Технология газовой сварки высокоуглеродистых сталей
Обновлено: 19.05.2024
Свариваемость легированных сталей определяется их составом. Большинство легирующих добавок понижает теплопроводность стали, вследствие чего увеличивается склонность к короблению. При газовой сварке легированных сталей происходит также частичное выгорание легирующих примесей, поэтому металл шва по своим свойствам отличается от основного металла. Для предупреждения перегрева наплавленного металла и появления деформаций легированные стали сваривают горелками меньшей мощности. Для уменьшения выгорания легирующих элементов пламя выбирают нормальное или с небольшим избытком ацетилена. Некоторые легированные стали закаливаются на воздухе, поэтому при сварке таких сталей применяют предварительный подогрев и последующую термообработку.
Низколегированные стали содержат легирующих элементов до 2,5%. Для строительных конструкций применяют низколегированные стали 10ХСНД и 15ХСНД, которые хорошо свариваются газовой сваркой. При сварке применяется нормальное пламя. Мощность сварочного пламени выбирается из расчета расхода ацетилена 75-100 дм 3 /ч при левом способе и 100-130 дм 3 /ч при правом способе на 1 мм толщины свариваемого металла. В качестве присадки используется сварочная проволока Св-08, Св-08А, Св-10Г2. Сварка осуществляется без применения флюса. Для повышения механических свойств металла шов проковывают при светлокрасном калении (800-850°С) с последующей нормализацией.
Низколегированные теплоустойчивые молибденовые (12М, 15М, 20М и 25МЛ) и хромомолибденовые (12ХМ, 15ХМ, 20ХМ, 30ХМ) стали применяют для изготовления паровых котлов и труб высокого давления. Газовую сварку этих сталей выполняют нормальным ацетиленокислородным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 100 дм 3 /ч на 1 мм толщины свариваемого металла. В качестве присадочной используют сварочную проволоку марок Св-08ХНМ, Св-10ХНМА, Св-18ХМА, Св-08ХМ, Св-10ХМ. Сварку этих сталей ведут обратноступенчатым способом небольшими участками длиной 16-25 мм. В связи с тем что эти стали способны к закалке на воздухе, рекомендуется сваривать их с предварительным подогревом до 250-300°С. При сварке применяют как левый, так и правый способы сварки. Кромки свариваемого металла перед сваркой зачищают до металлического блеска. При толщине металла до 5 мм сварку проводят за один проход, при большей толщине применяют многослойную сварку. Сварку рекомендуется вести с наименьшим числом перерывов. При возобновлении сварки после перерыва необходимо подогреть весь стык до 250-300°С. После окончания сварки пламя горелки медленно отводят вверх, что способствует более полному выделению газов из расплавленного металла. При сварке необходимо следить за тем, чтобы переход от усиления шва к основному металлу был плавным по всей длине шва. Хромомолибденовые стали свариваются хуже, чем молибденовые, что обусловливается наличием хрома, который образует тугоплавкие оксиды. Сварные изделия из хромомолибденовой и молибденовой стали после сварки подвергают термообработке. Сварные изделия из молибденовой стали нагревают горелкой до 900-930°С, изделия из хромомолибденовой стали - до 930-950°С. Ширина нагрева должна в пять раз превышать ширину шва. После нагрева до указанных температур изделия охлаждают на воздухе. Указанные мероприятия обеспечивают получение сварного соединения, близкого по прочности к основному металлу.
Перед газовой сваркой свариваемые детали скрепляют прихватками через 20-30 мм при толщине металла -0,5-1,5 мм, через 40-60 мм при большей толщине металла. Сварку подготовленных деталей необходимо вести без перерывов, не задерживая пламя горелки на одном месте, чтобы не перегревать металл сварочной ванны. Для уменьшения коробления сварку проводят от середины шва к краям и обратноступенчатым способом в зависимости от длины свариваемых швов. Учитывая склонность этих сталей к закалке, для устранения образования трещин в металле шва и околошовной зоне после сварки проводят медленное охлаждение свариваемой детали. После сварки ответственных деталей из этих сталей их подвергают закалке и отпуску. Закалку проводят при температуре 500-650°С с выдержкой при этой температуре и последующим нагревом до температуры 880°С и охлаждением в масле. Отпуск состоит в нагреве до температуры 400-600° и последующем охлаждении в горячей воде.
Хромистые стали обладают повышенной кислото- и жаростойкостью и применяются для изготовления деталей и оборудования, работающего в агрессивных средах при высоких температурах. Хромистые стали содержат 0,13-0,9% С и 4-30% Сr. Хромистые стали склонны к образованию закалочных структур при охлаждении на воздухе, и результате чего после сварки могут образоваться трещины в сварном шве и околошовной зоне. Чем выше содержание углерода в хромистых сталях, тем хуже они свариваются и тем выше склонность их к короблению при остывании шва. При сварке хромистых сталей применяют нормальное пламя. С целью предупреждения коробления свариваемых деталей газовую сварку ведут на пониженной мощности пламени из расчета расхода ацетилена 70 дм 3 /ч на 1 мм толщины свариваемого металла. Для уменьшения коробления сварку хромистых сталей, содержащих до 14% Сr, выполняют с предварительным подогревом до 150-200°С, содержащих свыше 14% Сr - до 200-250°С. В качестве присадочной применяют сварочную проволоку Св-02Х19Н9, Св-04ХН19Н9, Св-06Х19Н9Т. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа газовой сварки. Газовая сварка должна выполняться с максимально допустимой скоростью, без перерывов и повторного нагрева одного и того же места шва. Газовую сварку выполняют в один слой, при сварке деталей толщиной до 3 мм применяют левый способ, толщиной более 3 мм - правый способ. Для предохранения выгорания хрома и удаления из сварочной ванны оксидов хрома применяют флюс следующего состава:
- борной кислоты - 55%
- оксида кремния -10%
- ферромарганца - 10%
- феррохрома - 10%
- ферротитана - 5%
- титановой руды 5%
- плавикового шпата - 5%
После сварки проводится термообработка по режиму, предусмотренному для данной марки стали.
Хромоникелевые аустенитные стали обладают высокими механическими свойствами, коррозионной стойкостью, жаропрочностью, они нашли широкое применение в химической промышленности и других отраслях народного хозяйства. Газовой сваркой сваривают сталь толщиной не более 3 мм. Сварка выполняется строго нормальным пламенем. Мощность сварочного пламени выбирают из расчета расхода ацетилена 75 дм 3 /ч на 1 мм толщины свариваемого металла. Для сварки применяют присадочную проволоку марок Св-0Х18Н9, Св-0Х18Н9С2, Св-1Х18Н9Т, Св-Х18Н9Б, Св-1Х18Н11М. Основная трудность при сварке этих сталей состоит в том, что при нагревании до 400- 900°С происходит выпадение карбидов хрома, из-за чего сталь теряет устойчивость против коррозии. Сварку нержавеющих хромоникелевых сталей ведут с максимальной скоростью, конец присадочной проволоки все время должен находиться в сварочной ванне. Диаметр присадочной проволоки выбирают в зависимости от толщины свариваемого металла и способа сварки. Сварку можно выполнять как левым, так и правым способами, а при наложении длинных швов - обратноступенчатым способом. Для удаления оксидов при сварке применяют флюс НЖ-8, который содержит 28% мрамора, 30 фарфора, 10 ферромарганца, 6 ферросилиция, 6 ферротитана и 20% двуоксида титана. Флюс применяют в виде пасты, которую наносят на свариваемые кромки за 15-20 мин до начала сварки. Остатки флюса после сварки удаляют тщательной промывкой швов горячей водой. Для улучшения механических свойств, устранения межкристаллитной коррозии и деформаций рекомендуется сваренные детали подвергать термообработке с нагревом до температуры 1050-1100°С с последующим охлаждением в воде.
Особенности сварки и наплавки углеродистых и легированных сталей
Сварка и наплавка среднеуглеродистых и низколегированных сталей
Содержание углерода выше 0,2% приводит к возрастанию закаливающих свойств стали, а также к возникновению закалочных трещин и остаточных напряжений. Чтобы избежать этих дефектов, сварку выполняют не допуская появления пор, подрезов, с плавными переходами от изделия к поверхности наплавленного слоя. Нельзя применять прихватки, которые потом полностью не завариваются, а также подваривать дефекты короткими швами менее 100 мм. Многослойную сварку или наплавку ведут так, чтобы при наложении последующего слоя предыдущий не успевал охладиться до температуры ниже 200 °C. Сталь, легко подающуюся закалке, перед сваркой подогревают до температуры 200—250 °C, то же выполняют при сварке на морозе. Углеродистые и низколегированные стали сваривают и наплавляют преимущественно электродами типов Э-42 и Э-46 с рутиловым покрытием. При сварке конструкционных сталей наилучшее качество сварки дают электроды типа Э-42А с фтористокальциевыми покрытиями УОНИ-13, ОЗС-2.
Для наплавки быстроизнашивающихся поверхностей, работающих в абразивной среде, а также там, где требуется повышенная твердость, лучше применять электроды типа Т-590, Т-620 и др. Без термической обработки они позволяют получать менее пластичный металл шва, но с твердостью HRC 56-62.
Режимы сварки и наплавки среднеуглеродистых и низколегированных сталей могут быть выбраны по графику (рис. 1) в зависимости от диаметра электрода и толщины свариваемого металла. При выполнении потолочных и вертикальных швов применяют электроды диаметром не более 4 мм и силу сварочного тока уменьшают на 10—20%.
Детали, имеющие цементированные поверхности с высокой твердостью (кулачки распределительных валов, тарелки толкателей и др.), наплавляют электродами ОЗН-400 и ЦП-4. При этом твердость слоя достигает 45-55 HRC без термической обработки. Перед наплавкой с кулачков распределительных валов снимают наждачным кругом верхний, имеющий наклеп, слой металла толщиной 1—2 мм. При наплавке вал частично погружают в воду, чтобы уменьшить коробление и избежать нарушения термической обработки участков, расположенных близко к зоне сварки. Так же наплавляют тарелки толкателей клапанов.
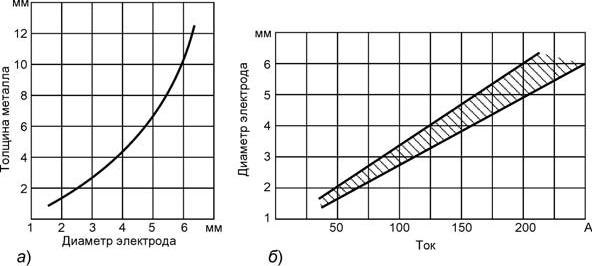
Рис. 1. Графики выбора режима сварки и наплавки: а — график выбора диаметра электродов; б — график выбора силы сварочного тока
Сварка среднелегированных сталей
Среднелегированные стали (ГОСТ 4543—71) обладают высоким значением временного сопротивления разрыву (600—2000 МПа) и высокой стойкостью против перехода в хрупкое состояние. Поэтому их применяют для конструкций, работающих при низких или высоких температурах, при ударных или знакопеременных нагрузках, в агрессивных средах и для других тяжелых условий.
Среднелегированные стали (20ХГСА, 25ХГСА, 30ХГСНА, 30ХН2МФА), чувствительны к нагреву, при сварке они могут закаливаться; перегреваясь, образовывать холодные трещины, что затрудняет их сварку.
Чем выше содержание углерода и легирующих примесей и чем толще металл, тем хуже свариваемость этих сталей.
Такие стали свариваются покрытыми электродами с основным покрытием на постоянном токе с обратной полярностью, швы выполняются многослойными каскадным и блочным способами.
Технология должна предусматривать низкие скорости сварки и охлаждение металла шва. Существенно способствует предупреждению трещин в металле повышение его температуры выше 150 °C. Длина ступени каскадной сварки должна выбираться из расчета указанного разогрева металла предыдущего слоя шва. Обычно длина ступени сварки составляет 150—200 мм.
Сварка легированных теплоустойчивых сталей
Теплоустойчивые стали по микроконструкции подразделяются на стали перлитного класса (12МХ, 12XIMIФ, 20XIMIФITP и др.) и стали мартенситного класса.
Все теплоустойчивые легированные стали поставляются потребителю после термической обработки (закалка, термический отпуск, отжиг). Если рабочая температура изделий из сталей (трубы паронагревателей, детали газовых турбин, трубы печей нефтезаводов и др.) не превышает 600 °C, то они изготовляются из высоколегированных жаростойких и жаропрочных сталей.
Технологией сварки легированных теплоустойчивых сталей любой марки предусматривается предварительный или сопутствующий местный или общий подогрев свариваемого изделия, который обеспечивает структурную однородность метала шва с основным металлом и термическую обработку сварного изделия.
Химическая однородность металла шва с основным металлом нужна для исключения диффузионных явлений, которые могут произойти при высоких температурах во время эксплуатации сварных изделий, так как перемещения химических элементов в процессе диффузии приводят к снижению длительности эксплуатации изделий.
С помощью термической обработки удается улучшить во всем сварном изделии микроструктуру металла. Но для повышения длительности работы изделий нужно правильно выбрать и осуществить режим термической обработки. Лучшая термическая обработка сварных изделий из легированной стали — закалка и высокий отпуск. На практике применяют только высокий отпуск или отжиг с нагревом до температуры около 780 °C.
Необходимый нагрев свариваемого изделия, а также термическая обработка производятся, как правило индукционным методом, током промышленной или повышенной частоты. Время выдержки при отпуске берется из расчета 4—5 мин/мм толщины стенки. Охлаждение сварного изделия до температуры предварительного подогрева (200—450 °C) должно быть медленным.
Сварку теплоустойчивых легированных сталей покрытыми электродами производят на тех же режимах, что и сварку низколегированных конструкционных. Сварку корневого шва выполняют электродами диаметром 2—3 мм.
Техника сварки теплоустойчивых сталей аналогична технике сварки низкоуглеродистых сталей. Многослойную сварку выполняют каскадным способом без охлаждения каждого выполненного слоя шва.
Сварка термически упрочненных сталей
Термической обработкой повышают механические свойства как легированных конструкционных, так и теплоустойчивых, жаропрочных и других сталей, например, 10Г2С1, 09Г2С, 14Г2, 15ХСНД, 12Г2СМФ, 15XГ2СФР, 15Г2CФ, 15Г2АФ, 15ХГСА и др.
При содержании углерода более 0,12% термоупрочненные стали в процессе сварки образуют закалочные микроструктуры в зоне термического влияния, а также разупрочнение металла, если сварное соединение не подвергается после сварки термической обработке. Изменение твердости сварного соединения термически упрочненной стали показано в виде графика на рис. 2
Из рис. 2 видно, что зона термического влияния при сварке упрочненной стали, склонной при сварке к закалке, разделяется на следующие части:
- неполного расплавления (микроучасток интенсивной диффузии и химической неоднородности части оплавленных зерен основного металла);
- закалки и перегрева с температурой нагрева 920—950 °C;
- неполной закалки с температурой нагрева 720—920 °C;
- участок разупрочнения с температурой нагрева ниже 720 °C.
На участке закалки твердость металла будет максимальной, на участке неполной закалки твердость снижена. Самая низкая твердость по сравнения с другими участками, а также с основным металлом будет на участке разупрочнения.
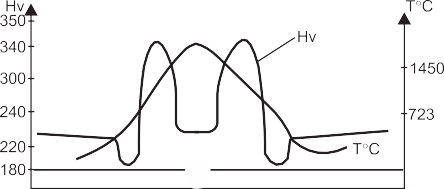
Рис. 2. Характер распределения твердости термически упрочненных сталей после выполнения сварки: О.М. — основной металл; М.Ш. — металл сварочного шва; 1 — участок неполного расплавления; 2 — микроучасток неоднородности; 3 — участок закалки, неполной закалки, отпуска; 4 — участок разупрочнения
Участок разупрочнения — самое слабое место сварного соединения при работе его на статическую нагрузку. Ширина участка разупрочнения влияет на работоспособность сварного соединения, она будет тем выше, чем меньше ширина этого участка. Ширина участка разупрочнения зависит от скорости охлаждения.
Для снижения ширины разупрочненного металла, как и всей зоны термического влияния, следует применять режимы сварки с низкой погонной тепловой энергией.
Сварка высокомарганцовистых сталей
Сталь марки Г-13 содержит около 1,5% углерода и 13% марганца, имеет высокую твердость и стойкость против истирания. Из этой стали изготавливают звенья гусениц тракторов, зубья ковшей экскаваторов и другие детали, работающие в условиях интенсивного абразивного износа. В стали, нагретой до температуры выше 1200 °C, при медленном охлаждении выделяются карбиды марганца, отчего она становится хрупкой и в ней образуются трещины.
При сварке этой стали необходимо создавать как можно меньшую зону нагрева и быстро охлаждать шов. Сварку и наплавку этих сталей следует выполнять уширенными валиками и короткими участками, каждый валик охлаждать водой.
Сварка углеродистых и легированных конструкционных сталей
Углеродистые (более 0,30% С) и легированные (легирующих элементов до 3—5%) конструкционные стали (45, ЗОХГСА, 40ХФА и др.) применяют в состоянии закалки и отпуска как материал повышенной прочности для изготовления деталей машин и конструкций. В нормализованном состоянии (закалка с охлаждением на воздухе) они имеют перлитную или мартенситную структуру и по этому признаку являются сталями перлитного или мартен-ситного класса.
Стали, одновременно легированные хромом, молибденом и ванадием, относятся к теплоустойчивым сталями (15ХМ, 15Х1М1Ф и др.). По структуре в нормализованном состоянии теплоустойчивые стали могут быть перлитного и мартенситного классов.
Электродуговую сварку углеродистых и легированных сталей выполняют электродными материалами, обеспечивающими необходимые механические свойства или теплоустойчивость наплавленного металла. Основная трудность при сварке углеродистых и легированных сталей заключается в закалке околошовной зоны и возможности образования холодных трещин. Для предупреждения холодных трещин рекомендуется:
· подогревать изделия до 100—300° С для замедления охлаждения и исключения закалки сварного соединения;
· заменять однослойную сварку многослойной; при этом сваривают валиками небольшого сечения по неостывшим (ниже 100—
300° С) нижним слоям металла;
· применять для сварки основные электроды и флюсы; перед сваркой прокаливать электроды и флюсы при 400—450° С в течение нескольких часов для удаления из них влаги; сваривать на постоянном токе обратной полярности;
· производить отпуск изделий непосредственно после сварки до 300° С и выше для повышения пластичности закаленной структуры.
Контактную точечную сварку конструкционных сталей выполняют на мягких режимах (продолжительный нагрев током и быстрое удаление заготовок из машины во избежание отвода теплоты электродами). Контактную стыковую сварку этих сталей производят методом прерывистого оплавления, что обеспечивает подогрев деталей перед сваркой.
Сварка высокохромистых сталей
Высокохромистые стали, содержащие 12—28% Сr, обладают антикоррозионными и жаропрочными свойствами. В зависимости от структуры в нормализованном состоянии их подразделяют на ферритные (12X17, 15Х25Т, 15X28), ферритно-мартенситные (12X13) и мартеиситные (20X13, 30X13, 40X13).
Трудности при сварке ферритных сталей связаны с охрупчи-ванием металла шва и зоны термического влияния. При нагреве до высоких температур происходит интенсивное укрупнение зерен. При замедлении охлаждения в области температур 550—400° С по границам зерен выпадают хрупкие фазы.
Для предупреждения указанных явлений при сварке этих сталей необходимо:
1) сваривать при малых погонных энергиях, т. е. применять пониженные значения тока и валики малого сечения для ускорения охлаждения при сварке;
2) отжигать после сварки при 800—900° С для растворения хрупких фаз с последующим быстрым охлаждением. При сварке ферритно-мартенситных и мартенситных сталей возможны закалка шва и околошовной зоны и образование холодных трещин. Для предупреждения трещин эти стали сваривают с подогревом до 200—300° С.
Сварка аустенитных хромоникелевых сталей
· сваривать при малых погонных энергиях с теплоотводя-
щими медными подкладками и водяным охлаждением для ускорения охлаждения и сокращения времени пребывания в зоне опасных температур;
· вводить в сталь и шов сильные карбидообразующие элементы (титан, ниобий) и снижать содержание углерода с целью исключения выпадения карбидов хрома;
· закаливать после сварки с 1050°С; при этом нагрев до высокой температуры приводит к растворению карбидов хрома и получению чисто аустенитной структуры; закалка фиксирует эту структуру в сварном соединении.
Повышение содержания хрома до 25% и никеля до 20% обеспечивает стойкость стали против коррозии в высокотемпературной газовой среде и концентрированных кислотах. При сварке аустенитных сталей этого типа металл шва склонен к образованию крупнокристаллической первичной структуры и возникновению горячих трещин. Для уменьшения склонности к горячим трещинам необходимо :
· применять специальную аустенитную сварочную проволоку и электроды, легированные марганцем (Св-30Х25Н16Г7 и др.);
· сваривать на небольших токах и пониженном напряжении для получения широких и выпуклых, а не вогнутых сварных швов.
Аустенитные хромоникелевые стали хорошо свариваются контактной сваркой. Точечную и шовную сварку проводят на пониженных плотностях тока, так как эти стали обладают высоким удельным сопротивлением и при повышенном давлении, вследствие их значительной прочности при высоких температурах.
Сварка чугуна
Чугун относится к категории плохо свариваемых сплавов. Его сваривают для исправления дефектов в отливках и при ремонте деталей, получивших трещины при эксплуатации. Дуговая сварка холодного металла чугунными электродами с покрытиями пе обеспечивает хорошего качества сварных соединений. Металл шва и переходной зоны получает отбеленную структуру, а околошовная зона закаливается. Закалку и отбеленную структуру устраняют высокотемпературным продолжительным отжигом.
Горячую сварку чугуна выполняют с предварительным подогревом свариваемых деталей до 400—700° С. Детали подогревают в нагревательных печах и горнах с применением древесного угля и воздушного дутья. Перед сваркой в деталях вырубают дефектные места и разделывают кромки, которые затем заформовывают с помощью графитных пластин и кварцевого песка, замешанного на жидком стекле.
Сваривают чугунными электродами (диаметром 8—25 мм) со стабилизирующей или специальной обмазкой. Ток выбирают, принимая 50—90 А на 1 мм диаметра электрода. Сваренные детали охлаждают вместе с печыо. При горячей сварке чугуна получают сварное соединение без твердых отбеленных и закаленных участков. Однако горячая сварка — дорогой и трудоемкий процесс; ее применяют для ремонта уникальных деталей. Горячую сварку также выполняют науглероживающим газовым пламенем с флюсом на основе буры.
При холодной сварке чугуна сваривают стальными, медно-железными, медно-никелевыми электродами и электродами из аустенитного чугуна. В случае применения стальных электродов валики наплавляют низкоуглеродистыми электродами со стабилизирующей или качественной обмазкой. Заготовку сваривают при малых погонных энергиях электродами небольшого диаметра. Наплавку выполняют многослойной. Применяют также стальные электроды с покрытием, содержащим большое количество карбидо-образующих элементов. Наплавленный металл имеет мягкую основу с вкрапленными карбидами. Эти способы не исключают образования отбеленных и закалочных структур в околошовной зоне, но они просты и обеспечивают мягкую хорошо обрабатываемую наплавку.
Для усиления связи между основным металлом и наплавкой иногда устанавливают шпильки, укрепляемые с помощью резьбы на поверхности свариваемых кромок. Процесс начинают с кольцевой обварки шпилек, затем их соединяют общей наплавкой по всей поверхности кромок.
Медно-железные электроды состоят из медного прутка с оплеткой из жести или пучка из медных и стальных стержней. Электроды имеют специальное или стабилизирующее покрытие. Медно-никелевые электроды состоят из стержней монель-металла (70% Ni, 28% Си и остальное Fe) или мельхиора (80% Си, 20% Ni) со стабилизирующей обмазкой. Применение медно-железных и медно-никелевых электродов позволяет получить наплавку, у которой отбеливание в переходной зоне наблюдается только на отдельных участках. Наибольшее применение имеют медно-железные электроды, как более дешевые и обеспечивающие достаточную прочность металла шва.
Сварка меди и ее сплавов
На свариваемость меди большое влияние оказывают содержащиеся в ней вредные примеси (кислорода, водорода, висмута, свинца). Кислород, находящийся в меди в виде закиси Сu2О, является причиной образования горячих трещин. Закись меди образует с медью легкоплавкую эвтектику (Сu2О — Сu) с температурой плавления 1064° С (для меди 1080° С), которая располагается по границам кристаллов сварного шва. В результате действия сварочных деформаций и напряжений шов может разрушаться по жидким прослойкам с образованием горячих трещин. Наличие сетки эвтектики по границам зерен делает шов хрупким и при комнатных температурах. Для расплавленной меди характерна высокая растворимость водорода, который при затвердевании сварочной ванны, интенсивно выделяясь, может вызвать пористость в случае относительно быстрого охлаждения и задержании процесса его выделения в атмосферу.
При единичном производстве изделий и ремонтных работ применяют газовую сварку меди ацетилено-кислородным пламенем повышенной мощности; для листов толщиной свыше 5 мм предварительный подогрев. Присадочным материалом служит медные прутки с небольшими добавками олова, цинка, иногда серебра для улучшения жидкотекучости, а также кремния и фосфора как раскислителей. Сваривают с флюсами, в состав которых входят бура (Na2B4O7), борная кислота (Н3ВО3) и борный ангидрид (В3О2). После сварки рекомендуется быстрое охлаждению деталей в воде и проковка или прокатка швов в холодном состоянии. Проковкой устраняют хрупкость, связанную с крупнозернистой структурой и сеткой закиси меди по границам кристаллов.
Получили развитие ручная и автоматическая дуговая сварки меди угольным и металлическим электродами. При ручной сварке угольным электродом применяют присадочные прутки из оловянистой или кремнистой бронзы и флюсы, основной частью которых является бура. Сваривают длинной дугой на постоянном токе прямой полярности. Металлические электроды состоят и;) медного стержня, покрытого специальной обмазкой. Металлическими электродами сваривают короткой дугой на постоянном тока обратной полярности. Сварочный ток выбирают, принимая 50— 60 А на 1 мм диаметра электрода; при большой толщине свариваемые листы подогревают.
Автоматическую сварку угольным электродом ведут под слоем плавленого флюса, применяемого для низко углеродистых и легированных сталей. Присадочный материал в виде полосы из латуни укладывают на свариваемый стык. Цинк, входящий в состав латуни, является раскислителем медного сварного шва. Автоматическую сварку металлическим электродом ведут медной проволокой под слоем плавленого флюса.
Рассмотренные виды дуговой сварки меди не обеспечивают механических и особенно специальных физических свойств сварного шва, близких к свойствам основного металла (электропроводность и др.). Сварка металлическим электродом дает более высокое качество сварных соединений по сравнению со сваркой угольным электродом. Применение специальных керамических флюсов для автоматической сварки меди обеспечивает наряду с хорошим формированием сварного шва механические и физические свойства, близкие к требуемым.
Успешно применяют сварку меди в атмосфере защитных газов (аргоне, азоте или в их смесях). Сваривают вольфрамовым электродом на постоянном токе прямой полярности. В качестве присадочного материала применяют прутки из меди, содержащие кремний, олово, марганец. Рекомендуется подогрев от 200 до 800° С.
Латуни являются сплавами меди, содержащими до 50% Zn. Основной трудностью при их сварке является испарение цинка. И результате испарения цинка латунный шов теряет свои свойства и в нем возможно возникновение пор. Пары цинка ядовиты, сварщики должны работать в специальных масках (респираторах).
Для сварки латуни применяют те же методы, что и для сварки миди, но используют приемы, уменьшающие испарение цинка. При газовой сварке латуни применяют газовый флюс. При этом способе в пламя горелки вместе с ацетиленом вводят пары боросодержащих жидкостей. Образующийся на поверхности сварочной ванны борный ангидрид связывает окислы цинка и образует сплошной слой шлака. Шлак препятствует выходу паров цинка из сварочной ванны. Возможна также газовая сварка латуни окислительным пламенем, что приводит к появлению тугоплавкой пленки описи цинка на поверхности сварочной ванны, препятствующей иго испарению. Сваривают таким образом, чтобы эта пленка не разрушалась. Во всех случаях ядро пламени удаляют от сварочной ванны и направляют на присадочный пруток. Сваривают с большой скоростью.
При сварке угольной дугой присадочными материалами служат кремнистые и марганцовистые бронзы или латунь с повышенным содержанием цинка. Дугу зажигают и поддерживают не на основном металле, а на конце присадочного прутка. Металлическими электродами со специальными покрытиями сваривают очень короткой дугой без колебаний конца электрода. Почти все методы сварки латуни не обеспечивают необходимого качества сварных швов. Исключение составляет газоэлектрическая и автоматическая сварка под керамическим флюсом.
Латунь можно успешно сваривать контактной сваркой, так как электропроводность и теплопроводность латуни приблизительно такие же, как и у низкоуглеродистой стали.
Большинство бронз является литейными материалами и сварку их применяют только для заварки дефектов или ремонта. Наиболее широко применяют дуговую сварку металлическим электродом. Электроды для Сварки бронз представляют собой стержень, состав которого близок к составу основного металла с нанесенным на него специальным покрытием. Оловянные бронзы рекомендуется сваривать быстро, чтобы не перегреть основной металл, в противном случае возможно выплавление легкоплавкой составляющей.
Технология газовой сварки конструкционных углеродистых сталей
К углеродистым конструкционным сталям относятся стали, содержащие 0,1 — 0,7 % углерода, который является основным легирующим элементом в сталях этой группы и определяет их механические свойства. Повышение содержания углерода усложняет технологию сварки и получение качественных сварных соединений. В сварочном производстве в зависимости от содержания углерода углеродистые конструкционные стали условно разделяют на три группы: низко-, средне- и высокоуглеродистые. Технология сварки сталей этих групп различна.
Технологию сварки для этих сталей выбирают из условий соблюдения комплекса требований, обеспечивающих, прежде всего равнопрочность сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Сварное соединение должно быть стойким против перехода в хрупкое состояние, а деформация конструкции должна быть в пределах, не отражающихся на ее работоспособности. Металл шва при сварке низкоуглеродистой стали незначительно отличается по своему составу от основного металла — снижается содержание углерода и повышается содержание марганца и кремния.
Подготовка деталей под сварку включает в себя следующие операции: разделка кромок под сварку, очистка кромок, сборка и наложение прихваток.
Разделка кромок производится различно в зависимости от толщины свариваемых изделий (таблица 2) и выполняется механической обработкой на гильотинных ножницах, фрезерных или строгальных станках.
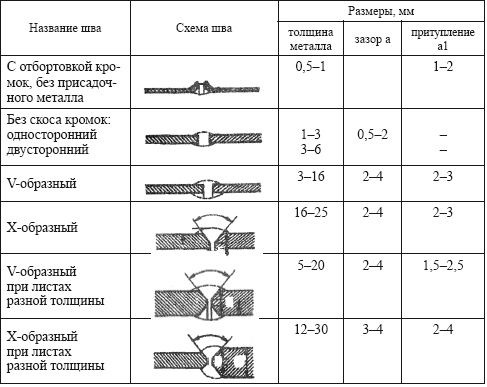
Таблица 2. Подготовка кромок стыковых швов при газовой сварке.
Иногда применяют пневматические зубила, а на небольших деталях отпиливают кромки соединяемых листов вручную напильником. Угол разделки проверяется контрольными шаблонами.
Наложение прихваток необходимо для того, чтобы положение свариваемых деталей и зазор между ними сохранялись постоянными в процессе сварки.
Прихватку свариваемых изделий необходимо производить с большой тщательностью на тех же режимах, что и процесс сварки шва, так как непровар в прихватках может привести к браку всего сварного соединения.
При сварке меди предварительная прихватка швов нежелательна, так как может вызвать появление трещин в местах прихваток при повторном нагреве. В этом случае следует закреплять детали в кондукторах или других приспособлениях.
Способы сварки. Различают два основных способа газовой сварки: левый и правый (рисунок 9)

Рисунок 9. Способы газовой сварки.
При левом способе сварки сварщик перемещает горелку справа налево, а присадочный пруток перемещает перед пламенем. Для лучшего прогрева металла и расплавления сварочной ванны горелку и пруток перемещают зигзагообразно поперек шва. Способ применяется при сварке тонколистового и легкоплавкого металла.
Правая сварка ведется при перемещении горелки слева направо без колебаний, то есть прямолинейно. Пламя направляется на расплавленную ванну и передвигается впереди прутка. Теплота пламени используется лучше, чем при левой сварке. Металл шва остывает медленнее.
В результате улучшается качество сварного соединения, уменьшается расход газов на 15–20% и повышается производительность сварки на 20–25%, благодаря уменьшению угла разделки кромок до 60–70 о .
Правый способ сварки рационально применять при сварке деталей толщиной свыше 5мм и при сварке металлов с большей теплопроводностью (медь, латунь, и их сплавы).
Перемещение горелки и прутка.При сварке сварщик перемещает горелку вдоль оси шва, либо по спирали или полумесяцем (при сварке металла средней толщины), либо прямолинейно (при сварке тонких листов) (рисунок 10).

Рисунок 10. Схема движения горелки и прутка при сварке:
а – зигзагообразное (при левом способе); б – спиральное – прутка, прямолинейное – горелки (при правом способе сварки); в – зигзагообразное, с разделкой кромок при толщине металла более 8 мм (при правом способе).
Колебательные движения горелки обеспечивают получение требуемой ширины шва и необходимый прогрев кромок основного и присадочного металла. Углом наклона горелки к плоскости свариваемых листов регулируется скорость их нагрева. С увеличением толщины и теплопроводности свариваемого металла увеличивается угол наклона горелки (рисунок 11).

Рисунок 11. Зависимость угла наклона мундштука горелки от толщины свариваемой стали.
Низкоуглеродистые стали газовой сваркой сваривают без особых затруднений нормальным пламенем и, как правило, без флюса. Мощность пламени при левом способе выбирают из расчета расхода 100—130 дм3/ч ацетилена на 1 мм толщины металла, а при правом — 120—150 дм3/ч. Высококвалифицированные сварщики работают с пламенем большой мощности—150—200 дм 3/ч ацетилена, используя при этом присадочную проволоку большего, чем при обычной сварке диаметра. Для получения равнопрочного с основным металлом соединения при сварке ответственных конструкций следует применять кремнемарганцовистую сварочную проволоку. Конец проволоки должен быть погружен в ванну расплавленного металла. В процессе сварки нельзя отклонять сварочное пламя от ванны расплавленного металла, так как это может привести к окислению металла шва кислородом. Для уплотнения и повышения пластичности наплавленного металла осуществляют проковку и последующую термообработку. Проводится в основном до толщины 5мм.
Отличие среднеуглеродистых сталей от низкоуглеродистых в основном состоит в различном содержании углерода. Среднеуглеродистые стали содержат 0,26 — 0,45 % углерода. Повышенное содержание углерода создает дополнительные трудности при сварке конструкций из этих сталей. К ним относится низкая стойкость против кристаллизационных трещин, возможность образования малопластичных закалочных структур и трещин в околошовной зоне и трудность обеспечения равнопрочного сплавления металла шва с основным металлом. Повышение стойкости металла шва против кристаллизационных трещин достигается снижением количества углерода в металле шва путем применения электродных стержней и присадочной проволоки с пониженным содержанием углерода, а также уменьшения доли основного металла в металле шва, что достигается сваркой с разделкой кромок на режимах, обеспечивающих минимальное проплавление основного металла и максимальное значение коэффициента формы шва.
Газовую сварку среднеуглеродистых сталей ведут нормальным или слегка науглероживающим пламенем мощностью 75—100 дм3/ч ацетилена на 1 мм толщины металла только левым способом, уменьшающим перегрев металла. Для изделий толщиной свыше 3 мм рекомендуется общий подогрев до 250 — 350 °С или местный — до 600—650 °С. Для сталей с содержанием углерода на верхнем пределе целесообразно применять специальные флюсы. Для улучшения свойств металла используют проковку и термическую обработку. Сваривают с максимальной скоростью правым способом с предварительной и последующей термообработкой. В качестве присадочной проволоки следует применять проволоку с повышенным содержанием марганца и кремния, чтобы избежать выгорания углерода.
К высокоуглеродистым сталям относят стали с содержанием углерода в пределах 0,46 — 0,75 %. Эти стали, как правило, не пригодны для изготовления сварных конструкций. Однако необходимость сварки возникает при ремонтных работах. Сварка производится с предварительным, а иногда с сопутствующим подогревом и последующей термообработкой. При температуре ниже 5 ° С и на сквозняках сварку выполнять нельзя. Остальные технологические приемы такие же, как и для сварки среднеуглеродистых сталей. Газовую сварку высокоуглеродистых сталей осуществляют нормальным или слегка науглероживающим пламенем мощностью 75 — 90 дм3/ч ацетилена на 1 мм толщины металла с подогревом до 250—300 °С. Применяют левый способ сварки, позволяющий уменьшить время перегрева и время пребывания металла сварочной ванны в расплавленном состоянии. Используются флюсы того же состава, что и для среднеуглеродистых сталей. После сварки шов проковывается с последующей нормализацией или отпуском.
Низколегированные стали, как и низкоуглеродистые, достаточно хорошо свариваются газовой ацетиленовой сваркой. Среднелегированные и высоколегированные стали лучше сваривать дуговым способами сварки плавлением.
Сварка легированных сталей
Большинство конструкционных легированных сталей сваривается газовой сваркой удовлетворительно. Сварка этих сталей имеет ряд особенностей, так как происходит частичное выгорание легирующих примесей, вследствие чего металл шва теряет свойства стали данной марки. Легированные стали хуже проводят тепло, чем низкоуглеродистая сталь, и поэтому больше коробятся на воздухе, особенно в прилегающих к шву участках, и склонны к образованию трещин.
Низколегированные стали для строительных конструкций ( например, 15ХСНД и 10ХСНД ) хорошо свариваются газовой сваркой. Мощность наконечника выбирают 75-100 дм 3 /ч при левой и 100-130 дм 3 /ч ацетилена на 1 мм толщины металла. При сварке применяют нормальное пламя и проволоку Св-08, Св-08А или Св-10Г2 по ГОСТ 2246-60. Для улучшения качества наплавленного металла целесообразно проковывать шов светло-красном калении (800-850 0 С) с последующей нормализацией металла шва. Флюс не применяют.
Низколегированные молибденовые и хромомолибденовые теплоустойчивые стали для котлостроения. Газовая сварка этих сталей может использоваться при монтаже и ремонте паровых котлов и трубопроводов.
Пламя применяют только нормальное, мощностью 100 дм 3 /ч ацетилена на 1 мм толщины металла. При сварке применяют проволоку марок Св-08ХНМ, Св-10НМ, Св-18ХМА, Св-10ХМ, Св-10МХ по ГОСТ 2246-60. Сварку ведут небольшими участками длиной по 15-25 мм, поддерживая весь свариваемый участок при температуре светлокрасного каления.
При толщине металла свыше 16 мм все изделия необходимо подвергать предварительному равномерному подогреву до 250-350 0 С, сохраняя эту температуру постоянной в процессе сварки. Для этого изделие во время сварки подогревают вспомогательными горелками или другими способами.
При окружающей температуре минус 10 0 С сварку сталей 15М и 20М толщиной 10 мм можно вести без предварительного подогрева, а при большей толщине – с подогревом до 250-350 0 С. Хромомолибденовые стали 12ХМ, 15ХМ, 12Х1МФ при минус 10 0 С сваривают с подогревом до 250-300 0 С, независимо от толщины металла.
Кромки перед сваркой зачищают до металлического блеска. При толщине металла до 5 мм сварку ведут в один слой, при большей толщине применяют многослойную сварку. Вначале «пролуживают» кромки, для чего кромки в вершине шва расплавляют и сваривают без добавления присадочного металла с целью получения полного провара вершины шва. Длина пролуженного участка не должна превышать 15-25 мм, так как при большей длине в данном месте возможно появление незаметной трещины, которая может остаться в шве. Для уменьшения выгорания хрома и молибдена металл сварочной ванны нужно поддерживать в возможно более густом состоянии, не перегревая его.
Сварку ведут с наименьшим числом перерывов. При возобновлении сварки после перерыва необходимо равномерно подогреть шов в данном месте (при сварке труб – вес стык) до 250-300 0 С с целью предупреждения появлении трещин. Усиление шва располагают симметрично к оси шва обеспечивая плавный переход от наплавленного металла основному.
Полной термообработке (нормализации) подлежат барабаны и деталь котлов при толщине металла свыше 10 мм 950 0 С для хромомолибденовой стали. Выдержки при этой температуре из расчета 1-1,5 мин на 1 мм толщины металла и охлаждения спокойном воздухе до 300 0 С.
При сварке труб и сварке на монтаже допускается также местная термообработка в виде отжига. Местной термообработке подвергаются все сварные соединения паропроводных и коллекторных труб. Дли молибденовых и хромомолибденовых сталей нагрев при отжиге производится до 680-700 0 С (для хромомолибденованадиевых -720-740 0 С) с выдержкой 4-5 мин на 1 мм толщины металла и медленным охлаждением до 250-300 0 С. Для хромомолибденовых сталей местная термообработка производится индукционными нагревателями, кольцевыми газовыми горелками и муфельными электропечами сопротивления. Сварное соединение должно быть нагрето по всему периметру на ширине не менее 100 мм в обе стороны от шва.
Низколегированные хромокремнемарганцовые стали (хромансиль). При газовой сварке этих сталей содержащиеся в них марганец, хром и кремний частично выгорают, что вызывает появление в шве включений окислов, шлаков и непровара. Для предупреждения этого сварку ведут нормальным пламенем, наконечником мощностью 75-100 дм 3 \ч ацетилена на 1 мм толщины металла. Окислительное пламя вредно, так как увеличивает выгорание хрома, кремния и марганца. Применяют или низкоуглеродистую проволоку Св-08 и Св-08А или легированную Св-18ХГСА и Св-18ХМА.
Сварку ведут в один слой. Перед сваркой листы предварительно прихватывают через 20-30 мм при толщине листов от 0,5-1,5 мм и через 40-60 мм при толщине 2 мм и более. Прихватки располагают на расстоянии 10-15 мм от края листа или угла сварного соединения. Большое значение для качества шва при сварке это стали имеют тщательная очистка и подгонка кромок, а также точное соблюдение зазора между ними, который должен быть одинаков по всей длине шва. Эти стали при резком охлаждении склонны к образованию трещин в шве и около него. Поэтому по окончании сварки горелку нужно отводить медленно, одновременно подогревая факелом пламени металл конечного участка, на площади радиусом 20-40мм. Сварку нужно производить возможно быстрее, без перерывов, не задерживая пламя на одном месте. Для уменьшения коробления прихватку и сварку ведут от середины шва к его концам.
Закалку производят нагревом вначале до 500-650 0 С с выдержкой при этой температуре из расчета 1,5 мин на 1 мм толщины (но не менее 5 мин) и последующим нагревом до 880 0 С с той же выдержкой. После этого деталь охлождабт в масле температуры 20-50 0 С или сначала в горячем масле (190 0 С), а потом в масле температуры 20 0 С
Отпуск состоит в нагреве до 400-600 0 С с последующим охлаждением в горячей воде (60 0 С). Чем ниже температура отпуска, тем выше прочность, но меньше пластичность металла шва.
Сварка хромистых сталей
Могут содержать от 4% до 30% хрома. Сварка хромистых сталей сопряжена с рядом трудностей, так как они склонны к сильному короблению и закалкев момент остывания шва, что вызывает образование трещин. Чем выше содержание углерода в хромистой стали, тем хуже она сваривается.
Сварку хромистых сталей ведут нормальным пламенем, наконечником мощностью не более 70 дм 3 /ч ацетилена на 1 мм толщины металла. При сварке применяют проволоку из хромоникелевой стали Св-02Х19Н9. Лучшие результаты получают при сварке проволокой Св-06Х19Н9Т (с титаном). Титан и ниобий препятствуют образованию в шве твердых химических соединений хрома с углеродом (карбидов хрома).
Сварку нужно вести возможно быстрее, стремясь не допускать перерывов и повторных нагревов шва. Во избежание образования трещин следует применять одностороннюю, однослойную сварку.
При сварке применяют флюс, предохраняющий хром от выгорания и способствующий удалению их шва окислов хрома. Состав флюса: борной кислоты 55%; окиси кремния 10%;ферромарганца 10%; феррохрома 10%; ферротитана 5%; титановой руды (концентрата) 5% и плавикового шпата 5%. Перед сваркой кромки зачищают до металлического блеска. Хромистые стали, содержащие свыше 14% хрома, сваривают с предварительным подогревом до 200-250 0 С, а после сварки подвергают термической обработке по режиму, предусмотренному для стали данной марки,
Высокохромистые кислотостойкие стали при длительном нагреве склонны к росту зерна в зоне нагрева, что снижает их прочность. Поэтому газовой сваркой эти стали не сваривают.
Хромоникелевые нержавеющие аустенитные стали. Сваривают нормальным пламенем мощностью 75 дм 3 /ч ацетилена на 1 мм толщины металла. Окислительное пламя не допускается. Применяют проволоку Св-02Х19Н9, Св-06Х19Н9Т или Св-08Х19Н10Б. При сварке жаропрочной нержавеющей стали применяют проволоку. Содержащую 21% никеля и 25% хрома. Для сварки коррозионностойкой стали, содержащей молибден, применяют проволоку, содержащую 3% молибден, 11% никеля и 17% хрома.
Основное затруднение при сварке этих сталей состоит в том, что при нагреве 400-900 С происходит выделение карбидов хрома по границам зерен стали, вследствие чего сталь теряет устойчивость против коррозии. Титан или ниобий связывают углерод и препятствуют образовованию карбидов хрома. Максимально допустимое содержание ниобия – 1.2%
Сварку нержавеющих сталей нужно вести быстро, держа конец проволоки все время в сварочной ванне. Для лучшего отвода тепла можно сваривать на подкладке из меди.
После сварки деталь подвергают термообработке (закалке) нагревом до 1050-1100 С и быстрым охлаждением в воде. Закалка может быть заменена отжигом при 850 С с охлаждением на воздухе. При этом выделившиеся карбиды хрома снова растворяются в сплаве и шов приобретает свойства основного металла. Металл толщиной 1-2 мм можно охлаждать на воздухе. Сталь с добавкой титана можно не подвергать термообработке после сварки.
Для улучшения внешнего вида шва и удаления окислов хрома применяют флюс состава: плавикового шпата 80% и ферротитана 20% . В качестве флюса пригодна также смесь состава: бура 5% и борной кислоты 50% или буры 80% и двуокиси кремния 20%. Флюс наносят на кромки за 15-20 мин до сварки, а после сварки удаляют промывкой в горячей воде или кипячением в 5%-ном растворе NaOH.
Хромоникелевые стали целесообразнее, сваривать дуговой, в защитных газах или контактной электросваркой. Газовой сваркой сваривают нержавеющую сталь толщиной не более 3 мм, так как при большей толщине стали ее деформации достигают значительной величины.
Газовая сварка углеродистых сталей
Низкоуглеродистые стали (до 0,25% С) свариваются газовой сваркой без особых затруднений. Сварку ведут нормальным пламенем и, как правило, без флюса. Наконечник горелки при левом способе сварки выбирают из расчета расхода ацетилена 100-130 дм 3 /ч на 1 мм толщины свариваемого металла, а при правом способе - 120 -150 дм 3 /ч на 1 мм толщины металла. Кромки под сварку подготавливают в зависимости от толщины свариваемого изделия. Диаметр присадочной проволоки также подбирается в зависимости от толщины свариваемого металла по следующей формуле:
- при левом способе сварки dn =S/2+1 мм;
- при правом способе сварки dn =S/2 мм, где dn - диаметр присадочной проволоки, мм; S - толщина свариваемого металла, мм.
Высококвалифицированные сварщики применяют пламя большой мощности, наконечник выбирают из расчета расхода ацетилена 150-200 дм 3 /ч на 1 мм толщины свариваемого металла, используя при этом присадочную проволоку большего диаметра; пламя горелки должно быть нормальным. Производительность газовой сварки при этом повышается. Для неответственных конструкций в качестве присадки применяют сварочную проволоку Св-08 и Св-08А. При газовой сварке этими проволоками часть компонентов, таких, как С, Si и Мп, выгорают, а металл шва приобретает крупнозернистую структуру. Предел прочности такого соединения ниже предела прочности основного металла.
Для получения равнопрочного с основным металлом соединения при газовой сварке ответственных конструкций необходимо применять кремнемарганцовистую сварочную проволоку Св-08Г, Св-08ГА, Св-10ГА или Св-14ГС. Во время газовой сварки необходимо следить за тем, чтобы кромки свариваемого металла и конец присадочной проволоки расплавлялись одновременно. Конец присадочной проволоки должен быть погружен в ванночку расплавленного металла. Нельзя допускать, чтобы капли расплавленного металла попадали на нерасплавленные кромки основного металла, так как это приводит к непровару, что снижает механические характеристики соединения. Для того чтобы расплавленный металл не стекал при левом способе сварки, изделие наклоняют на 10-15° против движения горелки. Если конец присадочной проволоки прилипает к свариваемым кромкам основного металла, это значит, что они еще недостаточно нагреты. В процессе сварки необходимо избегать отклонения сварочного пламени от ванны расплавленного металла шва, так как это может привести к окислению металла шва кислородом воздуха. Сварные швы должны иметь равномерно чешуйчатую поверхность, равномерную по всей протяженности шва ширину и высоту наплавленного валика. Переход от основного металла к наплавленному должен быть плавным, без подрезов. В процессе сварки горелкой производят равномерные и непрерывные колебательные и поступательные движения. Колебательные движения выбираются в зависимости от толщины свариваемого металла.
Мощность пламени выбирается из расчета расхода ацетилена 75-90 дм 3 /ч на 1 мм толщины свариваемого металла. Газовую сварку рекомендуется выполнять нормальным или слегка науглероживающим пламенем. В целях уменьшения перегрева и времени пребывания сварочной ванны в расплавленном состоянии применяется левый способ сварки. Для газовой сварки высокоуглеродистых сталей используются флюсы того же состава, что и для среднеуглеродистых сталей.
Читайте также: