Технология сварки пнд труб муфтами
Обновлено: 18.05.2024
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
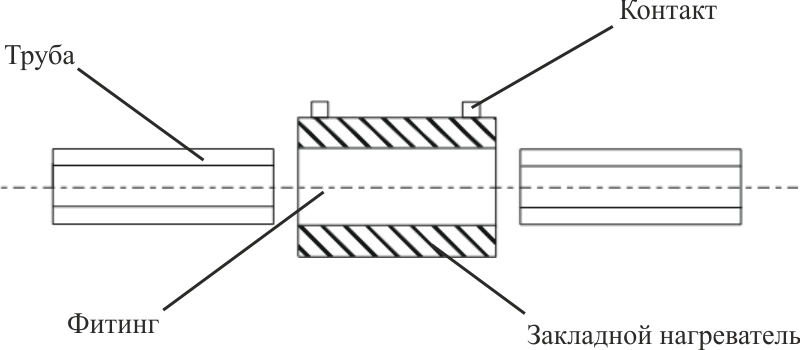
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД:
Рекомендации к процессу муфтовой сварки напорных ПЭ трубопроводов
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
- Подготовьте зону сварки: она должна быть защищена от атмосферных осадков, ветра, песка, пыли, чрезмерно низких или высоких температур (не ниже -10°C и не выше +40 °С). При необходимости воспользуйтесь защитной палаткой для сварки с установленными в ней обогревателями.
- Очистите концы труб от загрязнений.
- Обрежьте трубы перпендикулярно оси (отклонение от перпендикуляра не должно превышать 0,5 толщины стенки трубы). Для резки пластиковых труб допускается использовать специальные труборезы, либо не требующие смазки режущих элементов пилы.
- Если присутствует овальность труб (разность между максимальным и минимальным наружным диаметром), используйте приспособления для скругления (скругляющие накладки, калибровочные зажимы, позиционеры с функцией скругления). Овальность не должна превышать значения, установленные нормативными документами.
- Проверьте соответствие фитинга типу трубы (по диаметру и SDR).
- С помощью маркера отметьте на концах трубы зону сварки на длину не менее 0,5 длины муфты от торца трубы, либо зону зачистки в месте установки седелки (при использовании седелок).

Угол излома труб и фитинга не должен превышать 5 градусов. Чтобы избежать выхода расплавленного материала из зоны сварки, не допускается оказывать любую механическую нагрузку на трубы и фитинги до остывания сварного соединения. По этой причине использование позиционеров особенно актуально при сварке труб, поставляемых в бухтах, а также при сварке фитинга и участка трубы рядом с точкой выхода трубопровода, проложенного методом направленного бурения. В случае сварки седелок – установите их в соответствии с инструкциями производителя. При наличии у седелки резьбовых соединений закручивайте их до конца (во избежание деформации при нагреве после расширения материала)
Стыковая сварка труб ПНД
Сварка встык полиэтиленовых труб нагретым инструментом – общий принцип
Процесс сварки пластиковых труб нагретым инструментом заключается в следующем: при помощи специального сварочного оборудования необходимо разогреть концы свариваемых элементов до температуры плавления материала, затем соединить трубы под давлением и охладить, пока сварной шов не достигнет достаточной прочности.

Преимущества сварки ПНД встык по сравнению с другими способами
Главным плюсом данной технологии по сравнению с другими вариантами сварки ПЭ труб является отсутствие затрат на дополнительные соединительные детали (фитинги) – свариваются сами торцы труб. При этом прочность сварного шва не уступает прочности трубы. И чем больше диаметр монтируемого трубопровода, тем более ощутимой становится экономия на каждом сварном соединении.
Еще одним принципиальным преимуществом сварки встык является возможность использования данного метода при прокладке трубопроводов с помощью горизонтально-направленного бурения, а также при восстановлении старых трубопроводов методом протяжки внутри пластиковых труб: при стыковой сварке, в отличие от муфтовой, наружный диаметр трубопровода не увеличивается.
Краткая инструкция по процессу стыковой сварки ПЭ труб
Российский ГОСТ Р 55276 (в основе – европейский стандарт ISO 21307) допускает выбор из трех вариантов процедур сварки встык: сварку при при единственном низком давлении, сварку при двойном низком давлении и сварку при единственном высоком давлении. Однако на сегодняшний день (2020 г.) наиболее употребимым на практике вариантом остается процедура сварки при единственном низком давлении (близкая к традиционно использовавшимся немецким нормам DVS 2207-1).
Диаграмма процедуры сварки труб ПНД встык

Время t, сек:
tw – подготовка (крепление заготовок, определение давления перемещения и т.д.);
tf – торцовка;
t1 – выравнивание (длится, пока не образуется валик, высотой соответствующий табличному значению);
t2 – прогрев;
t3 – технологическая пауза (для снятия нагретого инструмента с центратора);
t4 – подъем давления;
t5 – охлаждение под давлением РО.
Давление p, бар:
p1 – перемещение;
pf – торцовка;
PI – выравнивание;
PII – прогрев;
p2 – табличное значение давления для свариваемой трубы*;
Pо = PI – охлаждение под давлением.
* Табличные значения давления в гидросистеме сварочного аппарата приводятся производителем аппарата. Для каждой модели оборудования они будут отличаться, т.к. разные аппараты при одном и том же значении давления на манометре будут создавать разное усилие прижима.
Этапы процесса сварки нагретым инструментом встык
Очистка торцов труб, поверхностей торцевателя и нагревателя
Перед тем, как закрепить свариваемые элементы в центраторе, необходимо очистить их внутренние и наружные поверхности – протереть чистой безворсной тканью. Удалите все загрязнения из зоны сварки. Также очистите поверхности торцевателя и нагревателя. Для обезжиривания поверхности нагревателя используйте соответствующее средство, например, пропитанные спиртом салфетки.
Если монтируются трубы в защитной оболочке, предварительно необходимо снять внешний слой так, чтобы трубу можно было правильно зафиксировать в центраторе (если иное не предусмотрено изготовителем трубы).
Фиксация свариваемых элементов
После крепления труб в центраторе устраните смещение кромок, если оно присутствует. Чтобы правильно отцентрировать трубы используйте роликовые опоры или подставки. Это также уменьшит трение труб о грунт и снизит давление перемещения.

Торцевание труб
Процесс торцовки свариваемых элементов (срезание стружки с торцов труб с помощью специального инструмента) выполняется для создания параллельных поверхностей при выполнении сварки. Процедуру необходимо выполнять, пока не будет получена непрерывная стружка шириной в толщину стенки свариваемых элементов.
Давление прижима не должно существенно превышать давления перемещения – необходимо только создать достаточное усилие для врезания ножей в трубы. Дальнейшее увеличение давления не ускоряет процесс, но при этом ведет к быстрому износу оборудования. Выполняйте торцовку труб непосредственно перед сваркой, после чего не трогайте их руками.
Если после торцевания положение свариваемых элементов в зажимах центратора менялось (зажимы снимались или устанавливались вновь, регулировалось усилие затяжки болтов зажимов и т.д.), то процедуру торцевания необходимо будет выполнить заново.
Оценка качества подготовки труб
Удалите стружку из зоны сварки. Осмотрите свариваемые элементы на наличие следов неправильно выполненной торцовки – пустот либо других дефектов. При необходимости протрите торцы заготовок чистящим и обезжиривающим составом.

Определение давления перемещения
Перед началом сварки необходимо определить, какое давление в гидравлической системе сварочного аппарата позволит преодолеть силы трения, действующие на трубы и подвижные элементы центратора. В каждом конкретном случае давление будет разным из-за различной массы труб, сопротивления грунта, углов наклона и т.д. Значение давления, которое отобразится на манометре в момент, когда зажим с подвижным участком трубы начнет перемещаться, нужно будет далее добавлять ко всем табличным значениям давления на последующих этапах процесса сварки.

Оплавление торцов свариваемых элементов
Чтобы процесс прогрева торцов труб прошел правильно, поверхности нагревателя и свариваемых элементов должны идеально прилегать друг другу. Даже после правильно выполненной торцовки на трубах остаются некоторые неровности, также они присутствуют и на поверхности нагревателя.
Чтобы убрать все воздушные прослойки, необходимо сначала прижать трубы к нагревателю со значительным усилием – тогда оплавленный материал заполнит все пустоты.

При этом некоторая часть материала будет выдавлена наружу и внутрь в виде валиков (грата). После формирования грата высотой, соответствующей табличному значению, давление должно быть уменьшено до давления прогрева. При этом важно, чтобы контакт между нагретым инструментом и торцами труб не прерывался.
Температура поверхности нагревателя должна выбираться в соответствии с материалом свариваемых труб.
Технологическая пауза для извлечения нагревателя
После окончания времени прогрева торцов труб следует отвести свариваемые элементы от нагревателя, снять нагреватель и максимально быстро свести трубы обратно. Время технологической паузы не должно превышать табличного значения: если оно будет больше, то на концах труб образуется слой охлажденного материала, что негативно скажется на прочности готового соединения.

Если сварка выполняется при низких температурах (особенно ниже 0°C), охлаждение поверхностей происходит быстрее, чем в нормальных условиях. Это сокращает допустимое время технологической паузы: увеличивающийся слой охлажденного материала на торцах может сделать качество шва неудовлетворительным. К этому эффекту также может привести отсутствие укрытия зоны сварки от ветра. Другим фактором, который может отрицательно повлиять на качество сварки, является влага, которая также ускоряет охлаждение поверхностей труб. Кроме того, при значительной влажности частицы пара могут попасть внутрь соединения и создать пустые пузырьки, влияющие на прочность шва. Таким образом, необходимо защищать зону сварки от неблагоприятных погодных условий (например, с помощью защитной палатки с установленным внутри обогревателем).
Зона сварки также должна быть защищена от пыли. Прилипающая к поверхности нагретого материала во время технологической паузы пыль не будет полностью удалена при сведении труб, что также негативно повлияет на прочность полученного соединения.
Осадка (подъем давления)
После удаления нагревателя и сведения труб выполняется осадка стыка под постепенно увеличивающимся до заданного значения давлением. Во время осадки свариваемый материал перемешивается и образуются молекулярные связи, обеспечивающие прочность готового сварного соединения.
Охлаждение сварного соединения
Расплавленные торцы труб должны сжиматься в сварочном аппарате под давлением в течение заданного процедурой сварки времени.

Давление требуется поддерживать до момента, пока температура не упадет до температуры кристаллизации полиэтилена. Далее охлаждение шва может быть произведено вне центратора сварочного аппарата.
Технология электромуфтовой сварки труб ПНД – преимущества метода
При обустройстве пластиковых трубопроводов очень важно обеспечить надежность соединения его составных элементов. Трубы из полиэтилена могут стыковаться двумя способами – сваркой или при помощи электромуфты; что касается механического способа, то он не в состоянии обеспечить должные показатели надежности и герметичности.

Особенности стыковой сварки
Чтобы эта работа была проведена качественно, важно надежно зафиксировать изделие. По ходу соединения любые сдвигания или другого рода смена положения труб недопустима. Тот же самый режим должен сопровождать и процедуру остывания сваренных заготовок.
Для данной технология характерна простота, однако применять ее можно далеко не всегда. Стыковая сварка возможна лишь в тех случаях, когда соединяемые трубы имеют идентичный диаметр и изготовлены с аналогичной марки полиэтилена. Категорически запрещается сваривание пластиковых изделий, имеющих различные характеристики.

Сварка труб ПНД встык может быть реализована при следующих условиях:
- Трубы должны иметь толщину стенок не менее 4,5 мм.
- Температурный диапазон проведения сварки – от -15 до +45 градусов.
- Данный способ соединения характеризуется незначительным уровнем энергопотребления.
- Сваривание полиэтиленовых труб не предусматривает наличие сложных приспособлений.
- Реализация метода возможно только при наличии возможности надежно фиксировать концы сваренных труб.
Сложные, труднодоступные участки не подходят для стыковой сварки: в таком случае приходится использовать электромуфтовую сварку труб ПНД. Подобным образом выполняется и врезка в ПНД трубу, но там есть свои нюансы.
Сильные стороны применения электромуфты
Обычно электромуфты применяются в тех случаях, когда сваривать полиэтиленовые трубы встык не удобно или не практично. Чаще всего это бывает в канализационных колодцах, узких и неудобных каналах, монтажных шурфах в основании и стенах домов. Строго говоря, электромуфты приходят на выручку в тех случаях, когда стыковую сварку использовать невозможно.
Еще одно достоинство данного способа стыковки полиэтиленовых труб является его удобство в случае аварии или повреждения трубопровода. Как правило, такие ситуации требуют очень быстрого устранения возникших неполадок. Сварка ПНД труб электромуфтами характеризуется значительной простотой реализации – какие-то особые знания в этом случае не понадобятся.

Легкость установки приспособления обеспечивается наличием на нем специальных отверстий. Для определение оптимального для стыковки температурного режима на современных сварочных аппаратах предусмотрена функция считывания требуемой информации напрямую с штрих-кода, которым оснащаются электромуфты. Процедура соединения реализуется самыми простыми инструментами – устройством для зачистки торцов трубы, электромуфтой и сварочным аппаратом.
Порядок выполнения электромуфтовой сварки труб ПНД
Технология сварки полиэтиленовых труб муфтами электрического типа:

Благодаря простоте реализации этого метода для стыковки полиэтиленовых трубопроводов ПВД, соединение электромуфтой и сваркой приобрело значительную популярность. Его берут на вооружение не только домашние мастера, но и профессиональные сантехники.
Для соединений данного типа характерен высокий уровень прочности и надежности – протечки и другие дефекты по месту стыковки обычно не возникают. Смонтированный подобным образом полиэтиленовый трубопровод способен эффективно использоваться почти сто лет. Однако, чтобы достичь такого результата, в процессе работы необходимо неукоснительно соблюдать все рекомендации для обеспечения качественного соединения.
Как может быть выполнена пайка ПНД труб – надёжные и проверенные способы
Полиэтиленовые трубы, производимые главным образом из ПНД (полиэтилена низкого давления), занимают прочное место во многих сферах промышленности, строительства и быта благодаря наличию множества технологически выгодных характеристик. Это обусловливает необходимость в оптимальных способах их соединения, без чего невозможен процесс монтажа и обустройства трубопроводных линий.

Разновидности соединений труб из полиэтилена (ПЭ)
Среди различных типов соединений между полиэтиленовыми трубами выделяют разъёмные и неразъёмные.
Разъёмный способ позволяет по окончании эксплуатации разбирать собранную конструкцию. Соответственно, он оптимален в тех случаях, когда нет потребности в её длительном использовании. Подобное соединение труб осуществляется посредством стальных фланцев.
Более прочным и чаще применяемым на практике является неразъёмное соединение. Оно осуществляется посредством сварки, или пайки ПЭ труб, которая, в свою очередь, может быть стыковой или муфтовой. Оба способа являются эффективными и надёжными, позволяя получать монолитные прочные соединения.
Стыковая сварка полиэтиленовых труб
Для стыковой сварки труб из полиэтилена необходимо специальное сварочное оборудование. Данный способ соединения является эффективным для пайки труб только из ПНД. Универсальность его состоит в том, что он позволяет сохранять гибкость конструкции на всём её протяжении. Использоваться данный метод может как при траншейном, так и при открытом способе прокладки труб.

Стыковая спайка ПНД труб выполняется в следующей последовательности:
- Установка концов свариваемых изделий в центраторе сварочного оборудования.
- Выравнивание и плотная фиксация деталей.
- Зачистка концевых участков от грязи, пыли, жира, прочих засорений и наслоений (осуществляется посредством смоченной в спирте хлопчатобумажной материи).
- Обработка концевых фрагментов посредством торцующего устройства (торцовка). Процесс производится до появления равномерной стружки, не превышающей 0,5 миллиметров в толщину.
- Извлечение заготовок и проверка торцов рукой на параллельность. При выявлении существенного зазора между поверхностями – повторное проведение торцовки до обретения необходимого соответствия.
- Разогрев торцов заготовочных труб нагревательным элементом, поверхность которого покрыта антипригарным слоем.
- По достижении некоторого оплавления заготовок – извлечение нагревательного элемента и смыкание торцов свариваемых труб. Давление прижима повышают до тех пор, пока не будет достигнуто полное и прочное смыкание. Изделия следует держать некоторое время (обычно – 5-10 минут) до полного затвердения соединения.
- Проверка качества сварной конструкции. Оценивается внешний вид сварных торцов, их соответствие между собой и прочность пайки.

Помимо самого сварочного процесса, важно уделить повышенное внимание предварительным работам, перечисленным в начальных пунктах. Их следует тщательно выполнить до того, как паять трубы ПНД, поскольку от этого во многом зависит надёжность и прочность производимого соединения.
Обязательным условием для высокой эффективности стыковой сварки является её выполнение посредством одного шва. Только в таком случае достигается максимальная прочность сварного соединения, иначе она может оказаться недостаточной.
Муфтовая сварка ПНД труб
Муфтовый способ спайки полиэтиленовых труб осуществляется посредством специального устройства, называемого паяльником, и комплекта специальных насадок нужного диаметра. В процессе сварки используются фитинговые изделия: муфты, тройники или уголки. Торцы соединяемых заготовок привариваются к фитингам, которые служат в качестве соединяющих элементов.
Паяльник для труб ПНД имеет нагреваемые металлические детали, через непосредственный контакт с которыми осуществляется разогрев свариваемых изделий. Это, в частности, дорн, нагревающий внутреннюю поверхность фитинга, и гильза, в которую вставляют трубу для нагрева. Дорн и гильза скручиваются между собой и устанавливаются в отверстие паяльника для ПЭ труб.

При наличии необходимого паяльного агрегата можно осуществить пайку ПНД труб своими руками. Работа эта не очень сложна и под силу любому домашнему мастеру.
Перед тем, как спаять ПНД трубу своими руками, следует произвести некоторые предварительные работы, в частности:
- Подрезать заготовки специальными ножницами до нужных размеров. Срезы должны быть строго перпендикулярны продольной оси заготовок.
- Очистить торцевые участки соединяемых изделий.
- Закрыть пробками торцы тех труб, которые не свариваются в данный момент, во избежание загрязнения и охлаждения.
- Очистить нагреваемые поверхности паяльного агрегата от засорений и частиц, которые могли остаться от предыдущей работы.
Далее можно приступить непосредственно к процессу пайки, который также состоит из ряда последовательных этапов.

Ввиду того, что выявление точной глубины погружения трубы в процессе сварки затруднительно, следует заранее замерить её и сделать соответствующую метку на поверхности изделия.
Электромуфтовая сварка
Особой разновидностью муфтовых сварных соединений ПЭ труб является электромуфтовый способ, позволяющий получать конструкции высокой прочности. Для его осуществления необходимо использование специальной электромуфты для ПНД, оснащённой закладными нагревательными элементами. Сварочный процесс производится также с использованием сварных ПНД фитингов, снабжённых спиралями для нагревания. Благодаря разогреву и частичному расплавлению материала фитинга достигается соединение с полимерной трубой и формирование монолитной конструкции.
Элементы и детали, используемые при таком способе, отличаются довольно высокой стоимостью, однако преимуществами электромуфтовой сварки являются отсутствие образования грата, уменьшающего проходимость труб, и возможность сваривать детали в ограниченном пространстве, где невозможна установка габаритной сварочной аппаратуры.

Электромуфтовая сварка между ПЭ трубами осуществляется в следующей последовательности:
- Производится разрезание труб на требуемые отрезки посредством специальных режущих инструментов.
- Свариваемые участки изделий и сама электромуфта очищаются от пыли, грязи и жира.
- Делаются метки на трубах для контроля глубины вставки в муфту.
- Те концы труб, которые в данный момент не подвергаются сварке, заглушаются во избежание нежелательного охлаждения.
- Электромуфта подсоединяется к сварочному устройству посредством проводов.
- Осуществляется запуск процесса сварки посредством пусковой кнопки устройства.
- По завершении сварочного процесса аппарат самостоятельно выключается.
- Выжидается как минимум один час для затвердения и полной готовности сварного соединения, после чего оно становится пригодным к эксплуатации.
Важным условием для получения качественного сварного соединения является сохранение неподвижности деталей в процессе пайки и последующего остывания. Одним из показателей качества сварного шва является толщина валика, которая должна составлять от одной трети до половины толщины самой трубы. Валик должен перекрывать метку, предварительно сделанную на трубе. Смещение свариваемых отрезков труб относительно друг друга не должно превышать 10 процентов от толщины их стенок.
Выбор способа пайки ПНД труб
Не каждый из перечисленных вариантов может удачно подойти для соединения ПНД труб в тех или иных условиях. Различные способы имеют свои преимущества и недостатки, и наряду с этим имеется ряд факторов, от которых также зависит ответ на вопрос, как паять полиэтиленовые трубы в той или иной конкретной ситуации.

Муфтовый способ является оптимальным в тех случаях, когда необходимо провести пайку в труднодоступных для работ местах. Поскольку в такой ситуации осевые смещения изделий относительно друг друга затруднены, стыковая сварка становится невозможной, и единственно приемлемым способом является муфтовое соединение.
В наиболее труднодоступных участках при сильной ограниченности места для работ производится пайка ПНД труб электромуфтовым способом. Другим существенным преимуществом такого метода является его быстрота, что также иногда имеет важное значение.
Наконец, в тех случаях, когда есть потребность в одноразовом соединении труб для выполнения той или иной краткосрочной работы, пайка не требуется вовсе, и можно обойтись временным разъёмным соединением.
Как выполняется сварка полиэтиленовых труб – правила технологии процесса
Полиэтиленовые (ПЭ) трубы очень популярны при создании трубопроводов различных типов. В статье речь пойдет об основных способах, которыми может быть выполнена сварка полиэтиленовых труб, и о нюансах каждого из них.

Диффузионный способ пайки ПЭ труб
На сегодняшний день полиэтилен все еще не имеет такого авторитета как металл или металлопластик, но по факту его прочностные и эксплуатационные характеристики ничуть не хуже. Современные технологии на этапе производства позволяют сделать ПЭ трубы качественными и надежными. Наиболее интересным способом их сварки считается диффузионный, не требующий использования специального оборудования. Даже новичок сможет выполнить сварочные работы данным способом.

Полиэтилен высокого и низкого давления (ПВД и ПНД) – это одни из самых популярных полимерных термопластов, пользующихся высочайшим спросом при организации самых разных систем водоснабжения, водоотведения и т.д. Отличительной особенностью полимерного материала является то, что при нагревании он размягчается, поскольку теряется взаимосвязь цепочки молекул между собой. Застывая, он возвращает себе былую прочность, будто трансформации вовсе и не происходило. Именно эта особенность делает полиэтилен идеальным материалом для проведения сварочных работ на нем. Во время размягчения двух изделий их можно соединить, что после застывания приведет максимально прочному скреплению. Между двумя кусками будет создан прочнейший сварочный шов.

Производится сварка ПЭ труб под относительно низкой температурой в 270 градусов по Цельсию, что значительно облегчает задачу по выбору оборудования и последующему его использованию. Время работы крайне мало (несколько секунд на каждый этап) и может корректироваться лишь за счет изменения толщины трубопроводов.
Оборудование для диффузионной сварки
Выше было сказано, что выполнять данный тип робот достаточно просто и особого инструментария при этом не понадобиться.
Понадобятся следующие приспособления:
- Труборез. Специальная конструкция по типу гильотины, предназначенная для разреза трубы под прямым углом в нужном месте.
- Калибровщик. Вставляемая в трубу форма, позволяющая восстановить исходный диаметр после того как была выполнена резка.
- Фаскосниматель. Фактически это нож, при помощи которого снимают фаски на торцевых частях труб, чтобы те имели определенную форму. Выбирая фаскосниматель, нужно обращать внимание на качество инструмента, производителя.
- Сварочный аппарат. Устройство аналогичное паяльнику, создающее высокую температуру для плавления полимерного материала (подробнее: "Какой аппарат для сварки полиэтиленовых труб выбрать – виды и правила использования").
- Насадки разных калибров. Когда применяется диффузионная технология сварки полиэтиленовых труб без насадок, совпадающих по диаметру с сечением трубы, просто не обойтись. С их помощью нужная температура создается на тех участках труб, которые впоследствии должны быть состыкованы.

Также нужно позаботиться о наличии измерительных инструментов, различных тряпок для очистки обрабатываемых поверхностей. Чтобы установить насадки на шине сварочного аппарата придется использовать сантехнические ключи соответствующего размера, а контакты электромуфты можно подгонять при помощи отвертки. Стоимость данного инструментария достаточно мала, а чаще всего большинство приспособлений имеются в доме в качестве подручных.
Правила проведения сварочных работ на ПЭ трубах
Когда производится сварка ПЭ труб встык, различают три основных способа:
- в торец;
- в раструб;
- через муфту.
У каждого из способов имеются свои технологические особенности, но сварочный процесс в любом случае должен проводиться с соблюдением ряда требований:
- Для начала нужно правильно закупить полиэтиленовые трубы. Все они должны принадлежать одной партии и производителю. Разница между качественным и бракованным изделием может быть незаметна, потому в любом случае нужно отдавать предпочтение заводскому производству. Даже миллиметровое расхождение в диаметре двух стыкуемых труб может привести к дефектам последующей эксплуатации системы.
- Также использование изделий, произведенных в идентичных условиях, обуславливает полное соответствие труб по химическому составу и толщине. Данные показатели влияют на время выполнения сварочных работ, а точнее – на этап разогрева. Несоответствие двух труб друг другу может привести к тому, что одна из них расплавится сильнее, а вторая, наоборот, не достигнет нужных кондиций. В этом случае стыковочный шов будет недостаточно прочным.
- То, насколько материал будет чистым, также очень важно. Любая технология сварки ПЭ труб предполагает работу с идеально чистой поверхностью. Мельчайший песок, пыль, грязь и прочие твердые частицы могут привести к образованию недостаточно герметичного шва.
- Также важно учитывать погодные условия при работе на открытом воздухе, ведь повышенная влажность во время выпадения осадков, перегрев элементов под открытыми лучами солнца и переохлаждение на морозе могут привести к ухудшению прочностных характеристик шва.
- Наконец, очень важным этапом работ является остывание созданного шва. Вплоть до полного остывания разогретого полимера нужно зафиксировать изделия относительно друг друга.
Работа с ПЭ трубами по технологии встык
Конкретный способ применим для труб с толщиной стенки от 0,5 до 5 сантиметров. В ходе работ разогреваются торцевые части труб и соединяются между собой под высоким давлением, чтобы фиксация была максимальной вплоть до полного остывания полимеров.

Выполняются работы следующим образом:
- Стыкуемые торцы труб фиксируются в специальной конструкции, чтобы впоследствии их можно было прогреть при помощи сварочного аппарата.
- Зафиксированные трубы необходимо обработать при помощи ножа для фасок. Выравнивать торцы с его помощью нужно до тех пор, пока излишки материала не перестанут мешать созданию идеально ровного стыка.
- Затем между изделиями вкладывается пластина, одновременно являющаяся нагревательным элементом, что позволяет быстро расплавить полимерный материал.
- При достижении необходимых кондиций материала пластину убирают из зазора между торцами труб, а их сводят с постепенным увеличением нажима вплоть до максимально прочной фиксации.
Как только материал остынет, будет виден очень прочный и герметичный шов в виде кольца, опоясывающего новенький трубопровод.
Сварка по технологии «в раструб»
Раструб – это довольно известное название функциональной части трубы, которое предполагает ее расширение на конце. Сварка через раструб предполагает помимо разогрева краевых частей изделий ввод меньшего из них в большее. Раструб на одну из труб можно приварить, либо он там будет сделан еще на этапе производства. В качестве привариваемого раструба обычно используют гладкостенную муфту, а уже в ней свариваются две трубы.

В этом случае сварочные работы обойдутся значительно дороже, чем в предыдущем. Причиной такого роста цены является большее количество создаваемых швов и закупка муфты.
- Трубы обрезаются под прямым углом, а затем выравниваются до идеального состояния с использованием ножа для фасок и калибровочного инструмента.
- Затем поверхности очищаются от любых типов загрязнений, а к сварочному аппарату приделывается насадка нужного диаметра.
- Паяльник запускается и прогревается до нужной температуры. Затем муфту надевают на одну насадку соответствующего размера, а трубу вставляют в чашу насадки, естественно, меньшего размера. Как только материал размягчен до оптимальных кондиций, можно состыковать два элемента.
- Затем останется лишь ввести трубу в муфту и зафиксировать их в таком положении на 20-30 секунд.
Все следующие швы делаются по аналогии.
Алгоритм электромуфтовой технологии сварки
Данный способ предполагает наличие у работника простейшего трансформатора и самой электромуфты, в которой нагревательный элемент установлен изначально. Процесс сварки осуществляется достаточно просто: к муфте подсоединяются обе трубы, а также на нее подается электрический ток.
- Трубы подготавливаются так же, как и во всех предыдущих способах, начиная с обрезки под прямым углом и заканчивая зачисткой.
- Трубы вводятся в электрическую муфту, и на нее подается ток от трансформатора.
- Когда соединенные трубы остынут можно отключать проводку, но муфта останется в качестве элемента единого с трубопроводом.

На самом деле электромуфтовая сварка труб достаточно проста, но требует значительных денежных вложений, поскольку муфта является одноразовым изделием с достаточно дорогостоящей начинкой в виде нагревательных пластин.
Особенности работы с полиэтиленом низкого давления
На сегодняшний день ПНД очень популярен, как материал, выступающий в качестве замены железным, чугунным или пластиковым трубам. Преимущество его очевидно – это долгий эксплуатационный срок. Монтируются изделия из такого материала достаточно просто, если учитывать широкую функциональность современных аппаратов, используемых при сварке.

Стоит знать о некоторых нюансах, чтобы сварка полиэтиленовых трубопроводов дала качественный и надежный результат:
- Начинается все с подготовки рабочего места. Для этого необходимо убрать все лишнее, а также отчистить его от пыли, мусора и т.д. Затем в максимальной доступности располагаются все используемые в работе инструменты.
- Каждый элемент, используемый в процессе сварки, будь то труба или фитинг, должен быть очищен от любых видов загрязнений.
- Затем трубы и фитинги соединяются между собой.
- Нельзя забыть о подготовке краев изделий. Все они должны быть обрезаны под нужным углом и зачищены от излишков материала.
Чаще всего производитель прилагает к своей продукции инструкцию по эксплуатации, что позволяет тщательно ухаживать за трубами. В этом случае сварной трубопровод служит максимально долго и эффективно.
Нюансы предварительной подготовке к сварочным работам
Говоря о том, как сварить полиэтиленовые трубы в домашних условиях, нужно учитывать не только правила пользования, но и технику безопасности при работе со сварочным оборудованием.
Залогом успеха является проведение подготовительных работ:
- Каждый узел сварочного оборудования должен быть тщательно очищен и проверен на предмет наличия дефектов, которые могут сказаться на качестве и безопасности проводимых работ.
- Вся проводка и заземление должны быть проверены на предмет дефектной или вовсе отсутствующей изоляции.
- Топливные агрегаты необходимо дозаправлять, либо удалять из них старое застоявшееся топливо и заливать новое.
- Обязательно производить контрольный запуск установки, чтобы убедиться в ее работоспособности.
- Уровень масла в гидравлической системе сварочного аппарата необходимо проверить и выполнить с ним те же действия, что и с топливом.
- Если сварочный аппарат является мобильным, то его перемещение должно выполняться свободно, чтобы работы выполнялись без заминок и без риска для оператора установки.
- Ножи торцующего устройства должны быть отточены до идеального состояния, чтобы процесс обработки труб и фитингов происходил оперативно, а в результате получались качественные изделия.
- Каждое контрольно-измерительное устройство должно быть исправно.
- При работе с ПНД необходимо заранее приобрести в нужном количестве зажимы и редукционные вкладыши, диаметр которых должен соответствовать сечению труб.
- Каждую деталь подвергаемую трению следует тщательно смазать. Однако даже при выборе смазочной смеси нужно обращать внимания на требования, выдвигаемые производителями труб.
Итог
Соблюдая все правила и инструкции, приведенные в статье, можно получить качественное соединение для полиэтиленовых труб. Способ того, как сварить полиэтиленовую трубу, должен выбираться по основным критериям: простота реализации и доступность для работника с финансовой стороны вопроса. Лучше всего доверить работу специалисту, который возьмет на себя ответственность за все этапы – от закупки необходимых материалов и оборудования до проведения сварочных работ и введения системы в эксплуатацию.
Читайте также: