Технология сварки оптоволоконного кабеля
Обновлено: 23.04.2024
Волоконно-оптические линии связи имеют высокую пропускную способность информационного сигнала. Их работа во многом зависит от качества соединения провода: чем лучше соединены волоски, тем меньше степень затухания сигнала в месте контакта. Многослойный провод имеет сложную структуру, для сварки стыков используется специальное оборудование. Работать на нем довольно просто.
Сварка оптоволокна не требует специальных навыков, обучения. Достаточно следовать инструкции. Перед этим будет полезно узнать некоторые нюансы работы. При монтаже линий связи много времени уделяется подготовке кабеля к процессу сварки, для этого существует специальное оборудование.
Строение кабеля
Сигнал передается по тонкой стеклянной нити из диоксида кремния, размер проводника исчисляется в микронах. В кабеле может находиться до 38 жил, все они изолированы. Кремниевое стекло очень хрупкий материал, боится влажности, поэтому его покрывают многослойной изоляцией. Сначала покрывают защитным лаком, затем помещают в модульные трубки, заполненные водоотталкивающим гелем, он предохраняет стеклянный проводник от набухания. Трубки дополнительно покрываются гибкой изоляцией, затем слоем полиэтилена.

Изоляция зависит от условий эксплуатации кабеля. Он подразделяется по видам:
- наружный кабель бывает подвесным и подземным;
- внутренний для прокладки используется редко, его можно встретить в деловых центрах.
Из подвесного делают воздушные линии связи, иногда кабель дополнительно оборудуют тросиком и клипсовыми держателями. Подземный для прокладки в грунте некоторые производители выпускают в гофроброне.
Устройство и принцип работы сварочного оборудования
- блок питания;
- преобразователь переменного тока в постоянный;
- материнская плата – мини-процессор, регулирующий процесс спайки;
- механический узел, осуществляющий центровку – сервомоторы двигают проводник во всех направлениях, соединение волокна происходит с большой точностью;
- нагреватель, он обеспечивает расплав изоляционной муфты из термоусадочного материала, надеваемой на место шва;
- дисплей, на нем задаются параметры сварки, видно рабочую зону контакта.
Сварочный аппарат оптоволокна выпускается нескольких модификаций. Основные различия моделей:
- по способу выравнивания концов кабеля (юстировка): по осевой линии или по V-образным направляющим;
- разновидности контроля точности процесса спайки;
- количеству свариваемых оптоволоконных жил.
Выбор сварочного аппарата
От способа соединения кабеля зависит степень затухания сигнала, качество линии связи. Надежный шов возможен при точном совмещении концов провода, поэтому предпочтение отдается приборам, выравнивающим волокно по центру. Аппарат для сварки оптоволокна выбирают по следующим параметрам:
- модификации свариваемого волокна, предпочтительнее универсальные модели;
- скорость спайки учитывает количество соединений за определенный временной интервал;
- способу выравнивания кабеля;
- комплектации.
Многофункциональные сложные аппараты не всегда себя оправдывают. Китайские модели стоят намного дешевле японских, а по качеству сварки провода они сопоставимы.

Технология сварки ВОЛС
Длина оптоволокна мерная, он выпускается в бухтах. Многокилометровые магистральные волоконно-оптические линии передачи создаются двумя типами соединений:
Разъемные требуют дополнительных затрат, коннекторы и адаптеры существенно снижают светопередачу сигнала. Чаще делаются неразъемные соединения сваркой волокна специальными приборами.
Необходимый инструмент
Качественный монтаж ВОЛС невозможен без двух приборов:
- скалыватель, аппарат для оптоволокна позволяет отрезать очищенный кабель строго под прямым углом;
- рефлектометр или тестер, им определяется точность соединения.
Нужны инструменты для зачистки изолирующей оболочки. Для этой работы подойдет стандартный набор для пайки. Там есть все: кусачки, плоскогубцы, растворитель или спирт, специальные плотные салфетки для снятия водозащитного слоя. От качества очистки поверхности зависит надежность соединения.

Подготовительные работы
Процесс подготовки кабеля перед заправкой занимает много времени. Сначала оптику осматривают. Вода разрушает светопроводящий слой. Если конец провода влажный, обрезают от него не менее метра троссокусом. Чтобы снять оболочку, кабель зачищают до гидрофобного геля. Разделка ножом-стриппером не занимает много времени: кабель после кругового разреза на расстоянии не менее 3 см от конца достаточно стянуть. Водозащитный слой убирают растворителем и салфетками, не оставляющими ворсинок. Необходимо снять изоляцию полностью, это отражается на качестве скола.
Процесс соединения
Скалыватель образует перпендикулярный срез высокой точности. После этого приступают к процессу сварки. Основные этапы работы:
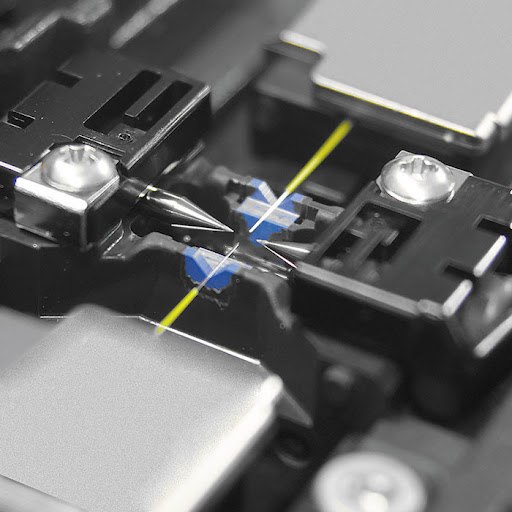
- концы провода закладываются в прибор друг к другу, фиксируются;
- аппарат проводит юстировку проводника, сводит концы между собой;
- затем пропускается электроразряд, в зоне дуги уничтожаются частички пыли;
- спайка волокон между собой происходит под действием дуги, кремний расплавляется, образуется диффузное соединение;
- после сварки проводится тестирование соединения: прибор разводит спаянные концы в стороны с определенным усилием;
- на соединение надевается термоусадочная трубка, в печи она образует на проводе защитную оболочку;
- когда вторую часть работы прибор завершит, таймер подает звуковой или световой сигнал.
Нюансы сварки оптоволокна
Если кабель многожильный, оболочка оптического волокна делается разных цветов, чтобы было удобнее сваривать отдельные проводники. После этого их укладывают в специальную муфту. В процессе скола проводника образуются частички стекла, их сразу собирают, потому что прозрачным волокном легко травмироваться.
При очистке изоляции соблюдают осторожность – сердечник провода очень хрупкий. При любом повреждении придется заново начинать процесс. Перед заправкой концов в сварочный аппарат, их тщательно обезжиривают, просушивают, в рабочей зоне не должно быть пыльно. Любое постороннее включение увеличивает потерю мощности передаваемого сигнала.
Разделка оптического кабеля

Работы по разделке оптического кабеля являются важным и значимым процессом в монтаже оптических муфт, оптических кроссов и других устройств. При несоответствующем обращении с оптическим кабелем, есть вероятность повреждения оптических волокон и оптических модулей. Важное замечание: при повреждении хотя бы одного ОВ в оптическом кабеле — ОК в этом месте отрезается полностью и процесс разделки начинается заново с этого места.
Памятка по работе с ОВ (подготовка к сварке)
Нужно помнить про технику безопасности — работа с ОВ без акрилового покрытия довольно опасна и требует от работника полной внимательности.
С помощью стриппера с оптического волокна удаляется защитное акриловое покрытие. Длина зачищенного участка должна быть примерно 3–4 см при использовании скалывателей с контейнером для сбора осколков. В случае, если контейнера нет, длина должна быть 5–10 см.
Инструмент для разделки оптоволоконного кабеля
На всех этапах работ с оптическим кабелем: входной контроль ВОК, монтаж оптических муфт, кроссов и так далее, для разделки ВОК необходим соответствующий инструмент. Комплект всех необходимых инструментов и материалов для разделки кабеля — НИМ-25 (набор инструмента монтажного) (рис. 1). Универсальный набор позволяет монтировать оптические кабели с броней из стальной проволоки, со стальной гофрированной ленты, стеклопрутки, в том числе с арамидными нитями и стеклонитями, а также легкий универсальный внутриобъектовый кабель. Для разделки оптического кабеля встроенного в грозотрос (ОКГТ) рекомендуется доукомплектовать комплект приспособлением для резки металлического модуля с ОВ РМ ССД.

Рис. 1. НИМ-25 Комплект инструментов для разделки кабеля
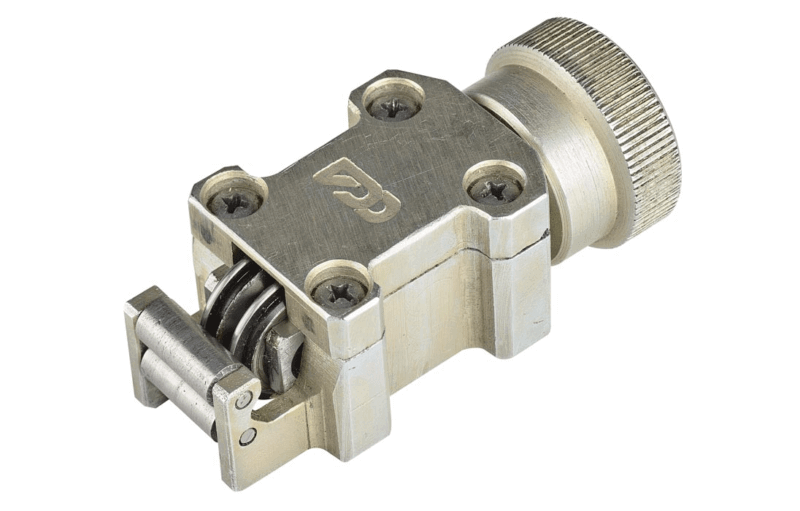
Рис. 2. Нож для металлического модуля
Состав комплекта НИМ-25
Первая группа инструментов довольна стандартна (рис. 3) слева на право, сверху вниз: кусачки (тросокусы) для резки стальной проволоки в том числе различных тросов и проволок, бокорезы, распылитель (пульверизатор), пассатижи.
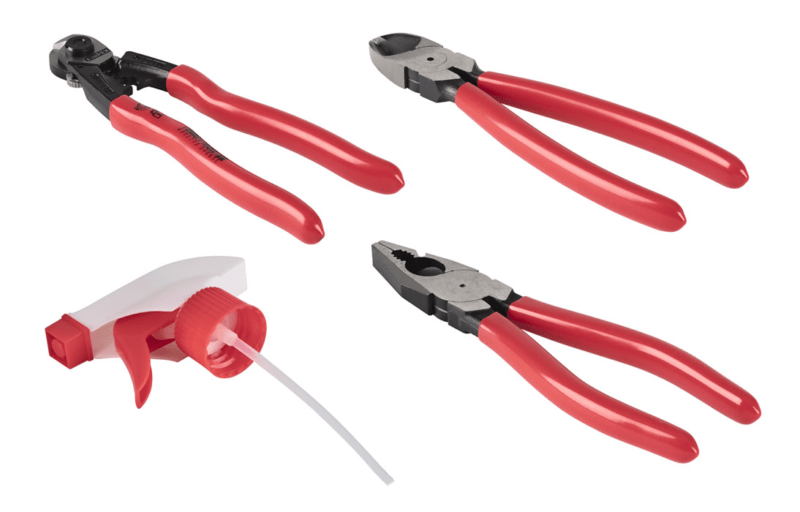
Рис. 3. Инструмент в составе НИМ-25
Следующая группа инструментов (рис. 4) слева на право, сверху вниз: стриппер для удаления буфера, стриппер T-типа для снятия оболочек 0.4-1.3 мм (26-16 AWG), ножницы для резки упрочняющих нитей кабеля, нож монтажный.

Рис. 4. Инструмент в составе НИМ-25
Третья группа (рис. 5), слева на право, сверху вниз: металлический пинцет, стриппер-прищепка удаления внешних модулей, рулетка, лупа.

Рис. 5. Инструмент в составе НИМ-25
Очень важный и нужный инструмент при разделке различных конструкций оптических кабелей — стриппер удаления внешней оболочки кабеля (рис. 6). Глубина положения его режущего ножа регулируется плоской отверткой в зависимой от толщины оболочки, которую хотим надрезать, — сначала делается поперечный, а затем продольный надрез и дальнейшее снятия оболочки. Важно помнить, что в процессе надреза оболочки стриппером, модуль с оптическим волокном внутри — должен оставаться без повреждений (без надрезов, заломов и т. д.).

Рис. 6. Инструмент в составе НИМ-25 (стриппер для оптоволокна)
Вспомогательный инструмент и материал: налобный фонарь, клейкая лента, безворсовые салфетки, изолента, дозатор для спирта 250 мл с помпой, жидкость D-Gel для удаления гидрофобного заполнителя (рис. 7), набор отверток, ножовка по металлу, контейнер для полезной мелочи (рис. 8).
Для очистки оптического кабеля от гидрофобного заполнителя, используется специальная жидкость D-Gel (рис. 7, справа). Для удобства работ ветошь смачивается D-Gel и затем влажной частью протирается монтируемый кабель. После влажной протирки необходима протирка сухой ветошью. В итоге мы получаем чистый ОК.
Для протирки оптических волокон применяются безворсовые салфетки, к тому же они снимают с ОВ статическое электричество.
Рис. 7. Материал в составе НИМ-25

Рис. 8. Инструмент в составе НИМ-25
В работе с каждым типом ОК есть свои особенности и нюансы, которые необходимо учитывать. Ниже представлены видеоинструкции по разделке различных конструкций ВОК.
Разделка кабеля ДПТ
Стандартный подвесной самонесущий оптический кабель (рис. 9). Конструкция с модульной скруткой, усиленная арамидными нитями и промежуточной оболочкой.
Рис. 9. Оптический кабель ДПТ
Процесс разделки ОК
С помощью рулетки отмеряется необходимая длина разделки волоконно-оптического кабеля, ставится соответствующая метка. Внешняя оболочка из полимерного материала надрезается (сначала поперёк по метке, затем вдоль ОК) лезвием стриппера Kabifix FK28 (рис. 6) либо другим похожим инструментом и далее снимается. Важное замечание: отрегулированный стриппер под толщину оболочки необходимо сначала проверить на конце ОК (10–15 см), то есть убедиться, что нож не повреждает другие элементы конструкции оптического кабеля.
Упрочняющий элемент в виде арамидной нити, отрезается с помощью ножниц для резки упрочняющих нитей (рис. 4, снизу слева). Промежуточная оболочка аналогично надрезается и снимается стриппером Kabifix FK28 (рис. 6). Перед началом работ стриппер необходимо настроить под новую толщину оболочки. После снятия промежуточной оболочки, со скрутки оптических модулей снимается несколько повивов обмоточных нитей (их нужно поддеть и обрезать).
Далее пучок оптических модулей раскручивается, центральный силовой элемент (ЦСЭ) и кордели (если они есть) откусываются на необходимую длину, вся оставшаяся конструкция протирается ветошью, смоченной жидкостью D-Gel (рис. 7, справа).
В процессе работ с оптическим кабелем, удаляя каждый слой (внешний, внутренний, промежуточный, упрочняющие и силовые элементы и т. д.), — центральный силовой элемент (ЦСЭ) не должен заламываться.
Оптический модуль снимается с пучка оптических волокон стриппером-прищепкой (рис. 5, сверху справа). Стриппером необходимо сделать поперечный надрез модуля в нужном месте, затем аккуратно его надломить и вытянуть за его кончик. После снятия модуля, пучок оптических волокон протирается сухой безворсовой салфеткой для удаления излишков гидрофоба, затем салфетка смачивается изопропиловым спиртом (рис. 7, слева) и пучок ОВ протирается еще раз, но уже со спиртом.
Видеоинструкция по разделке оптического кабеля ДПТ:
Разделка кабеля ДПС
Стандартный оптический кабель для прокладки в грунт (рис. 10). Конструкция с модульной скруткой, броней из стальных проволок и промежуточной оболочкой.
Рис. 10. Оптический кабель ДПС
С помощью рулетки отмеряется необходимая длина разделки ОК, ставится соответствующая метка. Внешняя оболочка из полимерного материала надрезается (сначала поперёк по метке, затем вдоль ОК) лезвием стриппера Kabifix FK28 (рис. 6) либо другим похожим инструментом и далее снимается. Важное замечание: отрегулированный стриппер под толщину оболочки, необходимо сначала проверить на конце ОК (10–15 см), то есть убедиться, что нож не повреждает другие элементы конструкции оптического кабеля.
С пучка проволочной брони снимается обмоточная нить. С помощью тросокусов (рис. 4, сверху справа) обрезается проволочная броня на нужное расстояние. Внутренняя оболочка протирается ветошью, смоченной жидкость D-Gel. Промежуточная оболочка аналогично надрезается и снимается стриппером Kabifix FK28 (рис. 6). Перед началом работ стриппер необходимо настроить под новую толщину оболочки. После снятия промежуточной оболочки, со скрутки оптических модулей снимается несколько повивов обмоточных нитей (их нужно поддеть и обрезать).
Далее пучок оптических модулей раскручивается, центральный силовой элемент (ЦСЭ) и кордели (если они есть) откусываются на необходимую длину, вся оставшиеся конструкция ОК протирается ветошью, смоченной жидкостью D-Gel (рис. 7, справа).
Видеоинструкция по разделке оптического кабеля ДПС:
Разделка кабеля ДОЛ
Стандартный оптический кабель для прокладки в кабельную канализацию (рис. 11). Конструкция с модульной скруткой и стальной лентой.
Рис. 11. Оптический кабель ДОЛ
С помощью рулетки отмеряется необходимая длина разделки ОК, ставится соответствующая метка. Внешняя оболочка из полимерного материала надрезается поперёк по метке лезвием стриппера Kabifix FK28 (рис. 6) либо другим похожим инструментом. Важное замечание: отрегулированный стриппер под толщину оболочки, необходимо сначала проверить на конце ОК (10–15 см), то есть убедиться, что нож не повреждает другие элементы конструкции оптического кабеля.
Затем стриппером Kabifix FK28 либо монтажным ножом делаются поперечные надрезы (с конца кабеля) и оболочка оптического кабеля вместе со стальной лентой стягивается в сторону конца ОК. Для облегчения процесса стягивания оболочки с броней рекомендуется делать поперечные надрезы через каждые 20–30 см. После снятия оболочки с лентой, со скрутки оптических модулей снимается несколько повивов обмоточных нитей (их нужно поддеть и обрезать) и водоблокирующая лента.
Далее пучок оптических модулей раскручивается, центральный силовой элемент (ЦСЭ) и кордели (если они есть) откусываются на нужную длину, вся оставшаяся конструкция ОК протирается ветошью, смоченной жидкостью D-Gel (рис. 7, справа). Если в конструкции имеются кордели, то они откусываются.
Видеоинструкция по разделке оптического кабеля ДОЛ:
Заключение
Весь процесс работы с оптическим кабелем требует от исполнителя в первую очередь теоретических знаний и практических навыков, а также внимательности и полной ответственности за полученный результат. Просто приобрести самый качественный и дорогой инструмент — недостаточно. Инструмент не сделает всю работу, тут необходимы соответствующие знания и практика.
Учебный центр «ВОЛС.Эксперт» проводит обучение по монтажу различных конструкций оптических кабелей, оптических муфт, распределительного и оконечного оборудования. Записывайтесь на обучение и будьте с нами!
Все о сварке оптического волокна
Сварка оптического волокна (ОВ) — это передовая технология по неразъемному соединению волокон в процессе строительства волоконно-оптических линий связи (ВОЛС) и оптоволоконных сетей передачи данных. Можно сваривать одномодовое и многомодовое оптоволокно всех типов и стандартов.
Современные сварочные аппараты обеспечивают минимальные потери на сварных стыках, в пределах 0,01 — 0,02 дБ. Совокупное небольшое затухание на соединениях ОВ позволяет передавать высокоскоростной трафик на большие расстояния по ВОЛС, состоящей из множества кабельных отрезков.

Все о сварке оптического волокна
Выполнение качественной сварки ОВ возможно только при правильной процедуре подготовки волокон и использовании высокотехнологичного оборудования от проверенных производителей.
В каталоге АО «Компонент» представлены высокотехнологичные сварочные аппараты для оптики лучшего качества и по доступным ценам.
Как производится сварка оптического волокна?
Сварка представляет собой технологический процесс, в результате которого свариваемые оптические волокна выравниваются и соединяются посредством воздействия электрической дуги. Для сварки применяются сварочные аппараты, работающие в автоматическом режиме, контролируемом электроникой. Аппараты выполняют целый комплекс операций по зачистке, очистке, скалыванию, сварке, термоусадке и тестированию, необходимых для качественного соединения оптоволокна.
Подготовка волоконно-оптического кабеля к сварке
Вначале требуется подготовить волоконно-оптический кабель (ВОК) к предстоящим работам. Процесс выполняется поэтапно с соблюдением мер предосторожности, чтобы не повредить хрупкие волокна:
- удаление внешней изоляции оптического кабеля, армирующих элементов, изоляции оптических модулей;
- очистка волокон от гидрофобного геля;
- удаление лакового покрытия с ОВ;
- протирка очищенных волокон спиртовой салфеткой;
- размещение на волокнах гильз КДЗС, предназначенных для защиты будущих стыков оптоволокна;
- скалывание волокон специальным скалывателем под заданным углом.
Далее подготовленные волокна укладываются в держатель сварочного аппарата для последующих операций. Процесс сварки, включая термоусадку, осуществляется за 8 — 9 секунд. Каждый созданный оптоволоконный стык закрывается специальной гильзой КДЗС.
Как производится сварка волокна?
Сварка волокон производится под управлением контроллера сварочного аппарата по четкому алгоритму, определяющему последовательность этапов и условия начала очередной операции:



Сваренные волокна оптоволоконного кабеля размещаются на сплайс-пластине/кассете оптической муфты или кросса в зависимости от места проведения работ.

Как выполняется выравнивание волокон?
Наиболее точное сведение волокон обеспечивается в сварочных аппаратах, использующих технологию с выравниванием по сердцевине. Высокая точность сведения достигается благодаря использованию профиля яркости PAS. Светодиодный излучатель просвечивает ОВ под углом 90О относительно их продольной оси. Световые лучи отклоняются при прохождении оптоволокна под разным углом из-за различия оптических характеристик сердцевины и оболочки.
Встроенные микро видеокамеры передают на процессор картинку, отображающую сердцевину и полосу с повышенной яркостью, появляющуюся в центре в результате наложения световых лучей. Камеры периодически перемещаются моторами, меняя свое фокусное расстояние. Оператор может посмотреть изображение на экране аппарата.
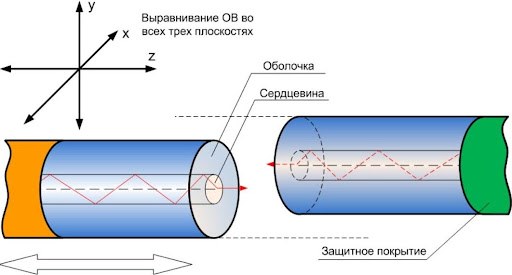
Микропроцессор анализирует детали изображения, точно определяя расположение сердцевин волокон. Для выравнивания волокон применяются электромоторы, перемещающие и стыкующие их в горизонтальной и вертикальной плоскости. Процесс полностью автоматизирован и не требует вмешательства оператора.
Где купить качественный аппарат для сварки оптического волокна?
Обращайтесь в АО «Компонент» при необходимости покупки качественного сварочного аппарата для оптоволокна по разумной цене. Специалисты компании с удовольствием помогут вам подобрать оптимальную модель в рамках имеющегося бюджета.
Сварочные аппараты выполняют сварку и термоусадку оптоволокна за минимальное время. Работа с прибором отличается удобством за счет автоматической ветрозащитной крышки и автоматизации термоусадочной печки. Малый вес в сочетании с большой емкостью встроенной батареи обеспечивают мобильность и возможность применения в любой точке кабельной трассы. Отличная защищенность от воздействий внешней среды позволяет производить сварку в сложных погодных условиях.
У нас можно купить и другое оборудование, применяемое для сварки оптических волокон: компактные скалыватели и аксессуары — стрипперы, электроды, лезвия скалывателя, держатели. Вся предлагаемая продукция проверена и по достоинству оценена сотнями покупателей на строительстве ВОЛС и оптоволоконных сетей.
© 2004-2022 АО "Компонент" Оптические компоненты ВОЛС Информация на сайте не является публичной офертой
(812) 448 08 98 Политехническая ул., 28 (495) 646 02 00 (347) 200 85 87 ул. Большая Гражданская, 2Б (861) 203 38 12 Рашпилевская ул., 325/1 (401) 265 82 82 Шатурская ул., д. 1Г, корп. 1 Карта проезда
Важные нюансы и тонкости выполнения сварки оптоволокна

Виды сварки
Сварка оптоволокна – операция, проводимая с помощью специального сварочного аппарата, вследствие которой, под воздействием высоких температур, происходит соединение оптических волокон в единую поверхность.
Благодаря использованию особого оборудования, весь комплекс актуальных работ по спайке оптоволокна от начала и до конца занимает сравнительно немного времени. Но выполнять такие работы необходимо с учетом всех нюансов работы с оптическим волокном.
Сложности при сварке оптоволокна
Оптоволоконная сеть, по мнению современных специалистов, – это лучшая среда для осуществления скоростной передачи разного рода информации. Материал, примененный для создания такой среды, отличается небольшим весом, низкой восприимчивостью к помехам и излучениям.
Он не способен провоцировать какие-либо преграды на пути информации из одной точки в другую, а благодаря низкой мощности характеризуется абсолютной электробезопасностью.
Так как оптоволоконные материалы обеспечивают созданным путем пайки соединениям высокую функциональность и внушительный КПД, сфера их применения растет с каждым днем.

Сегодня оптические линии связи широко применяются для передачи информации на большие расстояния, а также при разводке на одном конкретном строении. Но без сварки оптоволокна проложить такие линии не представляется возможным.
Сварка оптоволокна осуществляется с помощью особых сварных аппаратов, которые позволяют выполнить весь комплекс актуальных операций: от соединения и до защиты спаянного места.
Обычный сварочный аппарат для таких операций не подойдет, поскольку он не сможет обеспечить мастеру минимальное затухание на месте сварки.
Нужное для работы с оптоволокном оборудование функционирует по единому принципу: концы оптических волокон нагреваются до определенной температуры плавления с помощью электродуги, а потом соединяются воедино.
Неопытному сварщику сложно точно подогнать края соединяемых кабелей, поскольку они теряют функциональность при погрешностях во время подгонки.
При работе с оптоволоконными кабелями крайне важно обращать внимание на их расцветку при сварке. Она является дополнением к маркировке и свидетельствует об определенной принадлежности кабеля.
Так, для идентификации оптоволокна применяют двенадцать разных цветовых оболочек, позволяющих специалисту оперативно выявить тип и назначение волокна, даже если оно смешано с иными кабелями в большом пучке.
На заметку! Проблематика вопроса заключается в том, что на сегодняшний день не принят единый международный стандарт маркировки оптоволоконных кабелей. Такая ситуация провоцирует неприятные ошибки, которые могут допускать молодые специалисты.
Способы соединения оптического волокна
Оптоволоконная индустрия не стоит на месте: сварка оптического волокна постоянно совершенствуется, меняются методы ее реализации и применяемые расходные материалы.
Выбор оптимальной технологии соединения оптоволокна для каждого конкретного случая важен с точки зрения снижения финансовых расходов и роста показателей производительности.
Малоопытные сварщики не всегда точно знают, что нужно взять во внимание при работе с данным материалом.
В процессе выбора технологии сварки волокна важно учитывать следующие аспекты:
- оптимальная скорость проведения операций;
- временной период, необходимый на подготовку оптоволокна к свариванию;
- количество времени для сварки кабелей;
- стоимость работ;
- опыт специалистов.
При прокладке оптоволоконного полотна постоянно возникает необходимость сварки оптического кабеля в единую линию.

Муфта для соединения оптоволокна.
Сегодня наиболее распространены следующие способы выполнения этой операции:
- с помощью механических соединителей;
- непосредственно на оптическом кроссе;
- сваривание оптических волокон при помощи специального оборудования.
Первый способ используется крайне редко, потому что гель в механических соединителях со временем высыхает, что ухудшает параметры стыков кабелей. Второй отличается быстротой и простотой выполнения, но самые лучшие соединения оптоволоконных кабелей создаются путем сварки.
Такая технология характеризуется наилучшими показателями по качеству, долговечности, надежности созданных соединений.
Для начала потребуется выполнить разделку оптического кабеля из 6-8 волокон, соединенных в модуле и покрытых изоляционным материалом. Изоляцию удаляют, а волокна очищают с помощью специальных средств на основе спирта.
После этого волокна укладывают в сварочный аппарат для последующего сваривания в автоматическом режиме. Важно при этом контролировать прочность швов, образующихся на местах соединения оптических волокон. Сваренные элементы потребуется поместить в кассету оптической муфты или кросса.
На заметку! Простота данной технологии позволяет выполнить ее даже малоопытному сварщику, который своими глазами наблюдал за выполнением этого процесса руками специалиста. Но главное иметь специальный сварной аппарат: обычные модели не справятся с данной задачей.
Приборы для соединения
Сварка признана самым надежным видом соединений оптоволоконного кабеля, потому что обеспечивает минимальные вносимые потери и показатели отражения от сварного шва. Но самое главное даже не это.
Самый большой плюс такой технологии заключается в том, что она позволяет придавать полученным соединениям стабильные механические и оптические характеристики. Главное подобрать качественное оборудование, которое подходит для сварки оптики по всем параметрам.
Современный сварочный аппарат для оптоволокна представляет собой уникальный промышленный агрегат с собственной системой управления. Такое оборудование отличается компактными размерами и сравнительно небольшим весом, что делает его использование комфортным.

Прибор для сварки оптоволоконного кабеля.
Прибор для сварки оптоволокна состоит из следующих частей:
- электронный блок с преобразователями напряжения, управляющей платой, а также иными электронными составляющими деталями;
- микроскоп или камера с дисплеем для контроля над точным взаимным позиционированием оптических волокон и выбора рабочего режима;
- механический блок и сварочная камера с манипуляторами, зажимами, частями аппарата, создающими сварочную дугу;
- тепловая камера с защитной муфтой, зафиксированной на сварном шве с помощью термоусадки.
Сварочный инструмент для оптоволокна делится на разные типы, исходя из уровня автоматизации процесса сварки:
- С ручным управлением.
Такой аппарат требует от сварщика определенных навыков в работе, потому что стыковать волокна потребуется вручную. При этом качество созданного стыка контролируют с помощью микроскопа. - Полуавтомат.
Оборудования такого типа отлично ручных аналогов тем, что стыковка кабеля производится автоматически, но контроль над качеством стыка остается за сварщиком. - Автоматический агрегат.
Юстировка, стыковка и сварка осуществляются в автоматическом режиме, а оператор только контролирует процессы на дисплее, куда поступает сигнал камеры.
Отметим! При желании автоматический аппарат для сварки можно доукомплектовывать скалывателями, зачищающими волокна устройствами, комплексным оборудованием подготовки кабеля и контроля над конечным результатом.
Критерии выбора сварки для оптоволокна
Анализ рынка сварочного оборудования сегодня позволяет сделать следующие выводы: покупателям доступно для приобретения разнообразное по стоимости, эксплуатационным параметрам и функциональным возможностям сварочное оборудование для работы с оптическими волокнами.
Чтобы подобрать оптимальный вариант, нужно определить для себя те цели, с которыми это оборудование будет использоваться.

Оптоволоконный кабель.
Также важно, чтобы подобранное оборудование для сварки оптоволокна было способно обеспечивать сварным швам действительно высокие эксплуатационные параметры.
Поэтому при покупке следует обратить внимание на следующие параметры:
- типы волокон, с которыми агрегат может работать;
- производительность за единицу времени;
- метод центрировки: по сердцевине или V-канавкам;
- комплектация.
Также важно обратить внимание на стоимость сварки, ведь она меняется в довольно широких пределах: за многофункциональную модель можно заплатить до 20 тыс. рублей, а за компактный монофункциональный прибор – около 4 тыс. рублей.
Важно! Наиболее востребованы среди отечественного покупателя аппараты с выравниванием по центру волокна. Они отличаются габаритами, стоимостью и комплектацией, но качество сварных работ одинаково практически у всех приборов.
ТОП 5 лучших моделей сварки для оптоволокна

Прибор для сварки оптоволокна.
Опишем наиболее привлекательные аппараты для сварки оптоволоконного материала с точки зрения функциональных возможностей, качества сварных швов и стоимости:
- Аппарат для сварки оптоволокна Fujikura 80S полностью автоматический.
Он имеет встроенную видео инструкцию и русифицированное меню, что значительным образом упрощает процесс осваивания его возможностей. Агрегат способен выравнивать оптические волокна по сердцевине, имеет автоподстройку мощности дуги, надежно изолирован от воздействия влаги, пыли, а также механического повреждения. Отличается максимально высокой скоростью сварки, поддерживает все типы сетей. Приблизительная стоимость – 425 тыс. руб. - Jilong KL-280G являет собой экономичный аппарат, который отличается быстрой сваркой – 9 секунд.
Выбор оптимальной программы сварки осуществляется автоматически, после чего аппарат самостоятельно контролирует качество созданного стыка. Имеет жидкокристаллический дисплей с диагональю 5,5”, способен определить и отобразить угол скола волокна, а также его сердцевину. Стоимость – 355 тыс. руб. - Автоматический агрегат FurukawaS177A зарекомендовал себя в качестве одного из наиболее компактных и легких устройств, способных выравнивать оптоволокно посередине.
Сварочный аппарат оснащен ярким жидкокристаллическим дисплеем, встроенной батареей питания, осуществляет сварку всех типов оптоволоконных кабелей с высокой точностью. Цена 690 – тыс. руб. - Inno Instrument IFS-15S отличается особой компактностью, выравнивает оптические волокна по середине.
Агрегат оснащен универсальными сменными держателями и дисплеем с диагональю 4,3”. Стоимость – 400 тыс. руб. - DVP 730 функционирует со всеми типами сетей, аппарат оснащен русским интерфейсом, способен работать от встроенных источников питания длительное время.
Аппарат нужно настраивать вручную, а калибровка и проверка торцов проводится в автоматическом режиме. Цена – 150 тыс. руб.
Подведем итоги
Только высококлассные сварочные аппараты для оптоволокна предоставляют сварщику возможность создавать действительно качественные и надежные швы на оптическом материале для передачи информации.
Именно поэтому важно выбрать такую модель аппарата для сварки оптического волокна, которая будет соответствовать основным требованиям к такому оборудованию как гарантия высококлассного результата.
Как варить оптоволокно?
С учетом активного внедрения передовых технологий во все сферы современной жизни растет актуальность вопроса, как правильно и качественно варить оптоволокно? Прежде всего необходимо отметить, что сейчас оптические волокна линий связи характеризуются повышенной пропускной способностью. Исходя из этого, качеств и сила передаваемого сигнала напрямую зависит от мест соединения провода. Именно на последних чаще всего возникает такое явление, как затухание. Многослойный провод имеет достаточно сложную структуру, что предусматривает использование специального сварочного оборудования и дополнительных устройств.


Особенности и сложности
По мнению современных специалистов, оптика, то есть, оптоволоконная сеть на сегодняшний день является лучшей средой для высокоскоростной передачи сигналов. К основным характеристикам используемых для ее создания материалов относятся минимальный вес, а также минимальная чувствительность к различного рода воздействиям и помехам. Помимо этого, стоит учитывать низкую мощность, за счет которой обеспечивается электробезопасность.
Благодаря уникальным характеристикам оптоволокно широко применяют в самых разных сферах.


Подобные линии используются для оперативной передачи информации на большие расстояния, а также при создании коммуникаций в конкретных строениях. Однако без качественной сварки оптоволокна все его эксплуатационные показатели будут утрачены.
Соединение отдельных участков цепи в данном случае осуществляется с использованием специального оборудования, обеспечивающего качественную защиту мест стыковки. Важно учитывать, что обычные сварочные аппараты для этих целей будут бесполезны, поскольку при сварке требуется минимальное затухание. Для выполнения описываемых работ с оптическим волокном применяют оборудование, функционирующее по единому принципу. На первоначальном этапе концы волокон прогреваются до необходимой температуры под воздействием электрической дуги. Следующая стадия – это непосредственно само соединения при достижении температуры плавления.
Один из ключевых моментов всего процесса – правильная подгонка соединяемых концов волокон. Часто неопытные сварщики допускают ошибку именно на этом этапе, в результате чего материал утрачивает свои эксплуатационные качества. Также при монтаже важно принимать во внимание расцветку кабелей, которая является дополнением к маркировке, свидетельствующим о принадлежности волокна.
На данный момент для идентификации кабелей используют оболочки 12 оттенков. С их помощью специалист максимально быстро определит тип и назначение кабеля, даже если он находится в большом пучке. Однако при этом существуют некоторые важные нюансы.
Дело в том, что на сегодняшний день не выработан единый стандарт маркировки в международном формате.
Это и является одной из основных причин ошибок, допускаемых начинающими мастерами.
Способы
Параллельно со всеми современными технологиями активно развивается и оптоволоконная индустрия. Процесс сварки таких кабелей постоянно совершенствуется. Появляются не только новые материалы, но также вырабатываются инновационные решения. Правильный выбор метода соединения волокон в каждом конкретном случае позволит существенно сократить временные и финансовые затраты, а также повысить производительность. При выборе технологии сварки оптоволоконных кабелей рекомендуется прежде всего уделять внимание следующим важным моментам:
- скорость осуществления всех манипуляций;
- время, затрачиваемое на подготовку волокон к стыковке;
- время непосредственно самой сварки;
- стоимость выполнения всех предусмотренных работ;
- опыт задействованных специалистов.


С учетом особенностей описываемых материалов, а также действующих стандартов и актуальных требований, предъявляемых к линиям связи, можно выделить следующие способы выполнения работ.
- С применением механических соединительных приспособлений.
- На самом оптическом кроссе.
- С использованием специальных сварочных аппаратов.


Первый вариант на данный момент является менее распространенным. Это обусловлено тем, что гель, находящийся в коннекторах, рано или поздно высыхает, и качество соединения существенно понижается. Второй способ характеризуется простотой реализации и оперативностью. Однако, как показывает практика, самым рациональным решением будет именно сварка.
Именно эта технология превосходит все другие по уровню качества соединения, а также долговечности и надежности.
Одним из ключевых моментов процесса при этом будет так называемая разделка кабеля, состоящего из 6-8 волокон, которые покрыты изоляцией. Последняя удаляется, после чего требуется тщательно зачистить все жилы (волокна) при помощи специального инструмента и растворов на основе спирта.
Следующий шаг – это укладка подготовленных волокон в аппарат для сварки, которая осуществляется в автоматическом режиме. Важно особое внимание уделять контролю прочности соединительных швов. После завершения сварочных работ соединенные волокна помещают в специальные кассеты оптического кросса или же муфты. Благодаря максимальной простоте технологии, для выполнения подобных работ не требуется богатый практический опыт.


Выбор оборудования
Современные сварочные аппараты для «оптики» представляют собой приборы с автономной системой управления. В перечень ключевых характеристик таких комплектов оборудования входят компактность, минимальный вес и максимальная простота эксплуатации. С учетом степени автоматизации процесса сварки все доступные на сегодня аппараты можно разделить на следующие типы.
- С ручной системой управления – сварочные аппараты, использование которых требует от сварщика определенных навыков. Качество швов, создаваемых таким оборудованием, проверяется с использованием микроскопов.
- Полуавтоматические устройства, осуществляющие сварку в автоматическом режиме, но не позволяющие контролировать ее результаты. Качество сварки специалист проверяет самостоятельно.
- Полностью автоматизированные агрегаты, осуществляющие весь комплекс работ, включая юстировку, стыковку (подгонку) и непосредственно саму сварку. Оператор при этом следит за процессом на мониторе, отображающим сигналы камер.
При необходимости и наличии финансовых возможностей автоматы комплектуются целым арсеналом дополнительных опций.
В их перечень могут входить скалыватели, устройства для зачистки волокон.
Также речь идет о целых комплексах оборудования, предназначенного для подготовки стыкуемых кабелей, а также контроля результатов сварки. Анализ актуального рынка рассматриваемого сварочного оборудования позволяет сделать следующие выводы.
- Потенциальным покупателям доступен более чем широкий ассортимент моделей разных ценовых категорий.
- Производители предлагают аппараты с разнообразным функционалом.
- При выборе конкретного агрегата необходимо прежде всего учитывать, как именно будет использоваться техника.



Самый важный момент – это создание швов с максимальными эксплуатационными показателями. Исходя из этого, при выборе конкретной модели необходимо принимать во внимание следующие параметры:
- тип оптических волокон, на работу с которыми ориентирован аппарат;
- показатели производительности;
- способ центровки;
- комплектация устройства.
Помимо всего перечисленного, важную роль играет финансовая сторона вопроса. Стоит учитывать, что стоимость такого сварочного оборудования колеблется в достаточно широком диапазоне. Так, компактный прибор с минимальным набором опций будет стоить около 4 тысяч рублей, а многофункциональная модель может обойтись в 20 тысяч.


Технология
Изначально следует отметить, что длина оптоволоконного кабеля является мерной, он поступает в продажу в бухтах. Также при анализе технологии сварки, которая рассчитана как на опытных, так и начинающих мастеров, стоит учесть, что магистральные линии монтируются по разным схемам двумя типами соединений: разъемными и неразъемными.


Первый вариант предусматривает наличие коннекторов и адаптеров. В итоге повышаются затраты на монтаж при снижении качества светопередачи сигнала.
Принимая во внимание все изложенное, самым простым и надежным способом можно уверенно назвать сварка волокон. Помимо самого сварочного аппарата, в перечень специализированного оборудования входят:
- скалыватель, позволяющий отрезать обработанный кабель под углом строго 90 градусов;
- тестер или же рефлектометр, с помощью которых определяется качество соединений.


Также потребуется инструмент для качественного удаления изоляции и зачистки жил. Многие специалист используют стандартные наборы для пайки, включающие в себя:
- бокорезы (кусачки);
- плоскогубцы;
- спирт или любой другой растворитель;
- салфетки с плотной структурой для удаления влагозащитного слоя.


Подготовка
Процесс очистки и обработки оптоволоконного кабеля является достаточно трудоемким и требует соответствующего внимания. Прежде всего необходимо осмотреть провода. При выявлении влажных концов их требуется обрезать с отступом не менее метра. Важно помнить, что влага разрушает светопроводящий слой.
Для удаления изоляционной оболочки необходимо будет избавиться от гидрофобного геля. Для этого делают круговой разрез, отступив от края минимум на 3 см, при помощи ножа-стриппера. Водозащитный слой удаляется растворителями и салфетками, которые не должны оставлять ворсинок.
После обработки соединяемых сегментов кабеля выполняются следующие действия.
- Закладка концов провода в сварочный аппарат и их фиксация.
- Юстировка проводника и соединение концов кабеля.
- Удаление частичек пыли электрическим разрядом.
- Спайка волокон под воздействие дуги за счет плавления кремния (создание диффузного соединения).
- Проверка прочности швов.
- Установка защитной термоусадочной трубки.
После завершения все операций аппарат подает звуковой или же световой сигнал.
Распространенные ошибки
Важно помнить, что современные аппараты соединяют оптоволокна в считаные секунды. Если речь идет об автоматизированном процессе, то он реализуется в соответствии с заранее составленной программой.
С одной стороны подобный подход обеспечивает максимальное качество швов. Однако со временем в эту практически идеальную картину вносятся определенные коррективы.


Дело в том, что часто сварочные аппараты не калибруют с интервалами, предусмотренными инструкциями производителя. Параллельно при неправильном уходе и обслуживании тупятся и повреждаются ножи скалывателей. В итоге подготовка волокон производится ненадлежащим образом.
Результатом становится существенное снижение качества соединений. Это приводит к резкому росту объема потерь при передаче сигнала. На практике грубые нарушения технологии сварки можно определить даже по качеству изображения, выводимого на монитор сварочного аппарата.
Как варить оптоволокно, смотрите далее.
Читайте также: