Температура искр от сварки
Обновлено: 19.09.2024
Сварочные работы могут быть как по газовой сварке и резке металла, так и электросварочные. Разберемся подробнее в требованиях пожарной безопасности по каждым видам.
При производстве строительных, монтажных работ по сборке конструкций, капитальному ремонту технологических установок, оборудования; при прокладке стальных трубопроводов систем жизнеобеспечения общественных, жилых зданий, подачи жидкого сырья, полуфабрикатов на производственных объектах, практически всегда необходима газовая резка, сварка металлических элементов, корпусов, частей.
При проведении строительных работ, связанных с монтажом несущих металлических конструкций, при сборке, ремонте промышленного оборудования, различных видов транспорта, производственных машин, механизмов; прокладке трубопроводных сетей, кроме использования болтовых соединений, механической клепки, широко применяется электрическая сварка.

Сварочные работы и пожарная безопасность
Пожарная безопасность при производстве газосварочных работ – в процессе используются горючие газы – от ацетилена, пропана, бутана до водорода, детали, части конструкций сильно нагреваются; при этом падают, разлетаются капли, частицы раскаленного металла, способные легко воспламенить горючие материалы в радиусе десятков метров, особенно если монтажные, строительные работы ведутся на высоте.
Пожарная безопасность электросварочных работ – учитывая, что основой процесса сварки является электрическая дуга, сопровождаемая токами большой силы, разогревом металлических деталей, частей конструкций до 1000℃, разлетом искр, капель расплава металла, раскаленных огарков электродов; выделением значительного количества тепловой, световой энергии, достаточного для воспламенения горючих материалов.
Электросварочные работы
Виды работ и места проведения
Технологические процессы электрической сварки, резки, наплавления стационарными, передвижными установками, переносными аппаратами подразделяют на следующие виды:
- Дуговая.
- Атомно-водородная.
- Электронно-лучевая.
- Лазерная.
- Плазменная.
- Электрошлаковая.
Работы проводят как в закрытых помещениях – на стационарных сварочных постах, в помещениях сборочных, ремонтных, производственных цехов, в том числе на лесах, установленных вокруг технологического оборудования, так и на открытом воздухе – в ходе монтажа строительных металлических конструкций; при создании, ремонте промышленного оборудования, транспортных средств, трубопроводных сетей, эстакад.
Нормативные документы
Требования пожарной безопасности к проведению работ по электрической сварке конструкций, резке металлолома изложены в следующих нормативных документах:
- В «ППР в РФ», где в разделе XVI о пожароопасных работах приведен основной свод правил организации, проведения, контроля за местами выполнения электросварки, в том числе по окончании рабочих смен.
- В действующем руководящем документе 34.03.307, разработанном в 1987 году, о правилах ПБ при строительстве, монтажных работах на предприятиях Минэнерго, в разделе 8 также четко сформулированы меры ПБ при ведении электросварочных работ.
- В «Правилах по охране труда при производстве газоэлектросварочных работ», утвержденным в 2014 году приказом № 1101н Минтруда и соцзащиты.
- В актуальном государственном стандарте 12.3.003, вышедшим в 1986 году, о требованиях безопасности при ведении электросварочных работ.
Хотя общие требования в этих документах в основном дублируются, но существуют и специфические указания, в том числе связанные с местами ведения электросварочных работ – на высоте, внутри транспортируемых емкостей, технологических резервуаров, оборудования.
Требования
Пожарная безопасность при ведении электросварочных работ обеспечивается неукоснительным выполнением комплекса организационных, технических мероприятий, изложенных в нормативных актах, правилах:
- Тщательная подготовка места работ – очистка участка/зоны помещения, наружной территории от любых горючих материалов, в том числе отходов производства, сгораемого мусора в радиусе, указанном в приложении 3 к «ППР в РФ».
- При этом наименьший требуемый радиус зоны очистки находится в прямой зависимости от высоты точки электросварки над уровнем пола, земли – от 5 м при работе на нулевой отметке до 14 м при работах на высоте больше 10 м, что связано с разлетом капель расплава металла, раскаленной окалины, огарков.
- До начала работ необходимо проводить полное опорожнение, слив горючих жидкостей, ЛВЖ из корпусов технологического оборудования, резервуаров складского хранения, железнодорожных цистерн, участков трубопроводных сетей по перекачке жидких воспламеняемых, сгораемых материалов, газовых смесей.
- А затем выполнять их промывку, обработку горячим паром, проветривание, замер концентрации опасных веществ в воздушной среде, чтобы исключить взрыв и/или пожар.
- Перед началом работ в помещениях, имеющих высокую категорию по взрывопожарной опасности, необходимо предварительное проветривание, постоянная работа вытяжных систем вентиляции, регулярный контроль наличия горючих газов, паров.
- Если в радиусе защитной зоны очистки находятся стационарные конструкции, изготовленные из сгораемых материалов, в том числе настилы полов, то следует закрывать, занавешивать, застилать их листовыми, рулонными материалами из негорючих веществ, в том числе металлическими экранами, противопожарными полотнами/кошмами, или проливать водой.
- Место ведения электросварочных работ в таких условиях также может быть выделено временной сплошной перегородкой/экраном из негорючих материалов высотой не меньше 1, 8 м, с нижним зазором до пола не больше 50 мм, защищенным металлической сеткой с ячейками не больше 1х1 мм.
- Чтобы исключить падение, проникновение искр, окалины, капель расплава металла в смежные, нижележащие помещения следует до начала производства работ закрыть все двери, люки в стенах, перегородках, перекрытиях; защитить экранами, щитами из несгораемых материалов строительные, технологические, монтажные проемы.
- Обязательное оформление, визирование администрацией объекта, где необходима электросварка, наряда-допуска на производство огневых работ по форме приложения 4 к «ППР в РФ».
- Возле мест предстоящих работ должны быть установлены переносные, передвижные огнетушители, соответствующих видов, веса/объема заряда огнетушащих веществ, согласно указаниям приложения 1 к «ППР в РФ».
В ходе производства, по окончании электросварочных работ следует выполнять следующие меры ПБ:
- Полностью, в том числе от питающей электросети, отключать электросварочную аппаратуру, включая периоды перерывов в работе.
- По окончании работ все электросварочное оборудование необходимо убирать в места постоянного хранения.
- Запрещено приступать к электросварке с неисправным оборудованием, на неподготовленных местах; допускать к работе людей, не имеющих профильного образования, квалификационных удостоверений, наряд-допусков на право проведения работ.
- Электросварочная переносная аппаратура/стационарная установка должна быть надежно заземлена.
- Необходимо использовать только стандартные виды электродов промышленного производства, что соответствуют установленному сварочному току.
- Огарки электродов необходимо складывать в специальный металлический контейнер/ящик, что устанавливается в непосредственной близости от точки электросварки.
- Запрещено выбивать огарки электродов о строительные конструкции, разбрасывая их в зоне работ, так это нередко приводит к возникновению очагов возгораний, развитию, распространению пожара, в том числе через несколько часов по окончании работ.
- Проложенные к месту работ электрические провода сварочной аппаратуры не должны соприкасаться с баллонами, резервуарами хранения сжатых/сжиженных газов.
- Запрещено проводить работы на технологическом оборудовании, участках трубопроводных сетей предприятий, транспортных средствах, что заполнены горючими, ядовитыми материалами, а также находящимися под рабочим электрическим напряжением.
- Не следует проводить электросварку в ходе строительно-монтажных работ на элементах зданий, несущих металлических конструкциях одновременно с укладкой утеплителей, устройством гидроизоляции; наклейкой покрытий полов с использованием органических клеев, мастик, лаков.
- Запрещается использовать кабели электросварочной аппаратуры с повреждениями изоляционного слоя, использовать нестандартные автоматы электрозащиты.
- Соединение сварочных проводов/кабелей осуществляют прессовкой, пайкой, болтовыми зажимами, исключая контакты скруткой.
- При прокладке проводов следует обеспечивать безопасные расстояния до трубопроводов, транспортирующих кислород, не меньше 0,5 м; до труб, баллонов, резервуаров с горючими газами, включая ацетилен, используемый при газовой сварке/резке, не меньше 1 м.
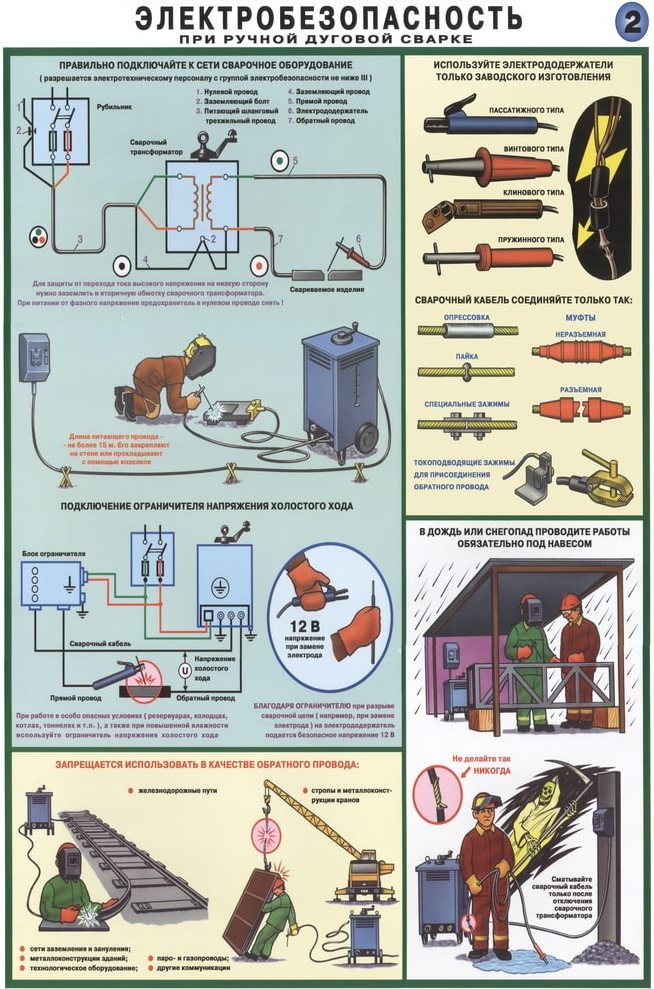
- Запрещено использовать как обратный проводник заземляющие сети строительных объектов, железнодорожные рельсы, металлоконструкции зданий, инженерные коммуникации, производственное оборудование. Для этого используют 2 провода из комплекта электросварочной аппаратуры.
В целом пожарная безопасность при выполнении электросварочных работ обеспечивается исправностью аппаратуры, тщательной подготовкой места производства, квалификацией, опытом сварщиков; постоянным надзором бригадира/прораба, регулярным контролем администрации объекта, в том числе в течение не меньше 2 часов после окончания.
Инструкция по проведению работ
Работы по газовой сварке и резке металла
Виды и места проведения
Работы по газовой резке, соединении способом плавления металлических деталей оборудования, товарных изделий ведутся на постоянных местах в сварочных мастерских, постах, специально отведенных участках производственных, ремонтно-механических, сборочных цехов, оборудованных для этих целей; в ходе текущего ремонта при плановых остановах технологических установок. А также большой объем газосварочных работ выполняется на строительстве различных объектов, при проведении реконструкции несущих металлических каркасов зданий.
Газовая резка используется как для заготовки отрезков труб, элементов конструкций, так и в процессе приведения крупногабаритного металлического лома в состояние, пригодное для перевозки на транспортных средствах.
Во всех случаях обеспечение ПБ при газосварочных работах является одним из главных условий возможности проведения таких мероприятий в связи с высокой пожарной опасностью процесса; огромным ежегодным количеством пожаров, фиксируемых МЧС РФ, по причине нарушения требований безопасности газосварщиками, слабого контроля со стороны администрации объектов защиты.
Документация
Комплекс требований к организации, проведению газосварочных работ изложен в нескольких официальных документах как федерального, так и ведомственного уровня:
- В разделе XVI «ППР в РФ», что устанавливает требования к производству пожароопасных работ, независимо от места проведения.
- В правилах безопасности производства огневых работ, утвержденных Федеральной службой технадзора.
- В «Правилах по охране труда при проведении газоэлектросварочных работ, утвержденных приказом № 1101н Министерства труда и соцзащиты в 2014 году.
- В правилах ПБ при производстве строительных работ на объектах энергетической отрасли.
- ГОСТ Р 14175-2010 – о газах, газовых смесях, используемых для сварки металлов.
Эти документы используются при обучении газосварщиков, специалистов инженерных служб, ответственных за ПБ объектов, что контролируют проведение таких работ, в рамках противопожарных инструктажей, обучения по программам ПТМ.
Нормативные требования
Особое внимание в правилах пожарной безопасности при производстве этих пожароопасных работ уделяется контролю за профессиональным обучением, квалификацией газосварщиков, подготовкой мест проведения:
- Так, к проведению работ по резке, сварке металлических конструкций, деталей оборудования допускаются только специалисты, имеющие квалификационные удостоверения, что обязательно прошли предварительный медосмотр, инструктажи по пожарной безопасности, технике безопасности; были обучены методам, приемам ведения газосварки со стажировкой на месте, с проверкой объема знаний в виде сдачи зачетов/экзаменов, проводимой не реже раза в году.
- Для проведения газосварочных, резательных работ на временных местах, исключая строительные площадки, частные домовладения, руководителем или ответственным за ПБ организации по месту выполнения должен быть надлежащим порядком заполнен, подписан наряд-допуск на ведение огневых работ по установленной форме приложения № 4 «ППР в РФ».
- Территория места производства газосварочных работ в радиусе, зависящем от высоты проведения, указанном в приложении № 3 «ППР в РФ», тщательно очищается от всех горючих материалов – сырья, мусора, готовой продукции; а сгораемые строительные конструкции, поверхности полов, отделки, облицовки, изоляция, элементы производственного оборудования, выполненные из горючих веществ, защищаются от контакта с огнем, искрами металлическими экранами, противопожарными полотнами, при необходимости поливаются водой.
- Недопустимо проводить газопламенные работы с приставных стремянок, лестниц, а также совместно использовать газобаллонное и электросварочное оборудование внутри корпусов технологического оборудования, емкостей для хранения, перевозки.
- Запрещено хранить горючие жидкости, в том числе ЛВЖ, другие огнеопасные материалы ближе 5 м от мест производства работ.
- Если необходимо выполнять газосварочные работы на высоте больше 5 м, то следует устанавливать для этих целей леса, площадки, изготовленные из негорючих материалов.
- При одновременной работе на лесах по одной вертикали нескольких рабочих необходимо обеспечить защиту людей, газобаллонного оборудования от попадания расплавленных капель металлов. При этом места проведения газосварочных работ на всех ярусах, при отсутствии несгораемых защитных настилов, очищают от горючих материалов в радиусе не меньше 5 м, а от взрывоопасных веществ, оборудования – не меньше 10 м.
- Чтобы раскаленные капли, части металлических конструкций не могли попасть в ходе газосварочных работ на нижележащие этажи, в смежные помещения следует закрывать все технологические проемы, люки, отверстия в основных строительных конструкциях негорючими материалами.

Перед началом проведения газосварочных работ работники должны проверить:
- Исправность газобаллонного оборудования, включая контрольно-измерительную аппаратуру.
- Герметичность всех соединений по линии от баллонов до газового резака/горелки.
- Наличие, исправность первичных средств тушения пожаров.
Газосварку, резку металлов допустимо выполнять на горизонтальном расстоянии не меньше:
- 5 м – от баллонов со сгораемыми газами, О2.
- 10 м – от групп баллонов, числом больше 2, что предназначены для выполнения газопламенных работ.
- 3 м при ручных работах – от трубопроводов с горючими газами, а также от металлических шкафов, в которых установлены баллоны с воспламеняемыми газовыми смесями.
В ходе работ необходимо:
- Зачищать от антикоррозионных грунтовок, сгораемых красок, покрытий, эмалей поверхности свариваемых заготовок строительных конструкций, деталей оборудования на ширину не меньше 0,1 м от места сварки.
- Перед перерывом в работе, в конце рабочего дня/смены следует приводить в пожаробезопасное состояние газобаллонное оборудование – закрывать вентили, отсоединять шланги, освобождая от горючих газов.
По окончании работ все газобаллонное оборудование следует перемещать в отведенные для этих целей специальные помещения/места.
Безопасность при проведении сварочных работ
При производстве любых видов газопламенных работ запрещено:
- Допускать к самостоятельным работам учеников газосварщиков, работников предприятий без квалификационных удостоверений.
- Приступать к ним без регламентной проверки исправности, а также при выявлении неисправностей, нарушений правил эксплуатации – повреждениях корпусов, вентилей, переходников; с истекшими сроками освидетельствования, при выявлении негерметичности в любом месте соединения.
- Проводить работы на недавно окрашенных сгораемыми грунтовками, красками, лаками строительных конструкциях, деталях производственного оборудования, изделиях.
- Использовать спецодежду, защитные рукавицы, загрязненные растительными жирами, маслами, нефтепродуктами, другими горючими жидкостями.
- Допускать контакт баллонов с горючими газами, О2 с электрическими кабелями, проводами.
- Выполнять работы на корпусах технологического оборудования, емкостях хранения, трубопроводных обвязках, коммуникациях, что заполнены горючими, токсичными материалами, или находятся под напряжением электротока; а также на элементах строительных объектов, что выполнены из легких металлоконструкций со сгораемыми, трудно сгораемыми утеплителями.
Требования ПБ, тесно связанные с техникой безопасности работ, занимают большой объем учебных программ газосварщиков, а ежегодная проверка знаний позволяет освежить знание противопожарных правил.
Однако руководству строительно-монтажных предприятий, администрации ответственным за ПБ объектов, где должны производиться такие пожароопасные работы, не следует полагаться исключительно на сознательность рабочих; а сами тщательно проверять подготовку мест проведения, состояние оборудования, соблюдение газосварщиками требований ПБ.
Пожарная безопасность при проведении сварочных работ: требования и меры
Температура и другие важные характеристики сварочной дуги
Принцип электродуговой сварки основан на использовании температуры электрического разряда, возникающего между сварочным электродом и металлической заготовкой.
Дуговой разряд образуется вследствие электрического пробоя воздушного промежутка. При возникновении этого явления происходит ионизация молекул газа, повышение его температуры и электропроводности, переход в состояние плазмы.
Горение сварочной дуги сопровождается выделением большого количества световой и особенно тепловой энергии, вследствие чего резко повышается температура, и происходит локальное плавление металла заготовки. Это и есть сварка.
Основные свойства дугового разряда
В процессе работы, для того, чтобы возбудить дуговой разряд, производится кратковременное касание заготовки электродом, то есть, создание короткого замыкания с последующим разрывом металлического контакта и установлением требуемого воздушного зазора. Таким способом выбирается оптимальная длина сварочной дуги.

При очень коротком разряде электрод может прилипать к заготовке, плавление происходит чересчур интенсивно, что может привести к образованию наплывов. Длинная дуга отличается неустойчивостью горения и недостаточно высокой температурой в зоне сварки.
Неустойчивость и видимое искривление формы сварочной дуги часто можно наблюдать при работе промышленных сварочных агрегатов с достаточно массивными деталями. Это явление называется магнитным дутьем.
Суть его заключается в том, что сварочный ток дуги создает некоторое магнитное поле, которое взаимодействует с магнитным полем, создаваемым током, протекающим через массивную заготовку.
То есть, отклонение дуги вызывается магнитными силами. Дутьем процесс назван потому, что дуга отклоняется, как будто под воздействием ветра.
Радикальных способов борьбы с этим явлением нет. Для уменьшения влияния магнитного дутья применяют сварку укороченной дугой, а также располагают электрод под определенным углом.
Среда горения
Существует несколько различных сварочных технологий, использующих электродуговые разряды, отличающиеся свойствами и параметрами. Электрическая сварочная дуга имеет следующие разновидности:
- открытая. Горение разряда происходит непосредственно в атмосфере;
- закрытая. Образующаяся при горении высокая температура вызывает обильное выделение газов от сгорающего флюса. Флюс содержится в обмазке сварочных электродов;
- в среде защитных газов. В этом варианте, в зону сварки подается газ, чаще всего, это гелий, аргон или углекислый газ.
Защита зоны сварки необходима для предотвращения активного окисления плавящегося металла под воздействием кислорода воздуха.
Слой окисла препятствует образованию сплошного сварного шва, металл в месте соединения приобретает пористость, в результате чего снижается прочность и герметичность стыка.
В какой-то мере дуга сама способна создавать микроклимат в зоне горения за счет образования области повышенного давления, препятствующего притоку атмосферного воздуха.
Применение флюса позволяет более активно выдавливать воздух из зоны сварки. Использование среды защитных газов, подаваемых под давлением, решает эту задачу практически полностью.
Продолжительность разряда
Кроме критериев защищенности, дуговой разряд классифицируется по продолжительности. Существуют процессы, в которых горение дуги происходит в импульсном режиме.
В таких устройствах сварка осуществляется короткими вспышками. За время вспышки, температура успевает возрасти до величины, достаточной для локального расплавления небольшой зоны, в которой образуется точечное соединение.
Большинство же применяемых сварочных технологий использует относительно продолжительное по времени горение дуги. В течение сварочного процесса происходит постоянное перемещение электрода вдоль соединяемых кромок.
Область повышенной температуры, создающая сварочную ванну, перемещается вслед за электродом. После перемещения сварочного электрода, следовательно, и дугового разряда, температура пройденного участка снижается, происходит кристаллизация сварочной ванны и образование прочного сварного шва.
Структура дугового разряда
Область дугового разряда условно принято делить на три участка. Участки, непосредственно прилегающие к полюсам (аноду и катоду), называют соответственно, анодным и катодным.
Центральную часть дугового разряда, расположенную между анодной и катодной областями, называют столбом дуги. Температура в зоне сварочной дуги может достигать нескольких тысяч градусов (до 7000 °C).
Хотя тепло не полностью передается металлу, его вполне хватает для расплавления. Так, температура плавления стали для сравнения составляет 1300-1500 °C.
Для обеспечения устойчивого горения дугового разряда необходимы следующие условия: наличие тока порядка 10 Ампер (это минимальное значение, максимум может достигать 1000 Ампер), при поддержании напряжения дуги от 15 до 40 Вольт.
Падение этого напряжения происходит в дуговом разряде. Распределение напряжения по зонам дуги происходит неравномерно. Падение большей части приложенного напряжения происходит в анодной и катодной зонах.
Экспериментальным путем установлено, что при сварке плавящимся электродом, наибольшее падение напряжения наблюдается в катодной зоне. В этой же части дуги наблюдается наиболее высокий градиент температуры.
Поэтому, при выборе полярности сварочного процесса, катод соединяют с электродом, когда хотят добиться наибольшего его плавления, повысив его температуру. Наоборот, для более глубокого провара заготовки, катод присоединяют к ней. В столбе дуги падает наименьшая часть напряжения.
При производстве сварочных работ неплавящимся электродом, катодное падение напряжения меньше анодного, то есть, зона повышенной температуры смещена к аноду.
Поэтому, при этой технологии, заготовка подключается к аноду, чем обеспечивается хороший ее прогрев и защита неплавящегося электрода от излишней температуры.
Температурные зоны

Следует заметить, что при любом виде сварки, как плавящимся, так и неплавящимся электродом, столб дуги (его центр) имеет самую высокую температуру – порядка 5000-7000 °C, а иногда и выше.
Зоны наиболее низкой температуры располагаются в одной из активных областей, катодной или анодной. В этих зонах может выделяться 60-70% тепла дуги.
Кроме интенсивного повышения температуры заготовки и сварочного электрода, разряд излучает инфракрасные и ультрафиолетовые волны, способные оказывать вредное влияние на организм сварщика. Это обусловливает необходимость применения защитных мер.
Что касается сварки переменным током, понятие полярности там не существует, так как положение анода и катода изменяется с промышленной частотой 50 колебаний в секунду.
Дуга в этом процессе обладает меньшей устойчивостью по сравнению с постоянным током, ее температура скачет. К преимуществам сварочных процессов на переменном токе, можно отнести только более простое и дешевое оборудование, да еще практически полное отсутствие такого явления, как магнитное дутье, о котором сказано выше.
Вольт-амперная характеристика
На графике представлены кривые зависимости напряжения источника питания от величины сварочного тока, называемые вольт–амперными характеристиками сварочного процесса.

Кривые красного цвета отображают изменение напряжения между электродом и заготовкой в фазах возбуждения сварочной дуги и устойчивого ее горения. Начальные точки кривых соответствуют напряжению холостого хода источника питания.
В момент возбуждения сварщиком дугового разряда, напряжение резко снижается вплоть до того периода, когда параметры дуги стабилизируются, устанавливается значение тока сварки, зависящее от диаметра применяемого электрода, мощности источника питания и установленной длины дуги.
С наступлением этого периода, напряжение и температура дуги стабилизируются, и весь процесс приобретает устойчивый характер.
Сварочные работы и меры противопожарной безопасности
Каждый сварщик обязан перед началом работы проверить исправность аппаратуры и готовность места сварки в противопожарном отношении (наличие средств пожаротушения — ящиков с песком, лопат, ведер с водой, огнетушителей).
Во время работы нельзя допускать попадания искр, расплавленного металла, пламени горелки, электродных огарков на сгораемые конструкции и материалы.
После выполнения сварочных работ необходимо тщательно осмотреть рабочее место, нижележащие площадки и этажи и в случае обнаружения воспламенения полить их водой.
К проведению сварочных работ допускаются сварщики, прошедшие противопожарный минимум и получившие специальные квалификационные удостоверения и специальный талон на право допуска их к проведению огневых работ. Разрешение на право проведения огневых работ выдается начальником или главным инженером строительства.
При проведении сварочных работ запрещается:
а) приступать к работе при неисправной аппаратуре;
б) производить сварку или резку свежеокрашенных конструкций
до полного высыхания краски;
в) пользоваться при сварке одеждой и рукавицами со следами масел и жиров, бензина и других горючих жидкостей;
г) хранить в сварочных кабинах или в зоне сварки горючие либо взрывчатые предметы и материалы;
д) допускать к сварочным работам сварщиков или учеников сварщиков, не сдавших испытаний по противопожарной безопасности при выполнении сварочных работ;
е) выполнять сварку ёмкостей, содержащих горючие или взрывчатые вещества, а также сварку сосудов, находящихся под давлением, сварку работающего оборудования или оборудования, находящегося под напряжением;
ж) допускать соприкосновение электрических проводов с баллонами газа;
з) перегревать баллоны с газами;
и) работать вблизи газовых баллонов инструментом, вызывающим появление искры;
к) вешать на газопроводы тряпки, промасленную ветошь; л) выпускать полностью газ из баллонов (давление газа при его расходовании снижают до 0,05—0,1 МПа, т. е. до 0,5—1 кгс/см²) м) переносить баллоны на руках, плечах.
При электросварочных работах во избежание поражения электрическим током необходимо:
а) надежно заземлять корпуса источников питания сварочной
дуги и сварочного вспомогательного оборудования, а также свариваемые изделия. Заземление осуществляют медным проводом, один конец которого прикрепляют к специальному болту с надписью «Земля» на корпусе источника питания сварочной дуги, а второй — к заземляющей шине. Заземление передвижных источников питания производится до их включения в силовую сеть, а снятие заземления — только после отключения от силовой сети;
б) использовать для подключения источников питания сварочной дуги к сети настенные ящики с рубильниками, предохранителями
и зажимами. Длина проводов сетевого питания должна быть не более 10 м. При необходимости нарастить провод применяют соединительную муфту с прочной изоляционной оболочкой. Провод подвешивают на высоте 2,5—3,5 м над землей. Спуски заключают в металлические трубы. Вводы и выводы должны иметь втулки или воронки, предохраняющие провода от перегибов, а изоляцию от порчи;
в) размещать сварочное оборудование при наружных работах
под навесом, в палатке или в будке для предохранения от дождя и снега. При отсутствии таких укрытий сварочные работы не производят, а сварочную аппаратуру защищают от воздействия атмосферных осадков;
г) возлагать на электриков обязанности по присоединению
электросварочного оборудования к сети и отсоединению его, а также по наблюдению за его исправным состоянием в процессе эксплуатации;
д) проверять исправность изоляции всех сварочных проводов
и их соответствие применяемому напряжению. Использовать провода с ветхой и растрепанной изоляцией категорически запрещается;
е) пользоваться при сварке внутренних швов резервуаров, котлов, труб и других закрытых и сложных конструкций резиновым
шлемом и галошами. Для освещения следует пользоваться переносной лампой напряжением 12 В. Все электросварочное оборудование
должно быть оснащено устройствами автоматического отключения
напряжения холостого хода или его ограничения до безопасной величины (ACT-500, ACH-1, ACH-30). При работах внутри резервуара или при сварке сложной металлической конструкции, а также при сварке ёмкостей из-под горючих и легковоспламеняющихся жидкостей рядом со сварщиком должен находиться дежурный, обеспечивающий безопасность работ и при необходимости оказывающий сварщику первую помощь. При поражении электрическим током пострадавшего освобождают от электропроводов, обеспечивают доступ к
нему свежего воздуха и, если пострадавший потерял сознание, немедленно вызывают скорую медицинскую помощь; при необходимости до прибытия врача производят искусственное дыхание;
ж) закрывать лицо для защиты глаз и кожи от световых и невидимых лучей дуги щитком, маской или шлемом, в смотровое отверстие которых вставлено специальное стекло — светофильтр Это требование относится как к электросварщикам, так и к их подручным. Для защиты светофильтра от брызг металла снаружи в смотровое отверстие вставляется обычное прозрачное стекло. Светофильтры выбирают в зависимости от величины сварочного тока. Предусмотрены четыре типа стеклянных светофильтров: Э-1 (для токов 30—75 А), Э-2 (для токов 75—200 А), Э-3 (для токов 200—400 А) и Э-4 (для токов более 400 А). Для подсобных рабочих предусмотрены светофильтры В-14 В-2 и В-3. Для защиты окружающих от Воздействия излучений дуги в стационарных цехах устанавливают закрытые сварочные кабины, а при строительных и монтажных работах применяют переносные щиты или ширмы;
з) работать во избежание ожогов в спецодежде из брезента или плотного сукна, в рукавицах и головном уборе. Куртку не следует заправлять в брюки. Карманы должны быть плотно закрыты клапанами. Брюки надо носить с напуском на обувь. При сварке потолочных, горизонтальных и вертикальных швов необходимо надевать брезентовые нарукавники и плотно завязывать их поверх рукавов у кистей рук. Зачищать сварные швы от шлака и флюса лишь после их полного остывания и обязательно в очках с простыми стеклами.
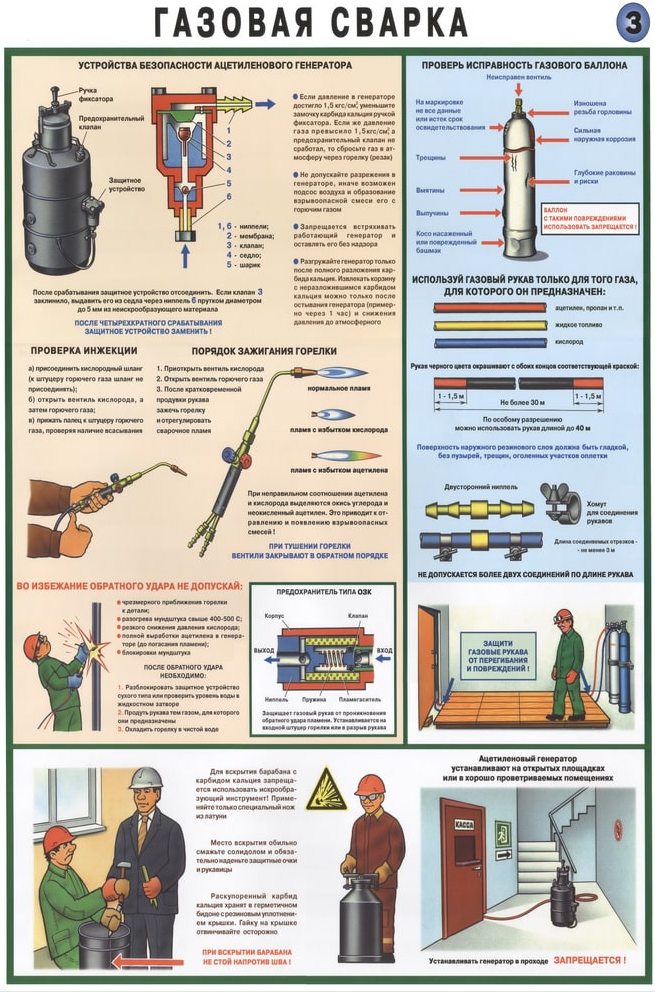
При газовой сварке и резке металлов необходимо выполнять следующие требования:
а) устанавливать оборудование и производить сварочные работы вдали от огнеопасных материалов;
б) производить сварку внутри резервуаров, котлов и цистерн с
перерывами при непрерывной вентиляции и низковольтном освещении под наблюдением постоянного дежурного. Перед производством
работ убеждаться в отсутствии в указанных ёмкостях взрывоопасных смесей;
в) хранить карбид кальция в герметически закрытых барабанах
в сухих и хорошо проветриваемых помещениях. Вскрывать барабаны только специальным ножом, при этом крышку на участке резания покрывать маслом (можно просверлить отверстие, а затем сделать вырез ножницами). Не пользоваться стальным зубилом и молотком. Эти меры предупреждают образование искр, опасных для ацетилено-воздушных смесей;
г) заправлять ацетиленовые генераторы водой до установленного уровня. Применять карбид кальция только той грануляции, которая установлена паспортом генератора. После загрузки карбида — продувать генератор от остатков воздуха.
При работе на открытом воздухе и низких температурах пользоваться ватным чехлом. Во избежание замерзания генератора сливать воду после прекращения
работ.
Категорически запрещается отогревать замерзший генератор
открытым пламенем. Его можно отогревать только ветошью, смоченной горячей водой, или паром. Выгружать ил только после полного
разложения данной порции карбида и только в иловые ямы с надписью о запрещении курения и взрывоопасности. Важным условием
безопасности работы генератора является наличие, исправность и
заправленность водяного затвора;
д) допускать к эксплуатации только исправные баллоны, прошедшие установленные по срокам освидетельствования (для баллонов— 5 лет, для пористой массы ацетиленовых баллонов — 1 год)
Хранить баллоны закрепленными в вертикальном положении в помещениях или на открытом воздухе, но при обязательной защите от воздействия солнечных лучей. Перевозка баллонов допускается при навернутых предохранительных колпаках. Перевозка на большие расстояния производится на машинах и подрессоренных повозках, а на небольшие расстояния — в специальных носилках или тележках. При этом для укладки баллонов пользуются деревянными подкладками.
При эксплуатации баллон закрепляют хомутиком в вертикальном положении на расстоянии не менее 5 м от рабочего места. Перед началом работы необходимо продуть выходное отверстие баллона. Крепление редуктора к вентилю баллона должно быть надежным и плотным. Открывать вентиль следует медленно и плавно. Газ расходуют до остаточного давления кислорода не менее 50 кПа (0,5 кгс/см²), а ацетилена до 50—100 кПа (0,5—1 кгс/см²). После окончания работ необходимо плотно закрыть вентиль баллона, выпустить газ из редуктора и шлангов, снять редуктор, надеть заглушку на штуцер и навернуть колпак на вентиль баллона;
е) применять редукторы только с исправными манометрами.
Предохранять кислородные редукторы от попадания на них масел
и жиров. На баллон редуктор устанавливать с осторожностью, чтобы не повредить резьбу. Кислород в редуктор подавать при полностью ослабленной регулировочной пружине редуктора. Вентиль открывать медленно и следить, чтобы не было утечки газа. При обнаружении неисправности закрыть вентиль баллона и устранить
неисправности редуктора или соединений;
ж) выполнять крепление газоподводящих шлангов к редуктору,
горелке и водяному затвору специальными стяжными хомутиками.
Обеспечивать надёжность присоединения и герметичность. Постоянному контролю подлежит исправность газопроводов и шлангов,
з) все работы, связанные с газопламенной обработкой металлов, выполнять в защитных очках закрытого типа со стеклами марки ГС и светофильтрами, тип которых принимают в зависимости от расхода ацетилена (сжиженного газа):
Расход ацетилена (сжиженного газа), л/ч ….. До 750 (500) 750—2500 более 2500
(500—1500) (1500)
Тип светофильтра …» ГС-3 ГС-7 ГС-12
Подсобные рабочие, работающие непосредственно с газосварщиком или газорезчиком, должны пользоваться защитными очками со светофильтрами В-1, В-2 и В-3;
и) применять для соединения шлангов специальные двусторонние ниппели. Крепить шланги на ниппелях лучше всего при помощи специальных хомутиков;
к) при зажигании сварочного пламени сначала открыть кислородный вентиль, а затем вентиль горючего газа, после чего зажечь горючую смесь. При гашении пламени во избежание обратного удара сначала закрыть вентиль горючего газа, а затем кислородный.
В условиях монтажной площадки для безопасного ведения сварочных работ необходимо:
а) производить сварочные работы на высоте с лесов, подмостей
и люлек только после проверки этих устройств руководителем работ. Леса и подмости должны быть сплошными, шириной не менее
1 м с прочными ограждениями. Допускаются кратковременные работы с приставных лестниц при условии, если их верхние концы
надежно прикреплены к прочным неподвижным элементам конструкций и исключена возможность смещения опор или случайного
сдвига лестницы. При производстве работ одновременно в нескольких ярусах необходимо предусмотреть сплошные настилы или навесы для защиты работающих внизу от искр и капель расплавленного металла и шлака. При этом сварщик должен иметь сумку
для электродов, куда обязан укладывать огарки;
б) работать в фибролитовых касках и применять брезентовые
наплечники для защиты шеи и плеч. При работе на высоте сварщики обязаны пользоваться исправными предохранительными поясами, прикрепляя их к прочным и неподвижным элементам конструкций;
в) надежно закреплять прокладываемые сварочные провода и
шланги, подающие газ к рабочим местам, защищать их от повреждений и случайных смещений. Соприкосновение проводов с водой,
маслом, стальными канатами и горячими трубопроводами недопустимо. В качестве дополнительных мер защиты применяется обмотка
проводов брезентовой лентой;
г) не производить работы по сварке и резке в зимнее время
при температуре ниже —30° С. При температуре от —20° С
до —25° С обеспечивать условия для обогрева рабочих в непосредственной близости от места работы в течение 10 мин через каждый
час работы. При гололеде или ветре более 6 баллов выполнять
сварку и резку на высоте не разрешается;
д) применять в монтажных условиях для защиты сварщиков
от контакта с влажной холодной землей и снегом, а также с холодным металлом конструкций резиновые коврики, подстилки, маты, наколенники и подлокотники. При наружных работах использовать ватные костюмы и валенки;
е) при производстве сварочных работ на открытом воздухе
предусматривать устройства (навесы, тенты, козырьки и др.), защищающие рабочее место от атмосферных осадков;
ж) допускать к выполнению работ по сварке и резке на высоте
только рабочих, прошедших дополнительный медицинский осмотр
и специальное обучение методам верхолазных работ.
Читайте также: