Техника сварки угловых и стыковых швов
Обновлено: 20.09.2024
Для выполнения сварного шва прежде всего определяют режим сварки, обеспечивающий хорошее качество сварного соединения, установленные размеры и форму при минимальных затратах материалов, электроэнергии и труда.
Режимом сварки называется совокупность параметров, определяющих процесс сварки: вид тока, диаметр электрода, напряжение и значение сварочного тока, скорость перемещения электрода вдоль шва и др. Основными параметрами режима ручной дуговой сварки являются диаметр электрода и сварочный ток. Остальные параметры выбирают в зависимости от марки электрода, положения свариваемого шва в пространстве, вида оборудования и др. Диаметр электрода устанавливают в зависимости от толщины свариваемых кромок, вида сварного соединения и размеров шва.
Для стыковых соединений приняты практические рекомендации по выбору диаметра электрода в зависимости от толщины свариваемых кромок. При выполнении угловых и тавровых соединений принимают во внимание размер катета шва. При катете шва 3–5 мм сварку производят электродом диаметром 3–4 мм. При катете 6–8 мм применяют электроды диаметром 4–5 мм.
При многопроходной сварке швов стыковых соединений первый проход выполняют электродом диаметром не более 4 мм. Это необходимо для хорошего провара корня шва в глубине разделки.
По выбранному диаметру электрода устанавливают значение сварочного тока. Обычно для каждой марки электродов значение тока указано на заводской этикетке, но можно также определить по следующим формулам:
I = (40–50)d,
I = (20+6d)d,
при d меньше 4 и больше 6 мм,
где I – значение сварочного тока (А);
d – диаметр электрода (мм).
Полученное значение сварочного тока корректируют, учитывая толщину металла и положение свариваемого шва. При толщине кромок менее 1,3–1,6 безрасчетное значение сварочного тока уменьшают на 10–15 %, при толщине кромок больше трех диаметров электрода увеличивают на 10–15 %. Сварку вертикальных и потолочных швов выполняют сварочным током, на 10–15 % уменьшенным против расчетного.
Сварочную дугу возбуждают двумя приемами:
1. Можно коснуться свариваемого изделия торцом электрода и затем отвести электрод от поверхности изделия на 3–4 мм, поддерживая горение образовавшейся дуги (рис. 60а).
2. Можно также быстрым боковым движением коснуться свариваемого изделия и затем отвести электрод от поверхности изделия на такое же расстояние (по методу зажигания спички) (рис. 60б).
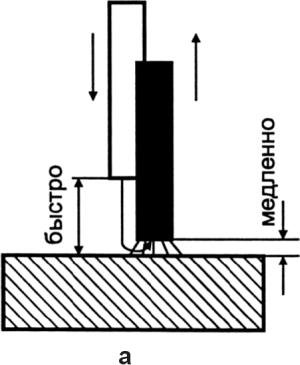
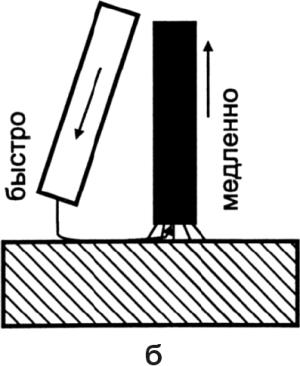
Рис. 60.
Зажигание сварочной дуги:
а – кратковременным прикосновением электрода к поверхности изделия; б – чирканьем конца электрода о поверхность изделия
Прикосновение электрода к изделию должно быть кратковременным, так как иначе он приваривается к изделию, т. е. «примерзает». Отрывать «примерзший» электрод следует резким поворачиванием его вправо и влево. После отрыва дуга зажигается повторно (рис. 61).
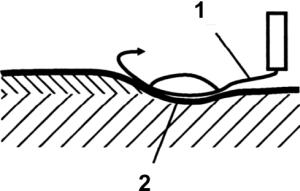
Рис. 61.
Зажигание дуги после ее обрыва:
1 – место повторного зажигания дуги;
Длина дуги значительно влияет на качество сварки.
Короткая дуга горит устойчиво и спокойно. Она обеспечивает получение шва высокого качества, так как расплавленный металл электрода быстро проходит дуговой промежуток и меньше подвергается окислению и азотированию. Но при этом слишком короткая дуга вызывает «примерзание» электрода, дуга прерывается, нарушается процесс сварки. Горение длинной дуги происходит неустойчиво, с характерным шипением. Глубина проплавления недостаточная, расплавленный металл электрода разбрызгивается и больше окисляется и азотируется. Шов получается бесформенным, а металл шва содержит большое количество окислов.
Для электродов с толстым покрытием длина дуги указывается в паспортах. В процессе сварки электроду сообщаются движения, показанные на рисунке 62.
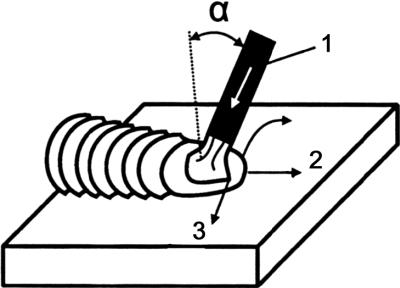
Рис. 62.
Перемещение электрода в трех направлениях
Скорость перемещения электрода не должна быть большой, так как металл электрода не успевает сплавиться с основным металлом и получается непровар.
При малой скорости перемещения возможны перегрев и пережог металла, шов получается широкий, толстый, производительность сварки низкая.
Поперечные колебательные движения (рис. 63) применяют для получения уширенного валика. Поперечные движения замедляют остывание наплавляемого металла, облегчают выход газов и шлаков и способствуют наилучшему сплавлению основного и электродного металла и получению высококачественного шва. Образующийся в конце наплавки валика кратер необходимо тщательно заварить.
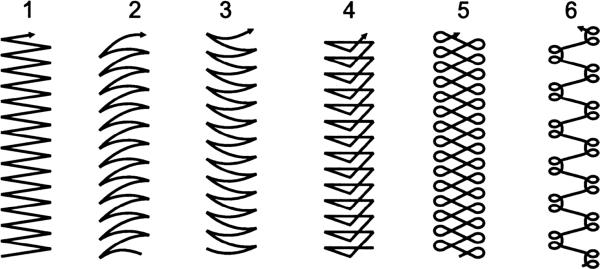
Рис. 63. Колебательные движения концом электрода поперек шва:
1, 2, 3 – для равномерного прогрева сварочной ванны; 4 – для усиленного прогрева корня шва; 5, 6 – для усиленного прогрева кромок
Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика. Техника выполнения зависит от вида и пространственного положения шва.
Нижние швы наиболее удобны для выполнения, так как расплавленный металл электрода под действием силы тяжести стекает в кратер и не вытекает из сварочной ванны, а газы и шлак выходят на поверхность металла. Поэтому по возможности следует вести сварку в нижнем положении.
Стыковые швы без скоса кромок выполняют наплавкой вдоль шва валика с небольшим уширением. Необходимо хорошее проплавление свариваемых кромок. Шов делают с усилением выпуклость шва до 2 мм. После проверки шва с одной стороны изделие переворачивают и, тщательно очистив от подтеков и шлака, заваривают шов с другой стороны.
Сварку стыковых швов с V-образной разделкой (рис. 64) при толщине кромок до 8 мм производят в один слой, а при большей толщине – в два слоя и более. Первый слой наплавляют высотой 3–5 мм электродом, диаметр которого 3–4 мм. Последующие слои выполняют электродом диаметром 4–5 мм. Перед наплавкой очередного слоя необходимо тщательно очистить металлической щеткой разделку шва от шлака и брызг металла. После заполнения всей разделки шва изделие переворачивают и выбирают небольшую канавку в корне шва, которую затем аккуратно заваривают. При невозможности подварить шов с обратной стороны следует особенно аккуратно проварить первый слой.
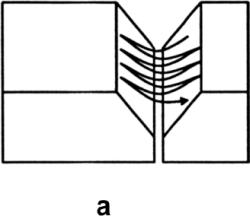
Рис. 64.
Сварка стыковых швов:
а – однослойный шов; б – многослойный шов; 1–7 – последовательность наложения швов
Стыковые швы с Х-образной разделкой выполняют аналогично многослойным швам с обеих сторон разделки.
Угловые швы в нижнем положении (рис. 65) лучше выполнять в положении «лодочка». Если изделие не может быть так установлено, необходимо особенно тщательно обеспечить хороший провар корня шва и свариваемых кромок. Сварку следует начинать с поверхности нижней кромки и затем переходить через разделку шва на вертикальную кромку.
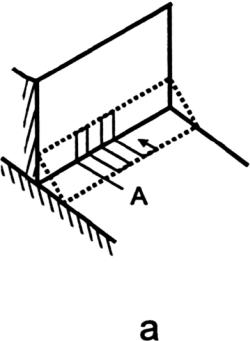
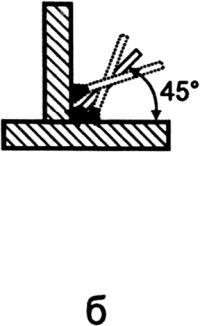
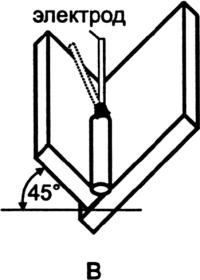
Рис. 65.
Сварка угловых швов:
а – траектория движения электрода; б – изменение угла наклона электрода; в – сварка в «лодочку»
Сварные соединения
При наложении многослойного шва первый валик выполняют ниточным швом электродом с диаметром 3–4 мм. При этом необходимо обеспечить хороший провар корня шва. Затем после зачистки разделки наплавляют последующие слои.
Вертикальные швы (рис. 66) менее удобно сваривать, так как сила тяжести увлекает капли электродного металла вниз. Следует выполнять вертикальные швы короткой дугой снизу вверх. При этом капли металла легче переходят в шов, а образующийся кратер в виде полочки удерживает очередные капли металла от стекания вниз.
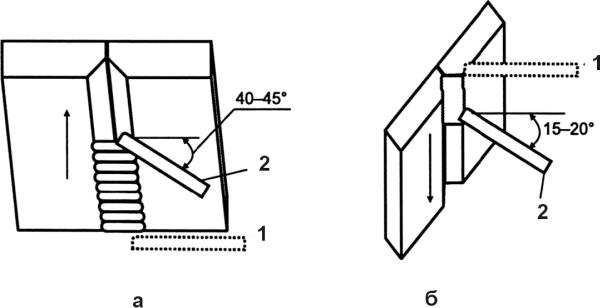
Рис. 66.
Сварка вертикальных швов:
а – снизу вверх; б – сверху вниз; 1 – положение электрода в начале сварки; 2 – положение электрода в процессе наложения шва
Допустимая наибольшая разность толщин стыкуемых деталей, свариваемых без скоса кромок
Таким же образом можно вести сварку и сверху вниз. При этом дугу следует зажигать при положении электрода, перпендикулярном плоскости изделия. После образования первых капель металла электрод наклоняют вниз и сварку выполняют максимально возможной короткой дугой. Рекомендуется применять электроды диаметром 4–5 мм при несколько пониженном сварочном токе (150–170 А).
Величина скоса детали, имеющей большую толщину, при стыковом соединении ее с тонкостенной деталью
Горизонтальные швы (рис. 67) выполняют при разделке кромок со скосом у верхнего листа. Дугу возбуждают на нижней кромке и затем переводят на поверхность скоса и обратно. Сварку выполняют электродом диаметром 4–5 мм.
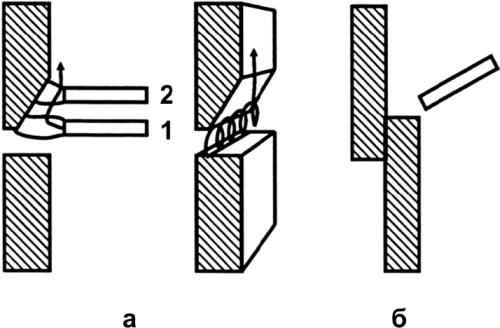
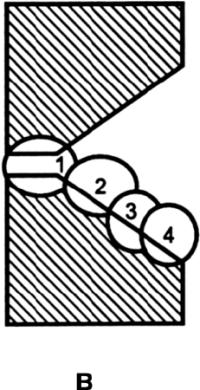
Рис. 67.
Сварка горизонтальных швов:
а – стыковое соединение со скосом одной кромки; б – нахлестанное соединение; в – стыковое соединение со скосом двух кромок
Горизонтальные нахлесточные швы выполнять легче, так как нижняя кромка образует полочку, удерживающую капли расплавленного металла.
Потолочные швы (рис. 68) требуют высокой квалификации сварщика. Применяют электроды диаметром не более 5 мм при уменьшенном значении сварочного тока. Следует применять тугоплавкое покрытие электрода, образующее «чехольчик», в котором удерживается расплавленный металл электрода. Дуга должна быть как можно короче для облегчения перехода капель металла электрода в кратер шва.

Рис. 68.
Сварка потолочных швов
Выбор порядка и способа выполнения сварных швов зависит от протяженности шва и толщины металла. При сварке тонколистовой стали необходимо строгое соблюдение техники выполнения сварных швов. Особую опасность представляют сквозные прожоги и проплавление металла. Сталь толщиной 0,5–1,0 мм следует сваривать внахлестку с проплавлением через верхний лист или встык с укладкой между свариваемыми кромками стальной полосы. Во втором случае расплавление кромок должно происходить при косвенном воздействии дуги.
Питание дуги производится от преобразователей ПС–100–1 или аппарата переменного тока ТС–120, так как они отличаются повышенным напряжением холостого хода и относительно малыми значениями сварочного тока.
Допустимые значения выпуклости и вогнутости сварных угловых швов
Рекомендуются следующие режимы сварки:
Температура подогрева стыков перед прихваткой и сваркой дуговыми способами при положительной температуре воздуха
Применяют электроды с покрытием марок МТ или ОМА–2. Сварку ведут на массивных теплоотводящих медных подкладках. Такой способ теплоотвода предохраняет металл от сквозного прожога и способствует хорошему формированию шва. Тонколистовую сталь можно сваривать с отбортовкой кромок. Сварку производят постоянным током неплавящимся электродом (угольным или графитовым) диаметром 6–20 мм при значении сварочного тока 120–160 А.
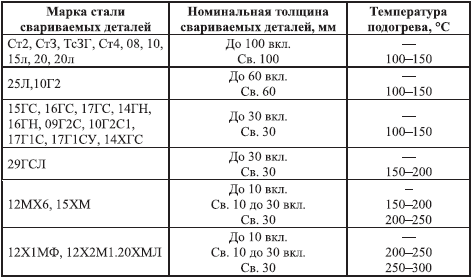
Металл большой толщины сваривают в несколько проходов. Разделка кромок может быть заполнена слоями или валиками. При толщине металла 15–20 мм сварку выполняют секциями способом двойного слоя: шов разбивают на участки длиной 250–300 мм и каждый участок заваривают двойным слоем. Наложение второго слоя производят после удаления шлака по неостывшему первому слою.
При толщине металла 20–25 мм и более применяют сварку каскадом или сварку горкой. Каскадный способ заключается в следующем: весь шов разбивают на участки и сварку ведут непрерывно. Окончив сварку слоя на первом участке, продолжают выполнение следующего слоя второго участка по неостывшему предыдущему слою. Разновидностью сварки каскадом является сварка горкой, которая обычно выполняется двумя сварщиками одновременно. Сварка горкой ведется от середины шва к краям. Такие способы сварки обеспечивают более равномерное распределение температуры и значительное снижение сварочных деформаций.
Рис. 69.
а – на проход; б – от середины к краям; в – обратноступенчатым способом; г – блоками; д – каскадом; е – горкой; А – направление заполнения разделки; 1–5 – последовательность сварки в каждом слое
Способы выполнения сварных швов по длине зависят от их протяженности (рис. 69). Условно принято различать короткие швы, длиной до 250 мм, средние швы, длиной 250–1000 мм и длинные швы протяженностью более 1000 мм. Короткие швы выполняют сваркой на проход, швы средней длины сваривают либо от середины к краям, либо так называемым обратноступенчатым способом. Этот способ заключается в том, что весь шов разбивают на участки и сварку участка производят в направлении, обратном общему направлению сварки шва. Конец каждого участка совпадает с началом предыдущего участка. Длина участка выбирается в пределах 100–300 мм в зависимости от толщины металла и жесткости свариваемой конструкции. Длинные швы сваривают обратноступенчатым способом.
Сварка при низких температурах отличается следующими основными особенностями: стали изменяют свои механические свойства – понижается ударная вязкость и уменьшается угол загиба, ухудшаются пластические свойства и несколько повышается хрупкость, а отсюда склонность к образованию трещин. Это особенно заметно у сталей, содержащих более 0,3 % углерода, а также у легированных сталей, склонных к закалке.
Металл сварочной ванны охлаждается значительно быстрее, что приводит к повышенному содержанию газов и шлаковых включений и, как следствие, к снижению механических свойств металла шва.
В связи с этим установлены следующие ограничения сварочных работ при низкой температуре. Сварка металла толщиной более 40 мм при температуре 0 °C допускается только с подогревом. Подогрев необходим для сталей толщиной 30–40 мм при температуре ниже –10 °C, для сталей толщиной 16–30 мм – при температуре ниже –20 °C и для сталей толщиной менее 16 мм – при температуре ниже –30 °C. Для подогрева металла применяют горелки, индукционные печи и другие нагревательные устройства.
Сварку производят электродами типов Э42А, Э46А, Э50А, обеспечивающими высокую пластичность и вязкость металла шва. Значение тока на 15–20 % выше нормального.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Приложение 3 Техника выполнения простейших медицинских манипуляций
Приложение 3 Техника выполнения простейших медицинских манипуляций Наложение холодных примочек и пузыря со льдом Холод применяется, когда надо уменьшить кровенаполнение тканей или уменьшить их отек. Применение холода может помочь при ушибах, растяжениях, укусах
Как правильно варить швы: вертикальные, горизонтальные, потолочные
При электросварке для разогрева металла используют электрическую дугу. Она возникает между деталью и электродом — стержнем из токопроводящего металла (иногда из неметалла). От температуры дуги плавится металл. Зона сплавления в месте соединения деталей, называется сварным (сварочным) швом. Для разных металлов и разных видов соединений меняться может техника сварки, положение электрода, скорость его движения, амплитуда. Как правильно варить шов, чтобы соединение получилось не только надежным, но и красивым, поговорим дальше.
Виды сварных швов и соединений
Швы имеют довольно обширную классификацию. В первую очередь их разделяют по типу соединения делателей. В зависимости от требований к надежности, шов может накладываться с одной или с двух сторон. При двусторонней сварке конструкция получается более надежной и лучше держит форму. Если шов один, часто получается так, что изделие перекашивается: шов «тянет». Если их два, эти силы компенсируются.

Сварные швы в зависимости от вида соединения бывают стыковые (встык), тавровые, внахлест и угловые (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Непроходимо отметить, что для получения качественного сварного шва, металл не должен быть ржавым. Потому места сварки предварительно зашкуривают или обрабатывают напильником — до полного исчезновения ржавчины. Далее, в зависимости от требований, стачивают или нет кромку.
Стыковое соединение (шов встык)
Шов встык в сварке используется при соединении листового металла или торцов труб. Детали укладывают так, чтобы между ними был зазор в 1-2 мм, по возможности жестко фиксируют струбцинами. В процессе сварки зазор заполняется расплавленным металлом.
Тонкий листовой металл — до 4 мм толщиной — сваривается без предварительной подготовки (зачистка ржавчины не в счет, она обязательна). В этом случае варят только с одной стороны. При толщине деталей от 4 мм, шов может быть одинарным или двойным, но требуется заделка кромок одним из представленных на фото способом.
- При толщине детали от 4 мм до 12 мм, шов может быть одинарным. Тогда края зачищают любым из способов. Удобнее при толщине до 10 мм делать одностороннюю подготовку, а более толстые детали зачищают чаще в виде буквы V. U-образная зачистка сложнее в выполнении, потому используется реже. Если требования к качеству сварки повышенные, при толщине более 6 мм необходима зачистка с двух сторон и двойной шов — с одной и с другой стороны.
- При сварке металла толщиной от 12 мм встык, точно необходим двойной шов, прогреть такой слой с одной стороны невозможно. Обрезка кромок двухсторонняя, в виде буквы Х. Использовать при такой толщине V или U образные зачистки кромок невыгодно: для их заполнения требуется в несколько раз больше металла. Из-за чего увеличивается расход электродов и значительно снижается скорость сварки.
Если все-таки решено металл большой толщины варить с односторонней разделкой, заполнять шов нужно будет в несколько проходов. Такие швы называют многослойными. Как в этом случае варить шов показано на рисунке ниже (цифрами обозначен порядок укладки слоев металла при сварке).

Как варить стыковой шов: однослойный и многослойные (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Соединение внахлест
Этот тип соединения используется при сварке листового металла толщиной до 8 мм. Проваривают его с двух сторон, чтобы между листами не попала влага и не было коррозии.
При выполнении шва внахлест, необходимо правильно выбрать угол наклона электрода. Он должен быть порядка 15-45°. Тогда получается надежное соединение. При отклонении в ту или другую сторону основная масса расплавленного металла находится не на стыке, а в стороне, прочность соединения значительно снижается или детали остаются вовсе не соединенными.

Как правильно держать электрод при сварке внахлест (Чтобы увеличить размер картинки щелкните по ней правой клавишей мышки)
Тавровое и угловое соединение
Тавровое соединение в сварке представляет собой букву «T», угловое — букву «Г». Тавровое соединение может быть с одним швом или двумя. Кромки также могут разделывать или нет. Необходимость разделки кромки зависит от толщины свариваемых деталей и количества швов:
- толщина металла до 4 мм, шов одинарный — без обработки кромок;
- толщина от 4 мм до 8 мм — без обработки кромок шов двойной;
- от 4 мм до 12 мм — одинарный шов с разделкой с одной стороны;
- от 12 мм кромку спиливают с двух сторон, и шва делают тоже два.
Угловой шов можно рассматривать как часть таврового. Рекомендации тут точно такие же: тонкий металл можно сваривать без разделки кромок, для большей толщины приходится снимать часть с одной или двух сторон.

Как подготавливать металл для углового соединения (с одни или двумя швами)
Угловые и тавровые стыки иногда приходится варить с обоих сторон (два шва). Чтобы правильно варить такой шов, детали поворачивают так, чтобы металлические плоскости находились под одинаковым углом. На фото этот способ подписан «в лодочку». Так проще рассчитывать движения электрода, особенно новичку с сварке.
При соединении тонкого и толстого металла угол наклона электрода должен быть другим — порядка 60° к более толстой детали. При таком положении большая часть прогрева придется на него, тонкий металл не прогорает, что может случиться, если угол наклона будет 45°.
Сварка угловых швов
При сварке угловых швов необходимо следить за положением и движением электрода. У вас должен получаться шов с равномерным заполнением. Проще это реализовать, если выставить детали для сварки «в лодочку», но такое получается не всегда.
Если нижняя плоскость расположена горизонтально, часто получается так, что на вертикальной плоскости, а также в самом углу металла мало: он стек вниз. Это происходит, если в вершине угла электрод находится меньше времени, чем возле боковых его поверхностей. Движение кончика электрода должно быть равномерным. Вторая причина — слишком большой диаметр электрода, который не позволяет опуститься ниже и прогреть нормально место стыка.
Чтобы избежать появления этого дефекта дугу разжигают на горизонтальной поверхности (в точке «А»), двигая электрод к вертикальной поверхности, затем круговым движением возвращют его на место. Когда электрод находится над стыком, он имеет наклон 45°, по мере его продвижения вверх угол чуть уменьшается (рисунок на картинке слева), при переходе на горизонтальную поверхность, угол увеличивается. При такой технике шов будет заполненным равномерно.

Сварка углового шва — положение и движение электрода
При сварке угловых соединений следите еще и за тем, чтобы время нахождения электрода во всех трех точках (по сторонам и в центре) было одинаковым.
Положение в пространстве
Кроме разных типов соединений швы могут по-разному располагаться в пространстве. Бывают они в нижнем положении. Для сварщика это самый комфортный. Так проще всего контролировать сварную ванну. Все остальные положения — горизонтальный, вертикальный и потолочный шов — требуют определенных знаний техники сварки (о том, как варить такие швы читайте ниже).

Виды сварных швов по положению в пространстве: вертикальный горизонтальный, потолочный
Как варить шов
При сварке в нижнем положении никаких сложностей не возникает даже у начинающего сварщика. А вот все остальные положения требуют знания технологии. Для каждого положения есть свои рекомендации. Техника выполнения сварных швов каждого типа рассмотрена ниже.
Сварка вертикальных швов
Во время сваривания деталей, находящихся в вертикальном положении, расплавленный металл под действием силы тяжести сползает вниз. Чтобы капли не отрывались, используют более короткую дугу (кончик электрода находится ближе к сварной ванне). Некоторые мастера, если позволяют электроды (не залипают), вообще их опирают на деталь.
Подготовка металла (разделка кромок) проводится в соответствии с типом соединения и толщиной свариваемых деталей. Затем их фиксируют в заданном положении, соединяют с шагом в несколько сантиметров короткими поперечными швами — «прихватками». Эти швы не дают деталям смещаться.
Вертикальный шов можно варить сверху-вниз или снизу-вверх. Удобнее работать снизу-вверх: так дуга толкает сварную ванну вверх, препятствуя ее опусканию вниз. Так проще сделать качественный шов.

Как варить вертикальный шов снизу-вверх: положение электрода и возможные движения
В этом видео показано, как правильно варить вертикальный шов электросваркой с движением электрода снизу-вверх без отрыва. Продемонстрирована также техника короткого валика. В этом случае движения электрода происходят только вверх-вниз, без горизонтального смещения, шов получается почти плоским.
Выполнять соединение деталей в вертикальном положении можно с отрывом дуги. Для начинающих сварщиков это может быть более удобным: за время отрыва металл успевает остыть. При таком способе можно даже опирать электрод на полочку сварного кратера. Так проще. Схема движений практически такая же, как без отрыва: из стороны в сторону, петельками или «коротким валиком» — вверх-вниз.
Как варить вертикальный шов с отрывом смотрите в следующем видео. В этом же видеоуроке показывается влияние силы тока на форму шва. В общем случае ток должен быть на 5-10 А меньше рекомендованного для данного типа электрода и толщины металла. Но, как показано в видео, это не всегда справедливо и определяется экспериментально.
Иногда варят вертикальный шов сверху-вниз. В этом случае при розжиге дуги держите электрод перпендикулярно к свариваемым поверхностям. После розжига в таком положении прогрейте металл, потом опустите электрод и варите уже в таком положении. Сварка вертикального шва сверху-вниз не очень удобна, требует хорошего контроля сварной ванны, но и таким способом можно добиться неплохих результатов.

Как варить вертикальный шов электросваркой сверху-вниз: положение электрода и движения его кончика
Как варить горизонтальный шов
Горизонтальный шов на вертикальной плоскости можно вести как справа-налево, так и слева-направо. Разницы нет никакой, кому как удобнее, тот так варит. Как при сваривании вертикального шва, ванна будет стремиться вниз. Потому угол наклона электрода достаточно большой. Его подбирают в зависимости от скорости движения и параметров тока. Главное, чтобы ванна оставалась на месте.

Сварка горизонтальных швов: положение электрода и движения
Если металл стекает вниз, увеличивайте скорость движения, меньше прогревая металл. Еще один способ — делать отрывы дуги. За эти короткие промежутки металл немного остывает и не стекает. Также можно немного снизить силу тока. Только все эти меры применяйте поэтапно, а не все сразу.
В видео ниже показано, как правильно сваривать металл в горизонтальном положении. Вторая часть ролика о вертикальных швах.
Потолочный шов
Этот вид сварного соединения — самый сложный. Требует высокого мастерства и хорошего контроля сварной ванны. Для выполнения этого шва электрод держат под прямым углом к потолку. Дуга короткая, скорость движения — постоянная. Выполняют в основном круговые движения, расширяющие шов.
Зачистка сварных швов
После сварки на поверхности металла остаются брызги окалины, капли металла и шлака. Сам шов обычно выпуклый, выступает над поверхностью. Все эти недостатки можно устранить: зачистить.
Зачистку швов после сварки делают поэтапно. На первом этапе при помощи зубила и молотка сбивают окалину и шлак с поверхности. На втором, при необходимости, сравнивают шов. Тут понадобиться инструмент: болгарка, оснащенная шлифовальным диском по металлу. В зависимости от того, насколько гладкой должна быть поверхность используют разную зернистость абразива.
Иногда, при сварке пластичных металлов, требуется лужение — покрытие сварного шва тонким слоем расплавленного олова.
Дефекты сварных швов
Другие ошибки — при выборе силы тока и величины дуги — можно определить по форме шва. На словах описать их сложно, проще изобразить. На фото ниже показаны основные дефекты формы — подрезы и неравномерное заполнение, прописаны причины, их вызвавшие.

Ошибки, которые могут возникнуть при сварке
Непровар

Одна из ошибок, которые допускают начинающие сварщики: непровар
Этот дефект состоит в неполном заполнении стыка деталей. Этот недостаток необходимо корректировать, так как он влияет на прочность соединения. Основные причины:
- недостаточный сварочный ток;
- высокая скорость движения;
- недостаточная подготовка кромок (при сварке толстых металлов).
Устраняется корректированием тока и уменьшением длины дуги. Подобрав правильно все параметры, от такого явления избавляются.
Подрез
Этот дефект — канавка вдоль шва на металле. Обычно возникают при слишком длинной дуге. Шов становится широким, температуры дуги для прогрева не хватает. Металл по краям быстро застывает, образуя эти канавки. «Лечится» боле короткой дугой или корректировкой силы тока в большую сторону.

Подрез в угловом соединении
При угловом или тавровом соединении подрез образуется из-за того, что электрод больше направлен на вертикальную плоскость. Тогда металл стекает вниз, снова образуется канавка, но уже по другой причине: слишком сильном нагреве вертикальной части шва. Устраняется снижением силы тока и/или укорочением дуги.
Прожог
Это сквозное отверстие в сварном шве. Основные причины:
Способы исправления понятны — пробуем подобрать оптимальный сварной режим и скорость движения электрода.
Поры и наплывы
Поры выглядят как небольшие отверстия, которые могут группироваться в цепочку или быть раскиданы по всей поверхности шва. Являются недопустимым дефектом, так как значительно снижают прочность соединения.
- при недостаточной защите сварной ванны чрезмерном количестве защитных газов (электроды низкого качества);
- сквозняке в зоне сварки, который отклоняет защитные газы и кислород попадает к расплавленному металлу;
- при наличии загрязнений и ржавчины на металле;
- недостаточной разделке кромок.
Наплывы появляются при сварке с присадочными проволоками при неправильно подобранных режимах и параметрах сварки. Представляют собой затекший металл, который не соединился с основной деталью.

Основные дефекты сварных швов
Холодные и горячие трещины
Горячие трещины появляются в процессе остывания металла. Могут быть направлены вдоль или поперек шва. Холодные появляются уже на холодном шве в тех случаях, когда нагрузки для этого типа шва чересчур велики. Холодные трещины ведут к разрушению сварного соединения. Эти недостатки лечатся только повторной сваркой. Если недостатков слишком много, шов срезают и накладывают повторно.

Холодные трещины ведут к разрушению изделия
Виды сварочных швов и техника их выполнения

Сварочный шов – неразъемное соединение, получаемое в результате сварки. Задача каждого сварщика – получение качественного сварного шва, которое гарантирует надежное соединение элементов. Для выполнения поставленной задачи нужно знать виды сварочных швов и техники их выполнения.
Основные виды сварочных швов
В первую очередь все швы делят по способу соединения деталей. По данному признаку выделяют следующие виды швов:
- стыковые – получаемые между заготовками, примыкающими торцевыми поверхностями друг к другу,
- нахлесточные – получаемые за счет наложения деталей друг на друга с частичным перекрытием,
- тавровые – получаемые за счет приваривания торцевой поверхности одной заготовки к плоскости другой заготовки,
- угловые – получаемые между заготовками, расположенными под углом друг к другу, шов получается в месте примыкания деталей,
- торцевые – получаемые за счет сваривания торцов заготовок.
Стыковые швы
Стыковые швы являются самыми распространенным видом швов. Они используются при сварке металлических листов или труб различной толщины. Для сварки заготовки должны быть надежно зафиксированы. Между деталями остается небольшой зазор – около 1-2мм. В процессе сварки он заполняется расплавленным металлом заготовок или присадочным материалом.
Различают односторонние и двухсторонние швы. При односторонней сварке шов формируется только на одной стороне деталей. В случае двухстороннего шва сварка проводится на обеих сторонах заготовок.
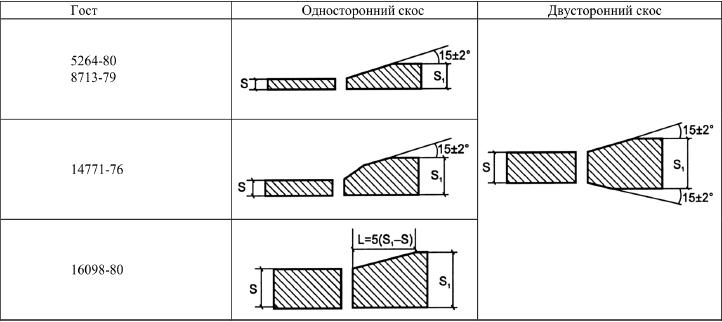
В зависимости от толщины свариваемых деталей для стыковых швов по-разному готовят сварочные кромки. Соответственно этому различают формы:
- с отбортовкой – для деталей толщиной до 4мм,
- без скоса – для деталей толщиной до 8мм,
- с V-образным скосом – для деталей толщиной от 3 до 60мм,
- с X-образным скосом – для деталей толщиной от 8 до 120мм,
- с K-образным скосом – для деталей толщиной от 8 до 100мм,
- с криволинейным скосом – для деталей толщиной от 15 до 100мм.
Для тонких деталей возможна стыковая сварка без обработки кромок или с обработкой только на одной стороне.
Нахлесточные швы
При выполнении швов внахлест поверхности свариваемых деталей параллельны друг другу и частично друг друга перекрывают. Такие швы считаются самыми простыми и удобными для практики неопытных сварщиков.
Сварка швами внахлест всегда выполняется с двух сторон. Кромка каждой заготовки должна быть приварена к поверхности другой. Кромки подготавливаются без скоса. Угол наклона электрода при выполнении сварки должен быть в пределах 15 o -45 o . Если угол наклона будет выходить за эти пределы, то шов «заползет» на одну и сторон стыка.
Тавровые швы
Тавровые швы выполняются привариванием торца одной заготовки к боковой поверхности другой заготовки и в разрезе напоминают букву Т. Чаще всего сварка проводится под прямым углом, но возможно и другие варианты. В процессе сварки заполняется угол, образованный между деталями. Поэтому важно обеспечить глубокое проплавление деталей. Обычно это достигается за счет использования методов автоматической сварки.
Тавровые швы всегда двухсторонние. Форма подготовленных кромок возможна без скоса и с одним или двумя скосами одной кромки. Обрабатывается только привариваемый торец. Как правило, без скоса свариваются детали небольшой толщины – от 2 до 40мм. Для деталей толщиной от 8 до 100мм производится обработка кромки.
При сваривании тавровых швов важно знать их особенность: получаемые швы в итоге прочнее основного металла. Поэтому перед сварочными работами нужно проводить расчеты по получаемому сопротивлению материалов. Это необходимо, чтобы избежать неравномерной прочности деталей, разной стойкости к нагреву и охлаждению и другим скрытым дефектам.
Угловые швы
Угловые швы часто относят к подвиду тавровых швов. Но при этом угловые швы больше распространены, чем тавровые. По форме угловые швы напоминают букву Г. Угол между деталями может быть любой, но чаще всего – прямой. В работе необходимо выполнять правила геометрии шва: ширину, изогнутость, выпуклость шва и корень стыка.
При работе с угловыми швами главной проблемой является стекание металла по углу или с вертикальной поверхности на горизонтальную. Поэтому важно контролировать ровное ведение электрода, соблюдая углы наклона. Так для сварки листов разной толщины нужно держать электрод под углом 60 o по отношению к более толстой заготовке. В результате основное тепло придется на более толстую деталь, а более тонкая не перегреется и не прогорит.
Угловые швы бывают односторонние и двухсторонние. Для двухстороннего шва сварка выполняется и на внутреннем, и на внешнем угле. Возможна сварка без обработки кромок или скосами. Скос может выполняться с одной или с двух сторон одной кромки. Вторая кромка при этом не обрабатывается.
Прочность угловых швов ниже прочности основного металла. Этот момент нужно учитывать при проектировании и проведении работ.
Торцевые швы
Торцевые швы используются для сваривания деталей разной формы, прилегающими друг к другу боковыми поверхностями. Угол прилегания может находиться в пределах от 0 o до 30 o . Такая сварка подходит для работы как с тонкими, так и с толстыми металлами, а также для сварки деталей разной толщины. Перед сваркой выполняется разделка кромок под односторонние скосы.
Торцевые швы отличаются высокой выносливостью к нагрузкам. Но при этом возможно попадание влаги или загрязнений между поверхностями деталей, что в будущем приведет к коррозии. Особенно это вероятно при наличии непроваров.
Другие критерии классификации сварных соединений
Кроме способа соединения деталей швы различаются по другим параметрам:
- по форме шва различают выпуклые и плоские швы,
- по протяженности бывают сплошные и прерывистые швы,
- по положению свариваемых поверхностей в пространстве бывают горизонтальные, вертикальные, потолочные и нижние швы и другие классификации.

Перед началом работ важно определить вид сварочного шва по всем параметрам. Это поможет подобрать оптимальную технику выполнения сварки в каждом конкретном случае. Например, сварка углового соединения в вертикальном положении потребует более тщательной подготовки, чем сварка стыкового шва в нижнем положении.
Как варить швы

Знание того, как варить швы, повысит собственные навыки в данной области или поможет при выполнении бытовых задач. Важно помнить, что ни одно теоретическое знание не гарантирует идеального результата на практике, поэтому необходимо постоянно заниматься сваркой, чтобы швы получались лучше и лучше.
Существуют различные виды сварочных швов. И некоторые легко сделать, даже имея минимальный опыт, а для выполнения более сложных необходимо обладать определенной техникой. В нашей статье мы расскажем, как варить швы разной сложности, и разберем наиболее частые ошибки.
Правила выполнения сварочных работ электросваркой
Мало просто узнать, как варить швы, важно всегда выполнять следующие действия во время сварочных работ:
Отслеживать длину электрической дуги.
Речь идет о расстоянии между обрабатываемым материалом и зажженным электродом, на конце которого находится устойчивый электрический разряд. Чтобы качественно соединить заготовки, важно удерживать дугу оптимальной длины. Принято выделять такие дуговые промежутки:
- короткий, размером 1-1,5 мм;
- нормальной длины или 2-3 мм;
- длинный, то есть 3,5–6 мм.
Понять, что для формирования шва использована короткая дуга, можно по наличию подреза или небольшого углубления по краям. Причиной дефекта является недостаточный прогрев рабочей области в ширину, что приводит к низкому качеству соединения.
Длинная дуга неизбежно затухает время от времени, поэтому ее использование чревато плохим прогревом металла в глубину. В итоге сварное соединение также имеет низкое качество.
Рекомендуется выбирать нормальную дугу, так как важно варить прочные швы. Ее длину определяют на основании следующей формулы:
- Ld – длина дуги;
- Dэ – диаметр электрода.
Управлять углом наклона электрода.
Сварщик сам подбирает необходимый угол, исходя из актуальных условий производства. В данном случае угол бывает прямым, вперед или назад относительно поверхности металла.
Углом вперед нередко пользуются при выполнении потолочных работ, также применение данного метода является ответом на вопрос о том, как варить вертикальный шов. Эта техника позволяет осуществлять сварку стыков труб, если отсутствует возможность провернуть сами элементы конструкции.

Электрод располагают под прямым углом, чтобы производить работы в труднодоступных местах.
Метод «углом назад» считается незаменимым для формирования угловых стыков.
Передний угол часто используется при обработке изделий из тонких металлов, ведь он обеспечивает широкий прочный шов с небольшой глубиной проваривания. Для толстостенных заготовок более грамотным будет выбор способа «углом назад», поскольку так достигается глубокий прогрев металла.
Выбирать скорость движения электрода и менять силу тока.
Качество сварного соединения во многом зависит от данных характеристик, о чем важно помнить, изучая, как правильно варить шов. За счет использования большого тока удается добиться более глубокого прогрева металла. Таким образом мастер получает возможность быстрее перемещать электрод, не меняя качество работ. Прочный сварной шов формируется, когда специалисту удается подобрать оптимальное соотношение силы тока и скорости подачи электрода.
Соотношение силы тока, толщины электрода и металла выглядит таким образом
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35–50 | 1,6 | 1-2 |
| 45–80 | 2 | 2-3 |
| 65–100 | 2,5 | 3-4 |
| 85–150 | 3 | 4-5 |
| 125–200 | 4 | 5-6 |
Скорость перемещения электрической дуги зависит от ее мощности. Нужно понимать, что при слишком быстрой подаче расходника и относительно низкой мощности дуги не удается прогреть металл на необходимую глубину. В итоге образуется поверхностный шов, который только слегка прихватывает края элементов конструкции. И обратная ситуация: медленное перемещение и достаточно мощный разряд приводят к перегреву и изменению формы заготовки вдоль линии шва. Тонкостенные изделия нередко прогорают с образованием сквозных дыр – это важно помнить, говоря о том, как варить сварочный шов.
Способы сварки вертикальных и горизонтальных швов
Вертикальные швы.
С вертикальных деталей горячий жидкий металл стекает вниз. Избежать этого позволяет применение короткой дуги, то есть между концом электрода и сварной ванной оставляют меньшее расстояние. Когда электроды не залипают, мастера даже опирают их на свариваемую заготовку.
Подготовка к обработке, то есть разделка кромок, производится в соответствии с типом соединения и толщиной материала. Далее элементы фиксируют в необходимом положении, соединяют «прихватками» с шагом в несколько сантиметров – за счет использования таких небольших швов детали остаются неподвижными относительно друг друга в процессе сварки.
Вертикальный шов можно варить как снизу вверх, так и сверху вниз, но первый подход считается более удобным. Дело в том, что дуга подталкивает сварную ванну вверх, не давая ей возможности опуститься. В результате легче получить шов высокого качества.
При соединении в вертикальном положении допустим отрыв дуги, что наиболее удобно для неопытных специалистов, поскольку за этот промежуток времени происходит остывание металла. В таком случае допускается опирать электрод на полочку сварного кратера, что тоже делает работу более простой. Используется схема движений, близкая к сварке без отрыва: электрод перемещается из стороны в сторону, петельками или коротким валиком вверх-вниз.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
В некоторых случаях вертикальный шов формируют сверху вниз. Если вы решили выбрать подобный подход, важно при розжиге дуги держать электрод под углом 90° к заготовкам. Далее в таком положении нужно прогреть металл, после чего электрод опускают, чтобы начать сам процесс сварки. Подобная работа отличается меньшим удобством, чем описанный выше метод. Кроме того, здесь необходимо пристально следить за сварной ванной, однако и в этом случае можно получить достойный результат.
Горизонтальные швы.
Как варить горизонтальный шов? Его, по аналогии с вертикальным, можно формировать в двух направлениях: справа налево или слева направо. Но здесь все зависит только от привычки и удобства мастера. Поскольку работы ведутся на вертикальной поверхности, сварная ванна всегда будет пытаться стечь вниз. Чтобы не допустить этого, необходимо обеспечить значительный угол наклона электрода – он зависит от скорости движения и параметров тока.
Если металл стекает, важно увеличить скорость движения, обеспечивая меньший прогрев материала заготовок. Либо можно делать отрывы дуги, чтобы позволять металлу немного остыть. Еще один способ предполагает снижение силы тока. Однако не стоит сразу прибегать ко всем перечисленным мерам, лучше использовать их поэтапно.
Правила создания угловых и стыковых швов
Как варить угловые швы.
Расплавленному металлу свойственно стекать вниз, поэтому лучше всего при сварке подобных швов из нижнего положения использовать способ, который называется «в лодочку». Иными словами, деталь устанавливается так, чтобы избежать течи шлака прямо перед дугой.
Формирование углового шва при горизонтальном расположении нижней плоскости чревато некачественным проваром вершин угла. Это объясняется тем, что работать начали с вертикально расположенного листа, из-за чего горячий металл начал стекать на второй, еще холодный лист.
Рекомендуем статьи
Чтобы избежать подобной проблемы, нужно варить с нижней плоскости и зажигать дугу в строго определенной точке. Электроду придают наклон 45° относительно обрабатываемой заготовки. В процессе работы расходник немного наклоняют в разные стороны.
Как только при варке угловых швов отказываются от метода «в лодочку», приходится использовать однослойный шов с катетом до 8 мм. В противном случае необходимо сделать несколько слоев.
Чтобы произвести сварку нескольких слоев углового шва, формируют узкий валик при помощи электрода диаметром 3-4 мм – в таком случае удается полностью проварить корень.
Количество проходов зависит от площади поперечного сечения шва. Обычно данная величина составляет 30–40 мм2.
Как варить стыковые швы электросваркой.
Если на кромках отсутствуют скосы, у накладываемого валика требуется обеспечить небольшое расширение с каждой стороны стыка. Избежать непровара можно, равномерно распределяя горячий металл.
Без скоса кромок изделие толщиной 6 мм можно проварить лишь за счет грамотного подбора силы тока и электродов. Стоит отметить, что величину тока настраивают исключительно опытным путем – для этого нужно сварить несколько пробных планок.

На деталях с V-образными скосами можно варить как однослойные швы, так и многослойные. Здесь выбор подхода, в первую очередь, зависит от толщины металла. Если формируется один слой, дуга разжигается в пункте «А» – на границе скоса. Далее электрод опускают, чтобы целиком проварить корень шва, после чего дугу переносят на следующую кромку.
Движение электрода по скосам намеренно замедляют, поскольку только таким образом достигается полноценный провар. На корне шва двигаются быстрее, чтобы избежать прожога металла.
На обратной стороне соединения специалисты делают еще один подварочный шов. Либо там монтируют стальную подкладку толщиной 2-3 мм. С этой целью на 20–30 % повышают сварочный ток относительно стандартного показателя. Немаловажно, что сквозное проплавление в данном случае невозможно.
При формировании валика шва стальная подкладка тоже приваривается. Ее оставляют при условии, что она не вносит критичные изменения в изготавливаемую конструкцию. Если речь идет о сварке очень важных изделий, проваривают противоположную сторону корня шва.
Чтобы сформировать стыковой многослойный шов, начинают с проварки его корня. Здесь выбирают электроды с сечением 4-5 мм. На следующем этапе производят наплавку новых слоев расширенными валиками при помощи электродов больших размеров.
Нюансы сварки потолочного шва
Нередко начинающие мастера задаются вопросом о том, как варить потолочные швы, если горячий металл становится жидким и стекает? В этом случае используют короткую дугу и электрод с тугоплавким покрытием. В процессе формирования шва на торце электрода образуется чехольчик – именно он не дает скатываться каплям металла. Конец электрода равномерно удаляют и приближают к заготовке, давая соединению немного остыть и затвердеть. При этом может использоваться исключительно расходник небольшого сечения. Силу току устанавливают на 10–12 % ниже, чем при сварке заготовок такой же толщины, но расположенных внизу.
При формировании потолочных швов всплывают пузырьки газа, которые попадают в корень шва, что негативно сказывается на прочности всего соединения.
Нужно понимать, что потолочной сваркой пользуются в редких ситуациях, если не удается наложить шов из нижнего положения.
Вероятные ошибки при сварке швов
Благодаря рекомендациям специалистов становится понятно, как варить швы, чтобы не допускать ошибок и всегда получать результат высокого качества.
Во время сварки наиболее распространены такие промахи:
Опыт и понимание того, как варить швы, приходит со временем. Главное – не прекращать практику, ведь с ее помощью нарабатывается мастерство, а специалист становится востребованным в своей профессии.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Стыковое сварное соединение

Стыковое сварное соединение – простое, но при этом надежное. Две детали сваривают таким образом, что торцевые поверхности примыкают друг к другу, находясь в одной плоскости. Как правило, используется в конструкциях, подвергаемых переменному напряжению.
Технология широко применяется. С ее помощью, например, соединяют не только трубы встык, но и собирают сложные изделия в машиностроительной отрасли. Подробнее о стыковом сварном соединении читайте в нашем материале.
Применение стыкового сварного соединения
Стыковое сварное соединение становится оптимальным решением в ситуациях, когда необходимо добиться аккуратного внешнего вида изделия без выступающих кромок, а утолщение металла является недопустимым. Данный вид швов активно используется в авиакосмической, автомобильной промышленности для обеспечения неразъемного соединения деталей. При этом последние находятся в одной плоскости и примыкают друг к другу торцами.

Достоинства стыковых соединений сварных швов:
- меньший расход электродов;
- надежность изделий, возможность с легкостью контролировать процесс;
- относительно простая техника сварки в сравнении с методом формирования углового шва;
- обеспечение ровной и плоской поверхности;
- возможность скреплять заготовки, имеющие разную толщину;
- доступность соединения металлических элементов большой толщины односторонним швом.
Минусы данного подхода:
- не достигается дополнительной жесткости, которую обеспечивает, например, нахлесточный метод;
- есть вероятность серьезной деформации поверхности после обработки, что чаще всего происходит в результате сварки тонкого металла.
Все способы создания стыкового сварного соединения имеют определенные характеристики и свойства, от которых зависит сфера их использования.
Встык сваривают элементы трубопроводов, обечайку емкостей, например, баллонов, цистерн, а также листовые конструкции, швеллеры, уголки и фасонные профили других видов.
Одностороннее стыковое соединение, не предполагающее предварительного скоса кромок, чаще всего применяется для скрепления листов металла толщиной в пределах 4 мм.
Соединение без скосов кромок может быть и двусторонним – к данному варианту прибегают при сварке изделий толщиной до 8 мм. Стоит подчеркнуть: в этом случае между кромками металла оставляют зазор шириной в 1-2 мм вне зависимости от того, как расположены швы.
При работе с заготовками толщиной 4–25 мм опытные сварщики используют скосы кромок в сочетании с односторонним соединением. Сами скосы кромок делают V-образной или U-образной формы, причем вторая встречается реже. В любом случае кромки важно немного притупить, прежде чем приступать к формированию стыкового сварного соединения.
Для заготовок толщиной более 12 мм, которые планируется скреплять двусторонним соединением, рекомендуются X-образные кромки. Дело в том, что за счет использования такой формы удается почти вдвое сократить объем металла для заполнения разделки. А это отражается на стоимости и производительности сварочных работ.
Нужно понимать, что при выборе типа стыкового соединения, формы кромок, места расположения швов отталкиваются от характеристик металла, будущей конструкции и необходимого результата.
Виды стыковых сварных соединений
Стыковые сварные соединения отличаются от других видов в первую очередь расположением заготовок в пространстве. В данном случае элементы будущего изделия размещаются на одной плоскости и сварка ведется по расположенным смежно друг с другом торцам.

Принято выделять насколько видов стыковых сварных соединений в соответствии с формой свариваемых кромок:
- прямые – при этом скрепляемые кромки лишены скосов;
- V-образные – кромки имеет соответствующую названию форму скосов;
- Х-образные – со скосом кромок в виде буквы «Х»;
- Криволинейные – скосы кромок в соединении образуют латинскую букву «U».
Также выбор определенной разновидности скосов кромок должен соответствовать виду стыкового соединения. По расположению шва принято выделять такие соединения:
- односторонние – шов находится лишь с одной стороны соединяемых заготовок;
- двусторонние – формируется пара швов: один находится сверху, а второй снизу изделия.
Стыковые сварные соединения используются в процессе монтажа наиболее ответственных конструкций, поскольку превосходят другие способы сварки по механическим показателям. Также нужно учитывать, что выбор данного типа швов обусловлен необходимостью дополнительной подготовки кромок.
Еще одной особенностью, за которую специалисты ценят стыковое соединение, является высокая производительность работ в сочетании с экономичностью. Это объясняется тем, что формирование таких швов требует меньшего расхода металла и времени.
Разделка кромок под стыковое сварное соединение
Разделка для проведения сварочных работ обладает своими особенностями. В первую очередь, данный процесс влечет за собой расширение сварного шва, что в дальнейшем требует дополнительного расхода материалов. Иногда мастера отказываются от подготовительного этапа и сваривают заготовки без разделки кромок.

Когда планируется стыковое сварное соединение тонких деталей, используют отбортовку или загиб кромок соединяемых элементов. Ее выполняют ручным или машинным способом. В первом случае прибегают к использованию наковальни и молотка либо кувалды. Также возможно осуществление отбортовки при помощи строгания, фрезерования, долбления либо могут применяться абразивы. В этих случаях не обойтись без оборудования, такого как строгальные или фрезеровальные станки.
Строгальные станки довольно просты по своему устройству: резец высокой прочности под определенным углом проходит вдоль торца и за каждый проход снимает слой металла. Далее положение режущего элемента меняется, операция проводится вновь. Если поверхность детали отличается криволинейной формой, на помощь приходят фрезеровальные станки – фаска формируется фрезой, которая перемещается по линии шва.
Когда работа ведется с крупными конструкциями и трубопроводами, в ход идут кромкоскалыватели – в основе их принципа действия лежит метод долбления. Абразивная обработка, наоборот, используется для небольших заготовок, а также для финальной доводки после этапа строгания или фрезерования. Также кромка может удаляться посредством газового резака или зигмашины.
Фаски могут находиться на кромках с одной стороны или сразу с двух. За счет односторонних скосов на прямых деталях значительно упрощается работа сварщика. Тогда как для соединения элементов с двухсторонними фасками мастеру требуется доступ к обеим сторонам шва.
Технология выполнения стыкового сварного соединения
Любую сварку предваряет этап технологической подготовки: заготовки размечают, режут, с их поверхности удаляют грязь, следы коррозии, изделия сушат, если на них присутствует влага.

Элементы будущей конструкции располагают на ровной поверхности с зазором 2-3 мм друг от друга. Мастер зажигает электрод ударом либо, чиркнув, как спичку, после чего делает две прихватки. Данный прием позволяет избежать деформации изделия в процессе работы.
Электрод можно перемещать на себя, от себя, справа налево и в обратном направлении. Принцип движения электрода подбирается в соответствии с толщиной металла и необходимым положением электрода в пространстве. В результате должно обеспечиваться лучшее сваривание заготовок. Стоит отметить, что обычно электрод держат под углом 45°.
Когда стыковое сварное соединение готово, необходимо удалить шлак и зачистить поверхность. От возможных прожогов защищают подкладки – они обеспечивают более уверенную работу, позволяют увеличить ток и отказаться от проварки обратной стороны шва.
Сварка в нижнем положении.
В первую очередь сварщик зачищает заготовки. Если работы ведутся с тонким металлом, в разделке кромок нет необходимости. Между элементами оставляют зазор в пределах 1-3 мм и переходят к сборке будущей конструкции, делают прихватки и зачищают их. Сама сварка должна вестись с обратной стороны прихваток.
Максимальная толщина валика составляет 9 мм, высота – 1,5 мм. Сварка ведется слева направо, при этом мастер выполняет кольцевые колебательные движения против часовой стрелки. По аналогичному принципу работа идет и на другой стороне, правда, там допускается увеличение тока. Когда стыковое сварное соединение завершено, необходимо зачистить поверхности.
Во время формирования шва электродом совершают 2-3 движения. Его опускают по мере плавления, чтобы добиться непрерывного горения сварочной дуги. Перемещение электрода идет с одинаковой скоростью, при этом сам расходник должен быть наклонен под углом 15–30° относительно вертикали. В другой плоскости его располагают перпендикулярно поверхности шва.
Бывает, что нужно более широкое стыковое сварное соединение, тогда прибегают к разного рода колебательным движениям.
Рекомендуем статьи:
Сварка в вертикальном положении.
В данном случае необходимо снизить силу тока на 10–15 % по сравнению с показателем, используемым в нижнем положении, ведь важно обеспечить меньшую тепловую мощность дуги.
Сварку осуществляют снизу вверх с отрывом дуги, чтобы избежать вытекания горячего металла за пределы сварочной ванны. Электрод в одной плоскости находится перпендикулярно деталям, в другой – отклоняется чуть ниже горизонтали.
Либо работа может вестись в обратном направлении, сверху вниз или снизу вверх без обрыва дуги. Но в таком случае рекомендуется использовать определенную марку расходников, имеющих подходящее покрытие.
Когда предполагается стыковое сварное соединение с разделкой кромок, детали сваривают в несколько проходов. Каждый проход обязательно зачищается от шлака.
У недостаточно опытных мастеров электрод залипает во время зажигания дуги на металле – чаще всего эта проблема встречается при работе на сниженном сварочном токе. Чтобы избежать этого, стоит разжигать дугу на положенной рядом пластине, то есть разогреть кончик электрода. После чего нужно переместить дугу на место запланированного шва. При помощи плавного касания разогретого электрода о деталь удается добиться легкого зажигания дуги без залипания. Кроме того, этот прием является профилактикой непровара в начале сварки.
Заключительным обязательным этапом работ является контроль стыковых сварных соединений. Швы очищают от загрязнений, образовавшихся во время сварки, то есть шлака, брызг металла и копоти, после чего работу осматривают на предмет наружных дефектов.
Ультразвуковой контроль сварных соединений
В основе данного метода контроля лежит использование излучения ультразвуковых волн акустического типа. Они проходят через однородную среду и при этом не меняют свою прямолинейную траекторию.

Высокочастотные колебания (более 20 кГц) способны проникать в металл, не влияя на его структуру. Далее они отражаются от пустот, царапин, неровностей, разного рода включений. Акустическая волна проникает внутрь стыкового сварного соединения и, при наличии дефекта, отклоняется от своего нормального направления, что отслеживается на экране соответствующего прибора.
Сигнал на монитор поступает за счет использования усилителя. В результате формируется схема, по которой оператор определяет наличие дефектов и особенностей получившегося соединения. Установить размер дефектного образования удается при помощи оценки амплитуды отраженного импульса, а расстояние до него фиксируется по времени, затраченному на распространение волны.
Ультразвуковой контроль стыковых сварных соединений трубопроводов и иных конструкций осуществляется в соответствии с установленным стандартом. При этом необходимо выполнить такие этапы работы:
- Удалить со стыковых соединений следы коррозии, лакокрасочные покрытия минимум на 50–70 мм с обеих сторон шва. Обработать поверхность стыка и прилежащего металла машинным, турбинным, трансформаторным маслом, глицерином либо солидолом, чтобы обеспечить наиболее точные результаты проверки на наличие дефектов стыковых сварных соединений.
- Настроить прибор с учетом необходимых в данном случае параметров. Если толщина стыковых сварных соединений не превышает 2 см, используют стандартные настройки, тогда как к АРД-диаграммам прибегают, если работы проводились с более толстым металлом. Качество проверяют при помощи DGS или AVG-диаграмм.
- Перемещать излучатель по линии сварочного шва зигзагообразными движениями, поворачивая на 10–15° вокруг оси.
- Передвигать искатель по металлу до появления устойчивого, предельно четкого сигнала. Далее развернуть прибор и приступить к поиску сигнала максимальной амплитуды.
Нередко колебания отражения волн оцениваются как дефекты, поэтому любые сомнения должны стать поводом для дополнительной проверки. Обнаруженное повреждение необходимо зафиксировать, обозначив точное место нахождения.
Стыковые сварные соединения проверяют при помощи ультразвука в соответствии с нормами ГОСТа. Когда УКЗ не позволяет точно определить характер дефекта, прибегают к гамма-дефектоскопии или рентгенодефектоскопии как к более точным способам контроля качества.
Читайте также: