Технология сварки двутавровой балки
Обновлено: 20.09.2024
Оценка свариваемости основного металла. Выбор сварочных материалов и способа сварки, оборудования общего или специального назначения. Расчёт технологической себестоимости сварки по всем выбранным критериям. Конструктивный анализ станины контактной машины.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 28.05.2015 |
| Размер файла | 565,2 K |
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Национальный технический университет Украины
“Киевский политехнический институт”
Кафедра сварочного производства
по дисциплине “Сварка плавлением”
Тема: ”Технология сварки двутавровой балки ”
студент 3-го курса
Материал: Сталь 10ХСНД
Тип производства: серийное
В данной курсовой роботе, проводиться технологический анализ по изготовлению ротора.
Данная конструкция применяется в области машиностроения и работает в достаточно агрессивной среде. Поэтому технология изготовления данной конструкции должна соответствовать всем сварочным нормам и стандартам.
В курсовой работе приведены материалы по подбору способа сварки к данной конструкции, проведен выбор сборочно-сварочного оборудования для данной конструкции. В роботе проведен расчет режима сварки, и некоторые экономические показатели.
Конструктивно-технолонический анализ станины контактной машины
сварка балка станина
Изобретение относится к области машиностроения, в частности к роторно-поршневым насосам, компрессорам, гидромоторам и двигателям внутреннего или внешнего (паровой котел) подвода теплоты, применяемым в стационарных установках или на транспортных средствах.
Ротор нагружен динамическими нагрузками, которые возникают вследствие числа оборотов изделия. Изобретение состоит из листов толщиною 12 и 20 мм. Масса машины приблизительно составляет около 70 кг .
Изобретение может быть использовано в роторно-поршневых насосах, компрессорах, гидромоторах, а также в двигателях внутреннего или внешнего подвода теплоты характеризуются воздействием на неё коррозии, естественного колебания температур, зависящего от климатической зоны, например от -10 до +400. учитывая всё предыдущее, станина контактной машины следует отнести к особо ответственному изделию.
Ротор имеет восемь прямолинейных сварных швов, и восемь кольцевых. Все соединения являются тавровыми.
Протяженность швов: 1 и 2 - 529 мм, 3 -230 мм. Доступность всех швов не ограниченна , возможна кантовка изделия. Толщина свариваемого материала : 12 мм.
Оценка свариваемости основного металла
Сталь10ХСНД относится к низкоуглеродистой низколегированной сталям(С=0.24%).
Химический состав стали (по ГОСТ 19282-73) представлен в таблице 1.
Механические свойства стали (по ГОСТ 19282-73) приведены в таблице 2.
Толщина проката ? , мм
Временное сопротивление разрыву, кГ/мм2
Предел текучести, кГ/мм2
Испытание на изгиб в холодном состоянии
Проверим склонность металла шва к образованию горячих трещин при
наиболее неблагоприятном сочетании содержания легирующих элементов и примесей:
Так как HCS металл не склонен к образованию горячих трещин при наиболее неблагоприятном легировании, т.е. при максимальном содержании легирующих элементов и примесей.
Проверим склонность металла шва к образованию холодных трещин:
т.к. больше 0.4… 0.45, то основной металл склонен к образованию холодных трещин.
Однако в реальных условиях такое сочетание элементов маловероятное.
Тем не менее в заводских условиях следует контролировать состав стали по сертификатам.
В целом сталь можно отнести к хорошо сваривающей при среднем содержании легирующих элементов и примесей.
Вероятность образования пор повышается:
с повышением содержания в сварочной ванне парообразующих газов H, CO, N;
с ростом содержания легирующих элементов, которые снижают растворимость H, N в твёрдом металле;
с уменьшением времени существования сварочной ванны.
Водород способствует образованию трещин, уменьшает пластичность металла шва, вызывает рождение пор.
Применение окисляющей защитной среды (флюс, газ) предотвращает образование пор, вызываемых водородом
Выбор способа сварки
Основным критерием по выбору способа сварки является толщина материала и его свариваемость. Проведя роботу по изучению химического состава стали можно видеть что данная сталь имеет хорошую свариваемость.
Наиболее рациональным способом сварки для данного изделия является автоматическая сварка под флюсом. Сущность способа и его преимущиство перед другими способами сварки приведены ниже.
Выбор способа сварки. Табл 3
Материал Сталь 10ХСНД
Очевидно, что при такой толщине и протяженностю швов целесообразно применение способов сварки, как РДС и АП .
Таким образом, для дальнейшего анализа остаются способы РДС, АП.
Окончательное решение по выбору способа сварки можно будет применять после экономической оценки эффективности различных вариантов сварки, включая и специальные.
В нашем случае станину будем кантовать, и потому швы 1,2,3 выполняются в нижнем положении.
Выбор сварочных материалов
Выбор сварочных материалов.
Выбор сварочной проволоки:
Для сварки Стали 10ХСНД рекомендуется использовать сварочную проволоку для способов сварки РДС и АП близкую по хим. составу к основному металлу и содержащую меньшее количество углерода. Такой проволокой являются СВ - 10ХГ2СМА более высокое легирование проволоки будет являться залогом равнопрочности шва основному металлу.
Марка проволоки AS SG3 (российский аналог Св-08Г2С) ГОСТ 2246-70 Классификация по международным стандартам
EN 440 : G42 3CM G4Si 2
AWS A5.18 : ER 70 S-6
Назначение и область применения: проволока сплошного сечения для электродуговой сварки низкоуглеродистых и низколегированных сталей в среде защитных газов.
Положение свариваемых швов: сварка во всех пространственных положениях шва постоянным током обратной полярности.
Вид покрытия: омедненное.
Типичные механические свойства металла шва:
Временное сопротивление, МПа_ _ _ _ _ _ _ _ _ 570
Предел текучести, МПа_ _ _ _ _ _ _ _ _ _ _ _ _ _470
Относительное удлинение, % _ _ _ _ _ _ _ _ _ _ _ 25
Ударная вязкость, Дж/см2 при -30 C _ _ _ _ _ _ 60
Рекомендуемый режим сварки:
Постоянный ток (полярность обратная)
Одобрено: ГОСТ, ISCIR.
Выбор газовой защиты:
Для сварки Стали 10ХСНД рекомендуется использовать газовую смесь СО2 +30% О2 это наиболее универсальная из всех смесей для углеродисто-конструкционных сталей. Он оказывает интенсивное окисляющее действия на жидкий металл, чем чистый углекислый газ . Благодаря этому повышается жидкотекучесть металла, что улучшает формирование шва и снижает привариваемость капель металла к поверхности изделия. Кроме того, кислород дешевле углекислого газа, что делает смесь экономически выгодой.
Смесь СО2 +30% О2 изготовляют из чистых углекислого газа и кислорода с помощью специальных смесителей. Преимущество защитных газовых смесей.
небольшое разбрызгивание металла;
превосходная глубина проплавления;
повышается жидкотекучесть металла;
меньшее потребление сварочной проволоки;
высокая степень скорости сварки;
наибольшая эффективность с точки зрения уменьшения общих затрат на сварку.
Ручная дуговая сварка покрытыми электродами
Марка электрода AS B-268 (Российский аналог УОНИИ-13/55ТЖ) ГОСТ 9466-75
ГОСТ 9467-75Классификация по международным стандартам
EN 499 : E 466 B 22
AWS A5.1 : E 7016-1
Назначение и область применения: сварка углеродистых сталей с пределом прочности до 550 МПа. Характеризуются низким уровнем водорода в обмазке. Рекомендуется для сварки конструкций, эксплуатирующихся в морских зонах, когда требуется высокая ударная вязкость при -30 -40С. Для сварки сталей средней и высокой прочности с гарантированным пределом прочности до 430МПа.
Вид покрытия: основное.
Временное сопротивление, МПа _ _ _ _ _ _ _ _ 460
Предел текучести, МПа _ _ _ _ _ _ _ _ _ _ _ _ _550
Относительное удлинение, % _ _ _ _ _ _ _ _ _ _ _30
Ударная вязкость, Дж/см2 при 0 C _ _ _ _ _ _ 240
-20C_ _ _ _ _ _ _ 220
-40С_ _ _ _ _ _ _ 180
-60С _ _ _ _ __ _120
Сварку рекомендуется производить предельно короткой дугой методом опирания. После зажигания дуги нужно продвинуть её назад на 5-8мм от места возбуждения , получить спокойную ванну и только после этого продолжить сварку. Так же следует поступать при смене электрода или случайном обрыве дуги. Вследствие гигроскопичности покрытия электроды перед сваркой рекомендуется прокаливать при температуре 350єС в течении часа.
Выбор стандартной или разработка не стандартной подготовки кромок
Согласно ГОСТ - 14771-76, ГОСТ 5264 - 80 тип сварного соединения определяется его поперечным сечением, а вид продольным. При изготовлении данного изделия мы имеем дело с трема тавровыми швами.
- соединением Т3 по ГОСТ - 14771-76
подготовленных кромок свариваемых деталей
шва сварного соединения
b=0+-1.5 mm, е=R=12 mm.
- соединением Т3 по ГОСТ 5264-80.
S=12mm, S1=16…20 mm. b = 0
Из следующего списка для АП и РДС выбираем разработку кромок Т3 и Т3,
Расчёт режимов сварки
Методика расчета режима ручной дуговой сварки
Из предыдущих этапов проектирования технологии находим исходные данные для расчёта режима сварки под флюсом.
Основной металл - сталь10ХСНД
Сварочные электроды - AS B-268 (Российский аналог УОНИИ-13/55ТЖ) ГОСТ 9466-75
Тип соединения - тавровое, прямолинейное и кольцевое .
Показатели режима ручной дуговой сварки покрытым электродом следующие: dэ ; Iсв; U св; V св; n,род и полярность тока, вид покрытия электрода, температура предварительного подогрева металла.
Подготовка исходных данных:
Конструкторская и технологическая документация: чертеж изделия, требования по технологии сварки.
Степень ответственности сварного соединения: вид и уровень воспринимаемых нагрузок, условия эксплуатации;
Условия сварки: стационарные;
Характеристика сварных соединений: соответствие стандарту ( ГОСТ 5264 - 80, ГОСТ 11534 - 80 ; для нестандартных соединений параметры разделки кромок и шва устанавливаются по чертежу изделия, по возможности приближая их к стандартным.
Расчет режима сварки:
Так как шов однопроходной то диаметр электрода необходимо определить для заполняющих dэз проходов.
Рассчитываем диаметр электрода заполняющих проходов по формуле
Однако при сварке в вертикальном положение ограничение dэ « 4мм.
Сварочный ток: рассчитываем по формуле.
По табл. 8 и 9 для электродов с основным типом покрытия и вертикальным положение шва находим Kiтп = 203 , Kiпш=0,76..0,78 и Kiпш=0,85..0,82 -( которые находятся в методических указаниях №2).
Рассчитываем сварочный ток заполняющих проходов таврового соединения:
Іуз=(203)*( 0,85..0,92)* dэ1,4=(17..23)*0,8*41,4=94…128 А
Так метал толстолистовой, принимаем сварочный ток по верхнему пределу:
Напряжение сварки для электродов основного типа рассчитываем по формуле.
U уз=12 +0,4* Iсв / dэ =12+0,4*128/4=24,8 В принимаем U уз=25 В.
Общее количество проходов. Так как шов однопроходной, то рассчитывать количество проходов не будем.
Скорость ручной дуговой сварки зависит от вида сварного соединения, марки стали, марки электрода, положения шва при сварке.
Для электродов AS B-268 (Российский аналог УОНИИ-13/55ТЖ) по каталогу находим бн=9.5 г/(А*ч)= 2.64*10-3 г/(А*с),
Рассчитываем V ск для заполняющего прохода таврового соединения
V уз=н . Iсв / Fн .н =2,64*10-3 *128/40*7,8*=1,08 мм/с (3,9м/ч)
где н - коэффициент наплавки (г/А.ч); .н - плотность наплавленного металла: для углеродистых сталей =7,8 г/см3.
Расчёт режима в дуговой сварки в СО2 по размерам шва.
Подготовка исходных данных.
Из технологического анализа сварочного изделия установлено, что основной металл - сталь10ХСНД толщиной 12 мм. Сварка механизированная осуществляется проволокой AS SG3 в нижнем положении. Шов тавровый однопроходный.
Определяем глубину проплавления:
Диаметр электродной проволоки:
Расчетному диапазону соответствуют стандартные диаметры 1.4; 1.6. Так как положение шва нижнее, можем принять большее значение: dэл=1.6мм.
Для расчёта скорости сварки выбираем в таблице значение Кн= 1150
Полученное значение не выходит за пределы ограничений для автоматической сварки 4…10 мм/с и поэтому его можно оставить и не делать перерасчёт при более низкой ширине шва.
Для расчёта сварочного тока по таблице для dэл=1.6мм находим коэффициент Кі=460
Ісв= Кi·hн1.32/e1.07=234,57 А
Проверяем соответствие полученного тока требованиям при сварке в нижнем положении. Следовательно, Ісв= находится в пределах допустимых значений: Ісв?180· dэл1.5=264А
Uсв=14+0.05· Ісв=14+0.05·235=25,75 В.
Вылет электродной проволоки:
Скорость подачи электродной проволоки определяем по формуле:
Vэл=0.53·Iсв/dэл2+6.94·10-4·Ісв2/dэл3=0.53·235/1.62+6.94·10-4·2352/1.63= 58 м/с.
Рассчёт защитного газа:
Точность подготовки деталей к сварке, их чистота и качество сборки оказывают весьма существенное влияние на несущую способность и экономичность сварной конструкции. Недостаточно тщательное выполнение заготовительных и сборочных операций приводит к резкому возрастанию вероятности появления дефектов в сварных соединениях и в конструкции в целом. Анализ дефектов, возникающих при сварке, однозначно показывает, что значительную долю брака следует отнести за счет плохого качества подготовки и сборки. Исправление брака в готовом изделии не всегда приводит к полному восстановлению заданных свойств сварного соединения и является трудоемкой и технически сложно выполнимой операцией.
Отсюда очевидно, что значительно рациональнее устранять дефекты, появившиеся при заготовке и сборке, до проведения операции сварки. Однако не следует предъявлять излишние и подчас трудновыполнимые требования к точности заготовок и их сборке под сварку, значительно удорожающие изготовление конструкции. Применяемые на практике способы сварки позволяют получать качественные сварные соединения при некоторых допустимых колебаниях точности заготовки деталей и сборки.
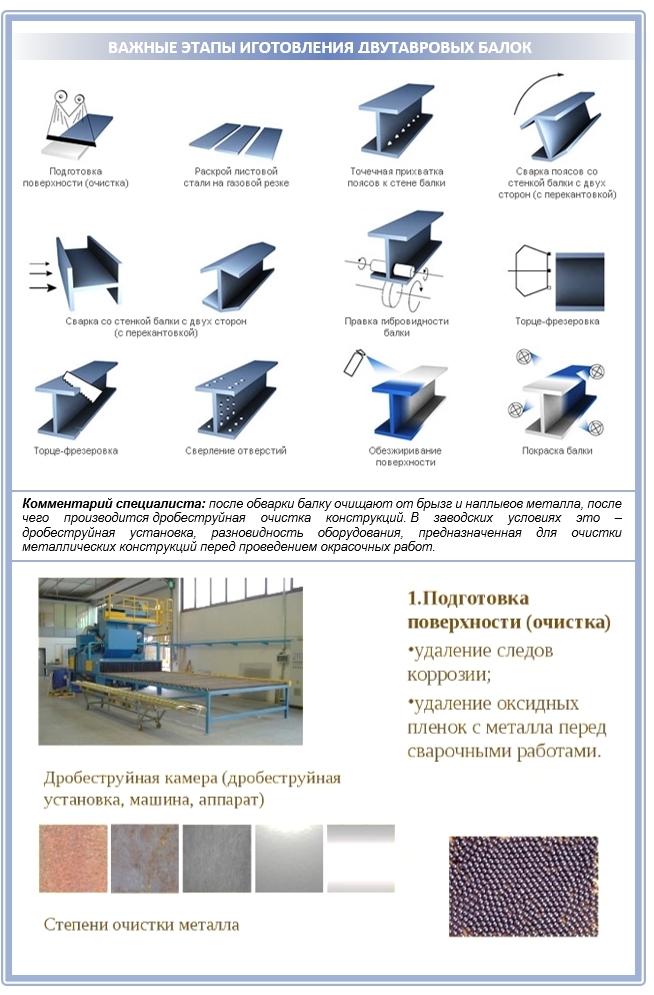
Основной металл до сборки в местах сварки должен быть очищен от ржавчины, масла, влаги, рыхлого слоя окалины и других загрязнений, могущих привести к образованию пор и других дефектов в швах. Особо тщательно следует зачищать торцы соединяемых элементов.
Зачистку производят до сборки узла механически (пескоструйным или дробеструйным способами, металлическими щетками, абразивом) или химически (травлением, газопламенной очисткой). Следует удалять с поверхности металла рыхлый слой ржавчины и окалины, а также грязь и лед даже в том случае, если загрязнение расположено вне места сварки. Это необходимо для того, чтобы при транспортировке и кантовке конструкции загрязнения не попали в место расположения будущего шва. Зачистка собранного узла в большинстве случаев безрезультатна, так как не достигается основная цель - очистка свариваемых кромок, а иногда даже и вредна в связи с тем, что продукты зачистки, попадая в зазор (особенно после сварки первого шва таврового соединения), задерживаются там. Имеет смысл только прожигание места сварки газовым пламенем или продувка сухим сжатым воздухом непосредственно перед сваркой. При этом удаляются попавшие в зазор уже после сборки влага и грязь.
Сварке всегда предшествует сборка конструкции, т. е. установление и фиксация деталей в предусмотренном проектом положении. Сборка под сварку является одной из трудоемких и наименее механизированных операций. Она должна обеспечивать возможность качественной сварки конструкции. Для этого необходимо выдержать заданный зазор между соединяемыми деталями, установить детали в проектное положение и закрепить между собой так, чтобы взаиморасположение деталей не нарушилось в процессе сварки и кантовки, а если необходимо, и транспортировки. Должен быть обеспечен свободный доступ к месту сварки.
В подавляющем большинстве случаев взаимное расположение деталей перед дуговой сваркой фиксируется при помощи коротких отрезков швов- прихваток.
Выбор сварочного оборудования общего или специального назначения
Выбираем установку для сварки в среде защитных газов:
Технические характеристики, которых приведены в таблице:ВДУ-601С
Выпрямитель предназначен для сварки плавящейся электродной проволокой малоуглеродистых, легированных и коррозионно-стойких сталей в среде защитных газов на постоянном токе. Существует плавная регулировка сварочного тока. Выпрямитель универсальный, так как имеет два вида внешних характеристик: жесткие и падающие. Преимущества:
Легкое зажигание и устойчивое горение дуги.
Наличие термозащиты от перегрузки.
3. Дистанционное регулирование сварочных параметров с помощью пульта.
Наличие розетки 36В для питания подогревателя газа. Класс изоляции Н по ГОСТ 8865 70
Как сваривать двутавровые балки
Стальные балки, имеющие в поперечном сечении форму двутавра, сконструированы для универсального применения в машиностроении и строительстве. При изучении характера напряжений, возникающих в нагружаемых изделиях, имеющих сплошное сечение, была выявлена неравномерность их распределения.
Были определены участки сечения деталей, имеющие наибольшие значения напряжения. В результате этого возникла идея создания изделия с такой формой сечения, где масса металла сконцентрирована в наиболее нагруженных участках. Так появилось двутавровое сечение.
Изготовление и применение
Благодаря способности выдерживать большие нагрузки на изгиб в разных плоскостях, на сдвиг и кручение, стальные двутавровые балки составляют основу несущих конструкций быстровозводимых каркасных зданий и потолочных перекрытий.
Внутрицеховые грузоподъемные механизмы (кран-балки и мостовые краны) перемещаются по направляющим, изготовленным из балок двутаврового сечения.

Изготовление двутавровых балок осуществляется двумя способами:
- методом проката цельных отливок. Такие двутавровые балки называются горячекатаными;
- электродуговой сваркой предварительно раскроенных листовых заготовок, в результате чего получают сварную сборную двутавровую балку.
Горячекатаные двутавровые балки производятся на прокатных станах металлургических предприятий. Такая технология позволяет получить цельное изделие, не содержащее швов и обладающее высокой прочностью.
Сборку и сварку двутавровой балки осуществляют на автоматических линиях. Такая балка незначительно уступает цельнокатаной по прочности, но может быть выполнена по специальному заказу, с учетом требований конкретного проекта.
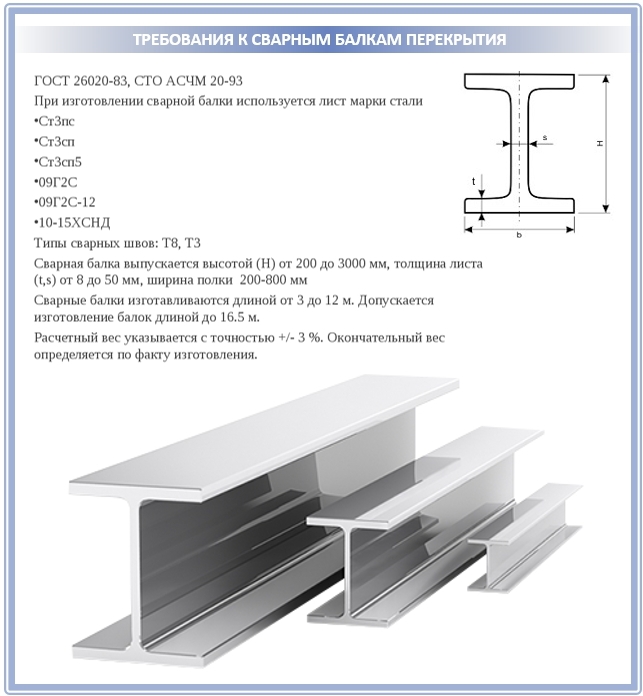
Производство горячекатаной двутавровой балки осуществляется в соответствии с ГОСТ 26020-83, сварной двутавр производители выпускают по своим собственным техническим условиям (ТУ).
Технология производства
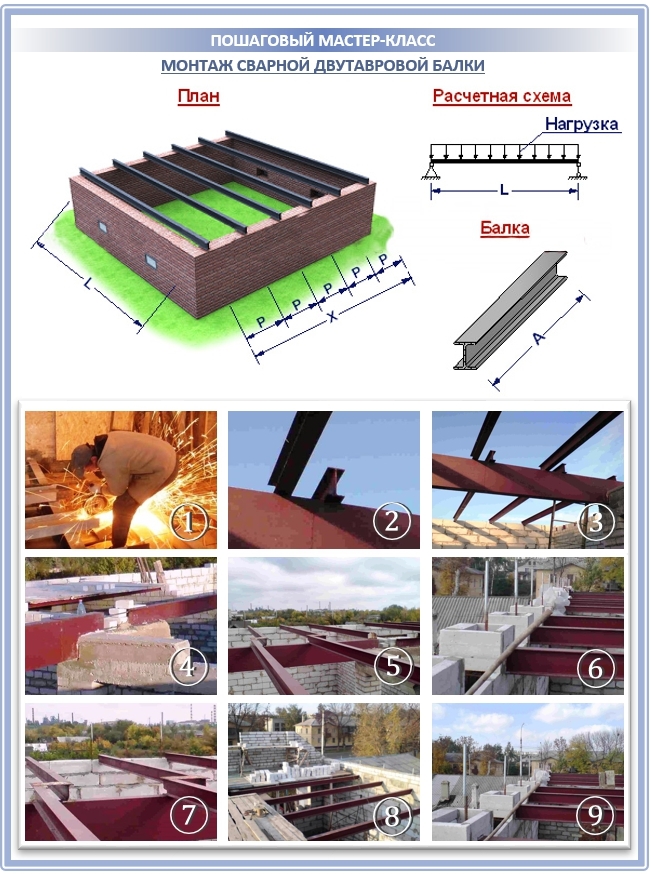
В типовом варианте, двутавровая балка получают из трех листовых заготовок: стенки и двух полок, привариваемых к её торцам под прямым углом. Изготовление осуществляется на специализированных сборочных линиях, настроенных на выпуск балки определенного размера.

Заготовки перемещаются на специальных катках и предварительно закрепляются в нужном положении зажимными устройствами, оснащенными гидравлическим или пневматическим приводом.
На зафиксированном зажимным устройством участке собираемой балки делаются прихватки сваркой по поясному шву. После этого, балка перемещается по каткам, вновь закрепляется, и сваркой прихватывается следующий ее участок.
Поясной шов проваривается окончательно после того, как вся конструкция оказывается предварительно скреплённой сварными прихватками.
Сварка тавровых соединений стенки с полками осуществляется в автоматическом режиме под слоем флюса. Процесс автоматической сварки может выполняться разными приспособлениями. Это могут быть сварочные манипуляторы, горелки которых варят, перемещаясь по заданным траекториям посредством шарнирных соединений с несколькими степенями свободы.
Также могут применяться более простые устройства типа самоходных сварочных тракторов, гораздо больше подходящих для создания прямолинейных соединений.
Еще один класс устройств, способных автоматически сваривать поясные швы двутавровых балок, это консольные или портальные установки. В их состав, кроме собственно сварочного оборудования, входит аппаратура слежения и контроля качества сварного шва, а также устройства подачи флюса и последующей очистки шва от его остатков.
Такие установки осуществляют сварку под оптимальным углом, составляющим 45 °, чем обеспечивается наиболее благоприятное расположение сварочной ванны, и соответственно, высокое качество сварного шва.
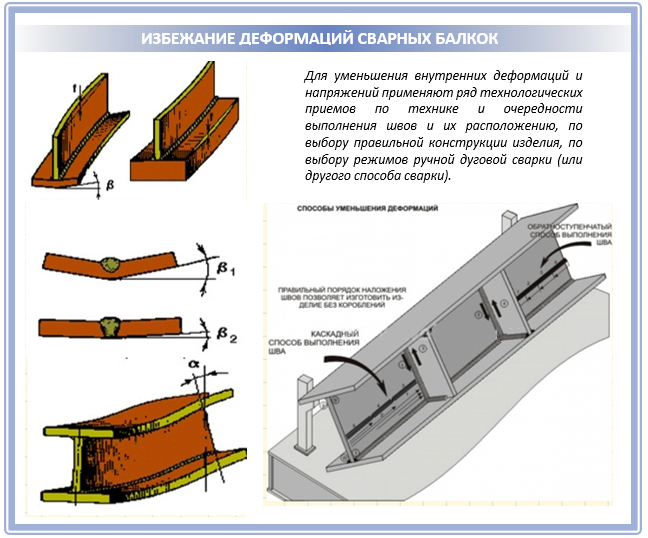
Интенсивный нагрев заготовок в процессе сварки приводит к короблению полок. По этой причине процесс сборки двутавровых балок включает процедуру их выравнивания, осуществляемую на специальных машинах для исправления грибовидности.
На завершающей стадии изготовления производится фрезерная обработка торцов изделия.
Замена швеллерами
На практике при возведении строительных конструкций для получения двутаврового сечения иногда используется сварка швеллеров между собой. Если швеллеры применяются взамен предусмотренных проектом двутавровых балок, такая замена должна согласовываться.
Согласование использования альтернативного материала отражается изменениями, вносимыми в соответствующие разделы рабочего проекта. Возможность замены определяется по результатам поверочных расчётов на прочность, выполняемых проектировщиками.
Способ применяемой сварки швеллеров между собой также определяется расчётом. Это может быть сварка непрерывным или прерывистым швом, либо с применением соединительных накладок.
При сварке швеллеров непрерывным швом, в результате температурных деформаций металла, может произойти скручивание профиля. Избежать этого явления можно, применяя специальные струбцины, а также, накладывая сварочные швы небольшими участками, чередуя при этом стороны соединяемых профилей.
При необходимости удлинить такую конструкцию, осуществляют сварку швеллеров встык. Места стыковых сварочных швов швеллеров, образующих двутавр не должны совпадать друг с другом. Для усиления конструкции сварной шов можно укрепить с помощью накладки.
Способы соединения двутавров
При осуществлении монтажа балочных конструкций выполняются сварные соединения элементов в различных сочетаниях. Среди них можно выделить типовые способы соединение двутавровых балок.
Встык

Для соединения способом «встык» свариваемые фрагменты стыкуют предварительно обработанными торцами. Обработка состоит в том, что на торцевых срезах выполняют угловые скосы для более глубокой проварки соединения.
Учитывая несущие функции двутавровых балок, их соединение не ограничивается выполнением торцевых швов. Для усиления участка стыковки обычно применяют четыре накладки – по одной на каждую из полок, и по одной на каждую из сторон стенки.
Накладки представляют собой прямоугольники из листового металла. Они накладываются поверх соединительного шва, затем привариваются по периметру. Накладки на полки делают на всю ширину полки двутавровой балки, накладки на стенку – на всю высоту стенки.
Под прямым углом
Такое соединение осуществляется между главной и второстепенной несущими двутавровыми балками каркасной конструкции, находящимися на одном уровне. В этом соединении главная балка служит опорой второстепенной.
Сварочные работы выполняются в следующей последовательности. В верхней полке главной двутавровой балки делают вырез в форме равнобедренного треугольника с углом, близким к прямому.
Верхняя полка второстепенного двутавра вырезается под вставку в треугольный вырез главнойдвутавровой балки, а нижняя его полка срезается на величину половины ширины.
В результате должно получиться следующее. Плотное совмещение вырезов верхних полок двутавров, стыковка торца стенки второстепенной двутавровой балки с боковой поверхностью стенки главного двутавра и прилегание среза нижней полки второстепенной двутавровой балки к полке главного двутавра.
Полученное таким образом совместное закрепление заподлицо двух перпендикулярных двутавровых балок усиливается привариваемой снизу листовой накладкой.
Сваривание двутавра со швеллером под прямым углом

Это соединение выполняется, если второстепенной двутавровой балкой служит швеллер. Если стенки двутавра и швеллера одинаковы по высоте, можно поступить следующим образом.
Верхняя полка швеллера срезается род углом 45 °, на верхней полке двутавровой балки делается аналогичный по форме вырез. Нижняя полка швеллера отрезается с таким расчетом, чтобы при стыковке срез совместился с нижней полкой двутавра, а стенка швеллера уперлась в стенку двутавра. Так же, как и в предыдущем случае, соединение укрепляется накладкой снизу.
Инженерная мысль не стоит на месте. Кроме описанных технологий сварки могут применяться вновь созданные, на смену устаревающему сварочному оборудованию приходит обновленное, модернизированное или принципиально новое. Не исключено, что и традиционная сварка когда-нибудь уступит место другой технологии неразъемных соединений.
Сварная двутавровая балка: самостоятельный расчет, изготовление и монтаж
Применяется металлическая сварная двутавровая балка для возведения конструкций и перекрытий уже давно. Но до этого времени в России ее применение было жестко ограничено сферой промышленного строительства, т.е. когда возводятся действительно грандиозные конструкции, которым все должно быть нипочем.
И только в последние годы стали появляться такие виды двутавровых балок, которые действительно можно применять при строительстве новые дома обычного жилого дома. Вы задумываетесь именно о таком перекрытии? Тогда мы поможем вам изучить все особенности его изготовления!
Содержание
О новой технологии частного домостроения
Сегодня производство сварных двутавровых балок запущено по всей стране, и востребовано даже в частном домостроении. А всему этому виной новые дизайнерские и архитектурные решения! Их современные объемные планировочные проекты требуют особого качества несущего каркаса и надежного перекрытия, которое будет наиболее эффективным при больших пролетах – от 7 метров.
Вы наверняка, замечали насколько загородные коттеджные дома и подобные им постройки по своему только внешнему виду отличается от исконно русской избушки. А вот теперь представьте, насколько отличается их архитектура и принципы строительства! Вот почему стальные двутавровые балки сегодня стали активно применяться для перекрытия пролетов от 4 до 18 м, а для их производства используется как углеродистая, так и низколегированная сталь, которая гарантирует нужные качества и прочность.
Для изготовления таких балок даже существует свой ГОСТ и необходимые сертификаты. Касательные напряжения у них принимаются сплошными стенками, а сжимающие и растягивающие напряжения равномерно распределяются по длине. Чтобы вам было более понятно, роль у такой вертикальной стенки по сути та же, что у зигзагообразной решетки в металлической ферме. Хотя на первый взгляд такие балки не выглядят слишком прочными или монолитными:
Что собой представляет сварной двутавр?
По своему типу сечения двутавровые металлические балки сегодня принято делить на прокатные или составные, которые называются еще сварными. Сварная двутавровая балка – это особый вид фасонного металлического проката в форме наклонного или горизонтального бруса. Изготавливают ее сегодня из углеродистой и низколегированной стали, обязательно высокого качества.
Давайте перечислим основные преимущества двутавровых сварных балок:
- Перекрывают большие пролеты со значительным нагрузками.
- Идеально перераспределяют горизонтальные и вертикальные нагрузки.
- Прекрасно работают на изгиб благодаря жесткости профиля балки.
- Не горят и не теряют свою несущую способность при нагревании даже достаточно высокими температурами.
- Устойчивы к биологическим воздействиям.
- Отлично подходят для строительства конструкции быстровозводимых зданий.
- Позволяют значительнее снизить массу всей конструкции, по сравнению с горячей корнями.
- Изготавливаются также с полностью ассиметричным сечением.
Вот почему такие сварные балки используются сегодня и в строительстве жилых домов, и для промышленных комплексов, и даже для мостов и тоннелей. Казалось бы, что такая балка будет слишком тяжелой для частного домостроительства, но на самом деле применение стальных двутавров позволяет в итоге сократить общий вес несущих конструкций. Но помните, что в отношении к перекрытию из сварных стальных двутавров существуют свои строгие требования:

Преимущества сварного метода производства балок
Сегодня металлические двутавровые балки для строительной сферы изготавливают двумя основными способами: горячекатным и сваркой. Сварная двутавровая балка обладает большими преимуществами по сравнению с прокатной. У нее и прочностные характеристики лучше, а масса при этом ниже на целых 30%. И все благодаря тому, что расчет сварной двутавровой балки предполагает грамотное сочетание разных марок стали. Вот почему сварная балка в промышленном изготовлении получается дешевле, чем горячекатаная.
Также по себе сварка как метод хороша тем, что при помощи нее балки из металла можно делать самых разных размеров, даже высотой до 4 метров и более, а ведь это все невозможно провернуть с горячекатными балками. Кроме того, только таким методом реально изготовить балку с разной шириной по всей длине.
Зачем создавать балки с переменным сечением, спросите вы? Дело в том, что такие балка куда более экономна, чем полки с постоянным профилем. Ведь даже человек, который далек от строительства понимает, что в разных местах балки после ее монтажа должно будет воздействовать разное напряжение: где-то она почти не нагружена, а где-то работает на износ. Вот в таких «важных» местах ее делают потолще, а где можно – рационально экономят на материале.
Кроме того, если мы говорим конкретно о сварной балке, то для ее изготовления задействуют самые разные сорта стали. Этот прием позволяет уменьшить металлоемкость. Почти вся балка состоит из обычной стали, а самая ее напряженная часть – из стали повышенной прочности, а наименее напряженная – из низкоуглеродистой стали. Благодаря всему этому стоимость балки при этом снижается на 5%, что достаточно ощутимо.
Расчет и изготовление сварного двутавра
Качественная саварка двутавровых балок для перекрытия потребует от вас большого внимания и ответственности. Вам нужно будет рассчитать все предстоящие нагрузку на конструкцию в общем и на места соединения сами балок.
На одно только проектирование и планирование двутавровых металлических сварных балок уходит очень много времени. А поэтому мы рекомендуем вам ориентироваться на габариты и предназначения готовой продукции от производителей.
Современный рынок предлагает достаточно большое многообразие размеров готовых двутавровых балок со своими обозначениями и видами. Габариты балки определяют по номеру, который указывает расстояние между внешними гранями, параллельными друг другу.
Например, маркировкой К обозначает колонны и балки, которые должны выдерживать огромные нагрузки. Учитывайте, что существует также определенный вид балок, который применяется не для перекрытий, а для создания только тяжелого оборудования и машин. У таких балок свои нормативы изготовления и свойства.
Для меньших нагрузок подходят широкополочные конструкции. И прочность таких балок будет напрямую зависеть от длины, формулы поперечного профиля, задействования сырьевой базы и способов изготовления, т.е. технологии металлопроката. Вот стандартная сварная балка для частного домостроения:
Вот параметры стальных сварных двутавров для изготовления таких балок:

Как самостоятельно сварить балку?
Если у вас есть уже какое-либо опыт работы с подобным материалом, и вы хотите изготовить сварные балки для строительства своего дома самостоятельно, в качестве основы вам понадобится легированный стальной лист. Горячекатный метод изготовления в домашних условиях довольно сложен, поэтому вам действительно больше подойдет сварной. Это ответственная задача, поэтому если у вас есть возможность, рациональнее сразу пригласить опытного сварщика.
После того как будут готовы отдельные элементы, произведите сборку конструкции выбранным методом сварки. Сначала вам нужно будет установить вертикальную стенку и закрепить ребра жесткости и придавить все хомутами. Готовую балку обязательно нужно защитить специальным покрытием, чтобы в условиях агрессивной среды у нее не пошла коррозия.
Как избежать деформации?
Если допускать ошибки в процессе изготовления, то можно столкнуться с такими неприятными деформациями балки, которые в будущем значительно усложнят процесс монтажа:
Поясним подробнее. Ваша главное ваша задача при изготовлении сварных балок состоит в том, чтобы потом состыковать потом детали так, чтобы шов не работал на растяжение.
Еще учитываете такой немаловажный факт, что сама сварка дает некоторое напряжение в балке, и это не всегда заметно глазу. А поэтому желательно сразу же не приваривать к ней следующую деталь. Просто слегка выгоните шов назад, и балка будет ровной.
Сравнения: чтобы избежать каких-либо деформаций балки, особенно для обустройства междуэтажного перекрытия, в заводских условиях ее подвергают специальной обработке:

Если вы беретесь за изготовление такой балки самостоятельно, вам помогут во всем разобраться такие этапы:
Узлы крепления сварных двутавровых балок
Итак, теперь давайте разберемся с опорными узлами металлических двутавровых балок. Опирание их на стальную колонну (опору) может быть жестким или шарнирным, то есть подвижным.
Само соединение готовых сварных балок между собой в процессе монтажа можно осуществлять двумя способами:
- Первый из которых заключается в том, что двутавры приваривают сначала к специальной пластине, а сварку осуществляют уже по контуру профиля при помощи угловых швов. Преимущество именно этого метода в том, что не приходится разделять кромки балок.
- Второй способ заключается в том, чтобы использовать накладки, которые монтируются симметрично к продольной оси, обрезаются и обвариваются косыми швами. Благодаря этому получается избежать проблем с наложением сварного шва по всей стороне накладки. Этот метод сварки пододит для конструкций с незначительной нагрузкой в будущем, т.е. как раз для строительства частного жилого дома.
- Также сварные балки можно соединить болтовым соединением – это разъемный метод, который нужен для того, чтобы в конструкции отсутствовало остаточное напряжение, а сама конструкция перекрытия была стойкой к ударным и вибрационным нагрузкам. А также тогда, когда нет возможности пригласить профессионалов-сварщиков.
Вот интересное видео сравнения обоих видов соединения балок:
Как вы уже поняли, в большинстве случаев металлическую сварную балку соединяют при помощи сварки, реже болтами и еще реже – на заклепки. Все это напрямую влияет на стоимость монтажа таких балок.
Что касается заклепок, работа с ними наиболее трудоемкая, хотя порой, к сожалению, не обойтись без таких элементов. Например, если балка будет постоянно подвергаться вибрации (будет использоваться такое оборудование), тогда нельзя ее слишком жестко связывать с конструкцией.
Если же вы собираетесь соединить всю металлоконструкцию болтами, тогда:
- Вам понадобятся крепежные изделия с нормальной и повышенной точностью. Только в местах тех соединений, где будет нагрузка на срез, нельзя использовать болты нормальной или грубой точности.
- Вам нужно будет заранее проделать просветы на балке (или заказать подобное еще на производстве) так, чтобы внешний диаметр самого отверстия был больше внешнего диаметра болта всего на 2-3 мм. Такая конструкция будет стойкой к деформации, да и сборка в общем попроще.
- Соединение с болтами повышенной точностью хорошо подходит для труднодоступных мест, где невозможны заклепочные соединения. Но здесь диаметр отверстий нужно сделать больше уже на 0,3 мм, чтобы крепеж мог легко выдерживать предстоящую нагрузку.
Итак, рассмотрим теперь такой важный этап, как варка главной балки со второстепенной. Делайте все шаг за шагом:
- Шаг 1. В верхней части основной балки сделать треугольный вырез точного размера.
- Шаг 2. Приварить накладку к нижней части основной балки.
- Шаг 3. В нижней части вспомогательной балки сделать вырезы, которые будут равны половине ширины нижней части основной балки.
- Шаг 4. Теперь верхнюю часть второстепенной балки нужно сформировать в треугольную форму, такую же, как была вырезана в верхней части главной балки.
- Шаг 5. Далее осуществляем монтаж: сначала главной балки, затем второстепенный, и все это – методом использования накладки.
- Шаг 6. И, наконец, последний этап – это монтаж примыкания верхних частей и стенок, где к нижним частям балок тоже приваривается накладка.
Закрепить металлические двутавры между собой вы также можете методом болтового соединения. Это способ необходим тогда, когда время от времени вам придется осуществлять монтаж или демонтаж конкретного узла. Преимущество такого соединения в том, что в конструкции не будет остаточного напряжения. Что уже само по себе хорошо, ведь тогда перекрытие окажется более устойчиво к ударным нагрузкам, и, кроме того, для создания узла вам не понадобится приглашать профессионального сварщика.
Жесткий узел: для статических нагрузок
Т.е. балка может опираться сверху, прямо на центр профиля колонны или же балку крепят сбоку. Тогда в колоне возникает но только сжимающая нагрузка, но действие всех сил, поэтому ту приходится делать более крепкой и надежной, а это уже перерасход металла.
Иногда также через пролет приходится класть две балки, тогда их соединяют между собой при помощи болтов и между двумя ребрами устанавливают пластины. При этом важно помнить, что металлы подвержены тепловому расширению из-за перемены температур, а потому нужно оставить небольшое расстояние для их малозаметного движения.

Чтобы передать поперечную силу давления, ребро балки ставится так, чтобы при монтаже она была прямо над полкой колонны. При этом балку соединяют с колонной при помощи специальной накладной пластины, и желательно сразу же с обеих сторон. Но так, чтобы не создавать слишком жесткого узла.
Вот хороший пример, как сочетают сварные балки на двух пролетах, чтобы не создавать точечного напряжения на промежуточную стену перекрытия:
Чтобы создать жесткое соединение балки, вам необходимо будет болтовое соединение или сварочное:
Шарнирный узел: для динамических нагрузок
Теперь о шарнирном опирании сварной балки. Создается оно при помощи опорного ребра на опорном столике, куда будет передаваться вся нагрузка. Сам столик вам нужно будет сделать из листовой стали.
Приварите столик по трем сторонам балки и сделайте его ширину при этом больше на 2-3 см, чем ребро балки. Так опорное ребро должны полностью лечь на опорный столик.
Дополнительные функции двутавра в частном домостроении
Сама перекрытие вовсе не обязательно должно состоять только из металлических двутавровых балок. Нередко их используют только в самых напряженных местах, а между металлическими частями устанавливают деревянные двутавры.
Почему так? Дело в том, что для сварки нужна высокая квалификация рабочих. Далее, в обычной литературе и интернет-сайтах нет того многообразия узлов и готовых схем конструкции для установки такого перекрытия, здесь действительно требуется грамотный инженер, и даже мы даем только рекомендации. Кроме того, металл обходится недешево. Да и качество сварки очень важно. Она должна работать долго, даже в условиях коррозии или перемены нагрузок.
Поэтому вот такой вариант не только имеет право на жизнь, но и достаточно практичен:

И, наконец, металлическая двутавровая балка нередко служит дополнительным функциональным элементов, который в любом хозяйстве имеет ценность:
Сварная двутавровая балка – тонкости производства
В настоящее время балка двутавровая сварная прочно вошла в строительную сферу, потеснив стандартные балки, элементы которых скреплялись между собой множеством болтов, штырей и заклепок, утяжелявших конструкцию зданий.
1 Сварная двутавровая балка – выгоды применения
Экономическая выгода от применения сварных двутавров для возведения сооружений и зданий дает возможность строительным предприятиям снижать себестоимость работ, гарантируя при этом уникальную надежность строений. Использование таких балок, как и разных видов швеллеров, обеспечивает оптимальную форму сечений и опор отдельных строительных элементов, снижающих общий вес конструкций из металла.

Каркасы из двутавров характеризуются очень высокой прочностью, как, впрочем, и любые другие элементы зданий – рабочие площадки, эстакады, межэтажные перекрытия и так далее. На данный момент сварные балки без преувеличения незаменимы при строительстве быстровозводимых сооружений, а также в сфере машиностроения. Популярность изделиям добавляет и то, что технология их изготовления весьма экономична. Производить сварные двутавры можно и мелкими партиями, и серийно.

В первом случае применяется малоэффективная, достаточно-таки примитивная оснастка, что ведет к удорожанию себестоимости готовой продукции.
Зато серийное изготовление сварной двутавровой балки на автоматических станах либо на поточных технологических линиях – экономически очень и очень выгодный процесс. Именно о серийном производстве двутавров на поточных производственных линиях, которые обычно оборудуются множеством специальных установок и приспособлений, обеспечивающих непрерывность процесса, мы и поговорим.
2 Производство сварной двутавровой балки
Данный процесс осуществляется в несколько последовательно идущих друг за другом стадий, каждая из которых на сегодняшний день идеально отработана:
3 Сварка балок двутаврового сечения
Вид сборки двутавра определяется конструкцией и характером выбранного способа сварки поясных швов изделий, а также тем, какие приспособления используются. Как правило, поясные длинные швы на сборочных предприятиях сваривают автоматами под флюсом. Сначала изделие собирается из стенки и поясов, являющихся основными его элементами, затем производится скрепление его поясных швов.
После этого монтируются ребра жесткости, и осуществляется непосредственно сварка двутавровой балки (вручную либо с помощью полуавтоматического оборудования). Финальная сборка двутавра выполняется в специальном кондукторе или с применением прихваток и хомутов. В тех случаях, когда изделия изготавливают на автоматизированных линиях, технология сварки двутавровой балки становится менее затратной, причем получаемая продукция отличается идеальной надежностью.

Популярность использования жидкого флюса обусловлена тем, что он значительно улучшает процесс сварки. Нерасплавленный флюс находится под давлением. Это обеспечивает отсутствие явлений разбрасывания и разбрызгивания жидкого металла, что гарантирует беспроблемное образование качественного сварочного шва при высоких (до 4 тысяч Ампер) показателях силы тока.

При сварке открытой дугой из-за разбрызгивания и угара может теряться до 30 процентов металла. Если же выполняется сварка двутавровых балок встык под флюсом, потери составляют от силы два процента, а иногда и меньше (около 1 %). Кроме того, когда горячий металл остывает под флюсом, улучшается выход газа из-под его слоя за счет более медленного охлаждения расплавленной композиции.
4 Виды сварочных установок для сварки двутавров
Несомненно, наиболее оптимальным является процесс автоматического производства и сварки балок двутаврового сечения. Он гарантирует малые затраты на материалы, требуемые для сварочных работ, снижение числа добавочных операций (не нужно кантовать и позиционировать заготовки) и количества работников, принимающих участие в производственном процессе. Но кроме него сварка двутавровых балок между собой (в стык) может выполняться при помощи такого оборудования:
- Сварочные манипуляторы. Они имеют высокий уровень автоматизации процесса, вполне рациональную конструкцию, могут дополнительно снабжаться навесным специальным оборудованием. На многих заводах на манипуляторы монтируют сварочные автоматические головки, которые способны работать в атмосфере инертных газов, углекислого газа и под жидким флюсом. Это позволяет предприятиям решать самые разные задачи в области сварки.
- Сварочные самоходные трактора. Пожалуй, самый простой способ сварки двутавра. Но применять его имеет смысл исключительно для изготовления изделий небольшими партиями, при поточном производстве экономическая целесообразность трактора будет совсем маленькой.
- Портальные и консольные установки. На них монтируются комплексы слежения за качеством сварного шва, системы подачи флюса, его переработки и удаления с агрегата. Отличный катет и провар шва на подобных установках достигается за счет того, что сварка производится под 45-градусным углом на стапелях.
Использование двутавровых балок и качественной арматуры для фундамента – гарантия строительства прочных и надежных зданий!
Читайте также: