Технологическая документация сварочного производства
Обновлено: 18.05.2024
ТП – это, сокращенно, технологический процесс. Это описание процесса создания изделия. Чтобы изделие было грамотно создано ТП должен быть описан в соответствующих документах. Такие документы называются нормативными.
Классификация видов нормативных документов. Различают основные и вспомогательные документы.
Основные документы полностью и однозначно определяют ТП (технологический процесс или технологическую операцию) изготовления изделий и содержат информацию, необходимую и достаточную для решения инженерно-технических, планово-экономических и организационных задач. Основные документы бывают общего и специального назначения.
Документы общего назначения применяют в отдельности или в комплекте на ТП вне зависимости от методов изготовления изделий. К ним относятся титульный лист (ТЛ), карта эскизов (КЭ), технологическая инструкция (ТИ).
Документы специального назначения применяют при описании ТП (операции) в зависимости от видов процессов изготовления изделий, типа и вида производства. К ним относятся:
• маршрутная карта (МК);
• карта технологического процесса (КТП);
• карта типового технологического процесса (КТТП);
• универсальная карта типового технологического процесса (КТТП/У);
• операционная карта (ОК);
• карта типовой операции (КТО);
• комплектовочная карта (КК);
• технико-нормировочная карта (ТНК);
• карта кодирования информации (ККИ);
• ведомость технологических маршрутов (ВТМ);
• ведомость оснастки (ВО);
• ведомость оборудования (ВОБ);
• ведомость материалов (ВМ) и др.
Комплектность технических документов (ТД) определяют в зависимости от типа производства (единичное, серийное, массовое) и видов разрабатываемых процессов по их организации (единичный, типовой, групповой).
Карта технологического процесса сварки. Она позволяет улучшить качество работ: сварщик получит полую информацию о типе сварки, специалисты проведут тщательный контроль сварного соединения, будет выбран оптимальный комплект оборудования и комплектующих. Соответственно снизится количество брака и завод понесет меньшие убытки. И все это возможно, если у вас есть технологическая карта на сварку.
Технологическая карта на сварочные работы - это документ-инструкция, выдаваемая сварщику для правильного выполнения работ. Также техкартой может пользоваться специалист по контролю качества. В техкарте прописывается всё: от типа сварки до геометрических расчетов.
Проще говоря, техкарта — это «сборник» всех технологических особенностей, которые нужно учесть при сварке. Правильно разработанная техкарта позволяет улучшить качество сварного соединения и, в целом, сделать работу сварщика или прочих специалистов продуктивнее и лучше.
Технологическая карта была придумана и внедрена не так уж давно, а именно в конце 80-х годов прошлого века. Это связано с большим технологическим прорывом в сфере сварки, когда появились новые современные технологии и стали доступны редкие металлы.
Данные в тех. карте
В технологической карте в обязательном порядке указываются общие сведения о металле, который нужно сварить, данные о разделке металла и их очистке, данные о размерах сварных швов. Также указывается прогрев металла, если он необходим, последовательность формирования сварных швов.
Еще указывается, какое оборудование будет использоваться и какие комплектующие необходимы для выполнения сварки.
Особенности
На крупных производствах (например, если это сборочно-сварочный цех) разработкой техкарты занимаются отдельные специалисты, а на мелких заводах эту работу часто поручают сварщикам. Тем не менее, любая разработка техкарты должна начинаться с тщательного анализа металла, который нужно сварить. Именно от металла зависит выбор типа сварки, комплектующих и прочие параметры. Если вы с самого начала правильно проанализируете металл, то затем у вас не возникнет никаких ошибок. Режим сварки подбирается по нормативным документам, а не по опыту варщика. Это тоже важно понимать.
Каждая технологическая карта по сварке металлоконструкций должна иметь свой индивидуальный номер (шифр), с помощью которого ее можно будет найти в архиве. Также этот номер будет указываться при разработке полной техдокументации и в характеристиках проекта на сварку. Также на тех. карте должна стоять подпись специалиста, который эту кару составлял.
Пример технологической карты
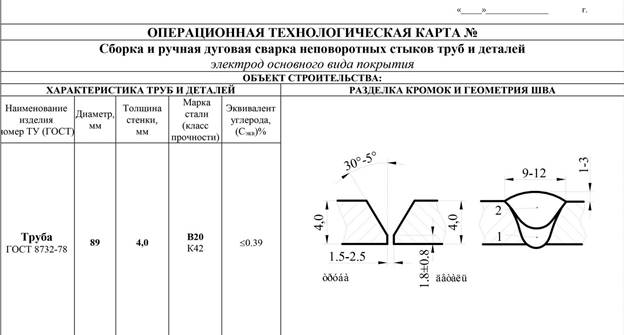
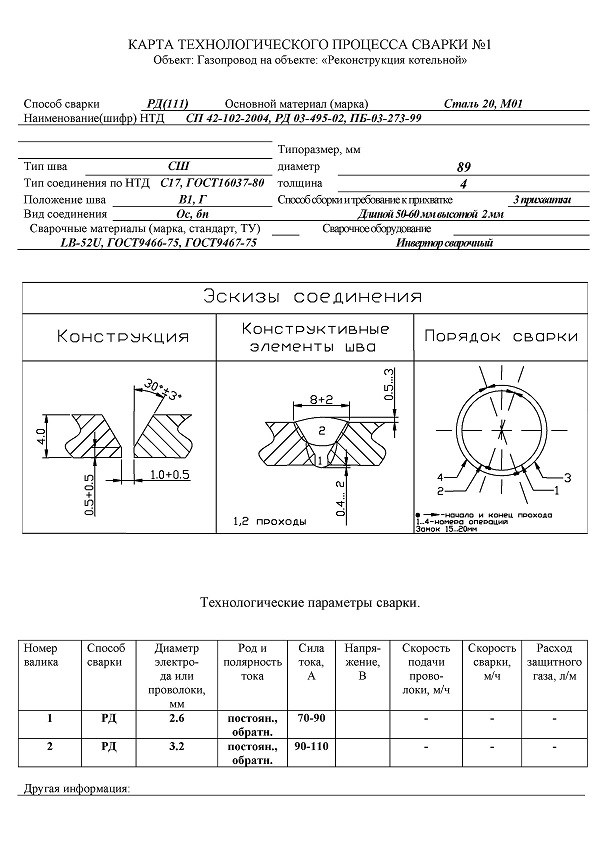
Ниже вы можете видеть образец заполнения технологической карты. Сейчас мы подробнее разберем все, что тут написано, а вы запомните (или лучше запишите) то, что прочтете.
Затем идет графа «Наименование (шифр) НТД». Здесь вы должны указать, какие нормативные документы были использованы при разработке данной технологической карты. Остальные графы заполняются подобным образом, думаем, все логически понятно.
В нашем случае заполняется типовая технологическая карта на сварку газовых трубопроводов. Но если вам нужна техкарта на другие работы (например, на сварку стальных труб), то она будет заполняться таким же образом, просто поменяется заголовок.
Контрольные вопросы к лабораторной работе №3:
Дайте подробные ответы на все контрольные вопросы.
Что такое ТП?
Кто делает тех. карту?
Лабораторная работа №3. Изучение видов технологической документации на сварочные технологические процессы.
Технологическая карта на сварочные работы
Типовая технологическая карта на сборочно-сварочные работы (МК/КТП) представлена в табл. 1.
Другие страницы, по теме
Технологическая карта на сварочные работы:
Кодовое обозначение операции указывают в МК, КТП (КТТП) в графе «Код, наименование операции» на строке с символом «А», в ОК в графе «Код операции», в ВО (ВОб) на строке с символом «В» в графе «Код, наименование операции».
Кодовое обозначение операции соответствует структуре:

Кодовые обозначения сборочно-сварочных операций (поз. 1 - 4) приведены в табл. 2.
Поз. 5, 6 устанавливают конкретизацию признаков классификации и кодов (в соответствии со спецификой отрасли).
В графе «Обозначение документа» указывают обозначения нормативных документов, применяемых при выполнении данной операции.
Таблица 1. Технологическая карта сборочно- сварочных работ МК/КТП.

Карта МК/КТП содержит строки А, Б, К1М, Р (А - название операции и ее номер; Б описание оборудования; КIМ - комплектация/ материалы; Р - режим).
Информация, вносимая в строку с символом «А». В графах «Цех», «Уч.», «РМ» строки указывают соответственно номер (код) цеха, участка, рабочего места, где выполняется операция (или их буквенные наименования).
В графу «Опер.» заносят номер операции. В графе «Код, наименование операции» указывают унифицированное обозначение операции ТП.
Информация, вносимая в строку с символом «Б». В графу «Код, наименование оборудования» вписывают его код, краткое наименование или модель и инвентарный номер.
Остальные графы характеризуют трудозатраты.
В графе «СМ» - «Степень механизации» указывают степень механизации кодом или индексами: РС - ручная сборка, МС - механизированная сборка, в приспособлении, сборка по разметке.
В графе «Проф.» приводят код профессии рабочего (сборщик или сварщик).
В графе «Р» дают разряд рабочего.
В графу «УТ» - «Условия труда» - вписывают индекс: легкие (Л) или вредные (В).
В графе «КР» - «Количество работающих » - указывают число занятых на операции рабочих.
В графе «КОИД» - «Количество одновременно изготовляемых деталей» - вносят число деталей при выполнении одной операции.
В графе «ЕН» - «Единица нормирования » - называют норму расхода материала или норму времени.
В графе «ОП» - «Объем партию) - указывают ее объем в условиях серийного производства в штуках.
Графа «Кшт» - «Коэффициент штучного времени» - соответствует многостаночному обслуживанию, и для сварочных работ ее не заполняют.
В графах «Тп .-з» и «Тшт» указывают нормы подготовительно-заключительного и штучного времени на выполнение операций, выбираемые на основе общемашиностроительных и отраслевых нормативов.
Информация, вносимая в строку с символом «К». В графе «Наименование деталю) дают ее название по ЕСТд, допускается указывать в этой графе марку материала.
Графы «Обозначение, код» и «ОПП» (откуда поступает партия) заполняют в соответствии с ЕСТД, обычно в графе «ОПП» сообщают номер цеха.
В графе «ЕМ» - «Единица измерения массы» - приводят массу изделия в килограммах.
В графе «ЕН» - «Единица нормирования» - указывают норму расхода материала в килограммах.
В графу «КИ» вписывают число изготовляемых изделий.
В графе «Нрасх » указывают норму расхода материалов.
Информация, вносимая в строку с символом «М». В графе «Материал» указывают сортамент, марку материала, размер, обозначение стандарта или ТУ.
При сварке в этой графе дают также марку, диаметр присадочного материала, размер электродов, а при пайке - марку, вид припоя (проволока, фольга, порошок), диаметр и толщину припоя, данные о флюсах, средах.
При раскрое материалов в этой графе указывают профиль и размер исходной заготовки, общее число получаемых из нее деталей, коэффициент раскроя материала заготовки, норму расхода материала и Т.П.
Информация, вносимая в строку с символом «Р». В соответствующие графы вписывают информацию о технологических параметрах режима сварки: тип шва, катет и длину шва в миллиметрах, положение шва, полярность тока, напряжение, ток и скорость подачи проволоки.
Таблица 2. Коды сборочно-сварочных операций в технологической карте
| Форма записи операции | Код |
| Сварка | 9000 |
| Контактная сварка | 9010 |
| Диффузионная сварка | 9020 |
| Дуговая сварка | 9030 |
| Дуговая сварка: | |
| - покрытым электродом | 9031 |
| - порошковой проволокой | 9034 |
| - сварка под флюсом | 9035 |
| - в инертных газах плавящимся электродом | 9039 |
| - в инертных газах неплавящимся электродом с присадочным металлом | 9041 |
| - в инертных газах неплавящимся электродом без присадочного металла | 9042 |
| - сварка в углекислом газе сплошной проволокой | 9043 |
| - в углекислом газе порошковой проволокой | 9044 |
| - в углекислом газе неплавящимся электродом с присадочным металлом | 9045 |
| - в углекислом газе неплавящимся электродом без присадочного металла | 9046 |
| - в смеси инертных и активных газов плавящимся электродом | 9051 |
| - в вакууме плавящимся электродом | 9056 |
| - в вакууме неплавящимся электродом с присадочным металлом | 9057 |
| - в вакууме неплавящимся электродом без присадочного металла | 9058 |
| Электрошлаковая сварка | 9061 |
| Электронно-лучевая сварка | 9062 |
| Плазменная сварка | 9063 |
| Газовая сварка | 9068 |
| Резка: | |
| - кислородная | 9172 |
| - кислородно-флюсовая | 9176 |
| - плазменно-дуговая | 9176 |
| Операция: | |
| -сборочно-подготовительная | 8862 |
| - сборочно-монтажная | 8863 |
| - слесарно-сборочная | 8864 |
| Термическая обработка | 5000 |
| Комплексный контроль геометрических параметров | 0260 |
| Контроль неразрушающий: | |
| - акустический | 0376 |
| - вихретоковый | 0377 |
| -магнитный | 0378 |
| - радиационный | 0382 |
| - проникающими веществами | 0386 |
| Испытания: | |
| - механические | 0620 |
| - на герметичность | 0675 |
| Перемещение | 0400 |
| Транспортирование | 0401 |
| Складирование | 0440 |
| Правка | 2156 |
| Комплектование | 0418 |
| Крепление | 0112 |
| Базирование | 8801 |
| Разметка | 0101 |
| Гибка | 2129 |
При записи применяют условные обозначения, приведенные в табл. 3.
Таблица 3. Буквенные обозначения и значки в технологической карте на сварочно-сборочные работы
| Показатель | Обозначение |
| Длина | L,l |
| Ширина | В,b |
| Высота, глубина | H,h |
| Толщина | S |
| Диаметр | D,d |
| Радиус | R,r |
| Межосевое и межцентровое расстояния | А,а |
| Углы | α, β, γ и др. |
| Ширина шва | В |
| Выпуклость шва | G |
| Шаг прерывистого шва | T |
| Катет углового шва | |
| Вогнутость углового шва | |
| Расчетная высота углового шва | P |
| Толщина углового шва | A |
| Сила тока | I |
| Напряжение дуги | Uд |
| Напряжение холостого хода источника питания | Uхх |
| Скорость: | |
| -сварки | Vсв |
| - подачи проволоки | Vп. п |
| Количество | N,n |
| Плотность | ρ |
| Количество наплавленного металла | Qн |
| Коэффициент наплавки | αн |
| Притупление кромок | С |
| Положение шва: | |
| -в лодочку | Л |
| -нижнее | Н |
| - горизонтальное | Г |
| - полугоризонтальное | ПГ |
| - полупотолочное | ПП |
| - вертикальное | В |
| - полувертикальное | Пв |
| Полярность: | |
| -прямая | П |
| -обратная | О |
| Коэффициент загрузки оборудования | Кз |
В строках, обозначенных в карте МК/КТП номерами, указывают содержание технологических операций и переходов с индексом «О». При этом установки обозначают буквами А, Б, В и т.д.
Примеры заполнения строк карты МК/КТП приведены в таблицах 4 и 5.
Таблица 4. Технологическая карта на сварочные работы : пример заполнения строк «К», «М», «Р».

Таблица 5. Технологическая карта на сварочные работы : пример заполнения строк с символами «А» и «Б».

Разработанные ТП утверждают в установленном порядке. Подписи лиц, разработавшего и проверившего документ, а также ответственного за нормоконтроль, обязательны. Если все разрабатывал один человек, то он ставит свою подпись один раз - в графе «Разработал».
Технологическая документация сварочного производства
Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА И ОРГАНИЗАЦИЯ СВАРОЧНОГО ПРОИЗВОДСТВА МОНТАЖНЫХ И СТРОИТЕЛЬНЫХ ПРЕДПРИЯТИЙ
Дата введения 1991-07-01
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом N 242 от 14.05.91
2. Срок первой проверки - 1995 г.
периодичность проверки - 1 раз в 5 лет.
3. ВЗАМЕН ОСТ 95 930-82 и ОСТ 95 944-82
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, подпункта, перечисления, приложения
СНиП IV-5-84 (сборник 9, 16, 22, 24, 25)
Нормативы трудоемкости и планово-расчетные цены сварочных работ на 10 кг наплавленного металла
Сборник нормативов трудоемкости, себестоимости и планово-расчетных цен на сварочные работы
Настоящий руководящий документ устанавливает требования по проведению технологической подготовки сварочного производства и организации выполнения сварочных работ строительно-монтажных предприятий.
Руководящий документ предназначается для монтажных (механо-монтажных, электромонтажных) и строительных предприятий (трестов, управлений), включая входящие в их состав промышленные предприятия, выполняющих сварочные работы.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Руководящий документ разработан с учетом Закона о предприятиях в СССР и предусматривает дальнейшее совершенствование единой системы технологической подготовки сварочного производства и организации выполнения сварочных работ, включающей взаиморасчеты между сварочными и строительно-монтажными подразделениями.
1.2. Технологическая подготовка сварочного производства должна обеспечить:
повышение эффективности сварочного производства;
сокращение сроков и затрат на подготовку сварочного производства;
повышение производительности труда при выполнении сварочных работ;
экономию материальных и трудовых ресурсов;
повышение качества сварочных работ.
1.3. Организация выполнения сварочных работ основывается на:
хозрасчетных методах организации труда;
технологической подготовке производства;
создании специализированных бригад;
оперативном изменении расстановки сварщиков в зависимости от изменяющегося фронта работ.
2. ФУНКЦИИ И ЗАДАЧИ СВАРОЧНОЙ СЛУЖБЫ ПРЕДПРИЯТИЯ
2.1. Сварочная служба является структурным подразделением предприятия и в своей деятельности руководствуется Законом о предприятиях в СССР*, приказами руководства, рекомендациями головного предприятия по сварке и нормативно-технической документацией (НТД).
* На территории Российской Федерации документ не действует. Утратил силу на основании Закона СССР от 7 марта 1991 года N 2015-1, здесь и далее по тексту. - Примечание изготовителя базы данных.
2.2. Каждое предприятие на основании данного руководящего документа разрабатывает конкретное положение о сварочной службе с учетом специфики производства.
2.3. Типовые положения о сварочных службах предприятий (механо-монтажных, электромонтажных, строительных) приведены в приложении 1.
2.4. Количественный и качественный состав сварочной службы предприятия и распределение специалистов по подразделениям определяются на каждом предприятии Главным сварщиком в зависимости от объемов и характера выполняемых работ.
2.5. Типовые должностные инструкции на специалистов сварочной службы приведены в приложении 2.
В должностных инструкциях установлены основные права и обязанности специалистов сварочной службы.
2.6. Основные функции сварочной службы предприятия
2.6.1. Основными функциями сварочной службы предприятия по технологической подготовке производства являются:
организация и управление процессом технологической подготовки сварочного производства;
разработка технологических процессов на сварку;
организация приобретения сварочного оборудования и его ремонта;
организация приобретения сварочных материалов;
организация проектирования и изготовления средств технологического оснащения сварочного производства;
обеспечение технологичности сварных конструкций.
2.6.2. Основные функции сварочной службы предприятия по организации выполнения сварочных работ включают:
эффективное и качественное обеспечение производства сварочных работ в установленные сроки;
учет трудовых и материальных ресурсов.
2.7. Основные задачи сварочной службы предприятия
2.7.1. Основными задачами сварочной службы предприятия по проведению технологической подготовки сварочного производства являются:
участие в разработке конструкторской документации деталировочных чертежей конструкций металлических (КМД), деталировочных чертежей технологических трубопроводов (КТД) и чертежей других конструкций с целью обеспечения технологичности, которое заключается в выдаче рекомендаций по подготовке кромок под сварку и вариантов укрупнения конструкций, а при разработке указанной документации другими предприятиями - ее согласовании;
разработка технологических процессов и другой технической документации на производство сварочных работ;
разработка проектов производства работ (ППР) и составление сетевых графиков в составе общих ППР на монтаж;
разработка технических заданий на проектирование средств технологического оснащения, в случае невозможности применение стандартной переналаживаемой технологической оснастки, предусмотренной Р 50-54-11;
сварка образцов для проведения испытаний и входного контроля сварочных материалов;
подготовка сварочного оборудования;
обеспечение проведения обучения, аттестации и паспортизации сварщиков;
освоение и внедрение новой сварочной техники и технологии;
контроль за выполнением этапов технологической подготовки сварочного производства.
2.7.2. Основными задачами сварочной службы предприятия по организации выполнения сварочных работ являются:
обеспечение качества сварочных работ в соответствии с требованиями НТД на изделия (объекты);
оперативное выполнение сварочных работ;
повышение производительности труда в сварочном производстве и снижение себестоимости сварочных работ на основе их технического и организационного совершенствования, в том числе применения прогрессивной технологии и повышения уровня механизации работ;
повышение культуры производства и улучшение условий труда.
3. ПОРЯДОК ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ СВАРОЧНОГО ПРОИЗВОДСТВА
3.1. Порядок разработки технологических процессов на производство сварочных работ
3.1.1. Технологический процесс на производство сварочных работ при изготовлении сварных конструкций на промышленных предприятиях должен быть разработан и оформлен в соответствии с требованиями стандартов Единой системы технологической документации (ЕСТД).
3.1.2. Технологический процесс на производство сварочных работ при монтаже конструкций разрабатывается на формах технологической документации с учетом требований стандартов ЕСТД на основе типовых технологических процессов.
3.1.3. Технологический процесс на производство сварочных работ разрабатывается в виде самостоятельного документа или входит составной частью в общий технологический процесс сборки и монтажа конструкций.
3.1.4. Технологический процесс должен содержать:
требования к сборке под сварку;
требования к сварочным материалам;
требования к квалификации рабочих-сварщиков и инженерно-технических работников (ИТР);
требования к сварке и ориентировочные режимы сварки;
вид сварочного оборудования и технологическую оснастку;
режимы термообработки (при необходимости);
вид оборудования для термообработки;
трудовые и материальные нормативы;
массу наплавленного металла;
методы и объемы контроля качества сварных соединений.
3.1.5. При разработке технологических процессов должно учитываться обеспечение сварочного производства необходимыми материальными ресурсами на стадии подготовки и проведения сварочных работ.
ФЕДЕРАЛЬНАЯ СЛУЖБА ПО ЭКОЛОГИЧЕСКОМУ, ТЕХНОЛОГИЧЕСКОМУ И АТОМНОМУ НАДЗОРУ
от 11 декабря 2020 года N 519
(с изменениями на 25 июля 2022 года)
Документ с изменениями, внесенными:
2. Настоящий приказ вступает в силу с 1 января 2021 г. и действует до 1 марта 2023 г.
(Пункт в редакции, введенной в действие со 2 сентября 2022 года приказом Ростехнадзора от 25 июля 2022 года N 238. - См. предыдущую редакцию)
в Министерстве юстиции
30 декабря 2020 года,
регистрационный N 61964
УТВЕРЖДЕНЫ
приказом Федеральной службы
по экологическому, технологическому
и атомному надзору
от 11 декабря 2020 года N 519
Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах"
I. Общие положения
1. Федеральные нормы и правила в области промышленной безопасности "Требования к производству сварочных работ на опасных производственных объектах" (далее - ФНП) разработаны в соответствии с Федеральным законом от 21 июля 1997 г. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" (Собрание законодательства Российской Федерации, 1997, N 30, ст.3588; 2018, N 31, ст.4860) (далее - Федеральный закон N 116-ФЗ), Положением о Федеральной службе по экологическому, технологическому и атомному надзору, утвержденным постановлением Правительства Российской Федерации от 30 июля 2004 г. N 401 (Собрание законодательства Российской Федерации, 2004, N 32, ст.3348; 2020, N 27, ст.4248).
2. ФНП устанавливают требования к организации и производству сварочных работ, выполняемых на опасных производственных объектах (далее - ОПО), технических устройствах и сооружениях ОПО, поднадзорных Ростехнадзору и его территориальным органам или иным федеральным органам исполнительной власти в области промышленной безопасности и иным органам (далее - федеральные органы исполнительной власти в области промышленной безопасности), полномочия и права которых в области промышленной безопасности определены в соответствии с положениями статьи 5 Федерального закона N 116-ФЗ.
3. Требования ФНП при изготовлении технических устройств, конструкций и изделий, предназначенных для эксплуатации на ОПО, применяются в части, не противоречащей требованиям технических регламентов, разработанных в соответствии с Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании" (Собрание законодательства Российской Федерации, 2002, N 52, ст.5140; 2018, N 49, ст.7521) и технических регламентов Евразийского экономического союза.
4. Требования ФНП обязательны для исполнения юридическими лицами, индивидуальными предпринимателями, их работниками из числа персонала сварочного производства, осуществляющими производство работ по сварке, пайке, наплавке и прихватке (далее - сварка) применяемых и (или) эксплуатируемых на ОПО сооружений и технических устройств, других конструкций и изделий, в том числе сборочных единиц, деталей, полуфабрикатов и заготовок (далее также - объект сварки) при осуществлении деятельности в области промышленной безопасности.
5. К указанным в пункте 2 ФНП сварочным работам относится производственная деятельность, осуществляемая персоналом сварочного производства с применением сварочных и родственных процессов, сварочных материалов и оборудования с соблюдением норм, правил, методик и условий для получения сварных соединений (наплавок) с качеством, соответствующим нормативным требованиям.
II. Требования к юридическим лицам, индивидуальным предпринимателям и персоналу сварочного производства
6. Персонал сварочного производства (сварщики, операторы, специалисты сварочного производства, контролеры сварочных работ, выполняющие операции сварочного производства, влияющие на качество сварной продукции) юридического лица, его филиала (обособленного подразделения) (далее - организация), индивидуального предпринимателя, осуществляющих сварочные работы, определяется такой организацией или индивидуальным предпринимателем и должен обеспечивать:
техническую и технологическую подготовку и выполнение сварочных работ с соблюдением требований ФНП и предусмотренных проектной (конструкторской) документацией нормативных документов по сварке и неразрушающему контролю сварного соединения;
безопасную эксплуатацию, обслуживание и ремонт сварочного оборудования;
соблюдение технологий сварки;
контроль качества сварных соединений.
7. Количество и квалификация сварщиков и специалистов сварочного производства, количество и сварочно-технологические характеристики сварочного оборудования и сварочных материалов, применяемые аттестованные технологии сварки, должны обеспечить получение сварных соединений с качеством, соответствующим требованиям нормативной документации, устанавливающей в определенной области применения комплекс норм, правил, требований, применяемых при производстве сварочных работ и контроле их качества (далее - НД), и (или) проектной (конструкторской) документации конкретного объекта сварки.
8. Сведения о численном составе и квалификации персонала сварочного производства, о наличии и техническом состоянии основного и вспомогательного оборудования для сборки, сварки и обработки сварных соединений, о применяемых технологиях сварки, должны быть систематизированы и документированы в соответствии с порядком, установленным распорядительным документом организации или индивидуального предпринимателя.
9. Сварщики и специалисты сварочного производства, выполняющие сварочные работы, должны обладать квалификацией, соответствующей видам выполняемых работ и применяемых при этом технологий сварки, и быть аттестованными для соответствующих способов сварки, видов конструкций, положений при сварке, основных и сварочных материалов. Процедуры аттестации должны осуществляться и оформляться с применением цифровых технологий, а содержание аттестационных документов должно быть доступно в электронном виде.
10. Сварщики и специалисты сварочного производства могут быть допущены к выполнению сварочных работ, указанных в действующих документах (далее - аттестационных удостоверениях), выданных после прохождения аттестации на основании положительных результатов аттестационных испытаний, подтверждающих возможность выполнения сварочных работ аттестованным лицом в установленной области, независимыми аттестационными центрами, реализующими комплекс организационных и технических требований и методик аттестации сварочного производства, в целях обеспечения безопасной эксплуатации ОПО. К независимым аттестационным центрам относятся юридические лица, осуществляющие процедуры аттестации сварочного производства, располагающие квалифицированным персоналом по технологиям сварки, применяемым на опасных производственных объектах, и оснащенные сварочным оборудованием и средствами контроля сварных соединений.
11. Личные шифры клейм сварщиков (уникальный шифр, содержащий четырёхзначное буквенно-цифровое сочетание, присваиваемый сварщику при положительных результатах первичной аттестации и остающийся неизменным при последующих аттестациях), указанные в аттестационных удостоверениях, должны быть закреплены за сварщиками распорядительным документом организации или индивидуального предпринимателя, выполняющих сварочные работы.
12. Сварочные работы должны выполнять организации или индивидуальные предприниматели, прошедшие процедуры проверки готовности к применению аттестованных технологий сварки на опасных производственных объектах.
13. Проверка готовности к применению аттестованных технологий сварки с целью определения наличия у организации или индивидуального предпринимателя технических, организационных и квалификационных возможностей для выполнения сварочных (наплавочных) работ по применяемым им аттестованным технологиям, а также соответствия качества выполненных при аттестации контрольных сварных соединений (наплавок) требованиям НД и (или) проектной (конструкторской) документации на сварные конструкции, осуществляется независимыми аттестационными центрами с учетом особенностей применяемой технологии сварки в условиях конкретного производства сварочных работ, выполняемых каждой организацией или индивидуальным предпринимателем. Процедуры проверки готовности должны осуществляться и оформляться с применением цифровых технологий, а содержание документов о проверке готовности должно быть доступно в электронном виде.
14. При проверке готовности к применению аттестованных технологий сварки независимый аттестационный центр оценивает:
наличие персонала сварочного производства, сварочного и вспомогательного оборудования, сварочных материалов, предусмотренных утвержденной организацией или индивидуальным предпринимателем производственно-технологической документацией по сварке (далее - ПТД), если иное не установлено техническими регламентами, принятыми в соответствии с законодательством Российской Федерации о техническом регулировании;
соблюдение требований технологических карт сварки и соответствие качества выполненных контрольных сварных соединений требованиям НД и (или) проектной (конструкторской) документации.
15. Выполнение контрольных сварных соединений (в том числе наплавки) с целью проведения аттестационных испытаний для оценки соответствия их характеристик и свойств заявленным организацией индивидуальным предпринимателем нормативным требованиям при проверке готовности к применению аттестованных технологий сварки осуществляется на месте производства сварочных работ.
16. Положительные результаты проверки готовности к применению технологии сварки оформляются документом с указанием подтвержденных характеристик сварочных работ, к которым могут быть допущены организации и индивидуальные предприниматели.
III. Организация и выполнение сварочных работ
17. Руководитель организации, или индивидуальный предприниматель, или уполномоченное ими должностное лицо обеспечивает организацию и выполнение сварочных работ.
Руководитель независимого аттестационного центра или уполномоченное им должностное лицо обеспечивает организацию и выполнение аттестационных процедур.
18. Сварочные работы должны выполняться в соответствии с ПТД, разработанной специалистом сварочного производства, обладающим соответствующей квалификацией, и утвержденной руководителем или техническим руководителем организации или индивидуальным предпринимателем, осуществляющими сварочные работы.
19. ПТД должна быть разработана на основании проектной (конструкторской) документации, требований нормативных правовых актов и нормативных документов, действующих на территории Российской Федерации. Международные стандарты, региональные стандарты, региональные своды правил, стандарты иностранных государств и своды правил иностранных государств могут быть применены при разработке ПТД после их регистрации в Федеральном информационном фонде технических регламентов и стандартов.
20. В ПТД, включающей технологические инструкции и технологические (маршрутные, операционные) карты сварки (далее - технологические карты сварки), применительно к выполняемым сварочным работам должны быть установлены:
требования к квалификации, аттестации и допускным испытаниям сварщиков;
требования к сборке соединений, включая способы и режимы выполнения прихваток, указания по приварке временных технологических креплений;
конструкция нестандартизированных сварных соединений (например, стыковых соединений деталей разной толщины);
требования к хранению и подготовке к использованию сварочных материалов;
сочетания марок основных и сварочных материалов;
типоразмеры сварочных материалов (диаметр электрода и (или) проволоки, ширина и толщина ленты);
используемое сварочное оборудование;
род и полярность сварочного тока;
типы выполняемых сварных соединений;
режимы сварки применительно к выполнению конкретных сварных соединений;
необходимость, методы и режимы предварительного и сопутствующего сварке подогрева;
пространственные положения при сварке;
порядок и последовательность выполнения сварного шва (наплавки);
способы защиты зоны сварки;
порядок и способы маркировки сварных соединений;
методы и объемы неразрушающего контроля качества сварных соединений и механических испытаний (при наличии требований НД);
требования к исправлению дефектов (ремонту) сварных соединений и контролю после исправления.
21. Конструктивные элементы сварных соединений, режимы сварки, последовательность операций, технические и технологические особенности процесса сварки, методы и объемы контроля, обеспечивающие качество сварных соединений, должны быть указаны в технологических картах сварки, являющихся составной частью производственно-технологической документации, содержащей графические изображения элементов сварных соединений с указанием размеров и допусков, характеристик применяемых материалов и оборудования, последовательности выполнения операций и режимов выполнения сборки и сварки, объемы и методы контроля качества сварных соединений, нормы оценки качества.
22. В требованиях по сборке деталей под сварку, содержащихся в ПТД, должны быть приведены:
Читайте также: