Температура газовой сварки стали
Обновлено: 16.05.2024
Низко углеродистые стали можно сварить любым способом газовой сварки. Пламя горелки должно быть нормальным, мощностью 100-130 дм 3/ч при правой сварке.
Газовая сварка легированных сталей
Легированные стали хуже проводят тепло чем низко углеродистая сталь, и поэтому больше коробятся при сварке.
Низколегированные стали (например 10XCHД) хорошо свариваются газовой сваркой. При сварке применяют нормальное пламя и проволоку СВ-0.8, СВ-08А или СВ-10Г2
Хромо никелевые нержавеющие стали сваривают нормальным пламенем мощностью 75дм3 ацетилена на 1 мм толщины металла. Применяют проволоку СВ-02Х10Н9, СВ-06Х19Н9Т. При сварке жаропрочной нержавеющей стали, применяют проволоку содержащую 21% никеля 25%хрома. Для сварки коррозионно стойкой стали содержащей молибден 3%, 11% никеля,17% хрома.
Газовая сварка чугуна
Чугун сваривают при исправлении дефектов отливок, а так же восстановлении и ремонте деталей: заварке трещин, раковин, при варке отколовшихся частей и пр.
Сварочное пламя должно быть нормальным или науглероживающим, так как окислительное вызывает местное выгорание кремния, и в металле шва образуются зерна белого чугуна.
Газовая сварка меди
Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали.
Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди.Для раскисления меди и удаления шлака применяют флюсы.
Газовая сварка латуни
Газовую сварку широко используют для сварки латуни, которая труднее поддается сварке электрической дугой. Основное затруднение при сварке состоит в значительном испарении из латуни цинка, которое начинается при 900 С. Если латунь перегреть,то вследствие испарения цинка, шов получится пористым. При газовой сварке может испаряется до 25% содержащегося в латуни цинка.
Для уменьшения испарения цинка сварку латуни ведут пламени с избытком кислорода до 30-40%. В качестве присадочного металла используют латунную проволоку. В качестве флюсов применяют прокаленную буру или газообразный флюс БМ-1
Газовая сварка бронзы
Газовую сварку бронзы применяют при ремонте литых изделий из бронзы, наплавке работающих на трение поверхностей деталей слоем антифрикционных бронзовых сплавов и пр.
Сварочное пламя должно иметь восстановительный характер, так как при окислительном пламени увеличиваются выгорание из бронзы олова, кремния, алюминия. В качестве присадочного материала используют прутки или проволоку, близкие по составу к свариваемому металлу. Для раскисления в присадочную проволоку вводят до 0.4%кремния.
Для защиты металла от окисления и удаления окислов в шлаки применяют флюсы тех же составов, что и при сварке меди и латуни.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Газовая сварка стали и чугуна
Газовую сварку чугунных изделий применяют редко и в основном ограничиваются ремонтными работами (наплавка изношенных поверхностей, заварка литейных раковин, устранение внешних дефектов и т.д.). Лучший эффект дает сварка ацетилено-кислородной смесью, поэтому остальные горючие смеси для сварки чугунных изделий практически не применяют. Сварку ведут с предварительным подогревом, который может быть общим и местным.
Для общего нагрева применяют муфельные печи индукционные нагреватели, горны и т.д., способные выполнить нагрев до 300 — 400°С для небольших деталей и 600 — 700°С для крупных. Для местного подогрева используют газовые горелки, паяльные лампы и т.д. В связи с большой текучестью чугуна сварку выполняют только для нижних положений шва. Сварочную ванну защищают флюсами, которые подают вручную. Примерный состав флюсов, используемых при сварке чугуна, приведен в таблице.
Таблица 1. Флюсы, используемые при сварке чугуна
| Номер флюса | Составные части флюса (в % по массе) | |||||
| Бура плавленная | Натрий углекислый | Азотнокислый натрий | Углекислый калий | Двууглекислый натрий | Окись кремния | |
| 1 | 100 | - | - | - | - | - |
| 2 | 50 | - | - | - | 47 | 3 |
| 3 | 56 | 22 | - | 22 | - | - |
| 4 | 23 | 27 | 50 | - | - | - |
Примечание : возможно использование барометиловых флюсов, представляющих собой летучие жидкости, которые подают в зону сварки при помощи специальных установок.
Газовая сварка углеродистых сталей
Сварка низкоуглеродистых сталей обычно затруднений не вызывает. Чаще всего для этого применяют ацетиленовое пламя, имеющее достаточно высокую температуру. Сварку ведут нормальным пламенем с расходом ацетилена при левой сварке Va =(100- 130)S, при правой сварке Va =(120 - 150)S. В качестве присадочного материала применяют проволоку Св-08, Св-08А или Св-08АА. Низкоуглеродистые стали иногда сваривают и другими горючими смесями (пропан-бутан, природный газ и др.).
На особенностях такой сварки мы остановимся ниже. Флюсы при сварке низкоуглеродистых сталей применяют редко. Сварку ведут так, чтобы свариваемые кромки плавились одновременно, а капли расплавленного присадочного металла не попадали на недостаточно про-гретую кромку. Ответственные швы проковывают и подвергают термообработке.
На качество сварки сталей оказывает большое влияние чистота поверхности кромок, так как любые посторонние частицы на свариваемых кромках способствуют появлению непровара, пор, шлаковых включений и т.д.
Прихватку деталей под газовую сварку необходимо выполнять той же присадочной проволокой и тем же наконечником горелки, какими будет выполняться основная сварка. Прихватку выполняют в местах наименьшей концентрации напряжений.
Сварка сталей с повышенным содержанием углерода имеет свои особенности. Кислород, подаваемый в зону горения сварочного пламени, вступает в реакцию с углеродом, содержащимся в металле, способствуя его выгоранию. Выгорание углерода меняет структуру металла в районе сварочного шва, что сказывается на качестве сварного соединения.
Среднеуглеродистые стали сваривают, уменьшая мощность пламени до Va = (75 - 90) S. Для этого подачу кислорода снижают, применяя так называемое ацетиленовое пламя. Сварку тонких металлов (до 3 мм) ведут без предварительного подогрева.
Сварку среднеуглеродистых сталей толщиной более 3 мм ведут после общего предварительного подогрева до температуры 250 - 350°С или местного нагрева околошовной зоны до температуры 650 -700°С.
Высокоуглеродистую сталь газовой сваркой варят только при толщине не более 5-6 мм. При необходимости сварки более толстых сталей нужно выполнять одновременную сварку двумя сварщиками с двух сторон. Сварку ведут с обязательным предварительным подогревом с последующей термической обработкой и проковкой.
Газовая сварка легированной стали
Легированные стали газовой сваркой варят редко, так как создать качественную защиту сварочной ванны при газопламенной обработке чрезвычайно трудно. При необходимости газовую сварку легированных сталей выполняют только ацетиленовым строго нормальным пламенем. Большинство легированных сталей перед сваркой подвергают предварительному нагреву, а после сварки - проковке с термообработкой. Сварку многих видов легированных сталей ведут с обязательным применением защитного флюса. Низколегированные стали 10ХСНД, 15ХСНД и некоторые другие хорошо свариваются и без флюса. Присадочный материал подбирают в зависимости от вида стали. Способы сварки некоторых видов легированных сталей отражены в таблице 2.
Таблица 2. Способы сварки легированных сталей
| Вид стали | Присадочный материал и флюсы | В Режим сварки | Вид термообработки |
| Низколегированные, хромоникелевые стали 10ХСНД, 115ХСНД | Св-08, Св-08А, Св-08AA, Св10Г2 флюсы не применяют | Мощность (пламени Va- (75 -130)s | После сварки желательна проковка шва - при светло- (красном калении с последующей нормализацией |
| Теплоустойчивые молибденовые и хромолибденовые стали 15М, (20М, 12ХМ, 15ХМ, 12Х1МФ | Св-08XHM, Св-18ХМА, Св- 08 ХМ, Св08МХ флюсы не применяют | Мощность пламени Va=100s Пламя строго нормальное | При сварке необходим пред варительный подогрев до 250-350ºC. После сварки (требуется нормализация) |
| Хромомарганцевые 20ХГС, К5ХГС, ЗОХГС, 135ХГС | Св-18 ХГС, Св-18ХМА, Флюсы не применяют | Мощность пламени Va= (75-100) 3 | После сварки провод закалку с отпуском |
| Хромоникелевые,аустенитные Х18Н9Т и др . | СВ-01Х19Н9, Св-04Х19Н9, Св-07-Х19 Состав флюса - 5 плавиковый шпат 80, двуокись кремния - 20 или 1 5ура - 50 и борная кислота 50 | Мощность пламени Va=75S Пламя строго нормальное | Сварка без подогрева. После сварки быстрое охлаждение сжатым воздухом или водой |
| Хромистые 1X13, 2Х113 Х14, Х17 Г | Св-01Х19Н9, Св- 06X19H9Т Состав флюса, $ - борная кислота - 55, окись кремния- 10, феромарганец — 10, ферохром-10, титановая руда - 5 плавиковый таг - 5 | Мощность пламени Va=70s Пламя строго нормальное | При сварке еобходим редварительый подогрев до 200-250ºС с последующей термообработкой |
Флюсы для газопламенной сварки сталей применяют по номерам. Наиболее часто применяющиеся при сварке сталей флюсы, приведены в таблице 3.
Таблица 3. Флюсы для сварки сталей
| Наименование компонента | Номер флюса и % содержания компонента | ||||
| 1 | 2 | 3 | 4 | 5 | |
| Бура | 100 | ||||
| Кислота борная | 70 | 55 | |||
| Натрий углекислый | 30 | ||||
| Калий углекислый | 50 | ||||
| Натрий двууглекислый | 50 | ||||
| двуокись кремния | 10 | ||||
| Ферромарганец | 10 | 10 | |||
| Шпат плавиковый | 5 | ||||
| Концентрат рутиловый | 5 | ||||
| Мрамор | 28 | ||||
| Двуокись титана | 20 | ||||
| Феррохром | 10 | ||||
| Ферротитан | 5 | 10 | |||
| Фосфор красный | 6 | ||||
| Ферросицилий | 6 | ||||
При газовой сварке легированных сталей появляется опасность выгорания легирующих элементов под действием высоких температур. Это влечет за собой появление в массиве шва посторонних включений в виде шлаков и окислов. Поэтому сварку следует вести нормальным пламенем и только в один слой.
При сварке следует следить за тем, чтобы шов охлаждался медленно, так как при резком охлаждении увеличивается вероятность появления трещин. На качество сварного соединения большое влияние оказывает очистка и подгонка кромок. При подготовке деталей к сварке нужно следить затем, чтобы зазор между свариваемыми кромками был одинаковый.
Способы и режимы газовой сварки
Газовая сварка — это сварка плавлением металла, который разогревают пламенем горелки. При нагреве кромки свариваемых заготовок расплавляются вместе с присадочным материалом, который дополнительно вводится в пламя горелки. После кристаллизации жидкого металла образуется сварочный шов. К преимуществам газовой сварки относится простота способа, несложность оборудования, отсутствие источника электрической энергии.
К недостаткам газовой сварки относится меньшая производительность, сложность механизации, большая зона нагрева и более низкие механические свойства сварных соединений, чем при дуговой сварке. Кроме того, к недостаткам газопламенной сварки относят низкий КПД теплотворной способности горючего газа, так как всего 6— 7% тепла, выделяемого при сгорании ацетилена, расходуется на сварку металла. Остальное тепло тратится на излучение и конвекцию, потери от неполноты сгорания газа, нагрев прилегающих к шву участков, разбрызгивание металла и т.д.
Во время газовой сварки в правой руке сварщик держит горелку, а в левой - присадочную проволоку. Пламя горелки направляют на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2—6 мм от конца ядра. Не следует касаться расплавленного металла концом ядра пламени, так как это вызывает науглероживание сварочной ванны. Конец присадочной проволоки должен находиться в восстановительной зоне или быть слегка погруженным в сварочную ванну.
Режимы газовой сварки
Режимы газовой сварки определяют:
- мощностью сварочного пламени
- углом наклона присадочного материала и мундштука горелки
- диаметром присадочного материала
- скоростью сварки.
Сварочное пламя должно обладать достаточной тепловой мощностью, которую выбирают в зависимости от толщины свариваемого металла и его физических свойств. Выбор режимов сварки целиком и полностью зависит от толщины свариваемых деталей.
Мощность сварочного пламени напрямую зависит от расхода горючего газа и для ацетиленовой сварки ее приближенно можно определить по формуле:
Vа = k•S
Где Va — мощность пламени, определяема расходом ацетилена, л/час; S — толщина свариваемого материала, мм; к — коэффициент пропорциональности, величина которого зависит от вида стали.
К примеру, для низкоуглеродистой стали и чугуна к = 100 — 130, а для высокоуглеродистой стали к = 75 100. Для алюминия и его сплавов к = 100 — 15 для медных сплавов — 150 — 225. Изменяя тепловую мощность пламени, сварщик в довольно широк пределах может регулировать скорость нагрев расплавления металла, что является одним преимуществ газопламенной сварки.
Угол наклона мундштука сварочной горелки увеличивают с увеличением толщины свариваемого металла. Зависимость угла наклона для сварки сталей приведена на рис. 1. Если сваривают цветные металлы, теплопроводность которых выше стали, то угол наклона мундштука немного увеличивают.
Рис. 1. Углы наклона мундштука горелки при сварке стали различной толщины
Диаметр присадочного материала подбирают в зависимости от толщины свариваемых деталей и метода наложения шва. Обычно диаметр присадочной проволоки равен половине толщины свариваемого металла. Практически при толщине металла более 15 м присадочный материал берут диаметром 6—8 мм.
Скорость сварки является величиной, от зависящей толщины свариваемого металла и его свойств. Определяют скорость сварки по формуле:
V = А/S
Где А - коэффициент, зависящий от свойств материала и для сталей средней толщины равняется 12 — 15, S — толщина свариваемого металла, мм.
Способы газовой сварки
Способов наложения сварочного шва существует несколько. Их применение диктуется привычками сварщика и особенностями сварного соединения.
Левая сварка (рис. 2А) — является наиболее применяемым способом при газовой сварке металлов, толщиной 4—5 мм. При этом способе горелку перемещают справа налево, а присадочную проволоку перемещают впереди горелки. Сварочное пламя, направленное от шва, хорошо прогревает несваренный участок и присадочную проволоку. При малой толщине металла (менее 8 мм) горелку, перемещают только вдоль шва, а при толщине металла больше 8 мм выполняют дополнительные колебательные движения поперек оси шва. Присадочную проволоку концом погружают сварочную ванну, перемешивая ее спирал образными движениями.
Левый способ хорош тем, что сварщик хорошо видит шов, что дает ему возможность обеспечить равномерность сварочного валика. Шов получает ровный и красивый. Мощность сварочного пламени: при левом способе сварки принимают в пределах 100 — 130 дм3 ацетилена в час на один мм толщи металла.
Правая сварка (рис. 2Б) считается более экономичной, так как пламя направлено непосредственно на шов. Это дает возможность сваривать металл большой толщины с уменьшенным углом раскрытия кромок. А так как при этом количество наплавленного металла снижается, то вероятность коробления деталей снижается. Горелка при этом способе перемещается слева направо, а присадочный материал передвигают вслед за горелкой. Так как пламя направлено на шов, то скорость его охлаждения снижается, металл одновременно подвергается термической обработке, что способствует повышению качества шва.
| Рис. 2. Схема левой (А) и правой (Б) сварки | Рис. 3. Сварка сквозным валиком: А — от 2 до 6 мм; Б — от 6 до 12 мм; В — от 12 до 20 мм |
Сварку сквозным валиком (двойным валиком) применяют при вертикальной сварке стыковых соединений сверху вниз (рис. 3). Для этого в нижней части стыка проплавляется сквозное отверстие и, постепенно поднимая пламя вверх, расплавляют верхнюю часть отверстия. Вводя присадочный материал, заваривают нижнюю часть отверстия. При сварке толстого металла сварку ведут одновременно с двух сторон два сварщика.
Сварка ванночками (рис. 3А) заключается последовательном образовании ванночек расплавленного металла и вводе в них по несколько капель присадочного материала. Сварку ванночками; применяют для сваривания металла толщиной до 3 мм. При этом виде сварки каждая последующая; ванночка перекрывает предыдущую на 2/3 ее диаметра. Этот метод применяют при сварке тонких; листов и труб из низкоуглеродистых сталей, стыковых и угловых соединений при толщине деталей до 3 мм, добиваясь высокого качества сварочного шва. Для этого, расплавив ванночку диаметром 4—5 мм, сварщик вводит в нее конец присадочной проволоки и, расплавив ее небольшое количество, перемещает конец в восстановительную зону пламени, что позволяет снизить вероятность окисления металла. Мундштуком горелки выполняют движения, позволяющие образоваться соседней ванночке, которая должна перекрывать предыдущую на ⅓ диаметра. При этом ядро пламени не должно погружаться в ванночку, чтобы избежать науглероживания металла шва.
Сварку по отбортованным кромкам используют для сваривания металла толщиной до 2 — 3 мм. Это вид сварки применяется без присадочного металла, а только за счет колебательных и спиралеобразных движений горелки.
| Рис. 4. Сварка: А — ванночками; Б — по отборочным кромкам | Рис. 5. Сварка: А — вертикальных, Б — горизонтальных, В — потолочных швов |
Сварка при различных положениях шва. Сварка при нижнем положении шва обычно затруднений не вызывает. Вертикальные, потолочные и горизонтальные швы на вертикальной поверхности (рис. 5) имеют свои особенности и требуют навыка в работе.
Сварку вертикальных швов снизу вверх лучше выполнять левым способом. Горизонтальные швы на вертикальной плоскости выполняют правым способом. В этом случае поток газового пламени направлен на шов, не позволяя металлу растекаться из сварочной ванны. В отличие от обычного правого способа сварку ведут справа налево, создавая небольшой перекос сварочной ванны.
Потолочные швы тоже лучше вести правым способом, так как при этой методике конец присадочной проволоки и давление газового потока препятствуют стеканию жидкого металла вниз.
Газовая сварка
Газопламенная обработка металлов — это ряд технологических процессов, связанных с обработкой металлов высокотемпературным газовым пламенем.
В число этих процессов входит и газовая сварка плавлением. При такой сварке кромки соединяемых частей деталей нагревает пламя газов, сжигаемых на выходе из горелки для газовой сварки.
Газовое пламя чаще всего образуется в результате сгорания (окисления) горючих газов технически чистым кислородом (чистота не ниже 98,5%). В качестве горючих газов используют ацетилен, водород, метан, пропан, пропано-бутановую смесь, бензин, осветительный керосин.
Рис. 1. Распределение температуры по оси нормального газового пламени
Зоны газового сварочного пламени
Газовое сварочное ацетилено-кислородное «нормальное» пламя по форме похоже на схему с рисунка 1.
Поступающая из сопла газовая смесь подогревается до температуры воспламенения во внутренней части ядра пламени 1. В наружной оболочке ядра происходит частичный распад ацетилена. Выделяющиеся частицы углерода раскалены, ярко светятся и четко выделяют очертания оболочки ядра — температура газов в ядре невелика и не превышает 1500 °С.
Зона 2 или сварочная зона — наиболее важная часть сварочного пламени. В ней происходит первая стадия сгорания ацетилена за счет кислорода, поступающего в сопло из баллона. Поэтому здесь развивается максимальная температура. Газы в сварочной зоне обладают восстановительными свойствами по отношению к оксидам многих металлов, включая оксиды железа. Поэтому ее можно назвать восстановительной. Содержание углерода в металле шва изменяется незначительно.
В зоне 3 или факеле пламени газы догорают за счет кислорода воздуха. Содержащиеся в факеле газы и продукты их диссоциации окисляют металлы, т.е. зона является окислительной. Вид ацетилено-кислородного пламени зависит от соотношения кислорода к ацетилену в подаваемой в горелку газовой смеси. Такое соотношение называется коэффициентом β.
Рис. 2. Строение ацетилено-кислородного пламени
При β = 1,1… 1,2 пламя нормальное (см. рис. 1). При увеличении этого соотношения — т.е. относительном увеличении содержания кислорода (окислительное пламя) — форма и строение пламени изменяются (рис. 2). Реакции окисления ускоряются, а ядро пламени бледнеет, укорачивается и приобретает коническую заостренную форму. Тогда сварочная зона утрачивает восстановительные свойства и приобретает окислительный характер — содержание углерода в металле шва уменьшается, выжигается.
При уменьшении коэффициента β — т.е. увеличении содержания ацетилена в газовой смеси — реакции окисления замедляются. Ядро удлиняется, и его очертания становятся размытыми. Количество свободного углерода увеличивается, частицы его появляются в сварочной зоне. При сильном избытке ацетилена частицы углерода появляются и в факеле пламени. В этом случае сварочная зона становится науглероживающей — содержание углерода в металле шва повышается.
Пламя заменителей ацетилена принципиально похоже на ацетилено-кислородное и имеет три зоны. В отличие от углеводородных газов водородно-кислородное пламя не имеет светящегося ядра, поскольку в нем нет светящихся частиц углерода.
Температура пламени при газовой сварке
Один из важнейших параметров, определяющих тепловые и технологические свойства пламени, — его температура. Она различна в различных его участках как по длине вдоль его оси (рис. 1), так и в поперечном сечении. Она зависит от состава газовой смеси и степени чистоты применяемых газов.
Наивысшая температура наблюдается по оси пламени и достигает максимума в сварочной зоне на расстоянии 2… 3 мм от конца ядра. Это основная сварочная зона для расплавления металла. С увеличением β максимальная температура возрастает и смещается к мундштуку горелки. Это происходит из-за увеличения скорости горения смеси при избытке кислорода. При избытке ацетилена (β менее 1), наоборот, максимум температуры удаляется от мундштука и уменьшается по величине.
Горючие газы-заменители ацетилена дешевле и не дефицитны. Но их теплотворная способность ниже, чем у ацетилена. Максимальные температуры пламени также значительно ниже.
Поэтому газы-заменители применяют в ограниченных объемах в технологических процессах, не требующих высокотемпературного пламени: сварка алюминия, магния и их сплавов, свинца; пайка, сварка тонколистовой стали; газовая резка и т.д. Например, при использовании пропана и пропано-бутановых смесей максимальная температура в пламени 2400… 2500 0С. Такие смеси используют при сварке стали толщиной до 6 мм; сварке чугуна, некоторых цветных металлов и сплавов; наплавке, газовой резке и т.д.
При использовании водорода максимальная температура в пламени 2100 °С. Нагрев металла пламенем обусловлен лучистым и в основном конвективным теплообменом между потоком горячих газов и соприкасающейся с ним поверхностью металла. При вертикальном положении пламени его растекающийся поток образует на поверхности металла пятно нагрева, симметричное относительно центра. При наклоне пламени пятно нагрева вытягивается по направлению оси и сужается с боков. Интенсивность нагрева перед ядром выше, чем за ним.
При газовой сварке ввод тепла в изделие происходит по большей площади пятна нагрева. Источник тепла менее сконцентрирован, чем при других способах сварки плавлением. Из-за обширной площади разогрева основного металла околошовная зона — зона термического влияния — имеет большие размеры. Это приводит к образованию повышенных деформаций сварных соединений (короблению).
Воздействие газовой фазы на металл сварочной ванны
При газовой сварке на металл сварочной ванны активно воздействует газовая фаза всего пламени и особенно сварочной зоны. Газовая фаза содержит в основном СО + Н2 и частично пары воды, а также СО2, Н2, О2 и N2 и некоторое количество свободного углерода. Ее состав определяет соотношение кислорода к горючему газу в газовой смеси, а также температура пламени. В разных зонах фазы состав тоже различен.
От состава зависят металлургические взаимодействия газовой фазы с металлом сварочной ванны. Основные реакции при сварке — это окисление и восстановление. Направление реакции зависит от концентрации кислорода в газовой фазе — окислительное и науглероживающее пламя, — температуры взаимодействия и свойств оксида.
При сварке сталей газовая фаза в основном взаимодействует с железом, т.е. происходит образование его оксидов или восстановление. Элементы с большим сродством к кислороду по сравнению с железом (Al, Si, Mn, Cr и т.д.) могут интенсивно окисляться, когда реакций окисления железа не проходит. Они легко окисляются не только в чистом виде, но и в виде легирующих добавок, причем чем выше их содержание, тем окисление интенсивнее. Окисление таких элементов, как Al, Ti, Mg, Si, полностью исключить не удается. Для уменьшения их угара следует помимо регулирования состава газовой смеси использовать флюсы.
Раскисление и структура металла при газовой сварке
Защитное и восстановительное действие пламени относительно невысоко. Поэтому раскисление металла в сварочной ванне при сварке сталей достигают путем ввода в нее марганца, кремния и других раскислителей через присадочную проволоку.
Раскислители образуют жидкотекучие шлаки, способствующие самофлюсованию сварочной ванны. То есть на поверхности сварочной ванны образуются шлаки, которые защищают расплавленный металл от кислорода, водорода и азота, газовой среды пламени и подсасываемого воздуха.
Иначе не избежать негативных последствий. Например, содержащийся в пламени водород может растворяться в расплавленном металле сварочной ванны. При кристаллизации металла часть не успевшего выделиться водорода может образовать поры. Азот, попадающий в расплавленный металл из воздуха, образует в нем нитриды.
Структурные превращения в металле шва и околошовной зоне при газовой сварке носят такой же характер, как при других способах сварки плавлением. Но из-за медленного нагрева и охлаждения металл шва имеет более крупнокристаллическую структуру с равновесными неправильной формы зернами. При сварке сталей с содержанием 0,15… 0,3 углерода и быстром охлаждении в нем может образовываться видманштеттовая структура. Чем выше скорость охлаждения металла, тем мельче в нем зерно и тем выше механические свойства металла шва. Поэтому сварку следует производить как можно быстрее.
Зона термического влияния состоит из тех же характерных участков, что и при дуговой сварке. Но ее ширина значительно больше — до 30 мм при сварке стали больших толщин — и зависит от режима газовой сварки.
Типы соединений газовой сваркой
В процессе сварки происходит расплавление основного и присадочного металлов. Степень их расплавления определяют мощность горелки, толщина металла и его теплофизические свойства. Газовой сваркой выполняют сварные соединения различного типа.
Металл толщиной до 2 мм соединяют встык без разделки кромок и без зазора или — в идеале — с отбортовкой кромок без присадочного металла.
Металл толщиной 2… 5 мм с присадочным металлом сваривают встык без разделки кромок с зазором между кромками.
При сварке металла свыше 5 мм используют V- или Х-образную разделку кромок.
Тавровые и нахлесточные соединения допустимы только для металла толщиной до 3 мм. При большой толщине неравномерный разогрев приводит к существенным деформациям, остаточным напряжениям и возможности образования трещин.
Свариваемые кромки зачищают от загрязнений на 30… 50 мм механическими способами или газовым пламенем. Детали сварного соединения закрепляют перед сваркой в сборочно-сварочном приспособлении или собирают с помощью коротких швов прихваток.
Левый и правый способы сварки
Направление движения горелки и ее наклон к поверхности металла оказывают большое влияние на эффективность нагрева металла, производительность сварки и качество шва. Различают два способа сварки: правый и левый (рис. 3).
Внешний вид шва лучше при левом способе сварки, так как сварщик видит процесс образования шва. При толщине металла до 3 мм левый способ сварки также более производителен из-за предварительного подогрева кромок.
Но угол скоса кромок правым способом сварки на 10… 150 меньше, чем левым — при большой толщине металла и сварке с разделкой кромок. Угол наклона мундштука также может быть на 10… 150 меньше. В результате производительность сварки повышается. Тепловое воздействие пламени на металл зависит от угла наклона оси пламени к поверхности металла (рис. 4).
Рис. 3. Способы перемещения горелки (способы газовой сварки)
Рис. 4. Углы наклона горелки в зависимости от толщины металла
Техника газовой сварки
Во время сварки горелке сообщаются колебательные движения. Конец мундштука описывает зигзагообразный путь. Сварщик держит горелку в правой руке, а в левой при использовании присадочного металла сжимает присадочный пруток. Присадочный пруток располагается под углом 45° к поверхности металла. Оплавляемому концу присадочного прутка сообщают зигзагообразные колебания в направлении, противоположном движению мундштука (рис. 5).
Газовая сварка может проходить в нижнем, вертикальном и потолочном положениях. При сварке вертикальных швов «на подъем» удобнее вести процесс левым способом, а при сварке горизонтальных и потолочных — правым способом.
Рис. 5. Движения горелки и проволоки: а) при сварке стали толщиной более 3 мм в нижнем положении; б) при сварке угловых валиковых швов; 1 — движение проволоки; 2 — движение горелки; 3 — места задержек движения
Если нужно использовать флюс, его следует наносить на свариваемые кромки или вносить в сварочную ванну оплавляемым концом присадочного прутка. Флюсы можно использовать и в газообразном виде при подаче их в зону сварки с горючим газом.
Для плазменной дуги характерны крайне высокая температура (до 30000 °С) и широкий диапазон регулирования технологических свойств.
Электронно-лучевая сварка использует кинетическую энергию потока электронов, движущихся с высокими скоростями в вакууме.
Сварка трением это разновидность сварки давлением, при которой нагрев осуществляется трением, вызванным перемещением (вращением) одной из соединяемых частей свариваемого изделия.
При облучении поверхности тела светом энергия квантов (порций) света поглощается этой поверхностью. Образуется теплота, температура поверхности повышается. Если световую энергию сконцентрировать на малом участке поверхности, можно получить высокую температуру. На этом основана сварка световым лучом оптического квантового генератора — лазера.
При сварке токами высокой частоты (ТВЧ) изделие перед сварочным узлом формируется в виде заготовки с V-образной щелью между свариваемыми кромками.
Холодная сварка — способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками.
Сварка взрывом — сравнительно новый и перспективный технологический процесс. Он позволяет получать биметаллические заготовки и изделия практически неограниченных размеров из разнообразных металлов и сплавов, включая те, которые сложно сваривать другими способами.
Магнитно-импульсная сварка металлов использует силы электромеханического взаимодействия между вихревыми токами, наведенными в стенках обрабатываемой детали при пересечении их силовыми магнитными линиями импульсного магнитного поля и самим магнитным потоком.
Газовая сварка и наплавка стальных деталей. Заварка трещин
Для газопламенной обработки металлов применяют различные горючие газы и жидкости. При их сжигании в смеси с воздухом температура пламени обычно не превышает 1800…2000 °С. При газовой сварке большинства металлов требуется, чтобы температура газосварочного пламени была не ниже 3000 °С. Для повышения температуры пламени горючих газов их сжигание производится в смеси с технически чистым кислородом.
В качестве горючих газов в основном используют ацетилен (С2Н2) и пропан (С3Н6). От того, какой горючий газ и в какой пропорции он будет смешан с кислородом, зависят характер пламени, его температура и свойства. Различают три вида пламени.
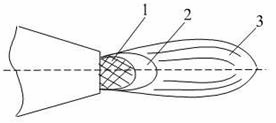
Рис. 1. Схема газового пламени: 1 – ядро пламени; 2 – рабочая зона; 3 – факел
- Нормальное пламя– не вызывает окисления или насыщения углеродом металла и способствует раскислению металла. Пламя состоит из ядра 1, восстановительной или рабочей зоны 2 и факела 3 (рис. 1). Ядро пламени — ярко светящаяся часть, состоящая из смеси кислорода с ацетиленом, начинающим гореть. Плавление металла ядром пламени недопустимо, потому что в составе ядра имеются кислород и свободный углерод, которые будут переходить в металл, окисляя его и насыщая углеродом. Восстановительная или рабочая зона представляет собой прозрачный ободок вокруг ядра и состоит из смеси продуктов частичного сгорания газа. Продукты частичного сгорания газа являются восстановителями по отношению к окислам большинства металлов. В связи с этим зона, называемая восстановительной, является и рабочей зоной. Она же обладает наивысшей температурой из всех участков пламени, и ею производят плавление металла. В факеле пламени происходит полное догорание горючего газа за счет кислорода, поступающего из воздуха. Нагревать металл при сварке факелом пламени недопустимо в связи с окислением металла, а также из-за низкой температуры факела пламени.
- Окислительное пламя – получается при избытке кислорода в смеси. Оно вызывает окисление металла. Окислительное пламя отличается укороченным ядром синеватого цвета, имеющим остроконечную форму, укороченным факелом, рабочая зона почти не заметна.
- Науглероживающее пламя– получается при избытке ацетилена в газовой смеси. При плавлении стали таким пламенем углерод из продуктов пламени переходит в металл. Науглероженный металл обладает повышенной твердостью и хрупкостью. Пламя отличается увеличенными размерами факела и ядра. Рабочая зона размыта и практически незаметна. В технике газопламенной обработки металлов обычно применяется нормальное пламя, но иногда рекомендуется слегка науглероживающее или слегка окислительное пламя.
1. Газовая сварка малоуглеродистой стали
Технология газовой сварки малоуглеродистой стали включает следующие операции.
1. Подготовка кромок металла под сварку:
- кромки под сварку подготавливаются в зависимости от толщины свариваемого металла, вида соединения и метода сварки. Перед сваркой кромки должны быть очищены от всех загрязнений на ширину 4…5 мм от оси шва. Стыковые соединения металла толщиной менее 2 мм сваривают без разделки кромок или с отбортовкой кромок. При толщине металла 2…5 мм делают скос одной из кромок; при толщине металла 5…15 мм делают разделку кромок V-образной формы; при толщине металла более 15 мм ведут двустороннюю сварку с Х-образной разделкой кромок.
2. Подбор сварочной (присадочной) проволоки:
- диаметр проволоки для газовой сварки подбирается в зависимости от толщины свариваемого металла и способа сварки по следующим формулам:
- для левого способа сварки d = δ/2 + 1 мм;
- для правого способа сварки d = δ/2, где δ – толщина свариваемого материала в миллиметрах.
Сварочная проволока выбирается в зависимости от марки свариваемого металла. Для сварки стали марок СтО…Ст15 выбирается проволока марки Св-08 или Св-15. Для сварки стали марок Ст15… Ст25 применяется проволока Св-08А или Св-08ГА.
3. Подбор мощности горелки (наконечника):
- мощность наконечника горелки подбирается в зависимости от толщины свариваемых кромок и метода сварки. В общем случае расход горючего газа определяется по формуле
где К – удельный расход газа на 1 мм толщины металла (справочные данные); δ – толщина металла в миллиметрах.
4. Управление горелкой:
- перед зажиганием горелки при помощи редуктора устанавливается необходимое рабочее давление кислорода. Сначала немного открывается кислородный вентиль на горелке, затем ацетиленовый и конец мундштука горелки подносится к пламени. После воспламенения смеси регулируют пламя до получения пламени нормального характера, руководствуясь его внешним видом. В процессе выполнения шва горелкой производят равномерное и непрерывное поступательное и колебательное движения, при этом факел пламени всегда должен оставаться параллельным оси шва.
Применяются два различных способа ручной газовой сварки: распространенный «левый» способ и менее распространенный – «правый» способ. При «левом» способе сварка ведется справа налево (рис. 2).
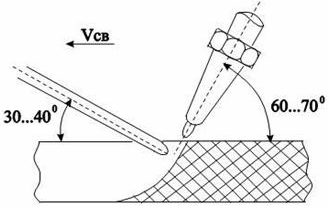
Рис. 2. Левый способ сварки
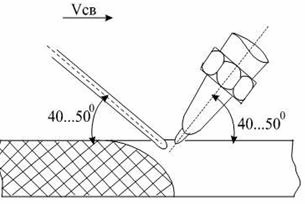
Рис. 3. Правый способ сварки
5. Подача сварочной проволоки – осуществляется под углом около 45°. При сварке металла толщиной свыше 1,5 мм конец сварочного прутка остается погруженным в сварочный металл во избежание окисления. При сварке металла толщиной более 5 мм сварочной проволокой производят колебательные движения в сторону, противоположную движению горелки.
Перед сваркой производится прихватка свариваемых кромок, которую выполняют от середины шва к краям. После сварки изделия из малоуглеродистой стали последующей термообработке не подвергаются, так как ее влияние на качество малоуглеродистой стали невелико.
2. Газовая сварка среднеуглеродистой и высокоуглеродистой стали
Основные затруднения при сварке
- Происходит кипение сварочной ванны.
- Металл закаливается в зоне шва, и образуются трещины в шве и околошовной зоне (ОШЗ).
Особенности сварки
- Мощность горелки для сварки подбирается несколько меньшая, чем при сварке малоуглеродистой стали.
- Рекомендуется применять флюс, особенно для сварки высокоуглеродистой стали (50 % NаСО3, 50 % Nа2СО3).
- Перед сваркой заготовки рекомендуется отжигать.
- Сварку следует выполнять с общим предварительным подогревом изделия, не допускаются перегрев и кипение сварочной ванны.
- После сварки необходимо обеспечить наиболее замедленное охлаждение сварного соединения (укрывание песком, асбестом).
- Во всех случаях сварки среднеи высокоуглеродистой стали рекомендуется последующая термическая обработка в виде отжига, нормализации или закалки с высоким отпуском.
3. Сварка легированной стали
Основные затруднения
- Металл закаливается, и образуются трещины в шве и ОШЗ тем больше, чем больше в составе стали углерода и легирующих добавок.
- Происходит выгорание из расплавленного металла легирующих элементов.
- Необходимо постепенно нагревать металл в месте начала шва.
- Накладывать швы следует с максимально возможной скоростью, не допуская перегрева металла.
- В месте окончания шва осуществлять медленный, постепенный отвод пламени, образуя усиление в конце шва, а также обогревая увеличенную площадь металла.
- Не допускать сварку металла при низких температурах. Обеспечивать медленное охлаждение сварного соединения.
- Перед сваркой заготовки должны быть в отожженном состоянии.
4. Сварка высоколегированной и инструментальной стали
- Образуются трещины в сварных швах вследствие сильной закаливаемости металла на воздухе.
- Получаются швы с большой химической неоднородностью.
- Заготовки перед сваркой должны быть в отожженном состоянии и тщательно очищены.
- Заготовки перед сваркой должны подогреваться до температуры 250…300 °С.
- При сварке должен обязательно применяться флюс.
- Пламя должно быть с небольшим избытком ацетилена.
- После сварки изделия в горячем состоянии необходимо помещать в печь для отжига.
Кроме различных сталей пламенем газовой горелки можно сваривать чугун, медь, латунь, бронзу. Широкое распространение газовое пламя нашло при ремонтной сварке чугуна, для наплавки, а также для пайки различных металлов. Газовое пламя может обеспечивать процесс разъединения металлов или газокислородную резку.
5. Заварка трещин
При заварке трещин необходимо предварительно на их концах просверлить отверстия сверлом диаметром 5…8 мм (рис. 4), для того чтобы при нагреве трещина не распространялась дальше (в деталях из малоуглеродистой стали концы
трещин можно не сверлить).
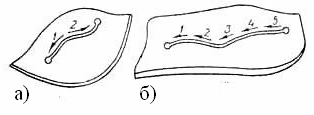
Рис. 4. Схема заварки коротких (а) и длинных (б) трещин
Конец трещины легко обнаруживается при снятии зубилом тонкой стружки. Если стружка не раздваивается, то это указывает на то, что трещины в данном месте нет.
При толщине металла более 5…6 мм трещину разделывают в зависимости от толщины с одной или двух сторон. Трещина заваривается от середины к краям. Если трещина имеет длину более 500 мм, то сварку целесообразно вести обратноступенчатым способом участками длиной 150…200 мм (рис. 4, б). Кромки трещины перед сваркой должны быть зачищены до металлического блеска.
Приемы заварки трещины зависят от конфигурации детали и ее характера. Трещины длиной до 200 мм можно сваривать без прихваток. При длинных трещинах требуется простановка прихваток, чтобы при сварке не уменьшался зазор между кромками разделанной трещины.
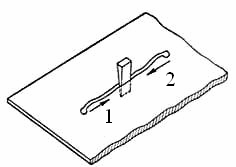
Рис. 5. Схема заварки трещины с расклиниванием
Иногда прихватки заменяют расклиниванием. Для этого в трещину посередине загоняют клин (рис. 5), вследствие чего она раздается. Трещину заваривают от каждого конца к клину. После этого клин выбивают и заваривают оставшийся участок. Если трещина выходит на край кромки детали, то сварку начинают от точки 1 и ведут к точке 2 (рис. 6). Затем заваривают оставшийся участок
2–3 от точки 3 к точке 2. Расстояние между точками 2 и 3 должно быть равно примерно 1/3 общей длины трещины. Небольшие трещины на тонком металле, например на крыле автомобиля, могут завариваться в одном направлении. При заварке крыла автомобиля после наложения небольшого участка шва производится проковка его с целью сохранения профиля крыла.
Рис. 6. Схема заварки трещины на крыле автомобиля
При заварке трещин на изделиях с малой толщиной листа (0,8…1,2 мм) колебательных движений горелкой и проволокой не делают.
6. Вварка заплат
При постановке заплат необходимо, чтобы материал заплаты соответствовал основному металлу по толщине и марке стали; углы отверстия и заплаты должны быть закруглены, так как при вварке заплат с острыми углами возникают трещины, начинающиеся от углов.
В основном металле и в заплате делают требуемый скос кромок. Размер заплаты берется таким, чтобы получить соответствующий зазор.
Кромки очищаются от ржавчины и грязи. После пригонки заплата закрепляется прихватками через каждые 200…250 мм. Сварка производится в порядке, указанном на рис. 7. Заплате придают выпуклую форму. Во время сварки такая заплата будет свободно деформироваться. После сварки нагретую заплату ударами молотка выправляют. Это предупреждает образование трещин от усадки при остывании металла шва.
Читайте также: