Технологии для пайки и сварки
Обновлено: 20.09.2024
По сравнению с другими металлами, массовое использование алюминия началось сравнительно недавно. Его начали применять в авиационной промышленности, за что тот получил название «крылатый металл». Благодаря основным показателям алюминия – легкому весу и стойкости к коррозии, его широко используют в строительстве, приборостроении и других отраслях промышленности.
Пайка алюминия – один из способов создания неразъемного соединения. При правильном выборе расходных материалов и соблюдении технологии, пайку алюминиевых заготовок можно выполнить в домашних условиях своими руками.
Особенности процесса
Как и при сварке, основным фактором, влияющим на процесс пайки алюминия, является наличие оксидной пленки. Она образуется на поверхности под действием атмосферного воздуха. Температура плавления оксида, гораздо выше, чем у основного металла. Этот параметр достигает величины 660 Сº, при температуре плавления основного металла 250-300 Сº. Кроме того, пленка отличается высокой устойчивостью к химическим воздействиям, поэтому использование нейтральных флюсов не позволит нормально взаимодействовать алюминиевому припою и базовой поверхностью.
Преимущества
Пайка не получила широко промышленного применения из-за относительно низкой производительности работ. Тем не менее, данный метод соединения выгодно отличается от прочих способов создания неразъемных соединений:
- Классическими рабочими инструментами является электрический паяльник и газовая горелка. Наука не стоит на месте, и на отечественном рынке уже давно положительно зарекомендовали себя установки для пайки ультразвуком и электронными волнами. Эти устройства отличаются способностью к выполнению работ на загрязненной поверхности без предварительной подготовки.
[stextbox информация. С помощью ультразвука паяют особо тонкие листы, толщиной до 0,001 мм.[/stextbox]
- Процесс сопровождается низким температурным воздействием на обрабатываемые детали.
- Пайка сохраняет структуру металла, не меняя физические и химические свойства – шов формируется за счет расплавленного присадочного материала.
- С помощью данной технологии можно соединять даже миниатюрные элементы и тонкостенные изделия, не опасаясь поверхностной деформации заготовки.
- Имеется возможность соединения разнородных материалов.
Флюсы
Рассмотрим составы, с помощью которых можно подготовить заготовки к нанесению припоя для пайки алюминия.
Канифоль
Как было сказано выше, нейтральные составы плохо справляются со своими задачами. Исключение составляет использование канифоли в вакуумной среде, при отсутствии оксидной пленки. На практике данный способ встречается очень редко.
Порошковый
Работая газовой горелкой, специалисты рекомендуют использовать следующие порошковые составы:
- Флюс Ф-34, основу которого составляют соли щелочных металлов соляной кислоты;
- Бура – классический состав, отличающийся высокой температурой плавления;
- Ацетилсалициловая кислота отлично подходит для домашней пайки;
- Паяльный жир не является порошком, однако относится к категории твердых составов.
Жидкий
Такой флюс очень удобно наносить на заготовки, контролируя равномерное распределение по поверхности. Лучше всего себя зарекомендовали следующие составы:
- Ортофосфорная кислота;
- Ф-64;
- Ф-61.
Независимо от типа флюса, необходимо соблюдать требования техники безопасности. Под действием высокой температуры активные составы переходят в газообразное состояние, что несет угрозу зрению и дыхательным путям. После проведения работ флюс необходимо смыть с поверхности детали.
Припой
Припой для алюминия – это присадочный материал, от выбора которого зависит качество и надежность будущего соединения. Для чистого материала и дюралюминия следует использовать совершенно разные составы. Начинающие мастера испытывают сложности при пайке алюминия именно из-за выбора неподходящего состава, предназначенного для работы с другими металлами.
Все припои можно условно разделить на две группы:
- Легкоплавкие. К этой группе относятся составы, основу которых составляют мягкие металлы – олово, цинк, висмут и медь. Такие материалы, за низкую температуру плавления, называют радиолюбительскими. Доступная стоимость делает такие припои идеальным выбором для домашних мастеров. Их выпускают в форме проволоки, толщиной до 6 мм.
[stextbox припои не применяют для ответственных работ. Например, пайку алюминиевых трубок холодильника, работающих под давлением, лучше выполнять тугоплавкими присадочными материалами.[/stextbox]
- Тугоплавкие. К ним относятся припои, в состав которых входит алюминий, цинк, кадмий, кремний и другие химические элементы. Наличие алюминия обеспечивает высокий уровень смачивания и высокую прочность шва. Для работы с тугоплавкими припоями необходимо профессиональное оборудование с высокими температурными показателями.
Подготовка деталей

Пайке предшествует тщательная подготовка рабочей поверхности. Процедура заключается в очистке заготовок, удалении оксидной пленки с последующим обезжириванием.
Окисленный слой можно снять путем механической и ручной обработки, любым удобным способом:
- болгаркой со специальной насадкой;
- щеткой или ершиком по металлу;
- наждачной бумагой.
Кроме того, можно использовать сильнодействующие кислотные растворы. При этом следует соблюдать осторожность, не допуская попадания очистителя на открытые участки кожи.
Следует помнить, что очистку проводят непосредственно перед пайкой. В противном случае на поверхности образуется новая пленка и процедуру придется повторять. В качестве альтернативы можно использовать активный флюс – он с легкостью справится с вновь образованным слоем оксида.
Источники нагрева
Рабочим инструментом может служить любое приспособление с функцией генерации тепла. Выбор зависит от габаритов заготовки и условий выполнения работ.
Паяльник
Наиболее распространенный нагревательный инструмент. Приборы работают от электричества с минимальным напряжением сети, что делает его оптимальным выбором для домашней эксплуатации. Пайка алюминиевых проводов, кабелей, ремонт бытовых приборов, выполняется с помощью обычных паяльников, мощностью до 150 Вт.
[stextbox рекомендуют выбирать паяльники с зазубренным жалом – с их помощью оксидная пленка удаляется гораздо быстрее.[/stextbox]
Горелки
Газовая горелка – это прибор, который работает на смеси горючих газов. Мощность и величина пламени зависит от характера работ и габаритов деталей. Дома можно использовать обычную паяльную лампу. При соединении толстолистовых заготовок лучше выбрать профессиональное инжекторное оборудование с рассекателем для пламени.
Главное отличие горелок – высокая производительность при бесконтактном способе разогрева поверхности.
Продвинутые модели оснащают механизмом регулировки температуры пламени.
Что выбрать – сварку или пайку?
На вопрос, какая технология создания неразъемных соединений лучше всего подходит для работы с алюминием, не существует однозначного ответа. Все зависит от производственных условий, габаритов деталей и других факторов. Исходя из этого, выбирают, сварку или пайку алюминия использовать в данном случае. Естественно, такой вопрос может лишь возникнуть при наличии как сварочного, так и паяльного оборудования.
С технологической точки зрения, сварка считается более сложным процессом, требующим от исполнителя высоких профессиональных навыков. При этом сварочные швы отличаются отличными эксплуатационными показателями, при большей, по сравнению с пайкой, себестоимости работ.
Как удалить оксидную пленку?
Это самая сложная задача, с которой сталкиваются в процессе проведения работ. Рассмотрим проверенные способы удаления оксида с поверхности.
Осаждать медь или цинк?

Схема осаждения меди.
Для выполнения осаждения понадобится аккумуляторная батарея небольшой мощности. На зону соединения наносят медный купорос в чистом виде. Провод от минуса крепят к заготовке с помощью крокодиловых зажимов. К плюсу подключают медную или цинковую проволоку. После погружения проволоки в раствор, анодный металл начинает осаживаться на детали. После этого можно приступать к пайке.
Использовать трансформаторное масло
Метод заключается в подготовке зоны соединения под слоем масла. Лучше всего себя зарекомендовала смазка для трансформатора, однако при его отсутствии можно использовать любую автомобильную синтетику с низкой вязкостью.
Перед употреблением масло необходимо нагреть до 150-200 Сº. Такая температура удалит остатки воды из смеси. После этого смазку наносят на место соединения и приступают к удалению пленки из оксида. Для этого в масло добавляют абразивный материал и очищают налуженным паяльником зону соединения.
В высокотемпературном режиме
Алгоритм выполнения работ следующий:
- Готовим рабочую поверхность любым доступным способом и выполняем обезжиривание.
- Удаляем оксидную пленку с поверхности.
- Нагреваем поверхность до 400 Сº с помощью паяльной лампы.
- Наносим припой на поверхность плавными движениями. Важно, чтобы присадочный материал полностью расплавился и при этом заготовка не перегрелась.
- Остывание проходит в естественных условиях.
В низкотемпературном
В отличие от предыдущего метода, процесс протекает при температуре до 300 Сº. Единственное отличие заключается отсутствии необходимости в предварительном нагреве поверхности.
Самое главное – по завершению работ промыть полученный шов. Это необходимо для удаления остатков флюса.
Сфера применения процесса
Пайка алюминия широко используется как в домашних работах, так и на производственных предприятиях.
Опытные автомобилисты сталкивались с необходимостью пайки радиаторов, для восстановления герметичности, а также устранения дефектов масляных поддонов двигателя и коробки переключения переда, которые также изготавливают из алюминиевого сплава.
Трубопроводы из рассматриваемого металла можно встретить в конструкциях многих промышленных систем. Пайка является надежной и доступной альтернативой сварке, при заделке трещин в трубах.
Заключение
Пайка алюминия – достаточно простая процедура, навыки которой может без труда освоить любой желающий. При выполнении работ, помимо грамотного выбора расходных материалов, важно качественно удалить оксидную пленку, которая покрывает все алюминиевые поверхности.
[stextbox 6-го разряда Алферов Дмитрий Русланович. Опыт – 15 лет: «Я занимаюсь пайкой уже 15 лет. Сталкиваясь с алюминием, будь то посуда или автомобильный радиатор, я предпочитаю мощный электрический паяльник с широким жалом. Особой разницы межу лучшим американским припоем HTS-2000 и классическим ПОС-61, я не вижу. Главное, не нарушать требования технологии. Для удаления пленки я предпочитаю метод очистки под слоем масла».[/stextbox]
Пайка металлов. Способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.
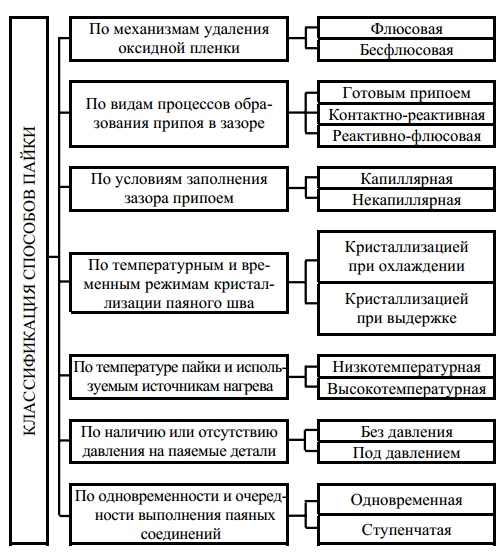
Рис. 3.76. Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора
Пайка для начинающих: наборы оборудования и расходников
Для электронщика или радиолюбителя умение паять является базовым навыком. Рассмотрим, что включает в себя набор для пайки и какое вспомогательное оборудование может потребоваться в процессе выполнения работ.
Что входит?
Пайка предназначена для ремонта различных микросхем и прочих изделий, которые не отличаются большими габаритами. Технология востребована в современной промышленности, поэтому неподготовленному человеку сложно представить, что для изучения основ не требуется много времени, а стоимость набора для пайки для начинающих не превышает 20 $.
Для создания комфортных условий, которые способствуют качественному выполнению соединения, необходимо четко организовать рабочее пространство. С ростом профессиональных навыков, мастеру потребуется все большее количество вспомогательных приспособлений, однако на начальном этапе необходимое оборудование для пайки ограничивается следующими предметами:
Это все, что нужно для пайки на начальном уровне. Два последних пункта относятся к расходным материалам. Их состав зависит от типа работ. Виды и особенности применения припоя и флюса будут рассмотрены ниже. Наличие электрического паяльника не является обязательным условиям – пайку некоторых элементов можно выполнить без него. Однако такие ситуации на практике встречаются очень редко.
[stextbox таких работ является пайка проводов к плате. Для этого припой и канифоль перемешивают в небольшой металлической емкости и нагревают любым доступным способом до получения жидкого состава. Каплю наносят на базовую поверхность, после чего к ней прижимают предварительно смоченный провод. Все действия должны выполняться очень быстро, до застывания состава.[/stextbox]
Паяльник
Главный инструмент для пайки. Существует множество приспособлений, отличающихся ценой и сложностью конструкции. Самый простой контактный аппарат можно изготовить своими руками. Профессионалы используют паяльники с подачей припоя, которые увеличивают производительность процесса.
Рассмотрим основные виды инструментов.
Молотковый

Своим названием обязан специфической форме, напоминающей молоток. Классический инструмент, которым работали на заре развития технологии. Сейчас используется для соединения массивных деталей – проводов большого диаметра, труб, листового металла.
Конструкция представляет собой ручку-держатель и наконечник из меди, способный долго сохранять тепло. Раньше его нагревали на открытом огне и приступали к работе. Современные аппараты используют электричество для достижения заданных параметров.
Электрический
Самая распространенная конструкция. Своей популярностью инструмент обязан простоте исполнения. Устройство состоит из трех элементов:
- корпус;
- термоэлемент;
- стержень.
Простота конструкции позволяет легко ремонтировать прибор в домашних условиях.
По мнению специалистов – это лучший прибор для изучения основ пайки. Рабочие параметры зависят от мощности термоэлемента.

Стержень или жало – контактная часть паяльника. С его помощью разогревают соединяемые детали и скрепляют их с помощью припоя. После кристаллизации состава получается относительно прочный шов, обладающий свойствами электрического проводника, что особенно важно для работы с электронными схемами и соединительными шинами. Форма жала зависит от функциональных требований. Встречаются прямые, изогнутые, четырехугольные, односрезные стрежни.
Многофункциональные устройства оснащают функциями регулировки температуры, за счет изменения уровня напряжения. Это увеличивает круг возможностей использования.
[stextbox внимания импульсные приборы – одна из разновидностей электропаяльников. Их стоимость выше, чем у классических моделей, однако быстрый нагрев и высокая точность работы компенсируют этот недостаток.[/stextbox]
Для пайки заготовок, чувствительных к перегреву используют паяльники с безопасным напряжением – 12 В. Наряду с приборами, работающими от домашней сети, имеется множество беспроводных аппаратов со стационарными источниками питания.
Индукционные
Главная особенность данных агрегатов – отсутствие управляющей электроники и терморегулятора, благодаря ферромагнитному составу, покрывающему стержень. Он поддерживает заданную температуру в автоматическом режиме.
Основная деталь – катушка индуктора, которая отвечает за нагрев прибора.
У индукционных паяльников отсутствуют ярко выраженные недостатки. Некоторое неудобство создает лишь отсутствие термостата.
Газовые

Представляет собой миниатюрную газовую горелку. Отсутствие электричества позволяет выполнять запайку изделий в любых условиях. В качестве заправочной емкости используется обычный баллончик для зажигалок. За форму и величину пламени отвечает специальная мембрана.
Модели отличаются максимальной температурой, габаритами, способами розжига, а также наличием дополнительных датчиков, например терморегуляторов.
Газовое топливо позволяет применять любые припои, в том числе и термостойкие.
Основным недостатком газовых приборов является высокая пожароопасность и малая площадь прогрева, что не позволяет соединять массивные детали.
Компактные модели обычно используют в ювелирных мастерских.
Инфракрасные станции и фены
Термовоздушные аппараты нагревают поверхность концентрированным потоком горячего воздуха, который достигает необходимой температуры при прохождении через керамический или спиральный нагревательный элемент. Существуют два типа моделей:

Использование высокотемпературного потока позволяет обрабатывать большие площади за короткий промежуток времени. В качестве управляющего механизма применяют паяльную станцию, которая точно регулирует рабочие параметры, что позволяет создавать соединения высокого качества.
Для прогрева плоскости с обратной стороны используют специальные приспособления, на основе инфракрасных источников тепловой энергии. Их монтируют на плоскую поверхность, например, стол. Для надежной фиксации он может быть оснащен крепежными приспособлениями.
Особого внимания требуют газовые паяльники для работ с синтетическими полимерами:
- ПВХ;
- полипропилен;
- полиэтилен.
Такими приборами можно не только ремонтировать бытовые полипропиленовые изделия, но и применять в других сферах. С его помощью автолюбители могут отремонтировать бампер и другие пластиковые элементы автомобиля.
Инфракрасные паяльные станции работают по схожему принципу. Они используют короткие электромагнитные волны для температурного воздействия на заготовку. Профессиональные модели позволяют установить зону нагрева в широком диапазоне. Преимуществом таких приборов является полная безопасность для здоровья человека. Оператор может контролировать процесс нагрева и соединения элементов.
[stextbox составляют станции с кварцевыми нагревателями, поскольку их эксплуатации сопровождается опасным для зрения инфракрасным излучением. Для безопасной работы достаточно использовать защитные очки.[/stextbox]
Промышленная технология
На крупных предприятиях пайку паяльником используют лишь отдельные структурные подразделения, которые заняты ремонтом и обслуживанием рабочего оборудования. Для нужд производства применяют высокотехнологичные установки, которые позволяют регулировать многие параметры:
- состояние заготовок;
- рабочая температура;
- давление.
Для защиты металла от коррозии в печь добавляют различные флюсы. Полученные соединения отвечают всем требованиям, предъявляемым к современным изделиям.
Печи отличаются источниками тепловой энергии:
- электрические;
- индукционные;
- газовые.
Важную роль играет степень автоматизации процесса. На самом простом оборудовании загрузка и выгрузка деталей осуществляется вручную. Выемку после рабочего цикла выполняют после того, как заготовки остынут. Существуют более совершенные системы:
- Конвейерная. Применяют на производственных компаниях, которые специализируются на изготовлении однотипных деталей. Система отличается высокой производительностью, поскольку заготовки после соединения попадают обратно на конвейер и остывают в процессе транспортировки.
- Шахтная. Такая конструкция предназначена для массового производства крупногабаритных деталей. Их загружают в камеры и соединяют на заданных параметрах.
- Элеваторная. Принцип схож шахтной системой. Отличие заключается лишь в конструкции загрузочного механизма.
Для соединения заготовок, активно взаимодействующих с кислородом, существуют вакуумные установки. Полученное соединение отличается высоким качеством, за счет отсутствия посторонних примесей.
Инструменты и приспособления
Без вспомогательных приспособлений трудно рассчитывать на хороший результат. Начинающим специалистам необходимо заранее позаботиться о подготовке набора инструментов для пайки, перечень которых зависит от типа работ и характеристик базовой поверхности:
- Пинцет. Удерживает детали в нужно положении. В некоторых случаях может служить средством для отвода тепла от зоны соединения.
- Надфиль. Плоский нужен для очистки стержня паяльника. Круглый удобен для зачистки отверстий перед пайкой.
- Кусачки. Для удаления изоляции с обычных проводов. Для удаления оплетки с оптоволокна необходим специальный стриппер.
- Отвертки. Пригодятся при демонтаже дефектной платы со штатного устройства. Также с их помощью можно разобрать и провести ревизию паяльника.
Аксессуары
Подставки для паяльника и катушек припоя
Удобное приспособление, на которое ставят горячий паяльник в случае необходимости. Конструкция не отличается особой сложностью, поэтому многие мастера предпочитают изготавливать подставки самостоятельно.
Выпускают сборные конструкции, состоящие из катушки и подставки. Средняя стоимость таких приспособлений составляет 35-40 $.
Зажимы и держатели

Для работы с платами сложной формы существуют специальные держатели с фиксаторами. Они позволяют зафиксировать заготовку в неподвижном положении. Зажим для пайки с лупой, типа «третья рука» изготавливают из качественного анодированного алюминия или инструментальной стали.
Максимальные размеры детали ограничены расстоянием между осями фиксаторов.
Лупы с подсветкой на струбцине
Лупы с подсветкой для пайки на струбцине представляют собой приспособление, оснащенное мощной лампой дневного света и увеличительным стеклом, с оптической силой 2-3 диоптрии.
Стоимость таких приборов может достигать 100 $, поэтому их применяют преимущественно в профессиональных мастерских по ремонту электронного оборудования.
Дымоуловители и прочее
Процесс пайки сопровождается выбросом мелких частиц и вредных газов, образующихся при нагреве флюса. Дымоуловители предназначены для очистки и фильтрации воздуха в зоне выполнения работ. Лучшие модели поглощают до 99 % паяльного дыма, что позволяет находиться вблизи соединяемых деталей без угрозы для здоровья. Воздух и вредные вещества проходят через сменный фильтр, который рекомендуют менять через каждые 1000 часов эксплуатации.
Стоимость дымоулавливателей достаточно высока, поэтому опытные мастера предпочитают изготавливать вытяжки для пайки своими руками.
Расходные материалы
Кислота
Кислота ортофосфорная для пайки играет важную роль в технологическом процессе. Она является активным флюсом, который эффективно очищает поверхность от следов коррозии. Основная область применения – подготовка изделий из черного металла. Кроме того, при работе с некоторыми цветными металлами, используют смесь кислоты и канифоли, во избежание активизации коррозионных процессов.
Существует специальная паяльная кислота, которую изготавливают на основе соляной.
[stextbox проведения работ, во избежание длительного контакта с металлом, остатки кислоты необходимо нейтрализовать пищевой содой и смыть водой.[/stextbox]
Флюсы
Флюс – это вещество, которое облегчает процесс пайки и предотвращает коррозию на рабочей поверхности. Его отличают по характеру воздействия на заготовки:
- Активный. Агрессивные составы, которые активно борются с коррозией. В качестве примера, выше были рассмотрены свойства ортофосфорной кислоты.
- Пассивный. Самое распространенное вещество – канифоль, которая представляет собой очищенную смолу. На практике часто используют спиртовой раствор канифоли.
Припои
Это легкоплавкий сплав для соединения элементов. Его наносят на поверхность в жидком виде. Низкая температура плавления – главное требование к составу припоя. Выбор зависит от характеристик основного металла. Выделяют две группы:
- Мягкие. Температура плавления не превышает 300 Сº. Изготавливаются на основе сплава олова и свинца. Такие припои имеют маркировку «ПОС».
- Твердые. Используют для получения прочного соединения, устойчивого к ударным нагрузкам. Термостойкость некоторых составов достигает 600 Сº.

Существует несколько форм выпуска материала: проволока, пруток, паста, порошок. Каждый вид имеет свои преимущества и недостатки. Проволоку для пайки целесообразно использовать для аппаратов с автоматической подачей для увеличения производительности.
Современный материал – тиноль, выпускается в виде пасты. Состоит из оловянного порошка, нашатыря и глицерина.
Пайка – востребованная, в современном мире, технология. Выбор основного и вспомогательного оборудование требует индивидуального подхода и зависит от навыков мастера и рода его деятельности.
[stextbox по ремонту оргтехники Дудник Роман Никитович. Опыт работы – 10 лет: «За время работы я перепробовал много припоев. Как показывает практика, для работы с офисной техникой лучше ПОС-61 ничего не придумали, хотя некоторые китайские материалы вполне могут составить ему конкуренцию. Их недостаток – нестабильность. Качество различных партий может сильно отличаться, поэтому во время работы нужно быть внимательнее».[/stextbox]
Технологические особенности пайки металлов: отличия от сварки
Пайка – это технологический процесс, главной особенностью которого является соединение деталей без их расплавления. Сохранение целостности структуры благотворно влияет на физические свойства и технические характеристики металла.
Преимущества и недостатки

Прежде чем говорить о том, что такое пайка, рассмотрим основные плюсы и минусы технологии. К достоинствам относят:
- Возможность соединять поверхности с различными физическими и химическими свойствами.
- Технологию пайки использует для работы в труднодоступных местах, где исключается сваривания.
- Отсутствуют требования к форме и размерам изделий.
- Возможно выполнение обработки все плоскости касания.
- Пайка не создает внутреннее напряжение, что положительно сказывается на качестве металла.
- Относительная простата, по сравнению со сваркой, процесса позволяет выполнять спаивание заготовок уже после получения базовых знаний в этой области.
Специалисты выделяют три недостатка.
- Малая прочность соединения. Это связано со свойствами материалов, которые используются в качестве припоя. Отсюда и следующий минус.
- Низкая термостойкость. Нельзя работать с деталями, эксплуатация которых связана с повышенными температурами. Например, заделка отверстия в чайнике точно не порадует качеством и долговечностью.
- Низкая производительность. По этой причине пайку практически не применяют на массовом производстве, а выполняемые работы связаны с точечными воздействиями.
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.
ГОСТ 17325-79. Пайка и лужение: основные термины и определения
Данный межгосударственный стандарт устанавливает четкие термины и определения, которые надлежит применять в технической документации. Он охватывает все сферы рассматриваемых технологий: от общих понятий до дефектов соединений.
Алфавитный указатель терминов переведен на английский и немецкий языки.
Стандарт имеет статус действующего.
[stextbox – это процесс, считающийся предшествующим пайке. После обработки на поверхности образуется тонкий слой олова.[/stextbox]
Где применяется?
Технология пайки занимает почетное второе место по частоте использования для соединения материалов. Первенство принадлежит сварке. Однако существуют сферы, где по определенным причинам невозможно применить сварочное оборудование и достойной альтернативы пайке не существует. Утверждение справедливо для следующих отраслей промышленности:
- Производство электронных плат управления. Для крепления миниатюрных компонентов применяют спаивание.
- Холодильное оборудование. Медные трубки, теплообменники соединяют только с помощью пайки. Ремонт радиаторов для наземного транспорта и спецтехники осуществляют с применением данной технологии.
- Соединение высоколегированных сплавов, которые плохо поддаются действию сварки.
- Авиационная промышленность. Промежуточный слой обшивки самолетов имеет сотовую структуру. Для ее производства используют пайку в термических печах.
[stextbox применяют в тех случаях, когда прочие виды соединения, такие как клепка, склеивание или болтовое, невозможно применить по каким-либо причинам. Важным условием является отсутствие требований по высокой прочности контакта.[/stextbox]
Разновидности
Скелетная
Скелетной называется технология, при которой под слоем припоя рассматривается базовая поверхность. Характеризуется экономным потреблением металла для пайки и удобством визуального контроля. Применяется при работе в электротехнической сфере, в частности для соединения проводов.
Волновая
Данный вид пайки применяют для крепления элементов на печатные платы. Волновой метод был разработан в 50-х годах ХХ века, с активным внедрением электронных схем в различные приборы бытового и промышленного назначения. На массовом производстве действуют полностью автоматизированные линии.
[stextbox из разновидностей волновой, является селективная пайка. Она характеризуется избирательностью воздействия припоя. Ее применяют для обработки элементов, монтируемых в отверстия.[/stextbox]
Холодная
Холодная пайка – это метод, при котором соединение образуется за счет взаимного проникновения элементов друг в друга. Скорость реакции зависит от температуры и продолжительности контакта. Одна из самых простых схем для пайки. Применяется для соединения полиэтиленовых и полипропиленовых изделий.
В бытовых условиях холодный метод применяются для монтажа линолеума и ремонта труб из полиэтилена.
К рассматриваемой технологии имеет косвенное отношение.
Бессвинцовая
Современная технология, которая начала активно развиваться после ужесточения требований по экологической безопасности. В настоящее время все Японские производители электроники полностью отказались от использования свинцовых припоев. В качестве рабочего сплава в бессвинцовом методе применяют комбинацию олова, серебра, цинка и меди. Соотношение и добавочные элементы зависят от сферы деятельности.
Контактная
Вид пайки, при котором соединяют детали с различными составами. Технологический цикл включает в себя кратковременное изменение агрегатного состояния контактной области. Для надежного скрепления часто используют прослойку, которая помогает добиться нужного результата. Несоблюдение данного правила ведет к тому, что прочность контакта будет очень низкой. Расходные материалы называют эвтектиками. Так можно соединить медь с алюминием, где между деталями будет алюминиево-медный сплав. Отличительная особенность – высокая скорость реакции.
Высокотемпературная
Отличительная особенность данного способа спаивания – высокая температура воздействия на заготовку. В результате соединение будет обладать устойчивостью к перепадам температур, а также высоким показателем крепости. За качестве придется платить – данный метод считается наиболее сложным, с технологической точки зрения.
[stextbox отдельных случаях температура должна достигать 1000 Сº. По этой причине при высокотемпературной пайке невозможно использовать обычные паяльники – требуются более мощные генераторы тепловой энергии.[/stextbox]
Индукционная
В качестве источника тепла используется высокочастотный ток, который воздействует на соединяемые изделия. Генератор являются специальные индукторы, которые можно изготовить самостоятельно. Существуют установки стационарного и мобильного типа.
Во избежание активации окислительных процессов, работы проводят в вакуумной среде. Разрешено соединять детали при атмосферном воздухе, при условии использования специальных самофлюсующихся припоев.
Инфракрасная
Еще один современный способ, в основе которого лежит принцип нагрева заготовок электромагнитными волнами. Нагревательные элементы изготавливают из кварца или керамики.
Инфракрасная паяльная станция – сложный прибор, стоимость которого не позволяет применять его в бытовых условиях. Основное преимущество заключается в том, что электромагнитные волны невидимого спектра не представляют угрозы здоровью человека.
Капиллярная
Наиболее распространенный способ спайки изделий. Суть технологии заключается в том, что при увеличении температуры пропой, нанесенный на поверхность, расплавляется и занимает все пространство между соединяемыми деталями.
Метод используется как в быту, так и на производстве. В основе любого метода лежит капиллярная технология, как сама идея пайки – нанесение на поверхность горячего припоя.
Способы нагревания

Существует несколько способов нагрева расходных материалов. В домашних условиях наиболее часто применяют следующие приспособления:
- Паяльник. Применяют для выполнения работ, характеризующихся относительно низкой температурой. Максимальное воздействие не превышает 400 Сº. Современные модели оснащены механизмом для регулировки температуры. Выпускают паяльники аккумуляторного типа питания. Идеально подходит для работы с золотом и прочими мягкими металлами.
- Горелка. Различают газовые и плазменные модели. Они используют один вид топлива – природный газ, а отличаются лишь величиной пламени. Они работают в высокотемпературном режиме, что позволяет спаивать тугоплавкие металлы. Недостаток горелок заключается в сложности регулировки температуры пламени.
Припои
От грамотного подбора припоя зависит конечный результат. Для изготовления чаще используют различные сплавы, чем чистый металл. Основными характеристиками являются:
- адгезия к поверхности;
- температура плавления.
Первый параметр влияет на прочность сцепления изделий. Второй – на сферу применения, ведь температура плавления припоя должна быть ниже, чем у базового металла.
Исходя из этого, пропой делят на две группы:
- Легкоплавкие. В основе лежит свинец, олово, к которым добавляют различные химические элементы.
- Тугоплавкие. Изготавливают на основе серебра и прочих металлов, с температурой плавления выше 500 Сº.
Для ремонта ювелирных украшений используют специальный золотой припой.
Форма выпуска зависит только от изготовителя. Он может иметь вид стержня, сухого порошка, гранул или таблеток.

Его – защита контактной поверхности от оксидной пленки. Качественный флюс должен удалить следы ржавчины перед работой, а также препятствовать появлению свежих следов коррозии. Они отличаются по следующим параметрам:
- Химическая активность.
- Температура нагрева.
- Содержание воды в составе (водные/безводные).
- Форма выпуска (паста, гель, жидкость).
Наиболее популярными флюсами являются:
- Борная кислота;
- Бура (натриевая соль борной кислоты);
- Канифоль;
- Ортофосфорная кислота;
- Хлорид цинка.
При необходимости можно изготовить кислоту для пайки своими руками.
Особенности паяния
Особенности технологического процесса зависят от характеристик соединяемых элементов. Рассмотрим некоторые типы металлов.
Сталь
Пайку стали выполняют припоями на оловянной основе, без каких-либо исключений. Перед выполнением работ следует предварительно подготовить поверхность, с помощью механической обработки. Очищенные детали обезжиривают. После этого элементы стыкуются с зазором не более 3 мм. Отличительной особенностью работы со сталью – способ нагрева припоя. Он должен получать тепло не от горелки, а от самих заготовок. По окончанию работ с поверхности необходимо удалить остатки расходных материалов.
Чугун
Обработке поддается любой тип чугуна, за исключением белого. Данный металл содержит графит, который снижает адгезию. Поэтому в качестве флюса необходимо использовать борную кислоту.
[stextbox работе с чугуном запрещено превышать температурный порог 750 Сº. В противном случае начнется необратимый процесс изменения структуры металла.[/stextbox]
Титан
Пайку титана считают одной из самых сложных работ. Это связано с его поверхностным слоем, который насыщен различными газами. В качестве предварительной подготовки используют травление или пескоструйную обработку.
Специалисты рекомендуют проводить спайку в вакуумной среде, для повышения качества соединения. Для работы без защиты используйте серебряный флюс.
Работы проводятся при температуре 900 Сº.
Нихром
Данный металл не доставляет проблем. Нихром — это сплав никеля и хрома. Он отличается пластичностью и высокой жаростойкостью. Его температура плавления находится в диапазоне 1100-1400 Сº, что позволяет выбрать любой подходящий припой.
Серебро

Пайку серебра под силу выполнить не только профессиональному ювелиру, но и обычному человеку, который не сталкивался с ремонтом украшений. Для спайки используют тугоплавкий серебряный припой и буру, в качестве флюса.
По завершению работы можно обработать изделие лимонной кислотой или йодом. В первом случае украшение посветлеет, а во втором – приобретет темный оттенок.
Золото
Ремонт дорогостоящих украшений – тонкий процесс. В случае порчи золотых изделий рекомендуем обратиться к квалифицированному специалисту. Для выполнения соединения необходимы специальные приспособления и особый припой.
Ради разовых работ покупать дорогостоящее оборудование нецелесообразно.

Данный металл абсолютно не требователен к флюсам. Лучше всего подойдет хлорид цинка или спиртовой раствор канифоли. А вот с припоем нужно быть аккуратнее: олово повышает хрупкость соединения, свинец придает вязкость, поэтому рекомендуем использовать составы на серебряной основе.
Рабочая температура не должна превышать 900 Сº.
Пайка металлов – ответственный процесс, который позволяет соединить между собой детали с различным составом. При выполнении работ особое внимание следует уделять припою – его температура плавления должна быть ниже, чем у базового металла.
[stextbox Головань Игорь Алексеевич Опыт работы 20 лет: «Я начал заниматься ремонтов радиаторов в 1999 году. Тогда все было проще – автомобилей не так много, материал заранее известен, поэтому подобрать расходники не было проблемой. Сейчас задача усложнилась – очень часто в технической документации не указывают тип металла, приходится искать информацию по разным форумам – в больших городах с этим всегда проще, транспорта ведь больше. В работе использую паяльник и горелку, сделанные своими руками, хотя есть и заводской инструмент для особо тонких работ».[/stextbox]
Технология сварки-пайки металлоконструкций из оцинкованной стали
Сварка - пайка - технологический процесс, основанный на вводе в основной металл низкого содержания тепла, что приводит к расплавлению только присадочного материала.
Возрастающие требования к повышению стойкости к коррозии ведут к применению во многих отраслях материалов с предварительно нанесенными покрытиями. Среди различных возможностей защитить сталь от коррозии цинк приобретает особое значение благодаря своим антикоррозионным качествам, с одной стороны, и его низкой цены - с другой.
Нанесенный на основной материал слой цинка составляет в зависимости от метода производства от 1 до 20 мкм. Большое количество оцинкованных деталей применяется в автомобилестроении, строительном хозяйстве, в вентиляционной и кондиционерной технике, в бытовой технике и т. п.
Благодаря катодной защите цинк имеет большое значение для защиты стали от коррозии. Если происходит повреждение защитного слоя цинка, то цинковое покрытие влияет на железо катодной защитой. Это влияет также на расстоянии 1 - 2 мм на непокрытую поверхность. Благодаря дистанционному влиянию катодной защиты цинка защищаются как неоцинкованные кромки срезов листов, так и микротрещины, которые возникают вследствие холодной обработки давлением, а также окружение сварочного шва, в котором испаряется цинк. Таким же образом на основании катодной защиты исключается подпленочная коррозия цинкового слоя кромок среза.
Цинк начинает плавиться при ~ 420 °С и при ~ 906 °С испаряться. Эти качества неблагоприятно влияют на сварочный процесс, так как зажигание сварочной дуги сопровождается испарением цинка. Испарение цинка и оксидов может привести к образованию пор, трещин, дефектам сварочных соединений и нестабильной сварочной дуге. Поэтому благоприятнее для оцинкованных деталей, если устанавливается меньше тепла. Альтернатива при сварке - пайке оцинкованных листов в среде защитного газа - это применение медесодержащей присадочной проволоки.
Особенно известны проволоки медно-кремниевые (Си SI3) и алюминиево-бронзовые. При использовании этих проволок можно назвать следующие преимущества:
- нет коррозии сварочного шва;
- минимальное разбрызгивание;
- малое выгорание покрытия;
- малое тепловложение;
- простая последующая обработка шва;
- катодная защита основного материала в непосредственной области шва.
Эти присадочные материалы благодаря высокому содержанию меди имеют относительно невысокую точку плавления (в зависимости от состава сплава - от 950 до 1080 °С). Основной материал не плавится, это значит, что соединение соответствует скорее пайке. Отсюда происходит также обозначение «Сварка - пайка, или МИГ -пайка». Защитный газ рекомендуется, как правило, аргон.
Присадочные материалы
Для сварки - пайки оцинкованных листов рекомендуются следующие медные сплавы:
CuSi3; CuSi2Mn; CuA18
В практическом применении присадочные материалы типа CuSi3 используются наиболее часто. Их существенное преимущество состоит в небольшой прочности, которая облегчает последующую механическую обработку. Текучесть присадочного материала определяется значительным образом благодаря содержанию кремния. При повышающемся содержании кремния плавление становится вязким, поэтому нужно обращать внимание на жесткий допуск в содержании легирующих добавок в сплаве.
Присадочный материал типа CuSi2Mn используют также для цинковых покрытий. Дополнительное содержание 1% марганца в проволоке повышает жесткость. По этой причине ее механическая обработка труднее, чем при других медных сплавах. Эта проволока применяется прежде всего там, где не требуется последующая механическая обработка. Сварочный присадочный материал типа СиА18 используется прежде всего для стали с алюминиевым покрытием.
При процессе сварки - пайки используется преимущественно управляемый переход материала в шов, следовательно, импульсная сварочная дуга. В некоторых случаях применения, специально при толстых слоях цинка от 15 мкм, большое количество испарений может вести к нестабильности процесса пайки или сварки. Поэтому удобнее в случаях такого типа применять короткую сварочную дугу, которая может держаться стабильнее. В этом случае предъявляются высокие требования к источнику питания и его характеристике регулировки.
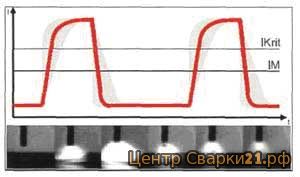
В среде богатого аргоном защитного газа посредством надлежащего выбора параметров основного и импульсного тока достигается управляемый, без короткого замыкания переход материала в шов (рис.1).
Переменная форма импульса при сварке - пайке (Iknt-сила тока, при которой применяется струйная дуга, IM - усредненная сила тока).
При оптимальном выборе параметров капля присадочного материала отрывается от проволочного электрода по импульсу. В результате процесс почти лишен брызг. Исследования показали, что различные присадочные материалы и защитные газы требуют различной формы импульса. Это привело к отдельной для каждого присадочного материала «срезанной» по массе форме импульса. Особенно это действует для бронзовой и медной проволок.
Чтобы в тонких листах испарение цинка оставалось как можно меньше, нужно вести процесс при небольшой силе тока. Поэтому главное требование состоит в том, чтобы источник тока в нижней области мощности обеспечивал особенно стабильную дугу. Низко устанавливаемая сила основного тока при этом так же важна, как и быстро реагирующее регулирование длины дуги, чтобы длина дуги могла держаться короткое время. Следствие - небольшой нагрев основного материала и уменьшение количества испарения цинка. Как результат обоих эффектов - встречается небольшое количество пор (рис. 2).
Это положительно влияет как при последующей обработке шва шлифовкой, так и при повышенном показателе прочности соединения пайкой.
Рис. 2. Угловой шов при импульсной сварочной дуге (толщина листа 1,5 мм)
Режим синержик
Хорошего результата пайки МИГ оцинкованных листов можно достигнуть только при помощи источника питания с достаточно богатым уровнем свободы в выборе параметров. Благодаря множеству бесступенчато устанавливаемых параметров (приблизительно тридцать параметров) можно без проблем улучшить отрыв капли при сварке импульсной дугой или использовать короткое замыкание при сварке короткой дугой для большого количества присадочных материалов. Эти дополнительные параметры усложняют обслуживание источника питания и ограничивали бы из-за этого круг пользователей лишь экспертами.
При помощи так называемого режима синержик (цифровое управление) с запрограммированными параметрами для каждой комбинации проволоки и газа этот процесс очень прост в обслуживании для пользователя.
Производитель сварочных аппаратов принимает на себя задачу оптимизации параметров для многих различных основных и присадочных материалов, а также защитных газов. Этот научно обоснованный результат записывается в электронном запоминающем устройстве в форме банка данных. Пользователь получает выбор параметров для любого присадочного материала прямо в источнике питания. Встроенный микропроцессор заботится о бесступенчатом выборе мощности в диапазоне от минимума до максимума.
Подача проволоки
В сравнении со стандартными проволоками бронзовые проволоки очень мягкие. Поэтому предъявляются особые требования к механизму подачи проволоки. Подача присадочной проволоки должна осуществляться свободно, без трения. 4-роликовый привод с задействованными подающими роликами передает сам при небольшой силе прижима достаточную силу для подачи проволоки. Обычно используются гладкие ролики с полукруглой канавкой. Чтобы удерживать небольшое сопротивление трения в шланговом пакете, нужно использовать тефлоновый или пластмассовый канал. Точное вхождение проволоки в контактный наконечник - следующая основная предпосылка для бесперебойной подачи проволоки.
Точно подобранный по размеру контактный наконечник в горелке обеспечивает надежный контакт для передачи тока на бронзовую проволоку.
Примеры применения сварки - пайки
Процесс сварки - пайки может применяться как для нелегированных и низколегированных, так и для нержавеющих сталей. Главным образом этот метод используется для сталей с оцинкованной поверхностью. Незначительное выгорание слоя как в непосредственной области шва, так и на обратной стороне обусловлено малым тепловложением и низкой температурой плавления присадочного материала.
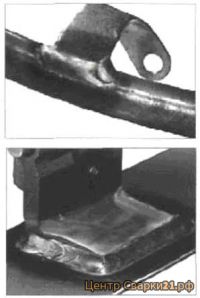
Рис. 3. Примеры применения пайки МИГ в автомобильной промышленности и смежных отраслях: элемент топливопровода, дверная петля
Для сварки - пайки подходят все виды сварочных швов и сварочные позиции, которые известны для сварки в среде защитного газа. Как вертикальные швы (снизу вверх и сверху вниз), так и потолочные позиции выполняются безукоризненно. Скорость сварки при пайке МИГ идентична сварке МАГ (до 100 см/мин).
Множество практических применений процесса пайки МИГ известны в автомобильной промышленности и смежных отраслях. Примеры показаны на рис. 3.
Возможно применение сварки - пайки и для более прочных материалов, таких как стали, например, велосипедные рамы.
Особенность применения сварки - пайки состоит в том, что при обычной сварке металла в среде защитного газа короткой дугой сварочный шов выпуклый. Поэтому даются ограничения на длительность прочности. Пайка твердым припоем может вызвать коробление трубы. Процесс сварки - пайки делает возможным и то и другое: вогнутый шов и небольшое тепловложение в металл.
Рис. 4. Велосипедная рама, изготовленная методом сварки-пайки на работе
Читайте также: