Технология наплавки валов ручной дуговой сваркой
Обновлено: 20.09.2024
Электродуговая наплавка используется для создания на поверхности деталей добавочного металлического слоя, характеризуемого высокой жаро-, коррозионо- и износостойкостью, а также с целью восстановления исходных параметров изношенных изделий.
1 Ручная дуговая наплавка под флюсом
Технология такого процесса предусматривает нагрев основного металла и его расплавление теплом горящей сварочной дуги, расположенной под слоем флюса между обрабатываемой деталью и электродом плавящегося типа.
Данный вид наплавки используется очень часто, он считается самым популярным вариантом выполнения механизированной наплавки.
При обработке металлов дуговой наплавкой под флюсом наплавленная поверхность имеет очень качественный внешний вид:
- переходы между наплавленными валиками отличаются плавностью;
- слой металла получается безупречно ровным.
Кроме того, данный способ наплавки металлов характеризуется следующими положительными факторами:
- нет открытого излучения электродуги;
- электродный материал теряется несущественно;
- процесс признается высокопроизводительным за счет своей несложности и непрерывности выполнения операций.

Наплавленный материал при его обработке под флюсом допускается легировать по четырем разным методикам:
- Использование стандартных плавленых смесей с порошковой лентой либо проволокой. Указанная проволока или лента (их конкретная марка подбирается от необходимой твердости и непосредственно вида наплавленного металла) при нагреве в дуге формируют жидкий состав с высокой степенью однородности.
- Использование флюсов в сочетании с легированной лентой (проволокой). Обычно при таком способе применяют флюсы марки АН (26 или 20), спеченные и обычные сварочные ленты, специальные и легированные проволоки.
- Использование керамических смесей марки АНК в комбинации с лентой либо проволокой с малым содержанием углерода. Флюсы АНК гарантируют беспроблемное удаление корки шлака, качественное образование защитного слоя и его отличную стойкость против появления трещин и пор.
- Использование обычных флюсов и низкоуглеродистых лент (проволок) с обязательным размещением элементов с легирующими возможностями на верхнюю часть деталей, которые планируется наплавлять.

Наплавка металлов под флюсом производится с помощью агрегатов для электродуговой сварки, а также специальных приспособлений, когда речь идет об обработке цилиндрических тел.
2 Электродуговая наплавка проволоками порошкового типа
При такой методике флюсы не нужны. Ее особенность заключается в том, что в наплавочной проволоке (в ее сердечнике) имеются не только легирующие элементы, но еще и добавочные газо- и шлакоформирующие компоненты. При выполнении операции они предохраняют зону наплавки от кислорода, находящегося в воздухе, и от азота. А легирующие добавки при этом легко проникают в получаемый шов и придают поверхности деталей требуемые характеристики.
При использовании порошковых проволок на изделие можно наносить несколько слоев, не удаляя образующуюся шлаковую корку (она очень тонкая и существенного влияния на показатели покрытия не имеет). К другим достоинствам метода относят:

- малую себестоимость операции;
- высокую производительность наплавки;
- возможность проведения наплавочных мероприятий вне помещений;
- простоту используемых приспособлений.
Немаловажными технологическими преимуществами описываемого способа наплавки признается то, что человек, выполняющий операцию, четко контролирует все ее стадии, может постоянно следить за образованием защитной поверхности и перемещать сварочный стержень в нужном направлении.
Для выполнения операции применяются проволоки (порошковые) с самозащитными возможностями:

- ПП-АН3 – для наплавки низкоуглеродистых металлов;
- ПП-У15Х12М-О – для обработки деталей, которым требуется придать такие свойства, которые будут противостоять их активному абразивному износу;
- ПП-3ХВ3Ф-О – для изделий, функционирующих при высоких показателях температуры и рабочего давления.
3 Технология и особенности наплавки металлов в защитных газах
Данная методика оптимальна для восстановления и придания особых свойств поверхностям деталей сложных конфигураций, отверстиям с большой глубиной. Она выполняется в разных положениях (пространственных) обрабатываемых изделий, позволяет автоматизировать и механизировать наплавку, используя серийные аппараты для сварки, а главное состоит в том, что специалист четко видит весь процесс и может внести в него необходимые корректировки.
Технология наплавки с применением флюсов и с использованием защитных газов по своей сути одна и та же. Но вторую методику разумнее реализовывать в тех случаях, когда по условиям выполнения операции сложно удалять корку шлака либо подавать в зону наплавки флюс. Осуществляется она в атмосфере одного из четырех газов (гелий, углекислый, азот, аргон).
Легированные и углеродистые металлы наплавляют в углекислом газе, который имеет малую стоимость, медные сплавы – в нейтральном по отношению к меди азоте, магниевых и алюминиевых сплавов, а также высоколегированных сталей – в гелии и аргоне. Причем в последнем случае чаще всего используются вольфрамовые неплавящиеся сварочные стержни, а в остальных – плавящиеся (процесс ведется на обратной полярности постоянного тока).

Недостатком описываемого вида наплавки признается то, что на открытом воздухе выполнять наплавочные мероприятия не рекомендуется, так как есть реальная опасность задувания ветром струи газа. Кроме того, жидкий металл при обработке металлов весьма активно разбрызгивается, засоряя тем самым горелку (ее сопло) и мундштук.
Некоторые особенности наплавки в защитных газах:
- для обработки внутренних поверхностей конической и цилиндрической формы рекомендуется использовать специальные мундштуки большой длины;
- операция выполняется на максимально возможной короткой электродуге, что обеспечивает минимальное разбрызгивание материала;
- изделия цилиндрической формы допускается восстанавливать по винтовой линии, применяя способ поперечного передвижения сварочного стержня либо методику непрерывного валика;
- плоские поверхности желательно наплавлять небольшими "разбросанными" участками, чтобы изделие не коробилось;
- когда используется углекислый газ, в проволоке для наплавки должен присутствовать кремний, марганец или иной раскисляющий компонент;
- допускается вести процесс порошковыми проволоками в тех ситуациях, когда наплавленная поверхность должна иметь после операции какие-либо специальные характеристики.

Сварочные и наплавочные проволоки вводят в процесс наплавки и при восстановлении деталей из низколегированных и углеродистых сплавов. Часто используются проволоки Нп (30ХГСА, 50, 40) и Св (12ГС, 08Г2С, 08ГС). Отметим, что они могут быть и порошковыми, и сплошными по сечению.
Электродуговые способы наплавки. Ручная дуговая наплавка
Дуговая наплавка покрытыми электродами является наиболее распространенным способом ремонта (восстановления формы и размеров) деталей автомобилей, тракторов и других машин и механизмов вследствие простоты ее осуществления и мобильности оборудования. Наплавку осуществляют обычно вручную, поэтому такой способ называют также ручной дуговой наплавкой.
Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов в состав наплавленного металла. Применяют следующие виды электродного покрытия: ильменитовое с содержанием более 30 % ильменита (FeO × TiO2); высокоцеллюлозное с содержанием 20…30 % целлюлозы; карбонатно-рутиловое; основное (фтористо-кальциевое), основными компонентами которого являются карбонат кальция и флюорит; высокорутиловые с содержанием до 35 % рутила (TiO2).
Дуговая наплавка покрытыми электродами отличается низкой стоимостью оборудования, возможностью выполнения наплавки вручную (рис. 1).
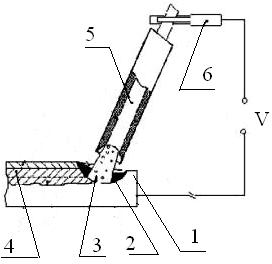
Рис. 1. Схема ручной дуговой наплавки покрытым электродом: 1 – изделие; 2 – сварочная ванна; 3 – электрическая дуга; 4 – наплавленный валик; 5 – покрытый электрод; 6 – электрододержатель
1. Выбор электродов для наплавки
Выбранные для наплавки конкретных изделий электроды должны обеспечивать получение требуемых свойств поверхности детали и давать наплавленный металл высокой износостойкости, необходимой вязкости, который должен удовлетворительно обрабатываться механическим способом. Электроды должны обладать хорошими сварочно-технологическими свойствами и быть достаточно дешевыми.
Свойства наплавленного металла в основном определяются его химическим составом и термообработкой. Химический состав наплавленного слоя изменяется за счет введения легирующих компонентов. Наиболее дешевыми и доступными из них являются углерод, марганец, хром, кремний, титан и бор. Они повышают твердость и износостойкость металла при истирании. Марганец и хром при введении их в малоуглеродистую сталь в количестве от 8 до 27 % повышают ее износостойкость в 4…5 раз. Высокомарганцовистая сталь хорошо работает при высоких ударных нагрузках. Углеродистая высокохромистая сталь (хрома более 12 %) обладает малой ударной вязкостью, поэтому ее не следует применять при наплавке деталей, работающих при ударных нагрузках. При ручной дуговой наплавке покрытыми электродами легирование наплавленного валика осуществляется либо через электродное покрытие, в состав которого входят легирующие компоненты, либо с помощью электродного стержня, изготовленного из легированной сварочной проволоки.
Наплавка изношенных деталей машин, изготовленных из углеродистых или легированных сталей и не подвергающихся после наплавки термообработке, производится электродами любой соответствующей основному металлу марки, обеспечивающими необходимую твердость и износостойкость наплавленного металла. Если же восстановленные детали подвергаются термообработке, то наплавка их производится такими электродами, наплавленный металл которых допускает эту обработку без снижения твердости и других механических свойств, например электродами ЦН-2,03H-250, 03H-300. В наплавленном металле стальных деталей, подвергающихся закалке, должно быть не менее 0,30 % углерода, чтобы металл мог воспринимать закалку.
Электроды для наплавочных работ в зависимости от химического состава и твердости наплавленного металла делятся на типы, а в зависимости от химического состава покрытия – на марки. Электроды, применяемые для наплавочных работ, разделяют на следующие группы (характеристики электродов приведены в прил. 1).
- Для наплавки деталей, работающих на износ при обычных температурах, применяют электроды ОЗН-250, ОЗН-300, ОЗН-350, 03H-400, Т-590, ЦН-250. Металл, наплавленный этими электродами, имеет среднюю и высокую твердость, удовлетворительную пластичность и вязкость и относится к перлитному классу. Наплавленный металл в зависимости от химического состава может подвергаться или не подвергаться термообработке. Такие электроды применяются для наплавки валов, осей, автосцепок, крестовин, зубьев экскаваторов, лемехов, ножей бульдозеров, катков и звездочек тракторов, колес подвижного состава и т. д.
- Для наплавки деталей, работающих на износ при повышенных температурах, применяют электроды ЦШ-1, ЦШ-2, ЦШ-3, ЦН-4, ЦН-5, 03H-I, НЖ-2, ЭН-60М. Эти электроды дают в наплавленном слое перлитную хромовольфрамовую или хромомарганцевую сталь. Применяется для наплавки штампов горячей штамповки, деталей кузнечно-прессового оборудования. Как правило, наплавленные изделия перед механической обработкой отжигаются, а после нее подвергаются закалке и высокому отпуску.
- Электроды для наплавки режущего инструмента: ЦН-1М, T-216, Т-268, Т-293, ОЗИ-5, ОЗИ-6. Они дают наплавленный металл типа быстрорежущей стали.
- Электроды, предназначенные для наплавки эрозионно-стойких поверхностей деталей, работающих при высоких температурах и в агрессивных средах: ЦН-2, ЦН-3, ЦН-6, ЦН-8. Применяются для наплавки деталей арматуры паровых котлов, насосов и турбин парогенераторов. В наплавленном слое такие электроды дают структуру стеллитов или сормайтов.
- Электроды, предназначенные для сварочных работ: ЦМ-7, УОНИ 13/45, МР-3, АНО-4. Они дают наплавленный металл с высокой твердостью, но не могут существенно повысить износостойкость детали и дают возможность только восстановить размеры и форму детали.
2. Техника наплавки покрытыми электродами стальных изделий
Наплавка малоуглеродистых и низколегированных сталей производится обычным способом при обычных условиях. Во время наплавки электрод должен быть наклонен под углом 15…20° к вертикали во избежание попадания жидкого шлака на еще не расплавленный основной металл. Наплавка должна осуществляться углом назад (рис. 2, а).
Для получения узкого валика шириной до 1,5 диаметра электрода электрод при наплавке перемещают прямолинейно без поперечных колебаний.
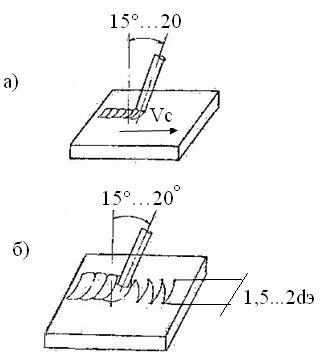
Рис. 2. Техника наплавки: а – углом назад; б – с поперечными колебаниями
Однако из-за высокой скорости охлаждения в металле наплавки могут остаться не успевшие выделиться газы и шлаковые включения. С целью устранения таких дефектов при наплавке накладываются более широкие валики, которые получаются при поперечном перемещении конца электрода (рис. 2, б). Такой прием увеличивает прогрев кромок валика и замедляет скорость охлаждения сварочной ванны, что уменьшает вероятность появления дефектов,
Наплавка более широких слоев и большей высоты наплавленного слоя может осуществляться пучком электродов. Он представляет собой несколько сложенных вместе электродов, скрепленных между собой обвязкой и прихватками. В случае необходимости наплавки низкими и широкими валиками применяют пучки из двух или трех электродов, скомпонованных в ряд. Для наплавки более узкими, но высокими валиками применяют пучки из трех электродов, скомпонованных треугольником, или четырех электродов (рис. 3).
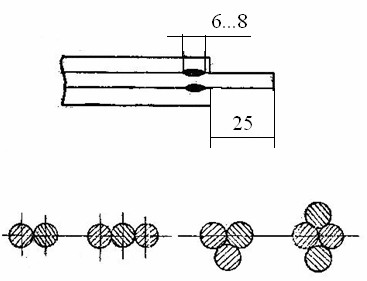
Рис. 3. Пучки электродов для наплавки
Наплавка должна выполняться короткой дугой, валики накладывают так, чтобы каждый последующий перекрывал предыдущий на 1/2 или 1/3 своей ширины. По высоте слой наплавленного металла устанавливается из расчета, чтобы припуск на механическую обработку составил 2…3 мм. Значение силы тока при наплавке определяется в зависимости от диаметра электрода по формуле J = (30…50)dэ, где J – сила тока; dэ – диаметр стержня электрода.
Между толщиной слоя наплавленного металла, диаметром электрода, числом слоев наплавки и силой тока рекомендуется выдерживать следующие соотношения (табл. 4).
При окончании наплавки усадочный кратер необходимо выводить за пределы рабочей наплавляемой поверхности, используя для этой цели приставные планки. После наложения каждого валика с поверхности наплавки удаляются шлак и брызги металла. При наплавке среднеи высокоуглеродистых сталей рекомендуется предварительный подогрев металла до температуры 350°. Изделия, подвергнутые ранее термообработке (закалка), перед наплавкой отжигают, после наплавки рекомендуется производить высокий отпуск наплавленного слоя.
Восстановление деталей наплавкой – какие способы существуют?
Восстановление деталей наплавкой – это методика, которая дает возможность вернуть тому или иному изделию его первоначальные характеристики, а в некоторых случаях даже придать ему новые особые качества.
1 Восстановление деталей методом наплавки – суть технологии
Под наплавкой принято понимать операцию нанесения на поверхность восстанавливаемого изделия из основного металла слоя присадочного расплавленного металла. В ходе такого процесса нужно добиться расплавления основного материала на незначительную глубину, чтобы получить гомогенный состав.

Наплавка выполняется на всех без исключения поверхностях, начиная от конических и плоских и заканчивая сферическими и цилиндрическими.
Конечной целью описываемой процедуры обычно является восстановление исходных геометрических параметров обрабатываемого изделия. Но кроме того, наплавка позволяет произвести качественное упрочнение валов и других деталей, придать им новые формы, создать на поверхности дополнительный слой с конкретными механическими и физическими показателями (например, высокая жаростойкость, износостойкость, твердость, коррозионная стойкость, антифрикционность и так далее).
Технология наплавки по своей сути примерно идентична процессу сварки. По своим задачам они одинаковы, так как цель работ в обоих случаях - получение шва без ненужных включений, трещин, пор, а также защита наплавляемого материала от атмосферных газов. Когда выполняется восстановление деталей сваркой и наплавкой (а также их упрочнение), важно придерживаться ряда требований, а именно:
- следует добиваться минимального смешивания основного и наплавляемого материала;
- основной металл нужно проплавливать на как можно меньшую глубину;
- припуски на обработку изделий, которая будет производиться после наплавки, важно уменьшать до приемлемых показателей;
- необходимо обеспечивать наименьшие остаточные деформации и напряжения в изделии.

Сейчас наплавка валов и деталей выполняется различными способами. Существуют такие виды наплавки:
- порошковая;
- импульсно-дуговая;
- индукционная;
- газовая;
- вибродуговая;
- электродуговая;
- плазменная;
- электрошлаковая.
2 Электродуговая восстановительная наплавка электродами с покрытием
Данный вид выполнения наплавочной процедуры считается самым распространенным. Подобная наплавка демонстрирует отличные результаты не только на промышленных объемах, но и в домашних условиях. Она очень удобна и проста, а главное – для нее не нужно приобретать какое-либо особое оборудование.
При электродуговом восстановлении важно правильно подобрать электрод, чтобы он смог сформировать наплавочный слой с требуемыми параметрами. Сечение стержня определяет форма и толщина детали, которую предстоит обработать, а конкретный тип электрода выбирается в зависимости от состава наплавляемого металла.
Стальные изделия в большинстве случаев восстанавливают рассматриваемым в статье способом в нижнем положении электрода током обратной полярности. При этом обязательно следует подготовить основной металл к процедуре, очистив его поверхность от ржавчины, остатков масла и прочих загрязнений.

Восстановление валов из низколегированных и низкоуглеродистых сталей производят чаще всего без их нагрева. А вот детали из других марок стали нередко подогревают (предварительно), а затем снимают с них внутренние напряжения, проводя их термическую обработку. Температура предварительного подогрева – от 300 градусов.
Наплавочные швы могут располагаться по-разному. Когда обработке подвергаются цилиндрические изделия, используются три основные схемы:
- валики идут по винтовой линии;
- валики по окружностям замкнутого типа;
- валики вдоль образующей.
Первый способ считается оптимальным в тех случаях, когда наплавка ведется механизировано.
При работе с плоскими поверхностями говорят о двух распространенных схемах, предполагающих применение:
- широких валиков (движения электрода в поперечном направлении делаются увеличенными);
- узких валиков (они перекрывают друг друга примерно на треть своей ширины).
Восстановление "особых" деталей сваркой и наплавкой (например, элементов конструкций, функционирующих при повышенных нагрузках, измерительных и режущих приспособлений) может осуществляться твердыми сплавами, а не обычным металлом. В таких сплавах обычно присутствуют соединения никеля, кобальта, бора, железа, углерода с хромом, танталом, титаном, марганцем.

Если указанные изделия имеют большой показатель износа, перед основной наплавкой выполняют предварительную, используя сварные стержни, сделанные из стали с малым содержанием углерода. А вот в тех случаях, когда изготавливают новые режущие и измерительные приспособления с наплавкой твердосплавного типа, основанием для них служат заготовки из легированных и углеродистых марок стали.
Восстановление специального инструмента, как правило, выполняют следующими видами электродов:
А вот детали, работающие в сложных условиях, наплавляют стержнями Т-620, ОЗН-300М, Т-590, ОЗН-7М, ОМГ-Н.
3 Особенности наплавки в газовой защитной атмосфере
Восстановление валов и других изделий по технологии TIG (применяются присадочные прутки и сварочные стержни из вольфрама) и MIG/MAG (проволока подается автоматизировано) также широко применяется в настоящее время. Указанные методы предполагают использование азота, углекислоты, аргона или гелия в качестве защитного газа.
Азот обычно применяется при восстановлении медных деталей, а вот для валов и изделий из углеродистых сплавов чаще используют углекислый газ (при этом нужна раскисляющая проволока с включением кремния и марганца). Вольфрамовые неплавящиеся стержни применяют для восстановления в гелиевой либо аргоновой среде. Композиции на базе алюминия и магния, а также высоколегированные стали наплавляют в смеси гелия и аргона (изредка эти газы используются и отдельно).

Наплавочную операцию по технологии TIG следует выполнять так, чтобы металл разбрызгивался незначительно. Выполняется это условие тогда, когда процесс ведется короткой дугой на прямой полярности, которая не позволяет электроду из вольфрама оплавляться. А вот MIG/MAG-технология осуществляется на токе обратной полярности.

При восстановлении деталей из нержавеющей стали необходимо использовать проволоку из нержавейки. Полуавтоматическая наплавка низколегированных и углеродистых сплавов всегда производится двумя видами проволоки:
- типа Нп (50, 40, 30ХГСА);
- типа Св (08Г2С, 08ГС и др.).
Первые проволоки относят к специальным, вторые характеризуются сплошным сечением.
4 Восстановление деталей под слоем флюса – достоинства и недостатки
Данный метод оптимален для наплавки крупных по диаметру и геометрическим размерам валов, а также других деталей:
- лопастей смесительных агрегатов;
- компонентов ходовой части экскаваторов и тракторов;
- элементов камнедробильного оборудования и специальных агрегатов.
Восстановление под слоем флюса предполагает, что электродуга горит между наплавляемым изделием и концом проволоки. Сама проволока поступает на участок обработки со специального устройства подачи. В эту же зону подается и флюс, создающий оболочку с высокими эластичными свойствами. Эта оболочка не дает азоту и кислороду из воздуха проникать в расплавленный материал.

Флюсы для наплавки бывают двух типов:
- Керамические. Состоят из различных компонентов – газо- и шлакообразующих, стабилизирующих, а также легирующих добавок. К таким флюсам относят составы серии "АНК" (19, 18).
- Плавленые. В них отсутствуют легирующие элементы, поэтому при их применении восстановленный слой не имеет высокого показателя твердости. Часто используемые плавленые флюсы – ОСЦ-45 и АН-348А.
Достоинства использования флюса для наплавки:
- высокое качество полученного слоя по показателям плотности и однородности с заданными характеристиками и химсоставом;
- отличная стабильность процесса восстановления и его высокая производительность;
- возможность наплавления слоев существенной толщины (до 8 и более миллиметров).
К недостаткам данного метода восстановления валов и прочих изделий относят следующие факты:
- нельзя получить слои меньше 1,5 миллиметров;
- сложности при наплавке деталей с малым (до 5 сантиметров) сечением из-за того, что расплавленная ванна и флюс практически не держатся на поверхности обрабатываемых изделий;
- физико-механические характеристики деталей изменяются, что обусловлено глубоким и быстрым нагревом при восстановлении (в ряде случаев отмечается и деформация изделий).
5 Кратко о других популярных методах наплавки
Высококачественное упрочнение и восстановление валов (как и иных деталей) также может выполняться при помощи вибрирующего электрода. Сам процесс в данном случае называют вибродуговой наплавкой. Она отличается от рассмотренной выше наплавки под флюсом тем, что конец сварочного стержня колеблется по отношению к восстанавливаемой поверхности перпендикулярно.

Отличный уровень сцепления основного материала и наплавленного слоя достигается при плазменной наплавке, которая выполняется струей плазмы. Такая струя представляет собой пучок высокоионизированного горячего газа, формирующегося в специальной горелке.

В последнее время набирает популярность электроконтактный способ наплавки. Он имеет очень высокую производительность (за минуту восстанавливается до 150 квадратных сантиметров поверхности изделия) и характеризуется несущественным тепловым влиянием и малой глубиной проплавления.
Наплавка валиков – даем деталям вторую жизнь
Наплавка валиков – эффективный способ восстановления этих деталей. Но из-за их конструкции технология имеет некоторые особенности, которые мы подробно рассмотрим в этой статье.
1 Особенности наплавки и ее виды
Это один из способов нанесения металлического слоя на поверхность детали путем расплавления реставрационного материала ручной, газовой либо автоматической сваркой. Применяется наплавка в различных целях, но главное ее предназначение – восстановление изношенных деталей и их геометрических размеров. Иногда эту операцию проводят и для повышения качества материала, например, когда хотят улучшить коррозионную стойкость, повысить износоустойчивость, твердость, жаростойкость и т. д.
Огромную роль играет качество шва, ведь по сути он и определяет конечный результат. Дефекты в виде пор, трещин и разных включений недопустимы. Также необходимо придерживаться следующих правил:
- Смешивание основного и присадочного материала должно быть минимальным.
- Чем меньше будет сварочная ванна, тем лучше.
- Припуски на последующую обработку должны находиться в строго заданных пределах.
- Следует свести к минимуму напряжения и остаточные деформации в изделии.

Для восстановления цилиндрических поверхностей допускается использование любого вида наплавки, но большей популярностью пользуется электродуговая и электрошлаковая технология. Первая может осуществляться открытой дугой в среде защитных газов или под слоем флюса. Каждый из этих способов имеет свои плюсы и минусы. Например, при наплавке открытой дугой не нужна специальная защита сварочной ванны. В среде защитных газов или под флюсом получается задавать свойства шва.
Недостатком электродугового метода можно назвать деформацию изделия из-за значительного нагрева. Также после наплавки деталь подвергается закалке, а это может спровоцировать появление горячих трещин. К тому же не обойтись без дополнительной термической обработки. Очень часто износ незначительный, а толщина наплавленного слоя составляет несколько миллиметров, и чтобы изделие соответствовало заданным размерам, потребуется дальнейшая механическая обработка.

Отдав предпочтение вибродуговой наплавке валков можно рассчитывать на высокую производительность, а поверхность получается достаточно твердой даже без последующей термической обработки. По сути, это один из видов электродуговой сварки. Ее особенность – вибрирующий электрод с частотой от 20 до 100 Гц. Этим способом восстанавливают валы диаметром от 8 и до 200 мм.
Электрошлаковая наплавка (ЭШН) отличается высокой производительностью. Отдав предпочтение этому способу, получится обеспечить химическую однородность плакирующего слоя. Он будет иметь и одинаковую структуру на всей площади, что гарантирует равномерный износ детали. Также появляется возможность варьировать геометрию и химический состав шва в широких пределах. К недостаткам следует отнести такие особенности:
- возможность наплавки валов только в одном положении;
- процесс нельзя прерывать;
- материал шва имеет крупнозернистую структуру;
- необходимость в изготовлении технологической оснастки.
2 Область использования
Наплавка цилиндрических поверхностей весьма востребована, ведь это наиболее выгодный способ восстановления дорогостоящего оборудования. Износу подвержены рабочие валки прокатных и обжимных станов. Валы гидротурбин также нуждаются в реставрационных работах. А что уж говорить о машиностроении, где множество деталей имеют именно цилиндрическую форму.

Такие изделия работают в неодинаковых условиях, имеют разные габариты и отличаются по химическому составу. И чтобы подобрать оптимальные режимы, наплавочные материалы и способ восстановления, необходимо учитывать все эти факторы. Например, при восстановлении коленвалов необходимо одновременно решить несколько задач. Во-первых, восстановить размеры шеек. Во-вторых, обеспечить достаточную износостойкость. В-третьих, добиться высоких показателей усталостной прочности. В-четвертых, обеспечить правильную работу всех сопряженных деталей.
3 Способы наплавки цилиндрических изделий
Существует два способа наплавки валов – продольная и круговая. В первом случае валики формируются вдоль оси, а во втором идут по окружности. Продольный метод более целесообразно использовать при работе с длинными деталями, имеющими небольшой диаметр. Поверхность предварительно очищают от ржавчины, грязи, пыли, масляных пятен и влаги, а затем наплавляют первый валик.

Далее прокручивают деталь на 180° и повторно наносят шов. Третий валик наплавляется уже через 90° относительно второго прохода. А чтобы нанести четвертый слой, необходимо опять развернуть цилиндрическую деталь на 180°. Если наплавка валиков происходила под флюсом, то необходимо хорошенько обить защитную корку и зачистить поверхность шва металлической щеткой. Потом наносится защитное покрытие таким образом, чтобы каждый новый проход перекрывал предыдущий.
Швы должны выходить за пределы восстанавливаемой поверхности поочередно, сначала на полдиаметра вала, потом на целый диаметр. Если есть шпоночный паз, то первым восстанавливают его.

При наплавке валов круговым методом деталь постоянно поворачивается вокруг своей оси, поэтому этот способ более сложный в исполнении. Да и понадобится специальное оборудование. Однако этот метод меньше снижает предел усталостной прочности, чем предыдущий. Таким способом обычно наплавляют торец вала, при этом шов накладывают от центра к периферии. Затем следует обработка на токарном станке.
4 Технология наплавки шаг за шагом
Прежде чем приступать непосредственно к наплавочным работам, необходимо подготовить поверхность детали. При повторной наплавке изделия обтачивают на вальцетокарном станке. Если на поверхности детали есть мелкие вмятины, бороздки, растрескивания термического характера, тогда предварительную обточку не проводят. Еще обрабатываемую деталь проверяют на биение, оно не должно превышать 0,3 мм. Все шпоночные пазы необходимо закрыть графитовыми либо медными вставками. Причем последние должны выступать над наплавленным слоем минимум на 1 мм.

Далее по технологии наплавки валов следует предварительный подогрев. Температура зависит от ряда факторов, так, при использовании порошковых материалов изделие нагревают до 370 °C. Если осуществляют наплавку проволокой 30ХГСА, достаточно 250 °C. Флюс обязательно просушивают, если он влажный, тогда необходима перезакалка при температуре 300–400 °C.
Затем деталь зажимается в патроне и оборудование вращает ее с постоянной скоростью, а сварочная головка движется прямолинейно вдоль вала. Расплавленный металл подается капельно и формирует довольно плотный слой. Затем к месту наплавки подают охлаждающую жидкость, насыщенную ионизирующими солями, которые благоприятно влияют на горение дуги.

При ЭШН технология немного иная. Оплавление присадочного и основного материала происходит в шлаковой ванне. Через нее пропускают сварочный ток, который нагревает соединяемые материалы. При этом жидкий шлак имеет меньшую плотность и постоянно находится сверху шва, тем самым защищая его от воздуха. Кроме того, присадочный материал, проходя в жидком состоянии слой шлака, очищается от всех вредных примесей.
5 Какими должны быть оборудование и материалы?
Теперь пришло самое время поговорить про оборудование, нужное для наплавки валов. Установка для восстановления прокатных валов состоит из люнетов для поддержки изделия; механизма, обеспечивающего вращение вала и сварочной головки АБС; источников питания и электронагревателя. Сварочную головку подвешивают на специальных направляющих и путем перестановки сменных шестерен регулируют скорость ее перемещения. Такое оборудование посредством специального пульта предусматривает управление процессом подачи наплавочного материала, скоростью передвижения головки, вылетом электрода.

А вот изменять угол наклона подачи сварочной проволоки, а также обеспечивать перемещение головки поперек валков оборудование позволяет только вручную. Флюс засыпают в специальный бункер, откуда он и подается. Электронагреватель состоит из двух полукорыт. Очень важно обеспечить свободное перемещение этого узла к любому участку. С этой целью нижнее полукорыто устанавливают на специальную тележку.
Правильно подобрать способ и наплавочный материал можно только после тщательного анализа условий работы и иных особенностей обрабатываемого изделия. Для восстановления стальных валков для станов горячей прокатки нашла свое применение порошковая проволока ПП-Нп-35В9Х3СФ. Этот материал может обеспечить прекрасную износостойкость, однако его стоимость велика, так как в состав входит 10% дорогого вольфрама. А вот для ремонта рабочих элементов обжимных станов и наплавки коленчатых валов прекрасно подойдет и более дешевая проволока Нп-30ХГСА.

Наплавка валиков со сложными калибрами производится специальными материалами из дисперсионно-твердеющих или мартенситно-стареющих сталей, тогда слой прекрасно поддается механической обработке. Это обусловлено их твердостью, которая составляет 28–35 HRC. После закалки это значение возрастает почти в два раза.
Ручная наплавка металла и сварка: технология, оборудование, виды и способы

Рассмотрим один из традиционно популярных способов восстановления исходной геометрии изношенных деталей. В фокусе внимания – ручная сварка и дуговая наплавка: по какой технологии они проводятся, что за нюансы при этом возникают, есть ли плюсы, минусы, особенности – постараемся дать ответ на каждый вопрос.
Сразу подчеркнем, что данные методы остаются актуальными и продолжают применяться в промышленности даже несмотря на общую склонность к автоматизации. Их используют в труднодоступных местах, куда не забраться при помощи техники, а также для точечных и/или сложных работ. Но главное, что они позволяют с достаточной равномерностью нанести на поверхность слои металла с нужными физико-механическими свойствами и выполнить тем самым ремонт необходимого изделия.

Особенности технологии наплавки ручной дуговой сваркой
Основные условия для ее проведения те же, что и в стандартном случае.
- • Перед выполнением процедуры поверхность детали должна быть тщательно зачищена – так, чтобы на ней не оставалось ни малейшего следа ржавчины, ни одного жирного пятна.
- • Подбор электродов осуществляют в зависимости от того, в каких условиях эксплуатируется восстанавливаемый элемент; наиболее частые варианты – для легированных сталей, или специальные порошковые проволоки – для износостойких покрытий.
- • Источниками питания служат трансформаторы и серийные выпрямители.
Процесс проведения работ сопровождается нанесением валиков. Применять их следует поочередно – так, чтобы предыдущий перекрывался последующим на треть ширины; можно накладывать их так называемым методом поперечных колебаний – точно так же, как при увеличении сварочного шва. Допустимо и создание промежутков с дальнейшим их заполнением (после снятия шлака и зачистки). Главное, чтобы в итоге вся изношенная поверхность была равномерно покрыта слоем, восстанавливающим ее исходную геометрию.
Если же сравнивать технологию с классической соединительной сваркой, ручная наплавка металла обладает одним важным отличием: в ее случае наносимый материал может серьезно отличаться от основного по своему химическому составу. Поэтому так важно правильно подобрать электроды – так, чтобы они помогали обеспечить подходящую структуру (однородную и прочную). Когда достичь этого не удается, стоит отдавать предпочтение другим решениям, например, нанесению легирующих порошковых, пастообразных, брикетных примесей или погружению в защитную газовую среду.
При этом может применяться различная техника, в том числе и автоматическая. Но во всех ситуациях необходимо минимизировать остаточные напряжения, деформации и допуски.
Какие виды наплавок существуют

Рассматривая нами разновидность является далеко не единственной из актуальных технологий. Поэтому уделим внимание и другим вариантам – тоже заслуживающим право на популярность, – а после вернемся к нашему.
Под флюсом – осуществляется с использованием проволок – одной или нескольких, порошковых или сплошных, ленточных или круглых по своему сечению.
В защитном газе – с погружением в среду из водорода, азота, аргона; при этом происходит некоторая переоценка производительности труда – ее измеряют по размерам, площади или массе нанесенного материала.
Вибродуговая – на электрод воздействуют колебаниями с амплитудой в 0,75-1 его диаметра; это позволяет убыстрить процесс и добиться более равномерного распространения восстанавливающего слоя.
Электрошлаковая – покрытие формируется принудительно и строго за проход, с удобной регулировкой, благодаря чему его общая масса может достигать сотен килограммов за час (на габаритных деталях); производительность метода впечатляет.
Плазменная – со сжатой высокотемпературной струей в качестве источника тепла; наиболее распространенный вариант сегодня – горелка прямого действия, хотя также востребованы и комбинированные. В роли присадки можно взять ленту, проволоку, мелкозернистый порошок, причем последний особенно удобен – его легко подавать при помощи газа и просто вдувать, он быстро становится жидким и равномерно растекается по поверхности.
Открытой дугой – выполняется механизированным путем, без использования газовой среды или флюса. Метод достаточно универсальный и поэтому дает возможность восстанавливать даже сложные, вогнутые или выпуклые поверхности, малые диаметры и многое другое. Еще одна сфера, в которой он задействован – упрочнение изделий, подверженных стабильно высоким нагрузкам.

Ручная дуговая наплавка: ГОСТ и технические условия
В результате ее выполнения нанесенный материал может обладать теми же свойствами, что и основной, или другими, изменяя таким образом эксплуатационные характеристики детали. Все зависит от электродов, и если в первом случае они соответствуют межгосударственному стандарту 9467-60, то во втором – уже 10051-62.
В стандартных ситуациях предпочтение отдается стержням «Э» и «Ф» типа. Особенно интересны варианты с фтористо-кальциевым покрытием, из серий У и УОНИ. Потому что они дают мелкозернистый материал, отличающийся высокими показателями ударной вязкости, а это залог отсутствия трещин.
Обратите внимание, технология ручной дуговой наплавки стали зависит от химического состава детали. Если доля углерода в нем не более 0,25%, производить работу можно при любой температуре. Но чем выше процент карбона, тем вероятнее появление закалочных структур в точках термического воздействия. Поэтому изделия, содержащие 0,25-0,5% С, необходимо подогревать до 120-350 0С.
Сколько слоев делать? Это зависит от той общей толщины, которую нужно соблюсти. Важно добиться правильности их распределения – чтобы новый шел по верхней трети предыдущего. Почему? Потому что именно в этом сечении меньше всего пор и посторонних включений, а значит оно лучше всего подходит для создания прочного шва.
При каком токе осуществляется ручная сварка и наплавка деталей? На это влияет целый ряд факторов, в частности, марка и диаметр выбранного электрода, количество, масса и высота итогового покрытия. Чем изделие миниатюрнее, тем меньше должен быть ампераж, и наоборот.
Возникающие в процессе труда деформации можно уменьшить, для этого достаточно принимать одно или несколько (по ситуации) из следующих рациональных решений:
- • подогревать деталь до 200-400 0С;
- • изгибать изделие в обратном направлении;
- • погрузить предмет в воду, но не смачивать рабочую поверхность;
- • симметрично располагать валики (уравновешивая тем самым силовые воздействия);
- • жестко фиксировать заготовку в кондукторе или аналогичном приспособлении – так, чтобы извлечь ее можно было только по завершении остывания;
- • правильно распределять присадку по проблемным участкам, допустим, по спирали, с наложением с обратной стороны, с разбивкой больших плоскостей;
- • снимать внутренние напряжения при помощи высокотемпературного отпуска – с термообработкой при 650 0С.

Как проходит процесс
Ручную дуговую наплавку выполняют с применением плавящихся или нет (графитовых, угольных, вольфрамовых, гафниевых) электродов. Формирование шва в первом случае происходит благодаря взаимодействию наносимого материала и основного металла (поверхности детали), во втором – за счет присадки. 1-й вариант популярнее, так как его можно реализовать в любом пространственном положении, и он подходит для заготовок и элементов какой угодно формы.
Внимание, покрытие стержней может быть самым разным, но на практике наиболее распространены три. Особенности выполнения работ при каждом из них несколько отличаются, поэтому рассмотрим все.
Кислое – это алюмосиликаты, оксиды и раскислители. Когда его составляющие начинают плавиться, выделяется защитный газ. Нюансы следующие:
- • Сварка может осуществляться как под постоянным, так и под переменным током. В обоих случаях поверхность детали подвергается активному воздействию углерода, из-за чего ванна кипит (но это самым положительным образом влияет на качество стыка). Шов получается ровным и плотным, даже если работа проводилась по ржавчине или окалине.
- • Материал зачастую сильно разбрызгивается, в процессе в атмосферу выделяются вредные марганцевые соединения, наблюдается склонность к скорому появлению кристаллизационных трещин. Эти недостатки несколько ограничивают применение электродов ОММ-5, ОМА-2, ЦМ-7 и других из этой же группы.
Основное – это плавиковый шпат, раскислители, мрамор, легирующие добавки вроде ферромарганца. При нагреве происходит диссоциация карбонатов и таким образом обеспечивается газовая защита.
Применение ручной дуговой наплавки с использованием стержней из серий УОНИ, ОЗС, ВН, ВСОР достаточно удобно, так как позволяет получить восстанавливающий слой с малым количеством вредных примесей, но зато с высокой ударной вязкостью и пластичностью (даже при минусовых температурах), стойкий к старению и образованию трещин. Это вариант для соединения жестких конструкций из низколегированных, углеродистых, литых сталей.
Минус в том, что порообразование серьезным образом возрастает, если:
- • увеличить длину дуги;
- • увлажнить контактную поверхность;
- • на кромке изделия появится масло, ржавчина, окалина.
Проводить работу обычно следует при постоянном токе, причем полярность его должна быть обратной. Переменный можно подключать только при введении легкоионизирующих элементов в покрытие (то есть кальцинированной соды, калиевого жидкого стекла, поташа и других добавок).
Рутиловое – это алюмосиликаты, концентрат, ферромарганец, при газовой защите за счет целлюлозы. Используемые стержни (из серии ОЗС, АНО, МР) помогают сформировать ровный шов – при малом разбрызгивании и образовании пор, при хорошей отделимости шлака, – но нуждаются в предварительной прокалке в течение 2-2,5 часов при температуре в 80-120, 200-250 или даже 300-350 0С.

Внимание, техника и технология ручной дуговой наплавки покрытыми электродами предполагает участие основного металла в создании восстанавливающего слоя. Его доля обычно варьируется в диапазоне 0,3-0,45 m – этого достаточно для поддержания устойчивого горения дуги. Эту величину можно снизить (минимизировав тем самым потери исходной геометрии детали) за счет поперечных колебаний – используйте их, и доведете m до 0,25. Но помните, что дальнейшее уменьшение нежелательно, так как вместе с ним будет пропорционально увеличиваться вероятность появления непроваров.
В случае использования графитовых или угольных стержней рекомендуется работать при постоянном токе с прямой полярностью и делать один восстанавливающий слой: чтобы он получился толщиной в 2-3 мм, следует нанести 6-8 мм присадки.
Оборудование для ручной дуговой наплавки
Источником питания может выступать понижающий трансформатор: при малом выходном напряжении он даст большой ампераж, что удобно. Также зачастую выбирают выпрямители: за счет их преобразований вместо стандартных «сетевых» 220 В и 50 А вполне реально получить 600 А при 17-45 В. Инверторные машины тоже достаточно популярны – из-за сравнительно малого веса и размеров. Портативными точками подключения становятся электрические генераторы, но эксплуатировать их довольно дорого, что ограничивает их актуальность.
Специалисту, выполняющему работы, необходимо защитить себя от случайных повреждений – надеть рукавицы и маску со светофильтром «хамелеон», предохраняющую глаза от вредного действия УФ-излучения.
Отдельного внимания заслуживают материалы для ручной дуговой наплавки. Это либо электроды, либо проволоки и ленты, либо твердые сплавы. Первые два варианта мы уже рассматривали, взглянем на третий.
Чаще всего это боридо- и карбидообразующие металлы вроде марганца, хрома, титана, вольфрама, соединенные с железом, никелем, бором, кобальтом, причем как порошковые, так и в литом виде. Характерным представителем первой категории является сталинит, второй – прутковый сормайт.
Случаи, в которых они актуальны:
- • восстановление инструментов станков и производственных механизмов;
- • создание штампов;
- • ремонт деталей, эксплуатируемых в условиях сильного изнашивания.

Режимы ручной дуговой наплавки
Выбирать один из них нужно по целому ряду параметров – дополнительных и основных, в конечном итоге определяющих размеры и качество шва.
Главные характеристики – это:
- • сила тока – в общем случае она должна быть тем выше, чем толще диаметр электрода и основной металл;
- • напряжение (длина) дуги, определяемое как дистанция от конца стержня до поверхности заготовки – важно поддерживать ее короткой и стабильной;
- • скорость – чем быстрее выполняется работа, тем меньше растекания материала, но тем выше риск непровара, поэтому нужно, чтобы процесс происходил равномерно;
- • род и полярность тока – обратная актуальна для тонколистовых и высоколегированных предметов (чтобы не прожечь и не перегреть их), прямая – для массивных деталей.
К дополнительным параметрам относят количество проходов, толщину и химический состав наносимого слоя, местоположение стыка.
Виды ручной сварки и наплавки
Есть сразу несколько параметров, по которым они классифицируются.
Например, существует распространенное деление:
- • по характеру дуги – сжатая (короткая) и свободная (длинная);
- • по типу используемого электрода – с плавящимся стержнем (покрытым) и нет;
- • по воздействию на основной металл детали – прямая, трехфазная, косвенная.
Также их группируют по результату, то есть по восстановленному слою – на:
- М – тонкие;
- С – средние;
- Д – толстые;
- Г – особо толстые.
Отдельно их классифицируют по назначению – выделяют варианты для соединения:
- • низколегированных и углеродистых сталей;
- • легированных и теплоустойчивых;
- • сплавов с особыми свойствами;
- • слоев с нестандартными характеристиками.
Теперь схематически рассмотрим основные способы ручной дуговой сварки и наплавки:
В них используется:
А – угольный электрод (1) и сыпучий сплав (2);
Б – покрытый (1) и легирующий слой (2);
В – вольфрамовый проводник (1) и присадочный пруток (2) в инертном газе;
Г – стержень (1) в защитной среде;
Д – проволока (1) и флюс (2);
Ж – плазмотронная струя (1) и порошок (2), уже спеченный или наложенный;
З – проводник (1), медный ползун (2), заготовка (3), восстанавливающее покрытие (4).
Выбор конкретного варианта зависит от тех специфических условий, в которых проводятся работы, от планируемого результата и от нужной производительности. Но каждый из них реализуется достаточно просто и быстро.
Ручная дуговая наплавка металла: схема
Она выглядит следующим образом:

1 – деталь с основным металлом;
2 – ванна, в которой осуществляются операции;
3 – электрическая дуга определенной длины (желательно стабильной);
4 – проплавленный слой;
5 – восстанавливающее покрытие;
6 и 7 – затвердевший и жидкий шлак соответственно;
8 и 9 – стержень, уже расплавленный (8) и еще нет (9);
Плюсы
- • Работы можно выполнять даже в труднодоступных точках.
- • Не составляет труда соединять между собой самые разные металлы – стали, чугун, титан, цветмет и так далее.
- • Нанести слой вполне реально при любом варианте расположения детали в пространстве, даже если она размещена вертикально или под углом.
- • Техника, инструменты и расходники стоят сравнительно дешево.
Недостатки ручной дуговой наплавки
- • Итоговое качество шва серьезно зависит от мастерства сварщика.
- • Процесс может быть вреден для окружающей среды.
- • Производительность сравнительно низкая – КПД существенно меньше, чем у автоматизированных методов.
- • При постоянном токе часто возникает магнитное дутье, негативно влияющее на струю (отклоняющее ее).
Полезные советы
- Подбирайте металл для покрытия так, чтобы он был тверже основного, а не наоборот, иначе он растрескается.
- Чем больше показатель HRC, тем меньше слоев допустимо наносить: 3 при 50-55 HRC, но лишь 1 при 62-70.
- Характеристики в справочной литературе указываются для уже осажденных материалов и подразумевают, что разбавления не было.
Выводы
Мы рассмотрели, как проводится ручная дуговая сварка, резка, наплавка, покрытыми электродами или присадками. Теперь, понимая всю важность этой работы, вам будет проще выбрать способ, максимально подходящий для вашего случая, например, для восстановления кромок режущих инструментов оборудования. Кстати, сами станки – расточные, фрезерные и другие – вы всегда можете приобрести в нашей компании «Сармат». Оборудование славится особой надежностью и эргономикой.
Читайте также: