Техника безопасности при лазерной сварке
Обновлено: 20.09.2024
Main Menu
Лазерная сварка
Почти 20 лет назад, лазерная сварка была в зачаточном состоянии, и использовалась в основном для экзотических применений, где никакой другой процесс сварки не подходил. Сегодня, лазерная сварка является полноценной частью металлообрабатывающей промышленности, вошедшие в производстве сварных швов для общих элементов, таких как зажигалки, часы пружины, двигатель, трансформатор, и многих других. Однако очень немногие инженеры предпочитают использовать лазеры в производстве.
Почему? Есть много причин, но первая потому что не все знакомы с технологией лазерной сварки. Другие причины, такие, как относительно высокая начальная стоимость и обеспокоенность по поводу использования лазеров в производственной среде.
Лазерная сварка в машиностроении во времена СССР
Лазерная сварка может быть использована вместо стандартной во многих различных процессах, таких как сопротивление (пятно или шов), сварка под флюсом, РФ индукции, высокочастотное сопротивление, ультразвуковые и электронно-лучевые. Хотя каждый из этих методов создала самостоятельную нишу в производстве, универсальный подход лазерной сварки будет работать эффективно и экономично в различных приложениях. Его универсальность позволяют системе сварки, использоваться и для других функций обработки, такие как резка, сверление и герметизация.
В этой статье мы рассмотрим, как лазерная сварка работает, и какие преимущества она может предложить. В некоторых отраслях производства наблюдается значительное использование лазерных станков для резки, сварки и бурения, и их число может достичь 30000 в течение ближайших 15 лет, так как производственные инженеры стали более осведомлены о возможностях лазеров. Большинство лазерных станков, посвящены одной операции или процессу, который включает большие объемы, долгосрочное производство, универсальность, возможность изменять выходную энергию в широком диапазоне, что делает их идеальным для многих производственных операций.
Введение
Сварка это процесс нагревания материалов до расплавленного состояния и слития их вместе. Лазеры генерируют световую энергию, которая может всасываться в материалы и преобразуется в тепловую энергию. Используя луч света в видимом или инфракрасном диапазоне электромагнитного спектра, мы можем передавать эту энергию от источника к материалу с использованием оптики, которая может фокусировать и направлять энергию на очень маленькие, точные точки. Поскольку лазер испускает когерентное излучение, луч энергии имеет минимальные расхождения и может проходить на большие расстояния без существенной потери качества света или энергии.
Что все это означает для производства? Чтобы оценить потенциал использования лазеров в сварочных работах, необходимо пересмотреть некоторые традиционные подходы к эффективности и как она относится к преобразованию энергии. Лазер относительно неэффективный преобразователь электрической энергии в световой поток, с лучшими лазерами достигается лишь от 2 до 15 процентов преобразования энергии, в зависимости от типа используемого лазера. Тем не менее, практически весь световой поток поступает в небольшую точку в несколько тысячных дюйма или меньше.
Следовательно, при применении тепловой энергии на небольших участках, не существует других методов таких эффективных, как лазеры. Эта возможность выборочно применять энергию предлагает некоторые отличительные преимущества в металлургической промышленности и некоторых сварочных работ, но и создает некоторые уникальные проблемы. Так как поверхность нагрева порожденных лазерным излучением опирается на теплопроводность материала для производства сварки, проникновение обычно ограничивается менее 2 миллиметров.
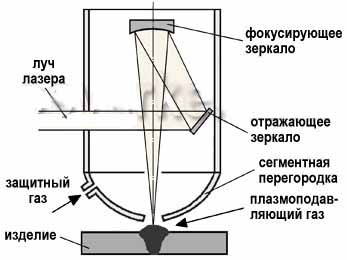
При нагревании пятно лазерного фокуса выше точки кипения, и в металле образуется отверстие. Оно заполнено ионизированным газом и становится эффективным поглотителем, захват около 95 процентов энергии лазерного излучения в цилиндрическом объеме, известный как замочная скважина. Температура в этой замочной скважине может достигать 25000 ° C, что делает такую сварку очень эффективной. Тепло проводится главным образом вниз от поверхности, оно проводится радиально наружу от замочной скважины, образуя расплавленные области. Как лазерный луч перемещается вдоль заготовки, расплавленный металл заполняет замочную скважину и затвердевает с образованием сварного шва. Эта техника позволяет сваривать металлы скоростью несколько сотен сантиметров в минуту или больше, в зависимости от лазерного размера.
Процесс лазерной сварки
Вообще, есть два типа лазеров, которые используются для сварки: CO2 и Nd: YAG. В рамках этой статьи мы не будем углубляться в фактическую теорию лазеров, так как наш реальный интерес заключается в манипулировании световым потоком лазера для сварки.
CO2 и Nd: YAG лазеры работают в инфракрасной области электромагнитного спектра излучения, невидимые для человеческого глаза. Nd: YAG предоставляет своим основным выходным свет в ближней инфракрасной области, на длине волны 1,06 мкм. Эта длина волны поглощается достаточно хорошо в проводящих материалах, с типичным коэффициентом отражения от 20 до 30 процентов для большинства металлов. ИК-излучение позволяет использовать стандартную оптику для достижения целенаправленного размеры пятна размером до 0.001 в диаметре.
С другой стороны, дальней инфракрасной (10,6 мкм) длина волны СО2-лазера имеет начальный коэффициент отражения от 80 процентов до 90 процентов для большинства металлов и требует специальной оптики для фокусировки пучка до минимального размера пятна от 0.003, до 0.004 диаметра. Тем не менее, в то время как Nd: YAG лазеров может производить электроэнергию мощностью до 500 Вт, CO2 системы могут легко поставлять 10000 ватт и более.
В результате этих широких различий, два типа лазера обычно используются для различных приложений. Мощные СО2-лазеры могут преодолеть высокий коэффициент отражения, в котором поглощения приближается к нулю. Отражательная способность металла имеет значение только до замочной скважины сварки. Как только поверхность материала в точке фокуса приближается к точке плавления, коэффициент отражения падает в течение 5 микросекунд.
Расчеты лазерной сварки
Зная размер сфокусированного пятна можно рассчитать плотность энергии на рабочую поверхность.
Для основного (TEM 00) пучка:
При выполнении сварки лазером, оптика для фокусировки лазерного луча до нужного размера не требуется.
S = ориентированные диаметр пятна
λ = Длина волны лазера
F = фокусное расстояние объективов
D = Диаметр лазерного луча
Для многомодового пучка:
Φ = Дивергенция лазерного луча
Если предположить, что свариваемые детали, как полу бесконечно твердые, с постоянным потоком тепла, то распределение температуры в зависимости от глубины в материал рассчитывается так:
T (X, T) = (2E / K) × [(тыс. т / ) ½ × ехр (-х 2 / 4kt) - (х / 2) ERFC (х / 2 (тыс. т) ½)]
T (X, T) = Температура на расстоянии «х» ниже рабочей поверхности, в то время «т» после начала постоянного ввода тепла
E = постоянный входной поток тепла
к = температура проводимости
х = глубина под поверхностью
T = время после запуска тепла поток
ERFC = бесплатная функция ошибок
и на поверхности (х = 0), повышение температуры будет:
T (X, Т) х = 0 = (2E / K) × (тыс. т / ) ½
Факторы лазерной сварки
Мы уже обсуждали влияние отражения материала на его пригодность. Температуропроводность, упомянутые в приведенном выше расчете, является мерой способности материала проводить тепло. Чем ниже коэффициент диффузии, тем больше тепла остается в непосредственной близости от места лазерного луча.
Металлы с низкой температурой кипения производят большое количество паров металла, которые могут инициировать пробой газа и плазмы в области высокой интенсивности пучка чуть выше поверхности металла. Эта плазма, которая легко поглощает энергию лазера, может блокировать луч, и пузырьки имеют тенденцию к образованию в корне шва. Если вязкость высока, эти пузыри затвердевают в расплавленном металле.
Хотя температура плавления металлов не оказывает существенного влияния на лазерную свариваемость, она должна быть достигнута в ходе начального поглощения энергии. Таким образом материалы с низкой температурой плавления, более подходят для сварки с помощью лазера чем материалы с высокой температура плавления.
Металлургические процессы при лазерной сварке
Эффект сварки различных материалов зависит от многих их металлургических свойств (табл. 1), такие как "горячая сила". После того, как лазер проходит, расплав затвердевает, а затем он медленно остывает до той же температуры, что и окружающий материал. Во время охлаждения, создается растягивающее напряжение в зоне сварки. Материалы, которые имеют низкую прочность на растяжение при температурах вблизи точки плавления, обладают свойством, которое часто приводит к появлению трещин в сварных швах.
Кроме того, другие термические преобразования, такие, как мартенситное превращение из высокоуглеродистой стали, также может привести к образованию трещин в районе сварного шва. Чтобы преодолеть эту тенденцию, специальные нужны меры предосторожности. Нижний предел тепла имеет и другие преимущества, такие как возможность использовать приборы, в которых не нужно выдерживать большие тепловые силы расширения или выступающих в качестве радиатора.
Химические реакции, такие как окисление или азотирования, с атмосферными газами при высоких температурах может вызвать проблемы, особенно когда оксидов или других элементов образуются у диссоциации температурах, намного выше точки плавления металла. В результате сварной швов получается хрупкий и пористый. Покрытие зоны сварки с инертным газом, таким как аргон или гелий уменьшает эти реакции в большинстве случаев. Для некоторых материалов, это может быть необходимо для сварки в герметичной камере для предотвращения внешнего загрязнения.
Для сварки алюминия в герметичных пакетах полупроводников, введение кремний-алюминиевых сплавов значительно улучшает сварной шов, обеспечивая температуру застывания значительно ниже, чем у исходного материала.
Для этого конкретного приложения, Симпсон рекомендует тип алюминия 4047, который имеет температуру плавления 1070 ° F до 1080 ° F по сравнению с 1200 ° F температуру плавления 6061 алюминия, используемого для жилищных пакетов. Во время охлаждения, внешний интерфейс остывает быстро.
Способы лазерной сварки
Существуют два различных подхода к лазерной сварке. Одним из них является маломощный метод для относительно тонких материалов, а другой является "грубой силой" мощный подход, который обычно включает в себя keyholing. Для стыковой сварки и сварных швов, лазерная энергия подается на стыке материалов, для минимизации входного тепла и искажений и позволяет производить высокую скорость обработки. Тем не менее, эти стыковые соединения должны точно соответствовать, что часто ограничивает применение лазеров в сварке круговых частей.
Для сварки внахлест, допуски для выравнивания швов несколько слабее. Ширина шва является основным критерием. Верхний материал образует большинство из зоны сварки, так что хорошо подходящий к лазерной сварке материал, может быть приварен к менее подходящему, поставив более подходящий материал сверху.
В данном видео продемонстрированы возможности современной лазерной сварки.
Преимущества лазерной сварки
Многие инженеры читали о технических преимуществах использования лазеров вместо более традиционных методов. Но какие есть экономические обоснования, которые составляют основу большинства производств? Пользователи промышленных лазеров не получают никакой отдачи от пропаганды сокращения расходов с внедрением системы лазерной сварки и даже могут создать конкурентов. Поэтому большинство производителей склонны считать использование лазеров в качестве конфиденциальной информации. Преимущества использования лазеров в сравнении с наиболее популярными методами приведены в таблице 2.
Оценки систем лазерной сварки
Как мы уже говорили, используются два типа лазеров для лазерной сварки СО 2 и Nd: YAG и Nd: Glass. Оба типа могут работать как в непрерывном, так и в импульсном режиме. СО 2-лазеры, которые используют диапазон мощности от 50 до 15000 Вт, являются более эффективными при преобразовании электрической энергии в лазерное излучение, чем Nd: YAG лазеры, которые варьируются от 50 до 800 Вт выходной мощности. Однако, как уже говорилось выше, отражения большинства металлов значительно выше, на CO 2, чем длина волны Nd: YAG длины волны.
Последние достижения в области быстрого осевого СО 2-лазеров обеспечивают улучшенные характеристики излучения, что делает эти системы конкурентоспособными с электронно-лучевой сваркой для глубокого проникновения луча. Быстро спиральные потоки СО-2-лазеров в настоящее время в состоянии производить фундаментальные режимы, которые дают более высокую плотность энергии, подходит для сварки термочувствительных сплавов или материалов, где тепловые искажения являются проблемой.
Медленно-осевые лазеры с улучшенными возможностями импульсной энергии имеют преимущество над быстро осевыми агрегатами, требующими быстрой связи энергии и низким входным теплом. В импульсном режиме, пиковая мощность в несколько раз больше, чем в непрерывном, хотя средняя мощность ниже. Эта пиковая мощность преодолевает отражательную способности поверхности и минимизирует тепловое повреждение окружающего материала.
Твердотельные лазеры (общее название для Nd: YAG, Nd: стекло и аналогичные лазеры), являются предпочтительными для низкой и средней мощности. Они нашли широкое применение в электронной, электротехнической промышленности для точечной сварки и лучевой сварки свинца интегральных схем с тонкой пленкой, соединительных схем.
Одним из аспектов, который может иметь важное значение в оценке лазерной сварки является физический размер оборудования. Твердые лазерные системы сварки являются относительно небольшими по сравнению с CO 2 системами, которые могли бы занимать среднюю комнату, чтобы достичь требуемых высоких степеней. Тем не менее, если вам нужна грубая сила, она может быть направлена на заготовку через оптику.
Для деликатных сварочных работ, таких как сварка нити ламп, твердых сварочных систем используется преимущественно коаксиальная (оптическая) сварка. Которая обеспечивает увеличение коэффициента 40X, и точное место фокуса лазерного луча. Эта функция очень полезна для выравнивания и фокусировки луча, а также заготовке просмотра. Поскольку длина волны Nd: YAG лазер близко к видимому спектру, стандартные линзы могут передавать как лазерный свет, так и изображение заготовки.
В то время как мы обеспечили быстрый теоретический подход к определению ваших потребностей лазера, фактическое применение лазеров требуется часто определять экспериментальным путем. Существует компромисс проникновения сварного луча против скорости движения для любой выходной мощности лазера, в общем, чем выше скорость движения, тем ниже проникновение. Это зависит от материала к материалу и с другими факторами, такими как фокус пучка.
Безопасность при лазерной сварке
Лазеры излучают очень концентрированный луч, который может быть видимым или невидимым. В целом большинство лазеров, используемых для сварки, невидимы. Этот луч инфракрасного света может сосредоточиться на кожу или в глаза, если меры предосторожности не соблюдаются. Промышленные лазерные системы полностью заблокированы, чтобы предотвратить любую опасность для оператора. Большинство из них оснащены безопасными устройствами и крышками радиационной безопасности, которые содержат фактические работы лазера, что позволяет людям, работающим поблизости, нормально работать. При правильной конструкции и тщательной предосторожности, лазерные системы, не более опасны, чем другие системы сварки или аналогичные инструменты.
Техника безопасности при работе за лазерным станком
При обработке заготовок на станках возникают ситуации, которые способны причинить вред человеку, работающему на оборудовании или обслуживающему его. Поэтому и разработаны специальные правила техники безопасности. Следуйте им и все будет хорошо.
Стандарты
При подготовке помещения к установке оборудования необходимо руководствоваться требованиями:
- ГОСТ 12.1.040-83 ССБТ. Лазерная безопасность. Общие положения.
- СанПиН 5804-91. Санитарные нормы и правила устройства и эксплуатации лазеров.
В целях обеспечения безопасных условий труда персонала установлены предельно допустимые уровни лазерного излучения, т.е. уровни лазерного излучения, которые при ежедневном воздействии на человека не вызывают в процессе работы или в отдаленные сроки отклонений в состоянии здоровья, обнаруживаемых современными методами медицинских исследований.
Существуют формулы расчета ПДУ лазерного излучения с учетом дополнительных факторов. Освоение расчетов ПДУ, при необходимости, целесообразно выполнить на лабораторно-практической работе. Принятие тех или иных мер лазерной безопасности, прежде всего, зависит от класса лазеров. Класс опасности лазера устанавливается предприятием-изготовителем.
Все лазеры должны быть маркированы знаком лазерной опасности с надписью: «Осторожно! Лазерное излучение!».
Размещают лазеры в специально оборудованных помещениях. Лазеры 4 класса должны размещаться в отдельных помещениях. Стены и потолок должны иметь матовую поверхность.
Размещать оборудование необходимо достаточно свободно. Для лазеров 2, 3 и 4 классов с лицевой стороны пультов и панелей управления необходимо оставлять свободное пространство шириной 1,5 метра при однорядном расположении лазеров и 2,0 метра — при двухрядном.
Управление лазерами 4 класса должно быть дистанционным, а дверь помещения, где они установлены, иметь блокировку. В соответствии с «ГОСТ 12.1.031-81 ССБТ. Лазеры. Методы дозиметрического контроля лазерного излучения» при использовании лазеров 2, 3 и 4 классов не реже одного раза в год проводится дозиметрический контроль.
В тех случаях, когда лазерная безопасность коллективными средствами защиты не обеспечивается, должны применяться индивидуальные средства защиты — очки и маски (последние — при работе с лазерами 4 класса). В зависимости от длины волны лазерного излучения в противолазерных очках используются оранжевые, сине-зеленые или бесцветные стекла.
К обслуживанию лазеров допускаются лица не моложе 18 лет, прошедшие медицинский осмотр и не имеющие медицинских противопоказаний.
1. Общие меры безопасности
1.1. К самостоятельной работе на лазерном оборудовании допускаются лица, имеющие специальное образование или прошедшие обучение для работы с оборудованием, прошедшие инструктажи по технике безопасности, пожарной безопасности, стажировку на рабочем месте, проверку знаний требований охраны труда.
1.2. Не допускать работы с отражающими металлами, а также материалами, чувствительными к высокой температуре и выделяющими токсичные вещества (например, ПВХ, тефлон, АБС-смолы, полихлоропрен).
1.3. Не хранить легковоспламеняющиеся вещества (спиртосодержащие, бензин) вблизи оборудования.
1.4. Обеспечить наличие огнетушителя СО2. Не использовать порошковые огнетушители, т.к. они могут повредить деталям лазера.
1.5. Опасными факторами для работающего на оборудовании могут быть:
- прямой луч лазера;
- отраженный луч лазера;
- невидимый лазерный пучок, выпускаемый лазерной трубкой;
- токоведущие провода с нарушенной изоляцией.
1.6. Работник-очевидец происшествия должен немедленно сообщить своему непосредственному руководителю о любом несчастном случае, происшедшем на производстве, ситуации, которая создает угрозу жизни и здоровью людей.
1.7. В случае нарушения требований настоящей инструкции работник привлекается к дисциплинарной, а в соответствующих случаях – к материальной и уголовной ответственности в порядке, установленном законодательством Российской Федерации.
2. Требования безопасности перед началом работы
2.1. Проветрить помещение.
2.2. Убедиться в отсутствии вблизи установки легковоспламеняющихся веществ.
2.3. Убедиться в готовности рабочего места к началу работы – рабочая поверхность установки очищена от загрязнений и посторонних предметов.
2.4. Убедиться в готовности установки к запуску – боковые панели и задняя панель установки должны быть закреплены на корпусе, пусковая аппаратура и индикатор работы лазера в исправности.
2.5. Убедиться в исправности вентиляционной системы оборудования и отсутствии препятствий для выхода воздуха.
2.6. Убедиться в наличии воды в системе охлаждения.
2.7. Надеть защитные очки.
3. Требования безопасности во время работы
3.1. Избегать попадания рук и других частей тела в зону рабочей поверхности лазера во избежание ожогов.
3.2. Работать только в защитных очках, так как попадание лазерного луча может разрушить роговицу глаза.
3.3. При работе не смотреть на луч лазера.
3.4. Работу с отражающими материалами производить только при закрытой крышке установки, так как отраженный луч не менее опасен, чем основной.
3.5. Работу с материалами, выделяющими едкие вещества (акрил, пластик и т.д.) производить с закрытой крышкой и использовать средства защиты дыхательных путей во избежание отравления.
3.6. Не открывать заднюю крышку установки, если оборудование подключено к электросети. Высокое напряжение, используемое для питания лазера, может вызвать поражение электрическим током.
3.7. Не допускать работы при снятых боковых панелях установки во избежание контакта с прямым или рассеянным лазерным пучком, что является травмоопасным.
3.8. Во время работы обеспечить вентиляцию помещения.
3.9. Не оставлять работающее оборудование без присмотра.
3.10. В случае обнаружения неисправности, отключить оборудование и поставить в известность специалистов. Не допускать самостоятельного ремонта оборудования.
3.11. Отключать электропитание во время грозы или если оборудование долгое время не используется.

4. Требования безопасности по окончании работ
4.1. Отключить оборудование от электропитания.
4.2. Очистить рабочую поверхность и направляющую от частиц материалов.
4.3. Проветрить помещение.
Заключительный этап работы на станке — наведения порядка. Оператор должен убрать заготовку, смести стружку или опилки (если они есть), вытереть остатки СОЖ с деталей станка.
Техника безопасности при лазерной сварке
Настоящая инструкция по охране труда при работе с установкой лазерной сварки доступна для бесплатного просмотра и скачивания.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Настоящая инструкция по охране труда предусматривает основные требования безопасности при работе с установкой лазерной сварки.
1.2. К самостоятельной работе с установкой лазерной сварки допускаются лица не моложе 18 лет, имеющие специальное образование, прошедшие медицинский осмотр и не имеющие противопоказаний по состоянию здоровья, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда, обученные безопасным методам и приемам работы, прошедшие стажировку на рабочем месте и проверку знаний требований охраны труда, а также обучение правилам пожарной безопасности и проверку знаний правил пожарной безопасности в объеме должностных обязанностей; обучение правилам электробезопасности и проверку знаний правил электробезопасности в объеме должностных обязанностей.
1.3. При работе с установкой лазерной сварки работник обязан:
— знать и соблюдать требования настоящей инструкции, правила и нормы охраны труда и производственной санитарии, правила и нормы по охране окружающей среды, правила внутреннего трудового распорядка;
— соблюдать правила поведения на территории предприятия, в производственных, вспомогательных и бытовых помещениях;
— заботиться о личной безопасности и личном здоровье;
— выполнять требования пожаро- и взрывобезопасности, знать сигналы оповещения о пожаре, порядок действий при нем, места расположения средств пожаротушения и уметь пользоваться ими;
— знать месторасположение аптечки и уметь оказывать первую помощь пострадавшему;
— знать порядок действий в случае возникновения чрезвычайных происшествий.
1.4. При работе с установкой лазерной сварки работник должен проходить:
— повторный инструктаж по охране труда на рабочем месте не реже 1 раза в 6 месяцев;
— периодический медицинский осмотр в соответствии с действующим законодательством РФ;
— очередную проверку знаний требований охраны труда не реже 1 раза в год.
1.5. Работник обязан выполнять только ту работу, которая поручена непосредственным руководителем работ. Не допускается поручать свою работу другим работникам и допускать на рабочее место посторонних лиц.
1.6. Во время работы быть внимательным, не отвлекаться на посторонние дела и разговоры и не отвлекать других работников.
1.7. В процессе работы с установкой лазерной сварки на работника возможно негативное воздействие следующих опасных и вредных производственных факторов:
— лазерное излучение (прямое, отраженное и рассеянное);
— острые кромки, заусенцы и шероховатости на поверхностях оборудования, инструмента;
— опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
— повышенная температура поверхностей оборудования и обрабатываемых изделий;
— повышенный уровень шума и вибрации;
— недостаточная освещенность рабочей зоны;
— неблагоприятный климат рабочей зоны;
— пожароопасность;
— физические и нервно-психические перегрузки.
1.8. Работник должен быть обеспечен средствами индивидуальной защиты в соответствии с действующими Нормами выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты (СИЗ), разработанными на основании межотраслевых и отраслевых правил обеспечения работников специальной одеждой, специальной обувью и другими средствами индивидуальной защиты.
1.9. Выдаваемые специальная одежда, специальная обувь и другие СИЗ должны соответствовать характеру и условиям работы, обеспечивать безопасность труда, иметь сертификат соответствия или декларацию.
1.10. Средства индивидуальной защиты, на которые не имеется технической документации, а также с истекшим сроком годности к применению не допускаются.
1.11. Использовать спецодежду и другие СИЗ для других, нежели основная работа, целей запрещается.
1.12. Личную одежду и спецодежду необходимо хранить отдельно в шкафчиках и гардеробной. Уносить спецодежду за пределы предприятия запрещается.
1.13. Работник должен знать и соблюдать правила личной гигиены. Принимать пищу, курить, отдыхать только в специально отведенных для этого помещениях и местах. Пить воду только из специально предназначенных для этого установок.
1.14. Запрещается употребление спиртных напитков и появление на работе в нетрезвом состоянии, в состоянии наркотического или токсического опьянения.
1.15. Работник обязан немедленно извещать своего непосредственного или вышестоящего руководителя работ о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, или об ухудшении своего здоровья, в том числе о появлении острого профессионального заболевания (отравления), а также обо всех замеченных неисправностях оборудования, устройств.
1.16. Требования настоящей инструкции по охране труда являются обязательными при работе с установкой лазерной сварки. Невыполнение этих требований рассматривается как нарушение трудовой дисциплины и влечет ответственность согласно действующему законодательству РФ.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Проверить исправность спецодежды, спецобуви и других СИЗ на отсутствие внешних повреждений. Спецодежда должна быть соответствующего размера, чистой и не стеснять движений.
2.2. Надеть спецодежду и СИЗ, соответствующие выполняемой работе. Спецодежда должна быть застегнута, не допускаются свисающие концы. Волосы убрать под головной убор. Запрещается закалывать спецодежду булавками, иголками, держать в карманах острые и бьющиеся предметы.
2.3. Получить задание у непосредственного руководителя на выполнение работ, при необходимости пройти инструктаж.
2.4. Проверить исправность и целостность инвентаря, инструмента, приспособлений.
2.5. Проверить наличие аптечки для оказания первой помощи и средств пожаротушения.
2.6. Проверить состояние освещенности рабочего места. Отрегулировать местное освещение так, чтобы рабочая зона была достаточно освещена, и свет не слепил глаза.
2.7. Подготовить рабочее место для безопасной работы:
— произвести его осмотр, убрать все лишние предметы, не загромождая при этом проходы;
— проверить подходы к рабочему месту, пути эвакуации на соответствие требованиям охраны труда;
— проверить работу местной вытяжной вентиляции, воздушного душирования;
— проверить наличие и исправность ограждений и предохранительных устройств, сигнальных средств, защитных приспособлений;
— установить последовательность выполнения операций.
2.8. Подготовить необходимые для выполнения работ защитные средства и приспособления.
2.9. Рабочий инструмент, приспособления и вспомогательные материалы следует расположить в удобном для использования порядке и проверить их исправность.
2.10. Проверить исправность применяемого оборудования. Проверить срок технического освидетельствования применяемого оборудования. Произвести внешний осмотр и убедиться в отсутствии видимых повреждений его основных элементов.
2.11. Не допускается самовольное проведение работ, а также расширение рабочего места и объема задания.
2.12. Работник должен лично убедиться в том, что все меры, необходимые для обеспечения безопасности выполнены.
2.13. Обо всех обнаруженных неисправностях и неполадках сообщить своему непосредственному руководителю и приступить к работе только после их устранения.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Подчиняться правилам внутреннего трудового распорядка, иным документам, регламентирующим вопросы дисциплины труда.
3.2. Выполнять санитарно-гигиенические требования.
3.3. Правильно применять спецодежду, спецобувь и другие средства индивидуальной защиты.
3.4. Не допускать к своей работе необученных и посторонних лиц.
3.5. Во время работы следует быть внимательным, не отвлекаться от выполнения своих обязанностей и не отвлекать других работников.
3.6. Работник, находящийся в болезненном или переутомленном состоянии, а также под воздействием алкоголя, наркотических веществ или лекарств, притупляющих внимание и реакцию, не должен приступать к работе, так как это может привести к несчастному случаю.
3.7. Во время работы нужно вести себя спокойно и выдержанно, избегать конфликтных ситуаций, которые могут вызвать нервно-эмоциональное напряжение и отразиться на безопасности труда.
3.8. Применять необходимые для безопасной работы исправное оборудование, инструмент, приспособления; использовать их только для тех работ, для которых они предназначены.
3.9. Содержать в порядке и чистоте рабочее место, не допускать загромождения материалами, инструментом, приспособлениями, прочими предметами.
3.10. Следить за работой оборудования, состоянием инструмента, приспособлений, периодически проводить их визуальный профилактический осмотр.
3.11. При обнаружении неисправного оборудования, приспособлений, оснастки, инструмента, других нарушений требований охраны труда, которые не могут быть устранены собственными силами, и возникновении угрозы здоровью, личной или коллективной безопасности работнику следует сообщить об этом руководству. Не приступать к работе до устранения выявленных нарушений.
3.12. Работать с неисправными оборудованием, инструментом и приспособлениями, а также средствами индивидуальной и коллективной защиты запрещается.
3.13. Правильно выполнять приемы работ с установкой лазерной сварки.
3.14. Работы выполнять в соответствии с технологическим регламентом и инструкцией по эксплуатации оборудования.
3.15. Установку лазерной сварки использовать только по ее назначению, в соответствии с техническими характеристиками и с учетом обеспечения требований правил техники безопасности, приведенных в инструкции по эксплуатации оборудования.
3.16. Правильно выполнять приемы работы при подготовке оборудования для выполнения заданных операций, установке и снятии деталей после обработки, ведении с пульта управления процесса лазерной сварки, обслуживании оборудования, а также при выполнении других видов работ.
3.17. Запрещается оставлять работающее оборудование без присмотра.
3.18. Соблюдать нормы переноски тяжестей вручную.
3.19. При работе с установкой лазерной сварки работнику запрещается:
— работать на неисправном оборудовании, пользоваться неисправным инструментом, приспособлениями, а также приборами и оборудованием, обращению с которыми он не обучен;
— производить самостоятельное вскрытие и ремонт оборудования, приборов, приспособлений, вносить изменения в конструкцию оборудования или их регулировку;
— производить какие-либо работы самовольно;
— производить работы без применения необходимых СИЗ;
— допускать к работе посторонних лиц;
— работать под воздействием алкоголя, наркотиков, лекарств.
3.20. Не использовать для сидения случайные предметы (ящики, коробки и т. п.), оборудование и приспособления.
3.21. Не курить и не принимать пищу на рабочем месте.
3.22. В случае плохого самочувствия прекратить работу, поставить в известность своего руководителя и обратиться к врачу.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении любых неполадок, угрожающих аварией на рабочем месте прекратить работу, отключить оборудование от электросети; доложить руководителю; действовать в соответствии с полученными указаниями.
4.2. При обнаружении в процессе работы неисправностей применяемого инструмента или оборудования работу следует немедленно прекратить и сообщить об этом своему непосредственному руководителю. Продолжать работу с использованием неисправного инструмента или оборудования не разрешается.
4.3. При ликвидации аварийной ситуации необходимо действовать в соответствии с утвержденным планом ликвидации аварий.
4.4. В случае обнаружения нарушений требований охраны труда, которые создают угрозу здоровью или личной безопасности, следует обратиться к руководителю и сообщить ему об этом; до устранения угрозы следует прекратить работу и покинуть опасную зону.
4.5. При обнаружении на металлических частях оборудования напряжения (ощущение действия электротока) необходимо отключить оборудование от сети и доложить своему руководителю.
4.6. Запрещается применять воду и пенные огнетушители для тушения электропроводок и оборудования под напряжением, так как пена является хорошим проводником электрического тока. Для этих целей используются углекислотные и порошковые огнетушители.
4.7. При обнаружении дыма и возникновении пожара немедленно объявить пожарную тревогу, принять меры к ликвидации пожара с помощью имеющихся первичных средств пожаротушения, поставить в известность своего руководителя. При необходимости вызвать пожарную бригаду по телефону 101 или 112.
4.8. В условиях задымления и наличия огня в помещении передвигаться вдоль стен, согнувшись или ползком; для облегчения дыхания рот и нос прикрыть платком (тканью), смоченной водой; через пламя передвигаться, накрывшись с головой верхней одеждой или покрывалом, по возможности облиться водой, загоревшуюся одежду сорвать или погасить.
4.9. При несчастном случае немедленно освободить пострадавшего от действия травмирующего фактора, соблюдая собственную безопасность, оказать пострадавшему первую помощь, при необходимости вызвать бригаду скорой помощи по телефону 103 или 112. По возможности сохранить обстановку, при которой произошел несчастный случай, если это не угрожает жизни и здоровью окружающих, для проведения расследования причин возникновения несчастного случая, или зафиксировать на фото или видео. Сообщить своему руководителю и специалисту по охране труда.
4.10. В случае ухудшения самочувствия, появления рези в глазах, резком ухудшении видимости – невозможности сфокусировать взгляд или навести его на резкость, появлении боли в пальцах и кистях рук, усилении сердцебиения немедленно покинуть рабочее место, сообщить о произошедшем своему руководителю и обратиться в медицинское учреждение.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
Настоящая инструкция по охране труда при работе на лазерной гравировальной машине LM-II 060 доступна для бесплатного просмотра и скчивания.
1.1. К самостоятельной работе на лазерной гравировальной машине LM-II 060 допускаются лица старше 18 лет, прошедшие медицинский осмотр и не имеющие противопоказаний по состоянию здоровья, получившие теоретическую и практическую подготовку, прошедшие вводный и первичный на рабочем месте инструктажи по охране труда и изучившие техническую документацию, инструкцию по эксплуатации, санитарные нормы и правила устройства и эксплуатации лазеров, а также обученные безопасным методам и приемам работы, прошедшие стажировку на рабочем месте и проверку знаний требований охраны труда.
1.2. Работник, выполняющий самостоятельную работу на лазерной гравировальной машине LM-II 060, должен знать: устройство обслуживаемого оборудования и требования безопасности при работе на нем; правила, нормы и инструкции по охране труда, пожарной безопасности электробезопасности; правила пользования первичными средствами пожаротушения; способы оказания первой помощи при несчастных случаях; правила внутреннего трудового распорядка организации.
1.3. Работник должен проходить:
— повторный инструктаж по охране труда на рабочем месте не реже 1 раза в 3 месяца;
— внеплановый инструктаж: при изменении технологического процесса или правил по охране труда, замене или модернизации производственного оборудования, приспособлений и инструмента, изменении условий и организации труда, при нарушениях инструкций по охране труда, перерывах в работе более чем на 60 календарных дней (для работ, к которым предъявляются повышенные требования безопасности — 30 календарных дней);
— периодический медицинский осмотр в соответствии с действующим законодательством РФ;
— очередную проверку знаний требований охраны труда не реже 1 раза в год.
1.4. Работник обязан выполнять только порученную работу и не передавать ее другим без разрешения мастера или начальника цеха; во время работы быть внимательным, не отвлекаться и не отвлекать других, не допускать на рабочее место лиц, не имеющих отношения к работе; содержать рабочее место в чистоте и порядке.
1.5. При обнаружении неисправностей оборудования, приспособлений, инструментов и других недостатках или опасностях на рабочем месте немедленно сообщить мастеру или начальнику цеха, приступить к работе можно только с их разрешения после устранения всех недостатков.
1.6. Работник должен уметь оказывать первую помощь пострадавшему при несчастном случае на производстве, знать местонахождение аптечки.
1.7. Работник должен знать и соблюдать правила личной гигиены. Принимать пищу, курить, отдыхать только в специально отведенных для этого помещениях и местах. Пить воду только из специально предназначенных для этого установок.
1.8. При работе на лазерной гравировальной машине LM-II 060 на работника могут оказывать неблагоприятное воздействие следующие опасные и вредные производственные факторы:
— лазерное излучение;
— сопутствующие ультрафиолетовое, видимое и инфракрасное излучения;
— высокое напряжение в цепях управления и источниках электропитания;
— электромагнитное излучение промышленной частоты и радиочастотного диапазона;
— шум;
— вибрация;
— токсические газы и пары от лазерных систем с прокачкой, хладагентов и др.;
— продукты взаимодействия лазерного излучения с обрабатываемыми материалами;
— повышенная температура поверхностей лазерного изделия;
— опасность взрыва в системах накачки лазеров.
— вероятность взрывов и пожаров при попадании лазерного излучения на горючие материалы.
1.9. Работник должен быть обеспечен средствами индивидуальной защиты, выдаваемыми работодателем в соответствии с действующими Нормами бесплатной выдачи.
1.10. Рабочее место должно быть оснащено дополнительными средствами индивидуальной защиты в зависимости от используемого оборудования.
1.11. Лазерная гравировальная машина LM-II 060 должна иметь защитный корпус (кожух).
1.12. Защитный корпус (кожух) или его части, снимаемые при техническом обслуживании и открывающие доступ к лазерному излучению и высокому напряжению в цепях электропитания, должны иметь защитную блокировку.
1.13. Срабатывание блокировки на работающем лазерном изделии или не полностью разряженной батарее конденсатора должно сопровождаться четким визуальным или звуковым сигналом тревоги.
1.14. Лазерная гравировальная машина LM-II 060 должна быть заземлена.
1.15. Все оптические системы наблюдения (окуляры, смотровые окна, экраны) должны обеспечивать снижение энергии (мощности) проходящего через них излучения до предельно допустимых уровней.
1.16. Запрещается отключать блокировку и сигнализацию во время работы лазера или зарядки конденсаторных батарей.
1.17. В случае подозрения или очевидного облучения глаз лазерным излучением следует немедленно обратиться к врачу для специального обследования.
1.18. Работник должен помнить, что употребление спиртных напитков, как правило, приводит к несчастным случаям. На рабочем месте запрещается употреблять наркотические средства или алкогольные напитки, а также находится в состоянии наркотического или алкогольного опьянения.
1.19. Обо всех нарушениях в работе лазерной гравировальной машины LM-II 060, несоответствии средств индивидуальной защиты предъявленным к ним требованиям и других отступлениях от нормального режима работы персонал обязан немедленно доложить администрации и записать в журнале оперативных записей по эксплуатации и ремонту лазерной установки.
1.20. В случае заболевания, плохого самочувствия работнику следует сообщить о своем состоянии непосредственному руководителю и обратиться за медицинской помощью.
1.21. Работник, допустивший нарушение или невыполнение требований инструкции по охране труда, рассматривается, как нарушитель производственной дисциплины и может быть привлечен к дисциплинарной ответственности, а в зависимости от последствий и к уголовной; если нарушение связано с причинением материального ущерба, то виновный может привлекаться к материальной ответственности в установленном порядке.
2.1. До начала работы на лазерной гравировальной машине LM-II 060 работник должен внимательно изучить руководство пользователя, а также другие инструкции, прилагаемые к машине, и строго следовать этим инструкциям во время работы. Неквалифицированные работники не должны допускаться к работе на машине.
2.2. Осмотреть специальную (санитарную) одежду и другие средства индивидуальной защиты, убедиться, что они в надлежащем состоянии, надеть специальную (санитарную) одежду. Проверить наличие средств индивидуальной защиты от лазерного излучения: очков, фильтров, экранов, а также средств коллективной защиты, убедиться в их исправности.
2.3. Убедиться, что рабочее место достаточно освещено и не загромождено.
2.4. Подготовить рабочее место для безопасной работы:
— обеспечить наличие свободных проходов;
— проверить устойчивость производственного стола, стеллажа и т.п.
— надежно установить передвижное (переносное) оборудование и инвентарь (на подставке, рабочем столе, передвижной тележке и т.п.);
— удобно и устойчиво разместить запасы сырья, материалов;
— проверить внешним осмотром достаточность освещения рабочей зоны, рабочей поверхности, отсутствие слепящего действия света, состояние полов.
— проверить внешним осмотром отсутствие свисающих и оголенных концов электропроводки, наличие и надежность заземляющих соединений (отсутствие обрывов, прочность контакта между корпусом машины, электродвигателем и заземляющим проводом). Не приступать к работе при отсутствии или ненадежности заземления (зануления);
— проверить отсутствие посторонних предметов внутри и вокруг применяемого оборудования, наличие приборов безопасности, регулирования и автоматики, убедится в том, что сроки клеймения приборов, даты освидетельствования и т.п. не просрочены;
2.5. Проверить исправность применяемого инвентаря, приспособлений и инструмента.
2.6. Проверить целостность заземления, исправность кнопок включения и выключения, наличие протока воды в системе охлаждения излучателя, наличие и исправность предохранителей.
3.1. Работник должен выполнять только ту работу, которая поручена ему непосредственным руководителем и приемы безопасного выполнения которой известны.
3.2. Включить оборудование в порядке, указанном в инструкции по технической эксплуатации.
3.3. Применять необходимые для безопасной работы исправные приспособления, инструмент, специальную одежду, специальную обувь и другие средства индивидуальной защиты.
3.4. Соблюдать правила передвижения в помещении и на территории, пользоваться установленными проходами.
3.5. Содержать рабочее место в чистоте.
3.6. Быть внимательным к выполнению своих прямых обязанностей, не отвлекаться и не отвлекать других.
3.7. Следить за достаточной освещенностью рабочего места, исправностью и чистотой светильников. Помнить, что установка и очистка светильников, смена перегоревших электроламп и ремонт электрических сетей должны производится электротехническим персоналом.
3.8. Не разрешается:
— загромождать рабочее место, проходы и проезды к нему порожней тарой, инвентарем и т.п., иметь излишние запасы материалов и т.п.;
— использовать для сидения случайные предметы (ящики, бочки, коробки и т.д.);
— прикасаться к токоведущим частям оборудования, а также к оголенным и плохо изолированным проводам;
— оставлять включенными электроприборы, переносные электроинструменты и т.п. при прекращении подачи электроэнергии или перерыве в работе.
3.9. Во время работы с использованием различных видов оборудования соблюдать требования безопасности, изложенные в эксплуатационной документации заводов изготовителей оборудования.
3.10. Запрещается покидать оборудование, когда она находится в рабочем состоянии. При завершении работы на машине необходимо полностью отключить электропитание.
3.11. Посторонние лица во время работы в помещении с лазерной машиной не допускаются.
3.12. Запрещается оставлять без присмотра работающие лазеры.
3.13. Запрещается направлять лазерное излучение на легко возгораемые предметы.
3.14. При включенной генерации вносить в оптический тракт и убирать из него любые предметы, в особенности с гладкой блестящей поверхностью, запрещается.
3.15. Запрещается: выполнять такие операции, которые могут привести к попаданию прямого или зеркально отраженного луча в глаза или на кожу работающих, а именно:
— открывать излучатели и блоки питания, выполнять наладку, ремонт и обзор при включенном напряжении питания;
— снимать технологические способы защиты, которые предусмотрены инструкцией, и нарушать линии автоблокировки.
3.16. Во время работы нужно постоянно контролировать систему охлаждения излучателей лазеров, наличие и надежность работы блокировок.
3.17. Запрещается класть на установку сумки и другие посторонние предметы.
3.18. Если при работе установки появляется неисправность, надо отключить установку и доложить мастеру или начальнику цеха.
3.19. Во время работы машины запрещается открывать какие-либо ее крышки и заслонки.
3.20. Строго запрещен контакт лазерного луча с предметами, имеющими прямые или диффузионные отражательные свойства, чтобы предотвратить повреждения человеческого тела, а также возгорание легковоспламеняющихся веществ.
3.21. Во время работы оборудования, оператор станка должен наблюдать процесс. В случае каких-либо неисправностей необходимо полностью отключить электропитание машины и немедленно предпринять соответствующие меры.
3.22. Для предотвращения аварийных ситуаций необходимо:
— при перерыве в работе для устранения возникшей неисправности, регулировки, установки (смены) рабочих органов, извлечения застрявших предметов, очистки и мойки используемого электромеханического (теплового) оборудования, его следует остановить (выключить), отключить от электрической сети и на отключающее устройство повесить плакат: «Не включать. Работают люди»;
— не оставлять без надзора работающее оборудование;
— не допускать к его эксплуатации необученных и посторонних лиц;
— не складировать на оборудование инструмент, продукцию, тару и т.п.;
— при наличии напряжения (бьет током) на корпусах машин, аппаратов, кожухов пускорегулирующей аппаратуры, возникновении посторонних шумов, запаха горящей изоляции, аварии, самопроизвольной остановки или неправильном действии механизмов и элементов оборудования необходимо его остановить (выключить) с помощью кнопки «стоп» (выключателя) и отключить от электрической сети. Сообщить об этом непосредственному руководителю и до устранения неисправности не включать;
— в случае болезненного состояния прекратить работу, привести рабочее место в безопасное состояние, известить об этом непосредственного руководителя и обратиться в медицинское учреждение для лечения.
5.1. Привести в порядок рабочее место.
5.2. Места производства работ должны быть подвергнуты тщательной очистке, мойке.
5.3. Снять и убрать в отведенное для этого место спецодежду и другие средства защиты.
5.4. Вымыть лицо и руки теплой водой.
5.5. Обо всех имевших место неполадках, а также нарушениях требований охраны труда известить руководителя.
Настоящая инструкция по охране труда при работе за лазерным станком доступна для бесплатного просмотра и скачивания.
2.1. Проветрить помещение за 15-20 минут до работы.
2.2. Надеть специальную одежду, застегнуть на все пуговицы, привести ее в порядок так, чтобы не было свисающих концов, волосы убрать под головной убор. Специальная одежда должна быть соответствующих размеров и не стеснять движений.
2.3. Не закалывать одежду булавками, иголками, не держать в карманах одежды острые, бьющиеся предметы.
2.4. Переодеваться на рабочем месте запрещается.
2.5. Подготовить необходимые средства индивидуальной защиты, проверить их исправность.
2.6. Получить задание на выполнение работы у непосредственного руководителя и при необходимости пройти инструктаж.
2.7. Убедиться в отсутствии вблизи лазерного станка легковоспламеняющихся веществ.
2.8. Убедиться в готовности рабочего места к началу работы – рабочая поверхность лазерного станка очищена от загрязнений и посторонних предметов.
2.9. Убедиться в готовности установки к запуску – боковые панели и задняя панель лазерного станка должны быть закреплены на корпусе, пусковая аппаратура и индикатор работы лазера в исправности.
2.10. Убедиться в исправности вентиляционной системы оборудования и отсутствии препятствий для выхода воздуха.
2.11. Убедиться в наличии воды в системе охлаждения.
2.12. Проверить отсутствие свисающих и оголенных концов электропроводки.
2.13. Надеть защитные очки.
2.14. При обнаружении каких-либо неисправностей во время осмотра лазерного станка немедленно сообщить об этом непосредственному руководителю работ.
2.15. Обо всех обнаруженных неисправностях оборудования, инвентаря, электропроводки и других неполадках сообщить своему непосредственному руководителю. Приступить к работе только после их устранения и получения разрешения.
3.1. Выполнять только ту работу, которая поручена руководителем и по которой прошел обучение, инструктаж по охране труда.
3.2. Не поручать свою работу необученным и посторонним лицам.
3.3. Избегать попадания рук и других частей тела в зону рабочей поверхности лазера во избежание ожогов.
3.4. Работать только в защитных очках, так как попадание лазерного луча может разрушить роговицу глаза.
3.5. При работе не смотреть на луч лазера.
3.6. Работу с отражающими материалами производить только при закрытой крышке установки, так как отраженный луч не менее опасен, чем основной.
3.7. Работу с материалами, выделяющими едкие вещества (акрил, пластик и т.д.) производить с закрытой крышкой и использовать средства защиты дыхательных путей во избежание отравления.
3.8. Не открывать заднюю крышку лазерного станка, если оборудование подключено к электросети. Высокое напряжение, используемое для питания лазера, может вызвать поражение электрическим током.
3.9. Не допускать работы при снятых боковых панелях станка во избежание контакта с прямым или рассеянным лазерным пучком, что является травмоопасным.
3.10. Во время работы обеспечить вентиляцию помещения.
3.11. Не оставлять работающее оборудование без присмотра.
3.12. В случае обнаружения неисправности, отключить оборудование и поставить в известность специалистов. Не допускать самостоятельного ремонта оборудования.
3.13. Отключать электропитание во время грозы или если оборудование долгое время не используется.
3.14. Во время работы быть внимательным, осторожным и не отвлекаться на посторонние разговоры.
3.15. Не принимать пищу на рабочем месте.
3.16. В случае плохого самочувствия прекратить работу, поставить в известность руководство и обратиться к врачу.
4.1. При возникновении аварийных ситуаций (посторонний шум, запах дыма, электрические разряды) или во время аварии необходимо:
— немедленно отключить лазерный станок нажатием аварийной кнопки «Стоп», вывесить табличку о его неисправности и не включать до устранения неисправности;
— сообщить о случившемся непосредственному руководителю.
4.2. При возникновении пожара приступить к тушению очага возгорания имеющимися средствами пожаротушения, доложить руководству, при необходимости вызвать пожарную бригаду по телефону 101 или 112.
4.3. При несчастном случае:
— принять меры по извлечению пострадавшего из опасной зоны, убедившись в собственной безопасности;
— оказать пострадавшему первую помощь, при необходимости вызвать бригаду скорой помощи по телефону 103 или 112, либо принять меры для транспортировки пострадавшего в ближайшее лечебное учреждение;
— сохранить обстановку, при которой произошел несчастный случай, если это не угрожает жизни и здоровью окружающих и не нарушает технологического процесса, для проведения расследования причин возникновения несчастного случая, или зафиксировать на фото или видео.
4.4. В случае получения травмы работник должен прекратить работу, по возможности оказать себе первую помощь и поставить в известность непосредственного руководителя или попросить сделать это окружающих.
4.5. В случае ухудшения самочувствия, появления рези в глазах, резком ухудшении видимости – невозможности сфокусировать взгляд или навести его на резкость, появлении боли в пальцах и кистях рук, усилении сердцебиения немедленно покинуть рабочее место, сообщить о произошедшем непосредственному руководителю и обратиться в медицинское учреждение.
5.1. Отключить лазерный станок от электропитания.
5.2. Очистить рабочую поверхность и направляющую от частиц материалов.
5.3. Тщательно проветрить помещение.
5.4. Вымыть руки и лицо теплой водой с мылом, по возможности принять душ.
5.5. Обо всех обнаруженных во время работы недостатках сообщить непосредственному руководителю.
Читайте также: