 DC Pulse . Перед тем, как привести пояснение, опишем основные параметры для работы электродами WL 20 и присадочным прудком.

- Метод сварки – TIG. Современные аргонодуговые аппараты поддерживают более одного метода, поэтому первым делом выбирается именно он, а затем остальные параметры.
- Предпродувка газа – 0,5 сек. Настройка обеспечивает поступление газа до момента зажигания дуги, что необходимо, чтобы защитить заготовку от окисления.
- Ток поджига – выбирается из расчета ¼ рабочего тока (А).
- Время нарастания тока – 0,2-1,0 сек (выбирается опытным путем).
- Ток сварки (А). Выбирается в зависимости от толщины заготовки и материала – рекомендуемые значения приведены в таблице ниже.
- Время спада для заварки кратера (сек). Правильно выставив параметр, вы гарантируете отсутствие бреши в полученном сварочном шве (время спада 0,5-1,0 сек).
- Значение тока для заварки кратера (А) (выбирается опытным путем, но изначально можно также выбрать 25% от рабочего тока).
- Время продувки газа после сварочного процесса (сек). Обычно подача газа перекрывается через 0,5-5 секунд после окончания работы аппаратом (выбирается на опытным путем). Это необходимо, чтобы избежать окисления расплавленного металла.
Таблица. Выбор тока для сварки аргонодуговым аппаратом.

Обратите внимание на то, что самым важным является сила тока. Можно сказать у него есть некое превосходство над остальными параметрами. Почему? Дело в том, что чрезмерный ток прожжет заготовку, а недостаточное значение – не расплавит металл.
Как правильно вести горелку аргонодугового аппарата
Перед тем, как перейти к описанию процесса, отметим, что модель FUBAG INTIG 200 DC Pulse предусматривает 2 вида поджига – контактный и высокочастотный. Второй способ убережет от ошибок, если вы не уверены в правильности настроек. Благодаря высокочастотному поджигу заготовка не будет прожжена, не появятся вольфрамовые включения и в дополнение сварщик получит возможность самостоятельно контролировать расстояние до свариваемого металла.
Теперь о горелке. Если работа проходит без присадочного материала, то нужно ее держать перпендикулярно. При наличии – стоит проводить сварку под углом в диапазоне 70-80 градусов. Сам пруток должен располагаться под углом к поверхности заготовки равным 15-20 градусов. Есть еще одно важное условие – он должен быть перпендикулярен положению горелки.

- При сварке алюминия старайтесь добиться длины дуги равной 3 мм.
- После завершения работы не убирайте горелку до момента прекращения подачи аргона.
- Проверить правильность выполненной работы просто – если вы все делали верно, в шве будут отсутствовать поры и трещины, а сам он будет слегка ребристым.
- Для ровного шва лучше хорошенько зафиксировать заготовку с двух сторон.
- Подавать присадочную проволоку нужно только после появления сварочной ванны. Чтобы своевременно все выполнить понадобится немного набраться опыта. Обратите внимание, что слишком поздняя подача приведет к провару заготовки.
Техника безопасности при сварке аргонодуговым аппаратом
- Не приступайте к работе без сварочной маски с защитным стеклом.
- Не забывайте о перчатках сварщика и защитном костюме из огнеупорного материала.
- Устанавливайте баллон на безопасном расстоянии от источника питания.
- Перед тем, как начать сварку заготовки, обязательно проверьте работоспособность оборудования.
Если вас интересует тема сварки и работы с другими инструментами, не забывайте посещать наш YOUTUBE канал, где найдется немало интересных и полезных материалов по профессиональному оборудованию. А сейчас рекомендуем ознакомиться с роликом по аргонодуговым аппаратам:
Уроки сварки: Как настроить аргонодуговой аппарат для TIG-сварки?
Ранее мы рассказывали о том, как подобрать электрод , газ и другие расходные материалы. В этой статье продолжим рассматривать сварочный процесс, а точнее работу с аргонодуговым аппаратом tig. Для удобства сразу же выделим вопросы, которые будут затронуты в данном материале:
Для наглядности используем конкретные модели и заготовки. Сваривать будем нержавеющую сталь, а в качестве tig-аппарата выступит надежный и простой в управлении аппарат FUBAG INTIG 200 DC Pulse. Помимо основных функций оборудование обладает функцией импульсной сварки.
Что касается расходных материалов, то в приведенном примере используется баллон с аргоном, электроды WL 20 (для постоянного тока) и присадочный пруток.
Подготовка аргонодугового аппарата к работе
Все комплектующие под рукой. Собираем все воедино:
Устанавливаем редуктор на баллон с газом
Подключаем газовый шланг к редуктору
Подключаем байонетный разъем горелки к минусовому разъему
Подключаем кабель управления к пяти-пиновому разъему на лицевой панели
Последним подключаем кабель массы к плюсовому разъему
Аппарат практически готов к работе, теперь переходим к сборке tig горелки:
1. Первым устанавливаем цангодержатель
2. Аккуратно вставляем в него цангу
3. Прикручиваем хвостовик (не до конца)
4. Устанавливаем керамическое сопло
5. Вставляем вольфрамовый электрод
6. Настраиваем вылет электрода
7. Хорошенько затягиваем хвостовик.
Как только все выполнено, выставляем расход газа в зависимости от места проведения и диаметра сопла. Для сопла с диаметром 10 мм вполне подойдет расход газа равный 10 л/мин.
Внимание! Помимо самого аппарата и горелки, подготовка требуется и заготовкам. Очистив их от ржавчины, оксидной пленки и других загрязнений, вы позаботитесь о качестве сварки. Для обезжиривания можно воспользоваться ацетоном, уайт-спирпитом или другим растворителем. Присадочный пруток также зачищается наждачкой и обезжиривается.
Настройка tig аппарата от А до Я
Практически все металлы свариваются на прямой полярности (на электроде минус). Исключением является лишь сварка алюминия и его сплавов. Ярким примером сплава может могут стать медные сплавы со значительным содержанием алюминия. Для них обязательным является использование переменного тока.
На панели управления выставляем метод сварки – TIG.
Устанавливаем предпродувку газа на 0,5 сек.
Настраиваем ток поджига – 25% от рабочего тока (А).
Фиксируем время нарастания до рабочего тока – 0,2-1,0 сек.
Устанавливаем ток сварки (А) (см. Таблицу ниже)
Выставляем время до тока заварки кратера (спада в секундах)
Выбираем значение тока заварки кратера в амперах
Последним параметром станет время продувки газа после сварки (сек)
Параметры, которые относятся к заварке кратера, подбираются в зависимости от толщины металла.
В данной таблице даны общие рекомендации по подбору сварочного тока для наиболее используемых металлов и толщин. Это поможет вам сориентироваться при подготовке к началу работы.
Таблица. Настройка аргонодугового аппарата в зависимости от вида металла и толщины
Вид металла
Толщина металла, мм
Почему следить за силой тока важнее, чем за остальными параметрами? Во время TIG сварки можно прожечь заготовку, выставив слишком сильный ток. Низкое значение не позволит расплавить металл, что сведет все попытки сварить деталь на нет.
Правильный запуск и сварка TIG-горелкой
Параметры выставлены и пора начинать. У владельцев данной модели сварочного аппарата есть целых два варианта:
Использовать контактный поджиг
Прибегнуть к функции высокочастотного поджига
Последний предотвратит прожиг металла в случае неправильно выставленных параметров во время настройки аппарата аргонодуговой сварки. Он убережет металл от вольфрамовых включений и позволит самостоятельно контролировать расстояние до детали с момента начала работы.
И теперь самое главное – как же правильно вести горелку? Большинство опытных сварщиков проводят сварку справа налево. Во время процесса без присадочного материала электрод стоит расположить практически перпендикулярно свариваемой поверхности. Если присадочный материал присутствует, то достаточно удерживать небольшой угол (15-20 градусов).
Внимание! Чтобы металл шва не окислялся, надо следить, чтобы конец присадочного прутка постоянно находился в зоне защитного газа.
Процесс сварки завершается заваркой кратера. Заварка кратера - финальный участок сварочного шва длиной, высота которого уменьшается до нуля. С точки зрения качества сварного соединения, необходимо исключить образования кратера в финальной части шва. Для этого в аппарате предусматривается режим плавного уменьшения тока.
Для наглядности всего вышеописанного специалисты подготовили специальный видеоролик:
Как влияет циклограмма на процесс настройки аппаратов TIG?
Сварка — это технологический процесс, в котором необходимо учитывать большое количество параметров и факторов. Наибольший контроль за сварочными характеристиками необходим при аргонодуговой сварке TIG неплавящимся электродом в среде защитных инертных газов. Поэтому для упрощения контроля за рядом параметров в сварочных инверторах используется циклограмма.
С помощью циклограммы сварщик задает необходимые параметры сварки, чтобы процесс не вызывал сложностей, а также для предотвращения различных дефектов. Рассмотрим циклограмму сварочного аппарата ПТК МАСТЕР TIG 200 P AC/DC D92.
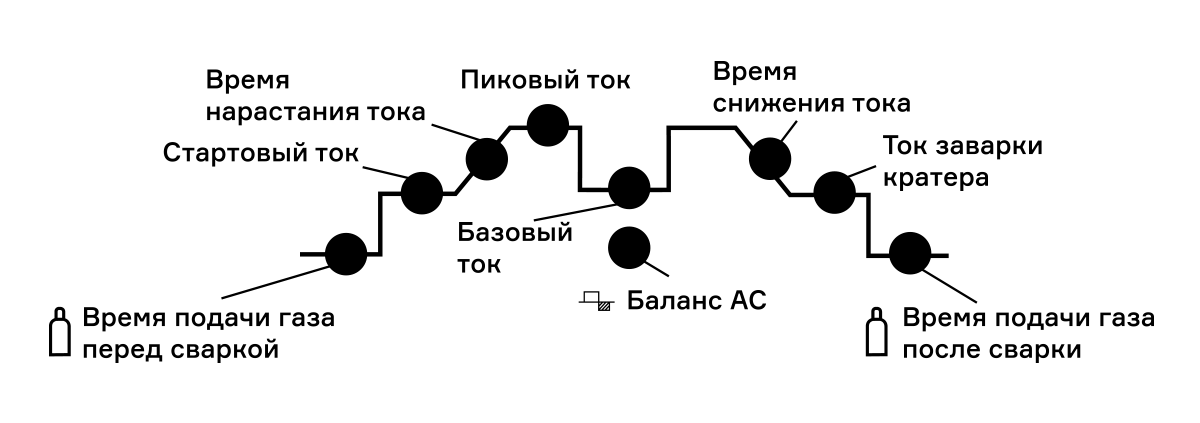

Каждый параметр циклограммы важен, поэтому для получения качественных сварных соединений необходимо понимать, для чего он нужен и как его настроить. Давайте поподробнее разберем каждый из них.
Время подачи газа перед сваркой
Это параметр, при котором увеличивается время задержки срабатывания высокочастотного осциллятора, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Обычно имеет диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет выгнать из всех каналов аргонодуговой горелки лишний кислород для того, чтобы он не попал в зону сварки и не наполнил сварочный шов парами, т.к. инертные газы тяжелее воздуха и вытесняют кислород из зоны сварки.
Совет. Рекомендованное значение времени подачи газа от 1,0 до 2,0 секунд. Этого вполне достаточно, чтобы выгнать воздух из всех каналов и не расходовать защитный газ понапрасну.
Стартовый ток
Параметр, который позволяет установить сварочный ток в начале сварки. Равномерно прогревает свариваемые кромки металла для получения сварочной ванны и последующего введения присадочного прутка. Обычно имеет диапазон 5–15 Ампер до максимального значения сварочного тока аппарата.
Время нарастания тока
Параметр, с помощью которого можно контролировать время изменения сварочного тока со стартового до основного (пикового) тока. Параметр имеет особое значение при сварке толстого металла, когда кромки уже разогреты, но силы сварочного тока не хватает для того, чтобы получить сварочную ванну. Диапазон регулировки от 0,1 сек до 10–15 секунд.
Пиковый ток
Или основной ток для сварки дугой без импульса — это основной сварочный параметр, который формирует сварочную ванну и сварочный шов. При сварке импульсной дугой – это верхний предел сварочного тока, так же формирующий сварочной шов. Обычно имеет диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата.
Совет. Стартовый ток лучше установить больше пикового (основного) тока на 10–20 Ампер, чтобы быстро сформировать сварочную ванну без дальнейшего перегрева основного металла. Время спада тока лучше установить от 1,5 до 2,0 секунд, чтобы долго не греть металл и не получить прожог.
Базовый ток
Показатель, который в сочетании с пиковым током дает импульсную дугу с определенной частотой, которую можно регулировать. Базовый ток устанавливает нижний предел импульса. Используется при сварке тонколистового металла для предотвращения перегрева, выгорания легирующих элементов, прожогов и короблений. Базовый ток позволяет удержать сварочную ванну от провала и от прожога. Стандартный диапазон регулировки от 5–15 Ампер до максимального значения сварочного тока аппарата.
Этот параметр будет активен только в режиме AC Pulse и DC Pulse, т.е. при сварке импульсной дугой, в других режимах данный параметр работать не будет.
Время снижения тока
С помощью времени снижения тока можно контролировать время изменения сварочного тока основного (пикового) до тока заварки кратера. Имеет диапазон регулировки от 0,1 до 10–15 секунд. В течение этого времени ток будет плавно снижаться для того, чтобы в конце сварочного шва не образовался кратер.
Ток заварки кратера
Параметр, который позволяет установить ток для завершения процесса сварки. Диапазон от 5–15 Ампер до максимального значения сварочного тока аппарата. Позволяет завершить сварку без образования кратера.
В режиме работы горелки 2Т спад тока и заварка кратера начинается после отпускания кнопки, в режиме 4Т кнопку необходимо зажать до погашения дуги.
Время подачи газа после сварки
Параметр, при котором высокочастотный осциллятор отключается, при этом газовый клапан в аппарате находится в открытом положении, тем самым подавая защитный газ в горелку. Диапазон регулировки от 0,1 до 10–15 секунд. Регулировка этого параметра позволяет охладить горелку и свариваемое изделие.
Дополнительные сварочные параметры
Рекомендуем обратить внимание на сварочные параметры, которые применимы только в определенных режимах:
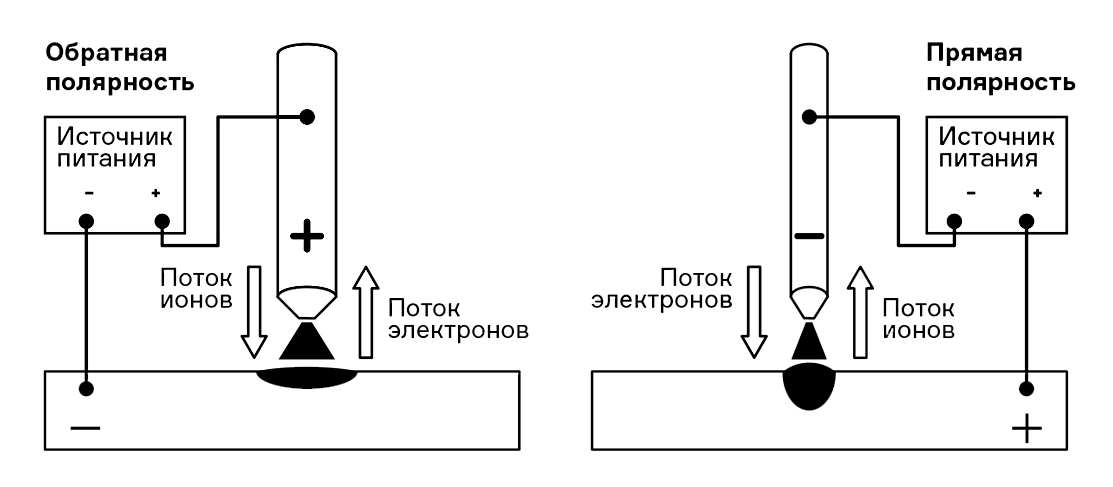
1. Баланс полярности переменного тока в режиме AC и AC Pulse
Полярность тока сварки существенным образом сказывается на характере протекания процесса аргонодуговой сварки. При использовании обратной полярности процесс сварки TIG характеризуется следующими особенностями:
- Сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности электрод должен быть большего диаметра при одном и том же токе. Иначе он будет перегреваться и быстро разрушится.
- Зона расплавления основного металла широкая, но неглубокая.
- Наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (катодное распыление), что улучшает сплавление кромок и формирование шва.
При сварке на прямой полярности наблюдается следующее:
- Повышенный ввод тепла в изделие и сниженный в электрод.
- Зона расплавления основного металла узкая, но глубокая.
Совет. При сварке алюминия на переменном токе, на кончике вольфрамового электрода необходимо образовать шарик, диаметром не более ½ диаметра электрода.
Чтобы образовать шарик на конце электрода необходимо:
- Выставить регулировку так, чтобы баланс полярности переменного тока был 50/50. На аппарате ПТК МАСТЕР ПТК МАСТЕР TIG 200 P AC/DC D92 показатель равен (65+15)/2=40. 40% — баланс отрицательной полуволны и положительной полуволны одинаков.
- Выставить баланс полярности в положение 45–50. На этом режиме шарик образуется в заданных значениях диаметра. Если вы выставите баланс полярности больше, то положительная полуволна увеличится, электронов потечет больше, на вольфраме начнет увеличиваться шарик.
- После образования шарика рекомендуем вернуть баланс полярности в исходное положение.
2. Частота переменного тока (режим AC и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги, на глубину проплавления и ширину зоны очистки. Чем больше частота переменного тока, тем стабильнее горение дуги, более узкий сварочный шов, меньше тепловложение в изделие. Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
3. Частота импульса (режим DC Pulse и AC Pulse)
Этот параметр влияет на тепловложение в металл, на стабильность горение дуги и на глубину проплавления. Чем больше частота импульсов тока, тем чаще пиковый ток будет спадать до базового и наоборот — базовый ток подниматься до пикового. Это обеспечивает стабильное горение дуги, узкий сварочный шов и меньшее тепловложение в изделие.
Применяется при сварке тонколистового металла, где требуется стабилизировать дугу и уменьшить тепловложение. Чем меньше частота переменного тока, тем реже пиковый ток будет спадать до базового и наоборот – базовый ток подниматься до пикового, следовательно, шире сварочный шов, больше зона очистки и больше провар. Применяется при сварке толстого металла.
4. Скважность или заполнение импульса в режиме DC Pulse и AC Pulse
Этот параметр схож по физическому смыслу с балансом полярности переменного тока. Однако, скважность импульса регулирует не положительную или отрицательную полуволну, а регулирует длительность пикового и базового тока в цикл длительности импульса.
Пример: Если частота импульса 50 Гц, что соответствует 20 мс, а базовый и пиковый ток — 50 и 100 Ампер соответственно, то при скважности импульса 50%, 10 мс ток будет 100 Ампер, а оставшиеся 10 мс — 50 Ампер, если скважность импульса составит 75% — 15 мс будет ток 100 А, а 5 мс – 50 мс.
Исходя из вышесказанного, чем выше скважность импульса, тем больше длительность пикового тока и выше тепловложение в металл, шире сварочная ванна. Чем меньше скважность — тем меньше тепловложение, стабильнее дуга, у́же сварочная ванна.
Запомните, что внимательное отношение к настройкам сварочных параметров поможет избежать дефекты и трудности при аргонодуговой сварке TIG. В качестве рекомендации ниже приведена таблица, в которой сделан акцент на важные моменты настройки параметров сварки. Таблица носит ознакомительный характер и не служит руководством к действию.
Аргонодуговая сварка TIG: технология и режимы

Аргонодуговая сварка – это один из видов сварки, которая для защиты сварочной дуги использует аргон. Благодаря аргону, происходит защита металла сварочной ванны от окружающей среды. Аргон способен вытеснить кислород из расплавленной ванны. Тем самым позволяет создать прочное и неразъемное соединение.
Сварку под аргоном ещё называют TIG (TungstenInertGas).
Такой тип сварки приобрёл большую популярность. Благодаря тому, что аргонодуговая сварка способна сварить различные металлы: алюминий, медь, нержавейку и даже чугун.
При сварке алюминия, аргонодуговая сварка надёжно защищает шов от воздействия кислорода, разрушает окисную плёнку и не даёт шву окислиться.
При аргонодуговой сварке применяются неплавящиеся электроды. В качестве неплавящегося электрода применяются вольфрамовые электроды. В качестве присадочного материала применяют различные прутки.
Подбираются прутки в зависимости от марки стали. Под каждый металл идёт свой пруток. Химический состав прутка должен быть идентичным или близким к хим. составу свариваемого металла. Только тогда получится качественное и надёжное соединение.
Технология сварки аргоном
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Выбираются вольфрамовые электроды под каждый металл и ток (постоянный или переменный) отдельно.
Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Подача аргона осуществляется через сопло горелки в зону сварки.
Перед началом работы нужно:
1. Необходимо настроить сварочный аппарат. Все настройки выставляются по таблице приведённой ниже.
2. Надеть спецодежду и средства индивидуальной защиты.
3. Подготовить поверхность металла к сварке. В зависимости от вида металла, подготовка может занять достаточно много времени.
Для начала нужно пустить газ за 10-15 секунд до сварки. Для этого нужно нажать на кнопку, которая находится на горелке.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для возбуждения дуги запрещено. Это может испортить электрод. Электрод должен находиться на расстоянии не более 2,5мм от изделия. Поэтому зажигание происходит на расстоянии от свариваемого металла.
Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании и стабильном горении дуги.

Осциллятор подключается к источнику питания сварочной дуги. Его задача – сделать из напряжения сети 220 В и частоты 50-60 Гц высокочастотное напряжение. Именно поэтому аргоновая сварка способна разрушить защитную плёнку алюминия и его сплавов.
Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Сама технология сварки аргоном напоминает газовую сварку. Только здесь расплавление присадочного материала выполняет электрическая дуга, а не газовое пламя.
Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Во время сварки под аргоном, особенно алюминия, необходимо соблюдать основные правила:
1. Электрод и присадка располагаются перпендикулярно по отношению к материалу;
2. Следует избегать колебания электрода в поперечной плоскости;
3. Дуга не должна сильно растягиваться. Оптимальная её длина от 1,5 до 2,5 миллиметра;
4. Движение сварки – справа налево.
Режимы аргонодуговой сварки для разных металлов
При выборе режимов аргонодуговой сварки, первым делом следует учитывать металл, который предстоит варить. От этого будет зависеть не только полярность, а и род тока.
При сварке под аргоном углеродистых, высоколегированных сталей, а также цветные металлы, следует варить на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже варится.
Расход аргона очень сложно определить. На это влияет не только скорость подачи газа, давление на входе в аппарат, но и условия, при которых производится сварочный процесс. На открытой местности сильный ветер способен увеличить расход инертного газа в разы.
В любом случае все режимы следует выбирать исходя их многих факторов.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | — | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
3. Длина дуги – от 1,5 до 2,5 миллиметра;
4. Сварка выполняется справа налево.
Как правильно варить аргоном
Не каждый начинающий специалист может знать, как правильно варить аргоном. Поэтому эта информация будет полезна многим новичкам.
Прежде чем приступить к сварочным работам, необходимо очистить поверхность металла от любого загрязнения. Грязь, масло, ржавчина и краска на поверхности металла не допускаются. Для этих целей можно применить все возможные средства: наждачную бумагу, абразивные круги и даже различные растворители.
Далее нужно настроить сварочный аппарат. Для этого нужно выставить подходящие режимы и отрегулировать подачу аргона.
Под рукой рабочего должно быть всё самое необходимое. Посторонние предметы нужно убрать в сторону. Присадочные прутки должны быть всегда под рукой.
Некогда не приступайте к сварке сразу на «чистовом» металле. Лучше всего настраивать аппарат на куске ненужного металла. Только так вы не испортите свою деталь.
Для начала нужно в левую руку взять присадочный пруток, а в правую горелку. Подать газ в зону сварки без зажигания дуги до начала сварки. Обычно это делается за 10-15 секунд. После этого можно зажечь дугу.
Заготовка разогревается до температуры плавления. Только после этого подаётся проволока.
Подача проволоки должна быть плавной, не резкой. Резкая подача присадки может привести к разбрызгиванию. Проволока должна идти немного впереди горелки под небольшим углом. Это позволяет полностью контролироваться сварочный процесс.
Дуга между металлом и электродом должна расплавлять не только пруток, но и кромку основного металла. Для того чтобы шов был качественным, необходимо варить короткой дугой. Оптимальная длина дуги – 2 мм. При растягивании дуги ширина шва начинает увеличиваться, а проплавление уменьшатся.
Сварка производиться вдоль линии стыка. Избегайте поперечных движений. Конец присадочной проволоки должен находиться в зоне инертного газа. Это защитит расплавленный шов от кислорода.
Инертный газ не даст окисляться металлу в процессе сварки. В противном случае это приведет к ухудшению качества соединения.
Как только процесс сварки закончен, только через 15 секунд прекратить подачу газа. За это время расплавленный шов успевает остыть и не допустить проникновение кислорода внутрь.
Сварка инвертором в аргоне: основные моменты
На рынке существует большое количество сварочного оборудования как профессионального, так и для бытового использования. Все они являются аппаратами инверторного типа.
Сейчас очень распространена сварка инвертором в аргоне, и на это есть свои причины. Такие источники питания электрической дуги способны преобразовывать переменный ток в постоянный. Кроме этого такое оборудование способна работать от сети 220 В и выдавать постоянный ток нужной величины.
Ещё одной особенностью, по которой сварка инвертором в аргоне так популярна, это малые размеры и вес такого оборудования. Его легко переносить с места на места. При транспортировке он не занимает много места в машине.
Инверторы обладают лёгким управлением, с которым разберётся каждый новичок.
В зависимости от характеристики, возможности аппарата и настроек, такие аппараты довольно доступны каждому. Поэтому сварка аргоном доступна каждому.
Сварка инвертором в аргоне способна на всё то, что и трансформаторные аппараты. А это сварка: алюминия, меди, титана, нержавеющей стали и даже чугуна. Но для получения качественного соединения придётся много практиковаться.
Что нужно для сварки аргоном: необходимое оборудование
Существует несколько типов оборудования для сварки аргоном:
1. Специализированное оборудование или специальное. Такое оборудование изготавливается под конкретные задачи и применяется на крупных предприятиях.
2. Универсальное оборудование. Применяется как на производстве, так и в бытовых условиях. Такое оборудование способно выполнять любые сложные работы.
Аппараты для сварки аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы.
Вот перечень того, что нужно для сварки аргоном:
1. Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
2. Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
3. Установка для управления сварочным процессом. Позволяет регулировать параметры сварки. Чаще всего располагается на передней панели самого аппарата;
4. Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
5. Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Кроме этого ещё необходимо:
1. Силовой контактор.
2. Баллон с газом. В этом случае баллон с аргоном;
3. Манометр на баллон;
4. Керамический наконечник на горелку;
5. Регулятор времени (при необходимости);
6. Различные фитинги.
Поставляются баллоны объёмом от 5 до 40 литров и имеют рабочее давление в пределах 150Атм.
Перед выполнением сварочных работ, необходимо позаботиться о СИЗ. Особенно это касается маски. Как подобрать сварочную маску можно прочесть в этой статье.
Какие виды аргоновой сварки бывают
В зависимости от того, каким способом выполняется сварочный процесс, бывают следующие виды аргоновой сварки:
Ручной способ является самым простым и самым распространённым. Всю работу выполняет непосредственно сварщик своими руками. Подача присадочных прутков производится сварщиком во время работы.
Такой вид аргоновой сварки довольно сложный, так как требует от человека высокой квалификации.
Автоматический способ встречается редко. При таком способе, подача присадочных материалов (проволоки) в зону сварки происходит автоматически. Такая проволока находится в катушках и подаётся как при MIG. Зажигание дуги также осуществляется автоматом, без участия человека.
При таком виде аргоновой сварки, человек только контролирует режимы и сам процесс.
Механизированный способ является чем-то средним между первыми двумя. При механизированном способе, сварщику приходится работать только с горелкой. Проволока подаётся в зону сварки автоматически.
Преимущество и недостатки сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:

1. Сварка тонколистового металла любого состава;
2. Выполнение сварки цветных металлов и их сплавов;
3. Сварка титана и его сплавов;
4. Качественный шов;
5. Широкий выбор настроек.
Недостатков у такого способа очень мало. К ним следует отнести:
1. Низкую скорость сварки;
2. Высокую стоимость аргона;
3. Сложность выполнения работ новичком.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Читайте также: