Температура сварки полиэтиленовых труб
Обновлено: 15.05.2024
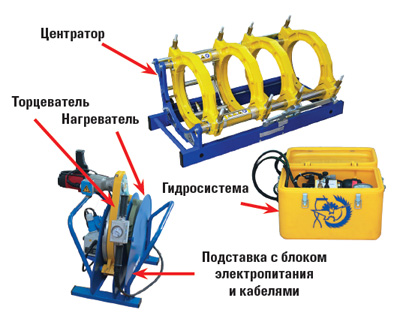
Рассмотрим более подробно процесс сварки встык ПНД, ПЭ труб на следующих моделях аппаратов ZHCB-160, ZHCB-250, ZHCB-315, ZHCB-400 ,ZHCB-500. А именно: подготовка к сварке, процесс сварки, завершающие операции.
Вступление.
Настоящая инструкция по эксплуатации основывается на действующих правилах, касающихся машин и оборудования для стыковой сварки термопластов. С целью предотвращения опасных ситуаций на всех этапах эксплуатации устройства, прежде всего особое внимание уделено аспектам безопасности труда. Важно знать что инструкцию следует внимательно прочитать перед началом эксплуатации. Так же ее следует использовать во время запуска устройства и всегда держать под рукой. Соблюдение всех вышеперечисленных рекомендаций обеспечит достижение трех основных целей:
- Обеспечение правильной работы машины;
- Предотвращение опасности ранения оператора при работе с изделием;
- Предотвращение повреждения устройства.
Важно! Прежде чем приступить к работе с устройством, необходимо тщательно ознакомиться с настоящей „Инструкцией по эксплуатации”.
Введение.
Сварка встык заключается в соединении двух торцов пластиковых труб (выполненных например из: полиэтилена ПЭ или полипропилена ПП и др.), нагретых до определенной температуры. После чего следует сжатие нагретых торцов с соответствующим усилием, без применения дополнительных соединяющих элементов. Условием правильного выполнения процесса сварки встык является контроль за состоянием параметров, таких как:
- Усилие прижима (достигается путем регулирования давления в гидроагрегате);
- Температура нагрева;
- Продолжительность последовательных этапов технологического процесса.
Свариваемые элементы должны быть выполнены из одного вида материала. Более того, толщины их стенок должны соответствовать друг другу. Другими словами: соединяемые элементы должны принадлежать к одним размерной группе и классу давления.
Основные требования к процессу сварки.
Стыковая сварка должна производиться с соблюдением следующих условий:
- Прежде всего, температура окружающей среды в зоне сварки должна составлять от 0 C до +40 C. При высокой влажности воздуха, ветреной или дождливой погоде, а также при низких или высоких температурах необходимо накрыть места сварки с помощью палатки (тента);
- Концы свариваемых элементов (торцы труб), должны быть закупорены защитными пробками, чтобы предотвратить быстрое охлаждение нагреваемых поверхностей потоками воздуха, а также избежать возможного попадания загрязнений в зону сварки;
- Положение труб следует выровнять с помощью роликовых упоров, которые облегчают перемещение труб;
- Торцы свариваемых труб следует обработать перед процессом сварки. После чего не трогать их руками;
- Перед каждой сваркой поверхность нагревательной плиты следует очистить и промыть соответствующим чистящим средством для тефлоновой ткани PTFE (например этанолом);
- Температура нагревательной плиты должна контролироваться. Температура, установленная на регулировщике, должна иметь параметры, рекомендованные для данного свариваемого материала трубы. Информацию, касающуюся температуры сварки, должен предоставить поставщик трубы. В общем случае, для ПНД труб следует брать значение T = 210 C ± 10 C, как оптимальное для осуществления сварки встык.
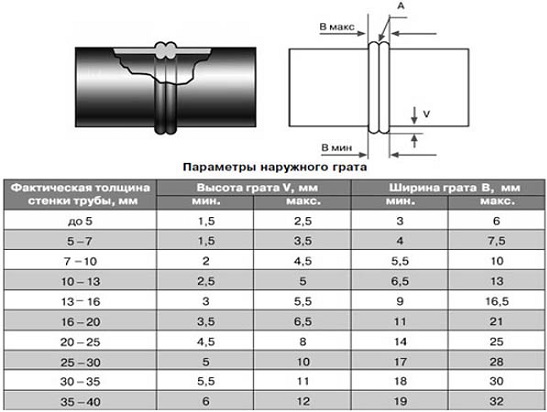
- Необходимо произвести оценку каждого выполненного шва, которая заключается в контроле над геометрией полученного грата по следующим критериям:
- Общая ширина грата (B);
- Впадина между валиками грата (k>0);
- Смещение (несовпадение) кромок свариваемых элементов (a <0,1s).
Составление протокола.
- Тип и фабричный номер сварочного аппарата;
- Номер сварочного аппарата. Фамилия, Имя, Отчество исполнителя работ или код сварщика;
- Дату выполнения сварки;
- Атмосферные условия (например: температура окружающей среды, осадки и так далее);
- Параметры свариваемых труб: диаметр и толщина стенки, тип материала;
- Значения основных параметров цикла сварки таких как: давление, температура нагревательной плиты, продолжительность отдельных этапов;
- Оценку выполненной сварки – ширину полученного шва.
Так же сварочный аппарат должен содержаться в технической исправности и чистоте. Более того, устройство должно иметь действующую оценку технического состояния, выданную сервисным отделом производителя. Срок годности нового изделия составляет один год с момента продажи. После годовой эксплуатации сварочный аппарат подлежит процедуре “калибровка изделия”, после проведения которой выдается соответствующий документ.
Краткая инструкция по эксплуатации к сварочным аппаратам типа ZHCB КРАТКАЯ ИНСТРУКЦИЯ.
Соблюдение этих условий и требований, обеспечит получение таких соединений, прочность которых отвечает критериям и требованиям стандартов качества.
Подготовка к сварке.
Перед началом работы на машине нужно проверить: правильно ли функционируют предохраняющие устройства, не заблокированы ли подвижные части, наличие видимых дефектов а так же правильную установку всех компонентов.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель.
Для получения качественного сварного шва необходимо выполнить следующие действия:
- При неблагоприятных погодных условиях установить защитную палатку над запланированным местом сварки;
- После чего установить сварочный аппарат вместе с комплектующими вблизи места проведения сварки. Выберете как можно более сухое и чистое место. Если строительная площадка болотистая, то сварочный аппарат надо расположить на паллете или досках;
- Подвести к месту выполнения работ источник питания 230В (+5%, -10%), 50Гц от энергосети или от генератора тока с соответствующей мощностью;
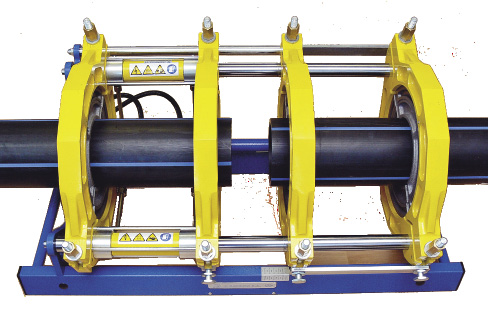
- Расположить центратор в месте выполнения сварочных работ. Подготовить зажимы требуемого размера в зависимости от размера соединяемых элементов. Для этого нужно открыть зажимы и при необходимости установить соответствующие редукционные кольца. После чего закрепить зажимы с помощью крепежных винтов;
- Симметрично зафиксировать элементы, предназначенные для сварки, таким образом, чтобы по отношению к краям зажимов они выступали минимум на 3 см. В случае, если установка соосности вызывает трудности, необходимо под свариваемые элементы установить подставки для труб, с помощью которых можно регулировать высоту их опоры;
- Подключить главный провод питания к розетке с заземлением, используя исправный трехжильный провод (или удлинитель);
- Проверить положение выключателя дифференциального тока (защищающего также от токов перегрузки), который должен находиться в положении “1”, а затем включить главный выключатель, т.е. перевести в положение “1”;
- Нельзя использовать двухжильный провод питания. Обязательно применять трехжильный удлинитель.
Процесс сварки.
Процесс сварки встык ПНД, ПЭ труб можно разделить на три основных этапа:
- Подготовительные операции;
- Сварка;
- Заключительные операции.
Подготовительные операции
Установка начального давления (давления перемещения) p1.
Необходимо отрегулировать (установить необходимый режим работы) и измерить минимальную величину давления перемещения. Это необходимо для преодоления внутреннего сопротивления устройства, т.е. трения ведущих и цилиндров, а также внешнего сопротивления, связанного с необходимостью перемещать (тянуть) трубы. Измерение начального давления p1 следует выполнить следующим образом:
- Проверить, находится ли спускной клапан в закрытом положении;
- Установить сервоприводы блока крепления-соединения в центральное положение;
- Отвинтить клапан DBD до такого положения, чтобы рабочее давление имело значение меньшее, чем давление перемещения;
- Держа рычаг к прижиму (сервоприводы не движутся). Затем необходимо завинчивать клапан DBD до момента, пока система управления будет позволять перемещать трубы в обоих направлениях;
- Прижать трубы друг к другу и в моменте контакта отсчитать на манометре величину давления. Эту величину необходимо сохранить в памяти, как p1, поскольку она будет необходима для дальнейшей работы.
Важно! Надо обратить особое внимание на провода питания и электрические элементы аппарата: нагревательную плиту и торцеватель. Система питания должна иметь соответствующий предохранитель!
Установка давления торцевания pf.
Давление на фрезеровочный диск должно быть таким, чтобы начался процесс торцевания, но не происходила остановка двигателя торцевателя, что в результате может привести к его повреждению. Давление, при котором необходимо выполнять торцевание, рассчитывается по формуле:
где p1 – начальное давление, p2 – табличное давление для свариваемой трубы.
Торцевание торцов соединяемых труб.
Прежде всего извлеките торцеватель из инструментальной подставки (стенда). Затем установите соответствующим образом на центратор, предохраняя его защёлкивающим устройством от выпадения. Приблизьте концы труб к фрезерному диску. При этом осуществляя давление, необходимое для начала торцевания так, чтобы осуществлялась стружечная обработка обоих закрепленных в сварочном аппарате элементов. Обработку следует осуществлять до момента, когда образующаяся стружка будет непрерывной, а её максимальная толщина составит 0,2 − 0,3 мм. После отодвигания концов от фрезерного диска и выключения торцевателя, следует снять блокировку. Затем торцеватель извлечь и убрать в инструментальную подставку. В случае возникновения ситуации остановки двигателя, необходимо отодвинуть концы труб от фрезерных дисков, а двигатель (дрель) выключить. Затем снизить давление прижима. Фрезерованную торцевую поверхность, а также внешнюю и внутреннюю поверхности труб очистить от остатков стружки чистой сухой тряпкой. Стружку, попавшую внутрь, устранить с помощью щипцов.
Проверка правильности подготовки поверхности.
Подготовленные описанным выше способом поверхности приблизить друг к другу. После чего проверить параллельность стыкуемых торцов, которая не может отклоняться более, чем на 0,3 мм. В ином случае повторить торцевание. Проверить также соосность торцов обоих свариваемых элементов, которая не может превышать 10% от толщины стенки (0,1e). В случае необходимости, вращать один из элементов вокруг оси так, чтобы поставленное выше условие было соблюдено. Затем произвести установку торцов при помощи передвижных роликов.
Важно! Нельзя прикасаться пальцами к торцованным, т.е. подготовленным для сварки поверхностям. Если это произошло, необходимо очистить поверхности при помощи спирта или повторно выполнить торцевание. При выполнении швов на действующем водопроводе для чистки применять только безвредные для человека вещества (напр., чистый этиловый спирт).
Нагрев плиты.
Разогревание нагревательной плиты всегда должно происходить в инструментальной подставке. Нагревательную плиту необходимо подключить к источнику электрического тока в начале сварочного процесса, устанавливая ее температуру на необходимое согласно технологическим рекомендациям значение: Рекомендуемая температура сварки для труб из ПЭ, ПНД и ПП: 2100 C (± 100C).
Установка давления сварки.
Сила прижима в процессе сварки прежде всего определяется давлением pI. Оно учитывает сопротивление движению и силу прижима, зависящую от площади сечения свариваемых труб. Это давление рассчитывается по формуле:
где: p1 – начальное давление, p2 – табличное давление для заданной трубы.
Установка давления pI производится следующим образом:
- Прижать торцы свариваемых труб друг к другу до стабилизации давления на манометре;
- Рычаг переключен в позицию прижима;
- Удерживая кнопку прижима, завинчивать клапан DBD до момента достижения значения давления pI.
Важно! При данном давлении будут осуществляться процессы предварительного нагрева и охлаждения. До завершения процесса нельзя регулировать давление клапаном DBD. При выставлении давления спускной клапан должен быть полностью закрыт.
Сварка.
Процесс сварки встык ПНД, ПЭ труб осуществляется следующим образом:
Предварительный нагрев.
Нагретую до надлежащей температуры нагревательную плиту необходимо вложить между двумя свариваемыми элементами. К вставленной таким образом нагревательной плите прижать свариваемые концы с давлением pI. Это давление поддерживается и контролируется при помощи манометра в процессе нагрева до момента образования грата высотой h, определенной в таблице параметров для свариваемой трубы.
Важно! Время получения грата не нормировано. Оператор так долго поддерживает уровень давления pI, пока грат не проявится по всей окружности стыка, и его высота не достигнет необходимого значения. Только после этого нужно снизить давление и начать отсчет времени для этапа основного нагрева.
Основной нагрев.
После получения грата прежде всего необходимо снизить величину давления в системе при помощи спускного клапана до значения:
где: p1 – начальное давление (определяется согласно п.1) p2 – табличное значение давления для заданной трубы (в таблице p3 = 0,1 p2).
Снизив давление таким образом, следует выполнить второй этап сварки, время t2 которого определено в таблице параметров для свариваемой трубы.
Извлечение нагревательной плиты.
После окончания этапа основного нагрева (по истечении времени t2) необходимо в течение времени, не превышающего t3 (согласно таблице сварки), отделить нагретые торцы труб от нагревательной плиты, извлечь нагревательную плиту и оставить в состоянии покоя.
Важно! Время извлечения нагревательной плиты нужно сократить до минимума. При извлечении плиты нельзя допустить загрязнения или переохлаждения нагретых торцов труб. Промедление при извлечении плиты, вода, снег или другие загрязнения могут нанести вред шву (сварке). При возникновении сомнения следует охладить торцы и начать процесс заново.
Сварка и охлаждение готового сварного шва.
После быстрого удаления нагревательной плиты необходимо вновь соединить торцы труб друг с другом. Когда торцы соприкоснутся, оставить ручку в позиции прижима на время охлаждения, которое должно быть не меньше t5 (согласно таблице параметров для свариваемых труб).
Важно! Во время охлаждения нужно контролировать значение давления прижима. Когда шов остынет и затвердеет, можно отключить устройство от сети главным выключателем, а потом и от генератора. Нагретый шов нельзя охлаждать воздухом или водой. Охлаждение рекомендуется производить в течение времени t5 (по таблице параметров). Оказывать нагрузку на шов или укладывать готовый трубопровод можно только по истечении времени t5.
Заключительные операции.
Контроль выполненной сварки.
По истечении времени охлаждения t5 необходимо снизить давление прижима до нулевого значения, а затем извлечь соединенные трубы из центратора. После внешнего осмотра необходимо измерить полученный грат B и сравнить его с табличными значениями. В случае сомнения относительно качества выполненного сварного шва, необходимо его вырезать и выполнить сварку еще раз согласно вышеуказанному описанию.
Составление протокола сварки.
В протоколе сварки должны содержаться следующие сведения: № сварки, дата и время, параметры трубы, данные сварщика и параметры процесса сварки (отдельные давления (p1, p2, pI, pII), времена (t1, t2, t3, t4, t5), температура нагревательной плиты и окружающей среды). После окончания работы сварочную машину ZHCB необходимо почистить и поставить в надлежащее место вместе с комплектом оснащения.
Ниже приведена таблица параметров для свариваемых труб 90 -315.
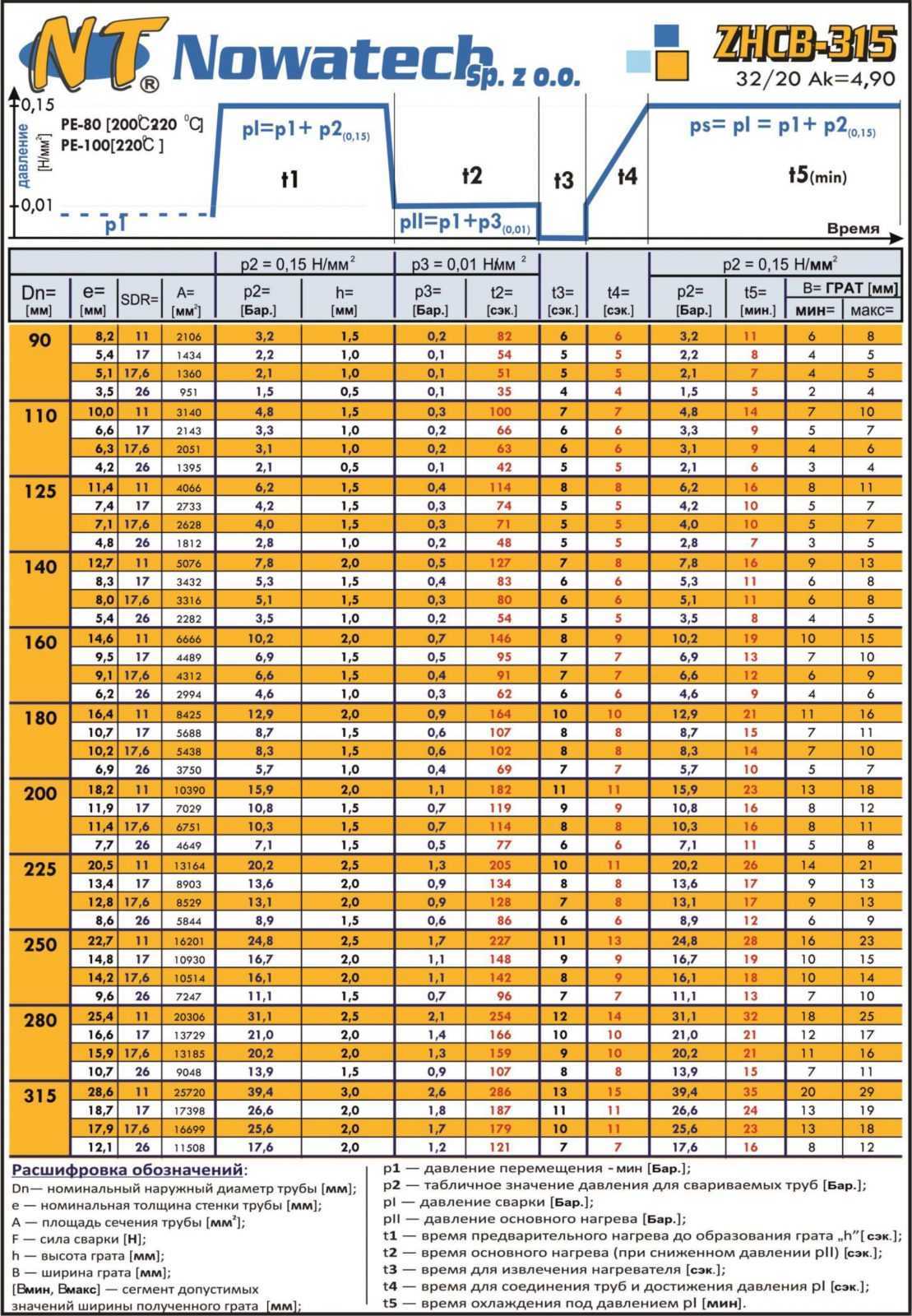
Таблица сварки и параметров.
Виды сварки полиэтиленовых труб
Полиэтиленовые трубы имеют низкую стоимость, долговечны, применяются как в быту, так и в производственной сфере. Заслуженно занимают лидирующее место в организации газопроводов и водопроводных систем, благодаря универсальности и надежности материала, из которого изготовлены. Главное их достоинство - быстрый и лёгкий монтаж. Сварка полиэтиленовых труб является самым надёжным методом крепления при формировании трубопроводных сооружений.
Типы сварки ПЭ труб, условия применения

Трубы из полиэтилена соединяют в конструкцию разными способами сварки, каждый из способов применяется в соответствие с определёнными условиями.
Основные виды сварных соединений:
- . Для спайки труб из ПНД способом электромуфтовой сварки используют муфты из пластика, в которые вмонтированы спиральные элементы, нагревающиеся подачей тока.
- Враструб. Сварная стыковка с применением фитингов и муфт предназначена для водопроводных конструкций внутри дома. . Такого рода сварка применяется на внешних участках. Позволяет укладывать коммуникации как в грунт (траншейным способом), так и на поверхности.
Муфтовая сварка
Сварка труб из полиэтилена способом в муфту применяется, если работа по стыковке труб проводится в условиях узкого пространства и невозможности свободного передвижения. Такой метод подходит для спайки труб со стенками неодинаковой толщины и разными по диаметру. Рекомендуется для монтажа канализационных систем, так как спайки, сделанные этим способом, выдерживают нагрузку давления в 16 атм.
Техника выполнения муфтовой сварки:
- Первым делом тщательная подготовка нужных для сваривания труб. Салфетками, пропитанными спиртом очищают их от загрязнений. Также обрабатывают внутренние поверхности электромуфт.
- Концы труб перед сваркой ровно обрезают с целью уплотнения соединений и проводят механическую зачистку промышленной окиси меди.
- Одевая, на стыки электромуфты, трубы укладывают в позиционер. Противолежащие от места спайки концы труб во время сварки закрывают, для сохранения тепла.
- Подключив, к электромуфтам электричество, проводят соединение плавлением ПЭ-трубы.
Важно сохранять неподвижность спаянных ПНД труб до полного остывания, чтобы не допустить деформацию сварных швов.
Сварка враструб
Сварка враструб с применением муфт и фитингов рекомендуется для ПНД имеющими диаметр не больше 63 мм, для сваривания допустимо применение бытового паяльника. Трубы ПЭ больших диаметров сваривают промышленным аппаратом. Так же понадобятся рулетка и труборез.
Техника выполнения сварки враструб:
- Закрепив, аппарат для сварки на платформу, на нагреватель укрепляют насадки соответствующего размера. Выставляют температурный режим.
- Надевают на насадки готовые к свариванию элементы и прогревают на протяжении 5-7 секунд.
- После прогрева, осторожно соединяют части до упора и фиксируют на 10 секунд, чтобы детали сохранили правильное положение спайки и герметичность.
Важно не допустить перегрева иначе при попытке монтажа пластик просто сожмётся, нарушив качество стыка.
Совет: после сварки, отходы оплавки полимеров счищают, так как они помешают последующим процессам. Очищать требуется только деревянным шпателем во избежание повреждений покрытия.
Стыковая сварка
Для стыкового сваривания необходим специализированный механический или гидравлический сварочный аппарат, который обеспечит наиболее герметичное соединение труб. Самые популярные из них с программным управлением и автоматическим контролем всех сварочных процессов.
Работа с ПЭ трубами по стыковой технологии:
- Для этого вида сварки важен строгий отбор труб максимально сходных по техническим характеристикам, по возможности с одной и той же партии.
- Стенки труб по толщине должны быть минимум 5 мм, диаметр от 50 мм.
- Прогреваются места спайки труб специальной пластиной. После плавки пластину вынимают и механически стискивают детали до абсолютной их спайки и полного остывания, что делает шов максимально надёжным по герметичности.
- Делая разметку для нарезки труб, не забывайте о техническом изменении, их длины после спайки, в сторону уменьшения. Для правильного вычисления коэффициента сокращения воспользуйтесь таблицей ниже.
Безусловно, знание технологических тонкостей всех видов сварки труб из полиэтилена гарантирует получение качественного результата в создании трубопроводных конструкций и магистралей. Но нужно учитывать значительное влияние на результативность и таких факторов, как знание и соблюдение техники безопасности при работе с оборудованием для сварки полиэтилена, умение правильно подобрать материалы и провести подготовку соответствующего оборудования к процессу сварки, и в завершение – тщательный контроль соответствия качества установленным техническим требованиям.
Оборудование
и качество монтажа трубопроводных конструкций в значительной степени зависит от применяемого оборудования и агрегатов для сварочных работ. Идеально подходят гидравлические и механические агрегаты. Они обеспечивают максимальное качество монтажа. Такие сварочные агрегаты максимально автоматизированы, что позволяет исключить любое физическое вмешательство.
Кроме того, для проведения некоторых видов сваривания дополнительно используются такие виды инструментов, как:
- Труборез. Используется для разрезания труб.
- Калибровщик. Поможет восстановить диаметр трубы после разрезания.
- Фаскосниматель. Придаёт определенную форму, снимая фаски с торца трубы.
- Сварочный аппарат. Служит для оплавки сварных деталей.
- Насадки разных калибров. Применяется при диффузионных технологиях сварки.
- Измерительные инструменты. Широко используются, практически на всех этапах подготовительных и сварочных работ.
Как правило, качество изготавливаемых конструкций трубопроводов, зависит не только от применения того или иного оборудования, но и во многом от высокого уровня мастерства, внимательности и ответственности работающих на нём сварщиков.
Техника безопасности
- Необходимо подготовить рабочее место, убрав с него всё лишнее.
- Расположите на нём рабочий инструмент в удобном порядке.
- Тщательно проверьте электропроводку и заземление, чтобы исключить повреждение изоляции.
- Убедитесь в работоспособности оборудования, произведя проверочный запуск установок.
- Перед началом работ проверьте оборудование на предмет повреждений и дефектов, которые могли бы создать аварийную обстановку и негативно повлиять на качество.
- Если у вас портативная сварочная установка необходимо обеспечить максимальную свободу её перемещения тем самым обеспечив быстрое выполнение работ тем самым исключив все факторы риска для оператора установки.
Подготовка к сварочным работам
- Все узлы оборудования, а также приспособление для проведения сварочных работ необходимо тщательно очистить.
- Перед началом работы обеспечьте полную заправку сварочных агрегатов работающих на топливе.
- Проверьте уровень масла гидравлической системы сварочного аппарата в случае необходимости пополните его.
- Перед началом работы смажьте все трущиеся детали в оборудовании.
- Проверьте исправность всех контрольно-измерительных приборов.
- Для обеспечения качества при обработке фитингов и труб ножи устройства для торцевания должны быть идеально отточены.
- Для избежания сбоя в работе с ПДН, постарайтесь обеспечить достаточное количество зажимов и вкладышей с диаметром соответствующим сечению труб.
Перед началом сварочных работ необходимо удалить все загрязнения с труб, фитингов и других деталей, которые будут использоваться в работе. После очистки все трубы и фитинги необходимо соединить. Края свариваемых изделий нужно обрезать и очистить, как того требует технологи.
Контроль качества швов
В процессе выполнения сварки полиэтиленовых труб необходимо постоянно контролировать качество каждого выполненного соединения. И только после этого, продолжать работу.
Все спайки в обязательном порядке должны отвечать техническим требованиям.
Основные требования по качеству:
- Не допускается смещение в местах спаек.
- Необходимо контролировать качество торцевания.
- Не проводить сварочные работы в условиях холода.
- Тщательно соблюдать технологию выполнения швов.
- Осуществлять постоянный контроль показателей всех измерительных приборов, поддерживая параметры их показателей в пределах принятых норм.
Сварные швы и допустимые дефекты, возникающие во время сварки должны строго соответствовать всем техническим требованиям. Только в этом случае, изделие можно признать качественным.
В итоге нужно отметить, что все рассмотренные технологии сварок ПЭ труб требуют строгой дисциплины и точности. Только при условии их соблюдения, можно будет гарантировать успешную эксплуатацию трубопроводных конструкций и магистралей в течение длительного периода, без дополнительных ремонтов и обслуживания.
Режимы сварки полиэтиленовых труб
Сварка труб из полиэтилена — это комплексный процесс, направленный на получение неразъемных соединений. При проведении работ используются стыковые машины либо специальные муфты.

Режимы стыковой сварки регламентированы ISO 21307 и ГОСТ Р 55276. Первый стандарт является международным, учитывается производителями сварочного оборудования.
Актуальные режимы сварки ПНД труб
Существует несколько режимов сварки ПНД труб. Каждый заслуживает отдельного внимания.

Сварка при единственном низком давлении
Классическое решение, используемое при прокладке большинства трубопроводов. Рекомендуемое давление — 1,7 кгс/см2.
- отсутствует необходимость в прочном и дорогом центраторе;
- использование доступных гидравлических агрегатов;
- значительная длительность сварки в сравнении с прочими режимами;
- необходимость поддержания рабочего давления при остывании сварного стыка.
Способ применим для бытовых и хозяйственных магистралей. Плохо подходит для труб с большой толщиной стенки.
Сварка полиэтиленовых труб при двойном низком давлении
Решение для маломощных агрегатов, поддерживающих давление 1,5 кгс/см2 ограниченное время. Данный режим сварки полиэтиленовых труб встык не применяется при прокладке промышленных и ответственных линий.

Давление сварки полиэтиленовых труб в 1,5 кгс/см2 сохраняется не более 10 секунд. Остывание шва происходит в естественных условиях.
Сварка ПНД труб при высоком давлении
Производительный способ, совместимый с бытовыми и промышленными сетями. Сварочное давление находится на уровне 4,2–6,2 кгс/см2, что гарантирует быстрое формирование шва и получение качественного соединения.
- минимальные временные потери;
- использование прочных центраторов;
- потребность в мощном гидравлическом модуле.

Метод требователен к оборудованию и квалификации сварщика. Это накладывает определенные ограничения на его распространение.
Температура сварки полиэтиленовых труб
Температурные показатели определяют интенсивность нагрева и оплавления заготовок. При выборе температуры сварки полиэтиленовых труб учитываются следующие показатели:
- способ формирования соединения;
- толщина стенки;
- материал, используемый при производстве труб;
- условный диаметр линии;
- предписания проектной документации.
Получить дополнительные данные поможет таблица температур для сварки ПНД труб. Она представлена в ГОСТ Р 55276, содержит исчерпывающие сведения о режимах температур.
После того, как торец заготовки нагрет, область сварки очищается. Нагревательный элемент извлекается при помощи специального приспособления. Работы проводятся с должной аккуратностью. Основная задача — не повредить расплавленный слой пластика.
Некорректная температура сварки ПНД труб приводит к неприятностям:
- непровар сварного шва;
- снижение жесткости линии;
- появление температурных деформаций;
- нарушение герметичности соединения.
Продолжительность сварочного процесса строго регламентирована.
Важность приобретения оригинального оборудования
Качество сварного соединения зависит от специфики применяемого инструмента. Использование сертифицированной продукции гарантирует соблюдение технологических нормативов, сокращает затраты на подготовку и монтаж.

Проведение работ поручается квалифицированным специалистам, учитывающим специфику трубопровода, параметры сварочной установки, условия прокладки линии.
Покупка продукции на выгодных условиях
Компания «ЭкоМонтаж» реализует оборудование для стыковой сварки. В ассортименте центраторы, гидравлические агрегаты, сварочные машины. Продукция соответствует международным стандартам, сопровождается паспортами качества и сертификатами соответствия.

- Широкий спектр изделий. Подобрать подходящее решение сможет опытный и начинающий мастер. Ассортимент товаров периодически расширяется. Регулярно появляются новые продукты.
- Доступные цены. Товар реализуется без дополнительных наценок. При оформлении оптового заказа покупатель получает скидку.
- Квалифицированная помощь. Заказать подходящее оборудование помогут консультанты компании. Они расскажут о специфике продукции, предоставят необходимые рекомендации.
Изделия отгружаются со склада предприятия, отправляются в любую точку РФ.
Сварка полиэтиленовых труб — способы, инструкция по монтажу

Надежность и исправное функционирование пластикового трубопровода (особенно если он напорный) напрямую зависит от способа соединения труб, из которых он состоит. Самым прочным способом является, безусловно, сварка полиэтиленовых труб. С ее помощью можно соединить элементы трубопровода не только между собой, но и с фитингами. О технологии мастер сантехник расскажет в статье.
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду .
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Немаловажным фактором качественной сварки трубопроводов из ПНД является их предварительная подготовка. Необходимые манипуляции для формирования хорошего сварочного шва будут представлены в виде инструкции.
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.

Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.

Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.

Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.

Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.

- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.

Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
 |
| Таблица параметров сварного шва. Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода |
- Симметричность и равномерность по всей окружности стыка;
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины;
- Цвет валиков должен быть идентичен окрасу трубы;
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
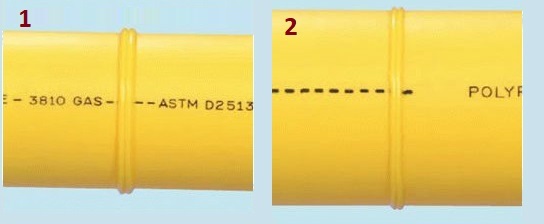 |
| 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке |
 |
| 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки |
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги.
Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Читайте также: