Технические характеристики источников питания сварочной дуги
Обновлено: 13.05.2024
Для начала немного общей информации о сварочной дуге. Дуга представляет собой мощный электрический разряд, который формируется между основным металлом и концом электрода. Сварочная дуга генерирует высокотемпературное тепло, которого достаточно для сварки большинства металлов.
Чтобы поджечь дугу, необходим внешний источник тока. В общих чертах основные источники питания для сварки — это трансформаторы, выпрямители, генераторы и инверторы. Проще говоря, сварочные аппараты типы трансформатор, выпрямитель или генератор. А также инверторный сварочный аппарат. Но в рамках этой статьи мы дадим больше информации, поскольку источники для питания сварочной дуги имеют множество особенностей.
Далее мы расскажем, какие существуют сварочные источники питания, каковы их характеристики и какие требования к ним предъявляются.
Основные требования
Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
- обеспечивать легкость зажигание дуги;
- поддерживать стабильное горение;
- контролировать верхний порог тока короткого замыкания;
- обладать хорошей динамикой;
- соответствовать требованиям по электробезопасности.
Под динамикой в данном случае понимается скорость восстановления напряжения от момента контакта электрода с массой (возникновения короткого замыкания) до вспыхивания дуги, то есть образования электрического пробоя воздуха.
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше.
Эти требования предъявляются ко всем без исключения устройствам. Им должен соответствовать даже самодельный сварочный аппарат, собранный для ручной дуговой сварки из блока питания компьютера.
Кстати, из последнего собрать устройство для домашнего применения не так уж сложно. Импульсный блок питания как раз и предназначен для понижения сетевого напряжения. Но варить можно будет только тонкий металл.
Выбор источника питания для дуговой сварки
Разумеется, помимо силовых характеристик сварочное оборудование выбирают по мобильности, габариту, весу. Говоря о достоинствах и недостатках источников питания, стоит начать с самого первого вида сварочников.
Трансформатор
Оборудование с вторичной обмоткой преобразует напряжение, за счет индуктивных полей с 80 вольт можно опустить напряжение до 20-ти. Это самый простой и громоздкий тип сварочного аппарата. Зато очень надежный, мало зависит от условий внешней среды, не боится влажности, запыленности. Трансформатор можно соорудить самостоятельно, нужный вольтаж получают за счет определенного числа витков вторичной обмотки. Коэффициент полезного действия оборудования довольно высокий, стоимость небольшая. Когда объем работы небольшой, сварщики с опытом работы предпочитают для гаража, дома приобретать трансформаторы.
Выпрямитель
Уже из названия ясно, что речь пойдет об источнике постоянного тока. Для преобразования используются полупроводники, они пропускают электричество только в верхнем диапазоне синусоиды. Благодаря использованию полупроводников, наличию электросхемы, возможности у выпрямителей шире, чем у трансформаторов. При смене полярности можно регулировать температуру на контактах: при прямой полярности сильнее греется электрод, при обратной – металл. КПД у выпрямителей выше, чем у трансформаторов, малые потери на холостом ходу.
Большой минус – сварочные аппараты очень греются, им периодически требуется передышка, чтобы прийти в норму или дополнительная система охлаждения.
Генератор
Электричество вырабатывается вращением вала в постоянном магнитном поле. Работают устройства на бензине, дизтопливе, есть стационарные установки на угле, брикетированном топливе. Главные достоинства:
- электричество со стабильными характеристиками;
- большой ампераж, до 1000 А.
Минусы – изрядные габариты, низкий КПД, плюс выхлопные газы, шум, вибрация.
Инвертор
Инверторный тип источников – самый технологичный. Небольшие размеры, высокая мощность, дополнительные функции: быстрый розжиг, стабильная дуга и другие. Бытовые устройства работают от сети 220 В, мощные установки подключают к трехфазным 380 В. Инверсия улучшает частотные характеристики до 50 кГц. Недостатки тоже есть: оборудование боится высокой влажности, низких температур, запыленности. Корпус профессиональных источников дополнительно оснащают защитой.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.
По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Принципы классификация

Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
- по предназначению — для ручной сварки, сварки под флюсом или в среде защитного газа (например, аргонодуговой);
- по числу сварочных постов, которые можно подключить единовременно;
- по способности передвигаться — мобильные и стационарные;
- по способу производства энергии — преобразователи или производители;
- по роду выходного тока;
- по ВАХ (вольт-амперная характеритика).
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ).
Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой.
Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ.
Четыре вида преобразователей
Основное различие между источниками питания сварочной дуги, определяющее их технические характеристики, массу, габариты и сферу применения — это различия по принципу преобразования электротока.
Существуют следующие виды источников:
- трансформаторы;
- выпрямители;
- преобразователи;
- инверторы.
Особняком стоят генераторы, так называемые агрегаты. Эти машины — не вторичные, а первичные источники энергии, они не преобразуют тем или иным способом питание от городской или промышленной сети, а вырабатывают его сами.
Как правило, агрегаты строятся на базе двигателя внутреннего сгорания — бензинового или дизельного. Первые — дешевле, вторые имеют большую мощность и моторесурс.
Внешние характеристики источников питания сварочной дуги
Внешняя характеристика может быть крутопадающей, пологопадающей, жесткой и полого-возрастающей. Чтобы сварочная дуга горела стабильно, ее внешние характеристики должны совпадать с вольт-амперными характеристиками.

Тип внешней характеристики зависит от типа сварочной технологии. Например, для сварки в защитных газах характеристика должна быть либо полого-возрастающей, либо жесткой. А для РДС сварки или автоматической сварки под слоем флюса характеристика должна быть падающей. Только при соблюдении этих условий дуга будет гореть стабильно.
Требования к источникам питания сварочной дуги
Любой источник питания при дуговой сварке выбирается, исходя из эксплуатационных свойств:
- Электрод должен разжигаться при соприкосновении с металлической заготовкой, контакты замыкают электрическую цепь.
- Когда присадка плавится, по капле возможно короткое замыкание. Сварочный аппарат в такой ситуации не должен выходить из строя, сварочная дуга должна поддерживаться стабильно.
- До вспышки дуги между деталью и электродом возникает краткосрочное короткое замыкание длиной в доли секунды. От скорости восстановления первоначального напряжения зависит динамическая характеристика источника питания.
- От режима холостого хода сварочное оборудование должно быстро переходить в рабочий ход, то есть напряжение с 60–80 вольт должно упасть до требуемых 18–20 В.
Требования ко всем источникам, применяемым для питания сварочной дуги, одинаковые. Напрашивается вывод, что эффективность работы сварочного оборудования зависит от способности поддерживать стабильное горение дуги, начиная с момента розжига. Последний момент – регуляторы, сварочные аппараты предназначены для большого диапазона рабочего тока, устанавливать нужные параметры тока должно быть удобно.
Основные требования
На сегодняшний день все источники питания должны соответствовать следующим основным требованиям:
- иметь в наличии плавную регулировку режимов сварки во всём диапазоне;
- иметь в наличии приборы для контроля режимов сварки;
- обеспечивать стабильное горение дуги;
- иметь высокие динамические характеристики;
- соответствовать основным требованиям по электробезопасности.
Наличие плавной регулировки и приборов контроля, обеспечивает точную настройку необходимых режимов сварки.
Динамические свойства сварочного аппарата определяются временем восстановления напряжения холостого хода после короткого замыкания в процессе сварки. Чем быстрее восстанавливается напряжение, тем лучше его динамические характеристики. Восстановление не должно превышать 0,05с.
Для повышения стабильности горения дуги дополнительно могут применяться осцилляторы. Они преобразующие низкое напряжение промышленной частоты в импульсы высокого напряжения и высокой частоты. Наложение этих импульсов на дуговой промежуток повышает устойчивость горения дуги.
Классификация
Общепринята градация блоков питания по нескольким признакам, обусловленным электромеханическими свойствами источников электротока. Начинающим сварщикам достаточно знать основные критерии классификации:
Для питания сварочной дуги возможно два способа получения рабочего тока:
- преобразованием энергии из силовой электросети (выделяют однофазные и трехфазные сварочники);
- генерацией электричества рабочих параметров из другого вида энергии.
Группировка по виду вырабатываемого тока:
- переменного;
- комбинированные, которые можно переключать с постоянного на переменный и наоборот;
- постоянного.
Способ преобразования электричества: изменением вольтажа и ампеража, выпрямлением – переменный ток преобразуется в постоянный.
Мобильность источников, питание дуги бывает стационарным (подключение к магистральным электросетям) и автономным (использование переносных генераторов или аккумуляторов).
Способ регулировки рабочих параметров дуги (напряжения, ампеража). В трансформаторах меняется число задействованных витков: положением шунта, подвижностью катушки, секционированием вторичной обмотки.
Градация источников питания по внешним характеристикам тока сварочной дуги – это оценка зависимости среднего напряжения на контактах (держателе электрода и клемме, закрепляемой на металле) от ампеража. Параметры вольт-амперной характеристики оборудования бывают двух видов:
- Падающая ВАХ характеризуется высоким напряжением холостого хода, превышающим рабочее до 2,5 раз.
- Жесткая отличается стабильностью напряжения на клеммах в процессе сварки. Ампераж короткого замыкания превышает номинальный сварочный в 2 или 3 раза.
Вольт-амперная характеристика источника определяется экспериментально. Когда подключают питание, измеряют напряжение на клеммах.
Технические характеристики источников питания
Основными техническими характеристиками источников питания сварочной дуги являются напряжение холостого хода и номинальная сила сварочного тока. Источники для ручной сварки изготавливают на токи 125 . 500, для механизированной - 315 . 1000. для автоматической - 500. 2000 А. Многопостовые источники имеют номинальную силу тока 1000 . 5000 А. Важным параметром является номинальное напряжение. Например, однопостовые источники с падающей внешней характеристикой. предназначенные для ручной сварки, имеют номинальное напряжение 25 . 40 В. В технической документации указаны пределы регулирования силы тока и соответствующие ему пределы регулирования рабочего напряжения. Например, выпрямитель для ручной сварки с номинальной силой тока 315 А и напряжение 22 . 36 В. Задается также напряжение холостого хода, для источников с падающей характеристикой оно составляет 60 . 90 В.
Источники питания работают в одном из спедующих режимов: перемежающемся, повторно-кратковременном и продолжительном. В перемежающемся режиме работа под нагрузкой в течение времени t, чередуются с холостым ходом в течении времени t„ когда источник не отключается от сети. Такой режим характеризуется относительной продолжительностью нагрузки ПН = i*/(tH + t*) • 100%. Источники для сварки имеют номинальную ПН. равную 60% .В повторно-кратковременном режиме работа под нагрузкой чередуется с периодическими отклонениями источника от сети на время to-Такой режим характеризуется относительной продолжительностью выключения ПВ = tM/(t„ + to) • 100%. В продолжительном режиме источник питания непрерывно работает под нагрузкой.
Кроме вышеперечисленных параметров в технической документации указываются напряжение питающей сети, номинальная мощность, коэффициент полезного действия, размеры и масса источников питания.
Для того чтобы процесс сварки в защитных газах протекал устойчиво, необходимо, чтобы длина дуги поддерживалась в заданных пределах Это достигается при условии. если скорость оплавления торца Электродной проволоки (Уолл) равняется скорости ее подачи (Vnnp)
Основная особенность жёсткой ВВАХ - небольшие изменения напряжения (длины) ду ги вызывают существенные изменения тока сварки.
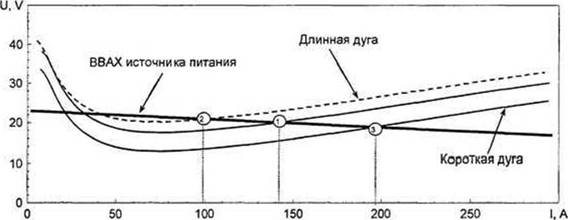
Основная особенность крутопадающей ВВАХ - большие изменения напряжения (длины) дуги не вызывают существенных изменений тока сварки.

В результате преднамеренного или случайного удлинения дуги возрастает её электрическое сопротивление, и, как следствие этого, увеличивается напряжение дуги. Это вызывает перемещение рабочей точки из положения 1 в положение 2. в котором ток сварки меньше. Скорость оплавления торца электродной проволоки снижается, что приводит к нарушению равновесия между этой скоростью и скоростью подачи электродной проволоки. Вследствие этого, торец электрода начинает перемещаться в направление сварочной ванны, сокращая дуговой промежуток и восстанавливая первоначальную (заданную) длину дуги. При этом сопротивление дуги снижается, и, как следствие, происходит уменьшение напряжения дуги. В результате, рабочая точка перемещается в положение 3, где ток сварки по значению близок току сварки в точке 1. В рабочей точке 3 устанавливается новое равновесие между скоростью подачи электродной проволоки и скоростью её оплавления. При этом ток сварки остаётся немного меньшим, по сравнению с точкой 3, так как дополнительный подогрев проволоки при удлинённом вылете электрода приводит к увеличению скорости её оплавления. Автоматическое восстановление заданной длины дуги после её сокращения (преднамеренного или случайного)
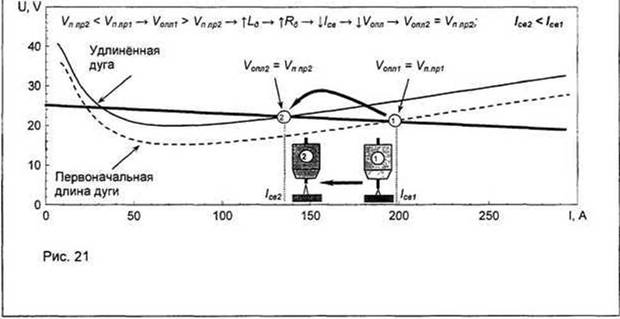
Автоматическое восстановление равновесия между скоростью подачи электродной проволоки и скоростью её оплавления после преднамеренного снижения напряжения дуги
ИСТОЧНИКИ ПИТАНИЯ
Качественного сварного шва невозможно добиться без обеспечения стабильного горения сварочной дуги, т. е. без устойчивого протекания сварочного процесса. В значительной степени это зависит от источника питания дуги, которая загорается при коротком замыкании — в момент контакта электрода с изделием. Это сопровождается выделением теплоты и быстрым повышением температуры в зоне контакта.
Для начала сварочного процесса требуется повышенное напряжение сварочного тока, но потом в результате эмиссии электронов с катода и развития объемной ионизации газов в сварочной дуге наблюдаются снижение сопротивления дугового промежутка и, как следствие, падение напряжения до того минимума, который необходим для устойчивого горения сварочной дуги.
Сварочная цепь переживает многократные и частые короткие замыкания, которыми сопровождается переход капель металла электрода в сварочную ванну. И в каждый такой момент напряжение достигает нулевой отметки. Одновременно с этим колеблется длина сварочной дуги. Чтобы она восстановилась, надо, чтобы напряжение поднялось до рабочего, т. е. до 25-30 В, причем в минимальный промежуток времени, иначе поддерживать горение сварочной дуги будет невозможно. Кроме того, надо иметь в виду, что при коротких замыканиях возникают большие токи, которые могут привести к перегреву проводки и обмотки источников тока. Таковы в общих чертах сварочный процесс и явления, которые ему сопутствуют.
Итак, электрическая сварочная дуга, по сравнению с другими потребителями электроэнергии, имеет ряд отличительных черт:
— необходимость более высокого напряжения для возбуждения сварочной дуги по сравнению с тем, которое требуется для ее поддержания;
— наличие в процессе горения сварочной дуги особого состоянии электрической цепи, которая претерпевает разрыв или короткое замыкание;
— колебания напряжения сварочной дуги и, соответственно, силы сварочного тока в связи с изменением длины дуги;
— падение напряжения между электродом и свариваемым изделиями до нуля при коротком замыкании, в момент которого происходит возбуждение сварочной дуги.
Специфическими особенностями сварочной дуги при ручной дуговой сварке (при других видах дуговой сварки они могут быть иными) обусловлены те требования, которые предъявляются к источникам питания, в частности:
— для возбуждения сварочной дуги нужно, чтобы напряжение холостого хода превосходило напряжение сварочной дуги в 2-3 раза (максимум напряжения холостого хода должен быть не более 80 и 90 В для источников питания постоянного и переменного тока соответственно), но при этом оставалось безопасным для сварщика (разумеется, при соблюдении им техники безопасности);
— изменение напряжения устойчивого горения дуги (рабочее напряжение), наблюдающееся при изменении ее длины (при увеличении последней напряжение должно возрастать, а при уменьшении — быстро снижаться), не должно приводить к большим изменениям силы сварочного тока и связанного с этим теплового режима сварки;
— в момент короткого замыкания сила тока должна быть ограничена определенным пределом, предотвращающим возгорание проводов. Достаточно, чтобы ток короткого замыкания превышал сварочный примерно в 1,1-1,5 раза, т. е. не более чем на 40-50%. Источник тока должен быть рассчитан и выдерживать длительные короткие замыкания, иначе он не сможет защищать обмотку от перегрева и разрушения;
— промежуток, в течение которого напряжение после короткого замыкания восстанавливается, не должен быть длительным. Необходимо, чтобы после каждого короткого замыкания, т. е. при переносе капель расплавленного металла электрода на свариваемое изделие, на подъем напряжения от нуля до рабочего (25 В) затрачивалось не более 0,05 секунды, более длительный промежуток негативно сказывается на устойчивости сварочной дуги;
— источник тока должен быть мощным, чтобы обеспечивать выполнение сварочных работ и иметь соответствующую внешнюю характеристику;
— источник питания дуги должен быть оснащен устройством, регулирующим сварочный ток (предел регулирования должен составлять приблизительно 30-130% от номинального сварочного тока), тем более что это требуется для осуществления сварки электродами различного диаметра.
Источники питания отличаются своими свойствами, для описания которых введены следующие параметры:
1. Внешняя статическая характеристика. Это зависимость между напряжением на выходных зажимах источника питания и величиной сварочного тока. Различаются несколько типов внешних вольт-амперных характеристик источников питания (рис. 17), в частности:
Каждому способу сварки должен соответствовать тип внешней характеристики. Для ручной дуговой сварки подходят источники с крутопадающей внешней характеристикой, поскольку у них при коротком замыкании напряжение падает до нуля, благодаря чему сила тока короткого замыкания не растет. Но при возбуждении сварочной дуги, когда ток
Рис. 17. Типы внешних вольт-амперных характеристик: 1 —
крутопадающая; 2 — пологопадающая; 3 — жесткая; 4 — возрастающая
минимален, мгновенно возникает повышенное напряжение. Источники питания с такой внешней характеристикой позволяет удлинять дугу, не опасаясь при этом, что она быстро оборвется, и сокращать ее без риска значительного увеличения тока.
Оставшиеся типы внешней характеристики источников питания (пологопадающая, жесткая и возрастающая) позволяют обеспечить существенное изменение величины сварочного тока при изменении длины дуги, что приводит к быстрому возрастанию или снижению скорости плавления электродной проволоки.
Источники питания с пологопадающей вольт-амперной характеристикой предназначаются для автоматической и полуавтоматической сварки под флюсом, а с жесткой и возрастающей внешней характеристикой — для сварки в среде защитных газов.
Необходимая характеристика источника питания задается при его изготовлении и обеспечивается конструкцией, а при сварке ее тип не изменяется.
Велико значение и динамических свойств источника питания, а именно быстрота, с которой напряжение при коротком замыкании восстанавливается с нулевой отметки до напряжения повторного возбуждения сварочной дуги. Это определяется индуктивностью источника питания: чем она больше, тем выше динамические свойства, при которых происходят равномерный перенос капель электродного металла и незначительное разбрызгивание.
2. Напряжение холостого хода. Так называется напряжение на выходных клеммах, когда нагрузка в сварочной цепи отсутствует, т. е. при разомкнутой сварочной цепи. Напряжение холостого хода источника питания с падающей вольт-амперной характеристикой всегда выше рабочего напряжения дуги, поэтому облегчаются возбуждение и повторное зажигание сварочной дуги. Если номинальное рабочее напряжение составляет 30 В, то напряжение холостого хода не должно быть более 75 В (чем оно выше, тем легче загорается сварочная дуга, но одновременно возрастает риск поражения сварщика током). Напряжение зажигания различно для источников постоянного и переменного тока и составляет не менее 30-35 В для первых и 50-55 В для вторых. В ГОСТе 7012-77 Е указано, что для трансформаторов, которые рассчитаны и выдерживают сварочный ток силой 2000 А, напряжение холостого хода не должно быть более 80 В. Увеличение напряжения холостого хода источника переменного тока влечет за собой снижение cos ср (напомним формулу мощности переменного тока: Р = U х | х cos ф), т. е. снижение КПД источника питания.
3. Относительная продолжительность работы (ПР) и относительная продолжительность включения в прерывистом режиме (ПВ). Источник питания сварочной дуги функционирует в таком режиме, когда включения периодически сменяются выключениями, которые необходимы для удаления шлака со сварного шва, замены электрода и пр. Можно сказать, что данные показатели характеризуют повторнократковременный режим работы источника питания сварочной дуги. Разница между ПР и ПВ заключается в том, что при ПР источник питания в момент паузы не отключается от сети и продолжает функционировать в холостом режиме при разомкнутой цепи, а при ПВ источник питания во время паузы отключается от сети.
Величины ПР и ПВ выражаются в процентах и определяют возможную степень эксплуатации источника сварочной дуги:
rfletCB — время сварки, т. е. работы под нагрузкой; txx — время холостого хода; tn — время паузы.
Для расчетов условно принимается время сварки (tee), равное 3 минутам, паузы (tn) — 2 минутам. Подставив значения в формулу, можно установить, что оптимальная величина ПР составляет 60%. Если ПР равняется 20%, то время сварки составит 1 минуту, а продолжительность паузы — 4 минуты.
Современная промышленность изготавливает различные источники питания для дуговой сварки и наплавки.
1. Источник питания, работающий от переменного тока и предназначенный для ручной дуговой сварки, автоматической сварки под флюсом и электрошлаковой сварки, называется сварочным трансформатором. Это устройство представляет собой статический электромагнитный аппарат, основная функция которого — преобразование имеющегося в электрической цепи напряжения (220 или 380 В) в более низкое напряжение вторичной электрической цепи, необходимое для возбуждения сварочной дуги и обеспечения ее горения. Энергия в трансформаторе преобразуется за счет переменного магнитного поля и использования необходимого количества витков в первичной и вторичной обмотках, расположенных на магнитопроводе. Так называется сердечник, выполненный из трансформаторной стали (из нее изготавливаются различные электрические изделия, которые в процессе эксплуатации попеременно на - и размагничиваются), которая является тонколистовой, низкоуглеродистой и отличается повышенным содержанием кремния (не более 4%) и малым количеством вредных примесей — фосфора и серы (не более 0,02%). Ее магнитопроницаемость определяет и вес устройства. Если магнитные свойства стали максимальны и магнитный поток протекает через нее с наименьшими потерями, то количество стали, необходимое для аппарата, значительно снижается.
В основе действия всех трансформаторов, применяемых для сварочных работ, лежит принцип электромагнитной индукции, т. е. переменный по направлению (с частотой тока) магнитный поток на магнитопроводе, образовавшийся от действия переменного тока первичной обмотки, пересекает витки вторичной обмотки трансформатора, после чего согласно закону электромагнитной индукции возбуждает в ней напряжение (ЭДС). Пока вторичная (сварочная) цепь не будет замкнута, тока в ней (кроме напряжения) не будет.
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения холостого хода трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Главный минус всех сварочных трансформаторов — низкий коэффициент мощности cos ф, что объясняется конструкцией трансформатора, в котором падающая вольт-амперная характеристика порождается высокой индуктивностью сварочной цепи. Для стабильного возбуждения сварочной дуги требуется напряжение холостого хода трансформатора на уровне 65 В, в то время как напряжение сварочной цепи составляет 20-30 В. Вследствие возникшего индуктивного сопротивления потери мощности возрастают. Поэтому коэффициент мощности cos ф сварочных трансформаторов должен состалвять 0,4-0,5.
Сварочные трансформаторы на основании различных показателей классифицируются следующим образом:
1) по количеству обслуживаемых рабочих мест на:
— однопостовые, рассчитанные на одно рабочее место, поэтому обладают соответствующей вольт-амперной характеристикой;
— многопостовые, предназначенные для одновременного обслуживания нескольких рабочих мест. Они имеютжесткую характеристику, но благодаря включению в электрическую цепь дросселя создается падающая внешняя характеристика, обеспечивающая стабильное горение сварочной дуги;
2) по фазности на:
3) по конструкции на устройства:
а) с нормальным магнитным рассеянием и отдельной реактивной (дроссельной) обмоткой, которая последовательно включается в сварочную цепь. Дроссель может заключаться в отдельный корпус или выполняться на общем сердечнике (рис. 18).
Падающая характеристика и регулировка сварочного тока происходят за счет электродвижущей силы (ЭДС) самоиндукции, которая возникает в обмотке дросселя исключи-
Рис. 18. Электрическая схема трансформатора с дросселем: а — в отдельном корпусе; 1 — реактивная катушка; 2 — зазор в регуляторе
Рис. 18 (продолжение). Электрическая схема трансформатора с дросселем: б — на общем сердечнике; 1 — реактивная катушка;
2 — зазор в регуляторе
тельно при наличии в ней сварочного тока. Составная часть магнитопровода дроссельной катушки — подвижной пакет, который, в свою очередь, является частью магнитопровода дросселя. От величины зазора в магнитном пакете зависит величина магнитного потока в данном магнитопроводе: он тем больше, чем меньше зазор, и наоборот. Величина магнитного потока определяет величину индуктированной ЭДС самоиндукции. Последняя постоянно направлена навстречу движению сварочного тока в цепи, который бывает тем меньше, чем больше ЭДС. Максимальная же величина ЭДС самоиндукции наблюдается при минимальном зазоре в подвижном пакете магнитопровода. Если зазор большой, то магнитный поток и ЭДС будут наименьшими, поэтому сварочный ток будет максимальным, ведь при прохождении по проводнику на его пути нет препятствий.
Благодаря описанным явлениям величина тока плавно регулируется, что и обеспечивает падающую характеристику источника тока и точно настроенный режим сварки.
Подобная схема была распространена приблизительно до 1967 года и хорошо работала, хотя не была лишена недос
татков: трансформаторы, например, весили достаточно много, вследствие потерь отмечалось падение КПД, а также увеличивался расход цветных металлов.
Сейчас трансформаторы с дросселем в отдельном корпусе сняты с производства и заменены устройствами в однокорпусном варианте, например трансформаторы типа ТСД и СТН (рис. 19) с аналогичным принципом действия;
б) с развитым магнитным рассеянием. При увеличенных магнитных потоках во вторичной обмотке трансформатора возникает реактивная ЭДС. Трансформаторы данной группы неоднородны и подразделяются на конструкции:
— с магнитными шунтами, например СТАН-0, ОСТА - 350 и др. Несмотря на то что они надежны и удобны в применении, они уже не выпускаются, так как весьма неэкономичны (приводят к повышенному расходованию металла и электроэнергии);
Рис. 19. Электрическая схема трансформатора типа СТН: 1 — первичная обмотка; 2 — вторичная обмотка; 3 — обмотка дросселя; 4 — подвижной пакет магнитопровода; 5 — рукоятка; 6 — магнитопровод
— с подвижной катушкой (марок ТД, ТДМ и др.) (рис. 20), производство которых поставлено на поток. Они отличаются хорошей динамикой, плавным регулированием и способностью удерживать ток на заданном уровне.
Рис. 20. Электрическая схема трансформатора с подвижными катушками: 1 — магнитопровод; 2 — вторичная обмотка; 3 — первичная обмотка; 4 — конденсатор
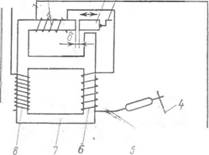
Данные трансформаторы бывают однофазными, стержневого типа, отличаются увеличенной индуктивностью рассеяния. Конструктивно они устроены следующим образом: катушки первичной обмотки зафиксированы, а катушки вторичной обмотки, напротив, являются подвижными. Регулирование сварочного тока осуществляется путем изменения промежутка (для этого предназначается рукоятка) между обмотками: при минимальном расстоянии ток возрастает (рукоятка поворачивается по часовой стрелке), а при максимальном расстоянии он снижается. У трансформатора имеется специальный конденсатор (фильтр), который устраняет радиопомехи, неизбежные при сварочных работах. Сварочный трансформатор типа ТСК-500 показан на рис. 21;
Рис. 21. Схема сварочного трансформатора ТСК-500: а — конструктивная; б — электрическая; 1 — зажимы для сетевых проводов; 2 — магнитопровод; 3 — рукоятка регулировки тока;
4 — зажимы для сварочных проводов; 5 — ходовой винт; 6 — катушка вторичной обмотки; 7 — катушка первичной обмотки; 8 —
в) с жесткой характеристикой. Такие трансформаторы используются при электрошлаковой сварки (при ней дугового процесса практически нет, а сварка возможна за счет высокой температуры расплавленного шлака, которая доходит до 2000° С, и прохождения через него тока) и рассчитаны на ток 1000-3000 А. Модели бывают одно- (ТШС-1000-1, ТШС-3000-1) и трехфазными (ТШС-1000-3, ТШС-3000-3, ТШС-600-3). Для регулирования напряжения во вторичной электрической цепи предназначаются секционные первичные и вторичные обмотки. С помощью контроллера, работающего от электродвигателя и управляющегося дистанционно, осуществляется переключение витков первичной обмотки, за которым следует изменение вторичного напряжения в сварочной цепи. Для переключения витков вторичной обмотки производится перестановка перемычек.
Для сравнения трансформаторы различных марок представлены в табл. 11.
Та блица 11 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СВАРОЧНЫХ ТРАНСФОРМАТОРОВ РАЗЛИЧНЫХ МАРОК
Классификация и обозначение источников питания
Источники питания дуги Классифицируют по следующим признакам: роду тока—на источники постоянного и переменного тока общепромышленного назначения; количеству одновременно подключаемых сварочных постов — на однопостовые и многопостовые; назначению — на источники для ручной дуговой сварки покрытыми электродами; автоматической и механизированной сварки под флюсом; сварки в защитных газах; электрошлаковой сварки; плазменной сварки и резки; источники специального назначения (для сварки трехфазной дугой, импульсно - дуговой сварки и др.); принципу действия и конструктивному исполнению; специализированные источники питания в установках.
Для Обозначения источников питания применяют буквы и цифры. Оно состоит из двух частей, разделенных дефисом: первая буква означает тип изделия (Т — трансформатор, В—выпрямитель, Г — генератор, У — установка); вторая буква — вид сварки (Д — дуговая, П — плазменная, Ш — электрошлаковая, Т — трехфазной дугой); третья буква — способ сварки (Ф — под флюсом, Г — в защитных газах, У — универсальные источники для нескольких способов сварки); отсутствие буквы означает ручную сварку штучными электродами; четвертая буква — дальнейшее пояснение назначения источника (М — для многопостовой сварки, И — для импульсной сварки); одна или две пифрь. после дефиса — номинальная сила тока источника (округленно в сотнях А); две последующие цифры (например, 02) —регистрационный номер изделия; следующие буква и цифра — климатиЧеское исполнение (У или Т) и категория размещения (2; 3 Или 4).
В качестве примера даны обозначения двух источников питания и соответственно их расшифровка:
ВДГМ 1602УЗ— выпрямитель для ручной сварки в защитных газах многопостовой; сила тока — 1600 А; регистрационный номер изделия — 02; климатическое исполнение — У; категория размещения — 3.
ТД-502 — трансформатор для ручной дуговой сварки штучными электродами однопостовой; сила тока — 500 А; регистрационный номер изделия — 02.
Источники питания переменного тока
К этим источникам питания относятся сварочные трансформаторы, предназначенные для одного поста и применяемые для ручной дуговой сварки штучными электродами и для механизированной сварки
Под флюсом, а также / 2 J
Трехфазные источники 9 о питания. Сварочные трансформаторы подразделяют на две группы: с нормальным магнитным рассеянием и отдельной реактивной обмоткой; с повышенным реактивным рассеянием.
Однофазные сварочные трансформаторы с нормальным магнитным рассеянием и отдельной реактивной обмоткой. В трансформаторах этого типа (рис. 5.3) обмотка дросселя последовательно включена в сварочную цепь. Падающая характеристика создается ЭДС самоиндукции, возникающей в обмотке дросселя. Сила сварочного тока плавно регулируется изменением зазора б между подвижной и неподвижной частями дросселя. При 6 = 0 сила тока минимальна, так как магнитный поток в сердечнике дросселя и ЭДС самоиндукции имеют максимальные значения. При максимальном зазоре б сила тока максимальна.
По этой схеме промышленностью ранее выпускались сварочные трансформаторы СТЭ-24у, СТЭ-34у, СТН-350, СТН-500, СТН-500-1, СТН-700. В настоящее время выпускаются трансформаторы ТСД-500-1, ТСД-1000-4, ТСД-2000-2, предназначенные для питания автоматических установок. Технические характеристики этих трансформаторов приведены в табл. 5.1.
Читайте также: