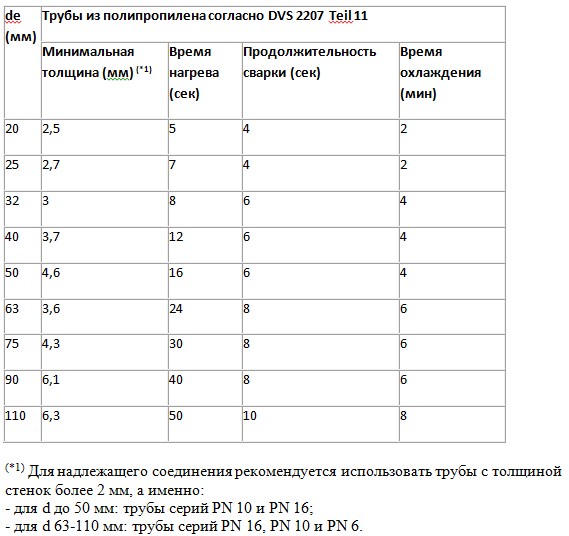
Температура сварки полипропиленовых труб таблица и время нагрева
Обновлено: 15.04.2024
Важным этапом строительства и ремонта является монтаж канализации и водопроводов. Сборка разводки с помощью полипропиленовых труб значительно упрощает и ускоряет этот процесс.
Прочитав эту статью Вы узнаете, как правильно выбрать трубы для монтажа, какая температура нужна при пайке полипропиленовых систем, время пайки, какие инструменты нужны. Выполнив все рекомендации, Вы получите качественные и долговечные соединения и сможете самостоятельно собрать водопровод.
Пайка полипропиленовых труб

Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах

Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками. На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды.
Может Вам будет интересна статья «Как правильно подключить УЗО: схемы, варианты подключения к однофазной и трехфазной сети» Перейти>>
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.

Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
Для монтажа бытового водопровода и отопления рекомендуется использовать ПП марки PN-20.
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.

Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.

Может Вам будет интересна статья «Канализация для частного дома: этапы строительства, какой септик выбрать» Перейти>>
Как правильно паять полипропиленовые трубы (видео)
Таблица пайки и температура их нагрева
Качество пайки зависит от температуры и времени нагрева. Очень важно соблюдать необходимые температурные параметры. Плохо влияет на качество соединения, как перегрев, так и недостаточное нагревание.
- Перегрев ведет к деформации, уменьшению проходимости.
- Не достаточное нагревание ослабляет соединение, что может привести к образованию течи.
Перед Вами таблица температур и времени пайки полипропиленовых труб:
Температура пайки полипропиленовых систем для всех диаметров одинакова и ровна примерно 260°С.
Следующий важный температурный параметр для получения качественной пайки – это температура окружающей среды. Рекомендуется выполнять соединение при температуре от 0° до 25°С.
При температуре воздуха ниже 5 °С необходимо увеличить время нагрева в полтора раза.
Еще одно значение, которое необходимо знать при сварке — это глубина плавления. При монтаже, выполняя замеры, проще измерить длину от фитинга до фитинга. Например, между двумя углами расстояние 110 мм, то необходимо отрезать трубу длинной – 110 мм + 2*14 мм, получим длину 138 мм.
Таблица глубины плавления ПП:
Как выбрать качественную полипропиленовую трубу
Если вы решили произвести монтаж водопровода или отопления полипропиленовыми трубами, то важным этапом является правильный выбор. Когда есть знакомые мастера, то лучше спросить у них совета, что лучше выбрать и где купить.

Может Вам будет интересна статья «Установка унитаза своими руками: пошаговая инструкция подключения» Перейти>>
Или изучить имеющийся ассортимент продукции на сайте производителя. При покупке в магазине, обращайте внимание на цвет, название фирмы, эмблемы, расположение маркировки. Если найдете несоответствие, то это подделка.
Трубы и фитинги имеют ровные поверхности. Отсутствуют наплывы и впадины. Толщина стенок должна быть одинакова.
Не покупайте фитинги и полипропиленовые трубы разных фирм!
Топ лучших производителей пп систем
Перед вами рейтинг производителей полипропиленовых систем 2021 составленный, по отзывам специалистов. По их мнению, эта продукция является лучшей по качеству и надежности.
Российские торговые марки.

Лучшие российские производители ПП систем

Лучшие зарубежные производители ПП систем
Подробная инструкция по монтажу
Очень важно при пайке ПП для водопровода или отопления заранее просчитать все этапы монтажа. Выполнить точные измерения, последовательность сварки.
Рассмотрим все этапы подробнее.
Подготовка специальных инструментов
Специальным инструментом для сварки является паяльник или «утюг». Если Вы находитесь на этапе строительства нового дома, то имеет смысл купить себе такой инструмент. Рекомендуется выбирать ручной паяльник в комплект, которого входят насадки покрытые тефлоном. Для домашнего использования достаточно набора с насадками до 40 мм.

Паяльник для пайки ПП
Паяльник находится в удобном кейсе. В комплект для бытового пользования входят:
- насадки для пайки пп, диаметром от 16 до 40 мм;
- подставка для паяльника;
- ножницы, для нарезки ПП;
- рулетка.
Если Вы собираетесь воспользоваться им один раз, то можно попросить у друзей или арендовать паяльник на время.
- строительный уровень;
- перфоратор или ударная дрель, для монтажа пластиковых кронштейнов;
- карандаш или маркер.
Разметка и нарезка труб

Разметка и нарезка перед пайкой
До начала пайки необходимо выполнить нарезку труб. Для точного измерения отрезков найдите расстояние между фитингами и добавляйте глубину пайки с двух сторон. Удобно все измерения выполнять с помощником.
Для муфты добавлять длину не нужно.
Выполните нарезку, подготовьте все необходимые элементы и сложите схему. Отметьте маркером положение углов, тройников в схеме. При сварке, можно случайно изменить положение и соединить дальше по схеме не удастся.
Если это произошло, то необходимо отрезать трубу в любом месте и соединить их муфтой. Поэтому при покупке пп системы муфты необходимо покупать с запасом.
Детально продумывайте последовательность пайки элементов.
Зачищаем края деталей. Они должны быть ровно отрезанными, чистыми, сухими. При креплении на стену, заранее крепятся кронштейны нужного диаметра. Если монтаж подразумевает размещение нескольких параллельно идущих трубопроводов, то лучше приобрести кронштейн с зацепом друг к другу.

Кронштейн для крепления
Соединение элементов и нагрев
Когда все подготовлено, можно приступать к пайке всех элементов. Установите паяльник на специальную подставку. Закрепите насадку нужного диаметра. Если их необходимо несколько, в начале крепим насадки меньшего диаметра, затем большего. Установите температуру +260 °С и включите его.
Начинайте паять строго по составленной схеме и последовательности.
После достижения нужной температуры, сработает реле и питание отключится. Не надо его отключать от сети, температура будет поддерживаться автоматически.

Пайка пластиковых труб
Для сварки двух элементов одновременно нагреваем их с помощью паяльника. Отсчитываем время согласно диаметру элементов. По истечении времени быстро вынимаем детали и соединяем их вместе. На поправку положения есть несколько секунд. Поэтому очень важно заранее отметить положение элементов.
Как только выбрали правильное положение, зафиксируйте его на несколько секунд, этого будет достаточно, чтоб узел не поменял своего положения. После остывания получится прочное, герметичное соединение.
Может Вам будет интересна статья «Дефлектор вентиляционный: 7 популярных моделей» Перейти>>
Последовательно свариваем все узлы строго по составленной схеме. Крепим трубы на стене с помощью кронштейнов.
Ошибки при выполнении пайки
О некоторых ошибках, которые допускают не опытные мастера, мы уже говорили. Вспомним их и дополним этот список еще несколькими распространёнными ошибками, встречающиеся при пайке.
- Перегрев. Приводит к деформации элементов при пайке и уменьшению канала. Образуются наплывы, из-за которых засоряется трубопровод.
- Недостаточное нагревание приводит к неплотному соединению и появлению течи. Строго соблюдайте время пайки.
- Медленно выполняется процесс пайки, в результате пайка не выполняется на нужную глубину. Необходимо соблюдать временные интервалы, указанные в таблице.
- Не достаточное усилие, также может повлиять на не большую глубину спайки. В результате соединение будет не герметичным и даст течь. Отмечайте маркером нужную длину входа.
- Слишком большое усилие прикладывать тоже не нужно. Глубина входа будет слишком велика, что приведет к сужению канала и плохой проходимости.
- Используйте при сварке те фитинги, которые не уменьшают диаметр при пайке. Например «накидная гайка» уменьшает канал. Лучше использовать «американку», она дороже, но эффективнее.
- Используйте при пайке водопровода или отопления системы одной фирмы, не допускайте смешивания.
- Используйте полипропиленовые системы согласно маркировке. Не стоит экономить и монтировать отопление, используя ПП для холодной воды.
- Также не стоит экономить при покупке ПП систем, выбирайте проверенные фирменные магазины, в которых Вам могут дать гарантию качества.
Надеемся, Вы нашли ответы на свои вопросы. Если не, то оставьте комментарий, мы постараемся Вам помочь.
Если статья Вам оказалась интересной и полезной, поделитесь с ней со своими друзьями в социальных сетях.
7 ошибок пайки полипропиленовых труб с плачевными последствиями

Трубы
Полипропиленовые трубы — востребованный материал для коммуникаций. Изделия используются для отопления и водоснабжения. Полипропилен, в виду своей доступной цены, завоевал сердца миллионов тех, кто не хочет сильно тратится. Если не тратишься на трубы, то и на рабочую силу не обращаешь должного внимания. Это побудило рынок сдвинуться в сторону большого количества мало обученных специалистов, которые не особо знают правила сварки полипропиленовых труб. В этой статье поговорим с вами о ключевых ошибках пайки ппр труб своими руками и обсудим, чем каждая ошибка может для вас кончиться.
Раньше применялись металлические трубы. Системы ремонтировались путем сварки. Такие сварщики и слесари были профильными специалистами. Могли обеспечить качественный ремонт. Отвечали за результат. Предоставляли гарантии.
Сейчас по-другому. Монтажом занимаются любители. Халтурщики без соответствующего образования и профессиональной подготовки. Даже мастер-специалист устанавливает трубы не по правилам. Из лени и экономии времени.
Ниже разберем семь грубейших нарушений пайки, допускаемые большинством профи и любителей. И советы, которые помогут смонтировать систему с полипропиленовыми трубами грамотно своими руками.
Посмотрите так же видеоверсию статьи с подробными примерами:
Не подготавливают материал перед сваркой
В 90% пайка полипропиленовых труб своими руками происходит на строящемся объекте или во время капитального ремонта. Грязь, пыль, цемент, песок — здесь стандартная ситуация.
Работники не обращают на грязь внимания. Стараются быстрее сдать объект, получить плату и уйти. В итоге трубы устанавливаются следующим образом: берется фитинг, вставляется в сварочный аппарат, стыкуется с трубой. Однако, упущен ключевой момент. Соединения нужно тщательно подготовить.
Трубы и фитинги находятся на грязном полу. На пыльных полках. Из-за ремонта на трубах скапливается большое количество строительной грязи, пыли, цемента. Полипропилен перед сваркой нужно обязательно очистить. Неочищенные соединения могут начать протекать. Через месяц, год, два или пять лет.
- протирают чистой влажной тряпкой;
- просушивают;
- обезжиривают.
Очищенные детали — ключевое условие грамотной установки. Обработку рекомендуют сами производители. Лишние элементы на стыках делают соединение неплотным. В последствии образуются щели, течи.

Каждое будущее соединение трубы и фитинга нужно протирать. Желательно делать это спиртосодержащими тряпочками или салфетками
Сварку соединительных деталей производят в проветриваемом помещении. Если работы на открытом воздухе. Участок защищают от осадков: дождя, снега, ветра.
После резки проверяют наличие заусенцев. Удаляют специализированными инструментами. Полирующими и режущими. Стружка внутри недопустима. Область соединения должна быть свободной от повреждений.
Не соблюдение времени нагрева трубы
Контактная сварка полипропиленовых труб производится с помощью сварочного аппарата. Прибор состоит из гильзы и дорна, которые плавят наружную и внутреннюю поверхности раструба.
Время нагрева — ахиллесова пята каждого второго сварщика полипропиленовых труб. ППР трубы должны находиться строго определенное время в сварочном аппарате (он же паяльник). Редкий мастер соблюдает рекомендации производителя. Температуру, количество секунд/минут. Даже если заявляет, что профи.

Для каждого диаметра трубы в сварочном аппарате предусмотрено свое время нагрева
Грамотный специалист следит, сколько времени труба находится в аппарате. Смотрит температуру. Показатели указаны в нормативах и требованиях. Перечислены в инструкциях. Доморощенные монтажники определяют время на глаз. Повышая риски поломки. Стыки дают сбой после установки, либо спустя несколько месяцев-лет.
Есть набор методов, которыми производится пайка полипропиленовых труб своими руками. Время нагрева, рекомендации, числовые значения указаны производителем в инструкции к пайке. Если изделия находились на сварочном аппарате недостаточно, произойдет протекание или расстыковка.
После сварки требуется чистка действующих поверхностей дорна и гильзы. Мастера-халтурщики чистки не делают.
Мгновенная стыковка трубы и фитинга
Третья ошибка плавно проистекает из второй. Трубы нужно не только нагреть и спаять, но и дать им остыть.
Во время пайки трубы с фитингом своими руками, нельзя отпускать соединение сразу. Нужно 3-7 секунд держать их плотно друг к другу (время зависит от производителя и диаметра трубы).

Обратите внимание. Если сразу «спаять» стык и отпустить, то фитинг отойдет от трубы на несколько миллиметров
Однако большинство мастеров соединяют стык и сразу отпускают, переходя к другим делам. Стык не успевает окрепнуть. А изделие-то не остыло. Крепление получится слабое. В области, где производится пайка полипропиленовых труб, появляется сдвиг. Пропускающий воду.
Перегрев трубы во время сварки
Стык недостаточно прогреть до необходимого состояния. Грамотный мастер следит, чтобы детали не перегрелись. Иначе пайка полипропиленовых труб будет непрочной.
- Выставлять в сварочном аппарате максимальную температуру.
- Долго держать трубу на аппарате (утюг расплавит материал).
Если допустить перегрев паяльника и трубы, трубы протекут через 3-5 месяцев. А может и сразу.
Когда стык перегревается, труба сужается. Не превышайте оптимальное время пайки трубы. Средняя рекомендуемая температура — 250-260 градусов.
Средняя длительность нагрева:
- 4 секунды (трубы 20 мм);
- 6 секунд (изделия 25 мм);
- 8 секунд (32 мм);
- 12 секунд (40 мм).

Вот так выглядит соединение перегретой полипропиленовой трубы после «пайки»
Перегреть — хуже, чем не до греть. Если пластик прогрелся недостаточно, процедуру повторяют. Перегретую деталь придется выбрасывать. Доморощенные слесари выставляют на аппарате максимальные показатели. Чтобы наверняка. Якобы сварится покрепче. И сэкономит время. А полипропилен плавится. Теряет свойства.
Проворачивание трубы во время сварки
Одна из распространенных ошибок среди новичков и даже опытных монтажников. Мастера, поставив трубу на сварочный аппарат, начинают ее прокручивать. Либо же прокручивают ее при соединения. Делать это во время пайки полипропилена — грубая ошибка. Производители не рекомендуют.
Слегка откорректировать трубу во время нагрева и пайки допустимо. Однако не проворачивать на 50-90 градусов. Утюг повредит структуру.
Чтобы сделать верный стык, детали регулируют заранее. Прежде чем ставить трубы ППР на сварочный аппарат. В противном случае во время поворота пластик деформируется. Стык получается непрочным.
Использование разнородных труб
На объектах встречается ситуация: не хватает деталей. Например, трубы есть — фитингов не достает. Мастер докупает фитинги другого производителя или использует те, что имеются в запасе.
Аналогичная ошибка — труба и фитинг разных цветов. Например, труба белая, а фитинг серый.

Белая труба и серый фитинг. Как вам?
Это не катастрофа. Серьезных проблем скорей всего не будет. Однако, подобная пайка полипропиленовых труб имеет ряд минусов:
- Не эстетично. Разные цвета не сочетаются. Портят вид изделия.
- У разных производителей разные составы полипропилена. Материалы могут плохо подходить. Давать нежелательные химические реакции при нагреве.
- Автоматически лишаетесь гарантии производителя
- Толщина стенок фитингов и труб может разнится.
Если произойдет гарантийный случай (хотя кто им воспользуется), а запчасти разные, производитель имеет право отказать обратившемуся.
Внешние температурные условия
Монтаж и сварка полипропиленовых труб проводятся при определенных температурах:
- При +5 градусов и ниже выполнять установку нельзя. Отмечено у всех производителей. Ошибки чреваты некачественными стыками.
- Трубу нельзя подвергать деформации при температуре ниже +15 градусов. Даже перевозка материала должна выполняться в правильное время. Учитывая, что многие изделия хранятся на холодных складах, ситуация усугубляется.
- Если монтаж производится зимой, помещение предварительно прогревают. Оптимальная температура пайки полипропиленовых труб — +10 градусов и выше.
- Предпочтительная рабочая температура окружающей среды — в диапазоне от +5 до +45 градусов. Чтобы во время пайки поддерживать равномерную температуру рабочей зоны, используют обогреватель.
Производители дают таблицы с нормативами. Последние показывают временные нормы нагрева, стыковки и остывания изделий. Время зависит от диаметра, состава материала и глубины установки. В холодном помещении время прогрева увеличивается на 1-2 секунды.
Для справки
Трубы на базе пластика имеют преимущества:
- универсальность;
- бесшумность;
- ударопрочность;
- герметичность;
- невосприимчивость к налету;
- долгий срок службы;
- простая быстрая установка;
- практичность;
- эстетичный внешний вид.
Есть и недостатки ппр труб. Про них есть отдельный материал:
Полипропилен приобрел популярность. Распространились доморощенные «профи». Не владеющие технологией. Пайка полипропиленовых труб выполняется некачественно.
Чтобы заниматься установкой, проходят обучающий курс. Длящийся несколько месяцев. В специализированном учебном учреждении. Однако клиенты не смотрят на образование.
Результат — на объект приходит халтурщик. Технологии нарушаются. Нормы не соблюдаются. Утюг имеет неверную температуру. Трубы протекают. Напор воды слабый. Новые владельцы системы начинают ругать не мастера, а материал.
Совет. Сварщика или слесаря выбирают ответственно. Проверяют работу. Контролируют процесс. Персонал, устанавливающий трубы ППР, должен пройти обучение. Быть технически компетентен для работы с соединениями.
Рабочая бригада должна иметь оборудование, обеспечивающее безопасное обращение с трубами из пластика. Рабочие инструменты собраны и проверены. Инструменты должны предназначаться для пластика. Иметь подходящие лезвия с учетом толщины стенок. В том числе электроинструменты.
Длительность эксплуатации ППР-трубопроводов — от 30 лет для холодного водоснабжения и от 50 лет для горячего. Неграмотная установка сокращает надежность системы до 1-2 лет.
Подписывайтесь так же на наш Youtube, группу Вконтакте, Яндекс Дзен. Там много полезного и интересного контента!
Сварка полипропиленовых труб своими руками

Термопластичные полимеры пропилена, по сравнению с традиционным полиэтиленом, имеют меньшую плотность, а также более высокие показатели твёрдости, термостойкости и устойчивости к коррозийным изменениям. Сварка полипропиленовых труб обеспечивает максимально надёжное соединение всех элементов в единую систему. Такие работы должны осуществляться при помощи специального оборудования, в условиях строгого соблюдения технологии. Разберемся подробнее в тонкостях пайки ппр труб.
Необходимое оборудование для пайки

Для создания прочных неразъёмных соединений используются современные сварочные аппараты разных конструкций. Надёжные швы на свариваемых полипропиленовых трубах получаются в результате повышения температурного режима до показателей плавления. Самый простой бытовой набор представлен аппаратом и установочным ключом для смены насадок. Данным устройством возможна сварка полипропиленовых труб маленького диаметра. Чуть более расширенная (в плане количества насадок) комплектация предназначена для работы с D 20-40 мм.
Сварка ППР труб самого большого размера или выполнение пайки на регулярной основе следует осуществлять оборудованием в профессиональной (полной) комплектации. Набор дополнительных аксессуаров для таких приборов напрямую зависит не только от производителя, но также может быть ориентирован на технические особенности конкретной модели. При выборе необходимого оборудования для пайки полипропиленовых труб нужно учитывать все требования, предъявляемые к сборным конструкциям.
Для монтажа полипропиленовых труб, получения максимальной надёжности и герметичности узлов соединения, помимо паяльника (аппарата для сварки) и набора насадок, различающихся типоразмерами (дорн для фитинга и гильза для трубы), нужно позаботиться о наличии ножниц для нарезки отдельных элементов. Кроме прочего следует воспользоваться торцевателем, обрабатывающим края труб непосредственно перед пайкой. Такой инструмент легко удаляет алюминиевую фольгу с торцовых частей.
Способы пайки
На практике сегодня применяется пара основных способов, обеспечивающих долговечное и надёжное стыкование свариваемых элементов:
Первый вариант – это сварка полипропиленовых трубопроводов посредством фасонного изделия (муфты) или трубы, имеющей достаточный внешний размер. Данный способ целесообразен для пластиковых трубопроводов незначительного диаметра. Он заключается в расплавлении внешней стороны элементов и внутренней части муфты, что обеспечивает гарантированно плотный стык.
Прямая сварка предполагает расплавление концевой части пластиковых труб с одинаковым диаметром, а также их последующее стыкование торцевыми поверхностями. Особенностью метода является необходимость выполнять сварку с предельной точностью обработки всех стыкуемых участков и их соединения друг с другом.
Помимо уже перечисленных выше «горячих» технологий можно воспользоваться достаточно простым и доступным по цене способом «холодной» пайки полипропилена. В данном случае заменой активному паяльному компоненту служит особый растворитель, способствующий быстрому размягчению структуры полипропилена.
Сварочные аппараты
С конструктивной точки зрения паяльное оборудование немного напоминает самый обычный электрический утюг. Основа представлена массивным металлическим нагревателем, поверхность которого – это съёмные специальные насадки.
Приборы для стыковой сварки полипропиленовых труб обладают более сложными конструкциями. В них, помимо нагревательного элемента, также присутствует система, отвечающая за центровку свариваемых элементов.
Классификация оборудования для сварки пластиковых труб подразделяет устройства на следующие основные группы:
- непрофессиональные ручные аппараты, или «утюги» для пайки ППР труб. Оптимальный выбор для бытового использования (D не более 50 мм). При необходимости используются насадки, имеющие тефлоновую поверхность и позволяющие легко работать с более объёмными трубами;
- механические сварочные аппараты. Такая техника обеспечивает надёжную сварку больших труб, имеющих D 40 мм или более. В конструкцию входят дополнительные элементы в виде приборного блока и гидроагрегата на рамной основе. На боковых частях установлены особые захваты-полукольца с вкладышами.
Характеристики дополнительных аксессуаров и их количество зависят от фирмы-производителя, а также ориентированы на конкретные модельные особенности сварочного аппарата.
Распространённые ошибки
Существует несколько немаловажных нюансов, которые должны учитываться в процессе сварки ППР труб. Пренебрежение такими особенностями негативно сказывается на качестве соединений и существенно сокращает срок эксплуатации готовой системы.
Неправильная выдержка времени сварки
Пайка ППР труб предполагает точное соблюдение технологии. Слишком долгий нагрев вызывает сужение отверстие, что может стать причиной недостаточной теплоотдачи радиатора и излишнего давления внутри системы.
| Диаметр трубы (мм.) | Время сварки (сек.) | Время нагрева (сек.) |
| 20 | 4 | 5 |
| 25 | 4 | 7 |
| 32 | 4 | 8 |
| 40 | 6 | 12 |
| 50 | 6 | 18 |
| 63 | 6 | 24 |
| 75 | 8 | 30 |
| 90 | 8 | 40 |
| 110 | 10 | 50 |
Слишком глубокое вдавливание в фитинг
Чрезмерное погружение трубы способствует критическому уменьшению внутреннего диаметра трубопроводной системы. Чтобы сделать соединение правильно, необходимо ещё до нагрева аппаратом выполнить на трубе отметку, в соответствии с которой осуществляется стыкование.
Загрязнение соединяемых элементов
Вода и загрязнения на поверхности труб и фитинговых изделий не позволяют обеспечить полноценную герметичность собираемой конструкции. Перед тем, как приступать к пайке, потребуется удалить всю влагу и скопившуюся пыль.
Поворот труб в фитингах
После выполненного сваривания категорически нельзя осуществлять вращение составных элементов или их выворачивание. Результатом такого действия может являться появление протечек в процессе эксплуатации трубопровода.
Неправильный выбор оборудования
Инструмент для сварки полипропиленовых труб элементов должен строго соответствовать техническим характеристикам труб. Помимо паяльного прибора и специальных ножниц требуется приобрести маркёр, уровень, строительную рулетку и торцеватель.
Инструкция по сварке
В бытовых условиях пайка полипропиленовых фитингов и труб в единую конструкцию чаще всего выполняется методом термической полифузии. После нагрева специальным прибором трубы быстро соединяются. Работы, в соответствии с технологией, выполняются поэтапно.
Подготовка
На подготовительном этапе разрабатывается проектная документация, в которой обязательно указывается выбранная схема трубопровода. Правильно определяются места фиксации системы к стенам, а при необходимости посредством строительного инструмента пробивается требуемое количество крепёжных отверстий.
Размечать и затем нарезать полипропиленовые трубы на отдельные элементы нужно в строгом соответствии с заранее подготовленной схемой, а также натурными замерами. Такое несложное мероприятие позволит убедиться в точности выполненной разметки.
Выложенные на максимально ровной поверхности отрезки труб должны повторять правильную последовательность соединений. Фольгированные части с торцов удаляются торцевателем, после чего на выбранных концах маркёром отмечается глубина вхождения в фитинг.
Нагрев
Рабочую температуру нагревателя на паяльном устройстве нужно выбирать в зависимости от технических характеристик труб. Процесс пайки трубопроводов, имеющих алюминиевое армирование, следует производить при температурных показателях насадки в пределах 260-300 о С.
Используемое в работе паяльное оборудование перед сваркой должно набрать температуру нужной величины, поэтому терморегулятор устанавливается в соответствующее положение, а вилка самого прибора включается в розетку электрической сети.
О готовности сварочного аппарата к сварке полипропилена сигнализирует переключение на приборе специальной подсветки. На разных моделях оборудования варианты сигнального оповещения имеют отличия. Чтобы не ошибиться в правилах эксплуатации устройства нужно внимательно изучить прилагаемую производителем инструкцию.
Сварка

Правильная работа – это одновременный нагрев паяльным устройством конца полипропиленовой трубы и фитинга. При этом используемый фитинг располагается на специальном насадочном дорне, а труба с небольшим физическим усилием вставляется в гильзу. Глубину вхождения нужно в обязательном порядке контролировать в соответствии с нанесённой на ППР трубу маркерной разметкой.
| Диаметр (мм.) | Глубина сварки (мм.) |
| 20 | 14,0 |
| 25 | 16,0 |
| 32 | 20,0 |
| 40 | 21,0 |
| 50 | 22,5 |
| 63 | 24,0 |
| 75 | 28,5 |
| 90 | 33,0 |
| 110 | 39,0 |
Стандартное время нагрева всех соединяемых элементов подбирается в зависимости от их диаметра. Объединять полипропиленовые трубы и фитинги необходимо достаточно быстро, благодаря чему предотвращаются температурные потери нагретого материала. Стыкование элементов осуществляется посредством ровного поступательного движения без вращения.
Соединённую конструкцию трубопроводного участка следует надёжно фиксировать до момента набора состыкованными полимерными элементами максимальных показателей прочности. Как показывает практика, система схватывается в течение 10-20 секунд (зависит от D трубы). Идеальный вариант – сохранение зафиксированного положения до полного охлаждения участка соединения.
| Диаметр (мм.) | Время остывания (сек.) |
| 20 | 3 |
| 25 | 3 |
| 32 | 4 |
| 40 | 4 |
| 50 | 5 |
| 63 | 6 |
| 75 | 8 |
| 90 | 10 |
| 110 | 10 |
Зачистка
После того, как будут закончены все сварочные работы, и полностью остынет материала в узлах соединений, участки стыкования аккуратно зачищаются от естественных пластиковых наплывов. Такое мероприятие позволяет придать сварным конструкциям аккуратный и эстетичный облик.
С этой целью можно использовать острый нож, но зачистка должны выполняться очень аккуратно. Следует помнить, что чрезмерное количество наплывов полимерного материала вполне может воспрепятствовать плотной посадке трубопроводных элементов в крепёжные клипсы.
Важные дополнения
Безусловно, для сварки полипропиленовых труб нужно применять только специальные приборы, а в бытовых условиях лучшим вариантом станет простое ручное оборудование с минимальным количеством стандартных насадок.
Некоторыми производителями в одном приборе устанавливается сразу два нагревателя, которые оснащены отдельными включателями. Нет нужды использовать одновременно оба нагревателя, потому что может произойти перегрев пластика и перегрузка электрической сети.
Сегодня к самым лучшим, хорошо зарекомендовавшим себя маркам приборов для сварки полипропиленовых труб (по мнению специалистов и пользователей) можно отнести: Candan Сm-03, Elitech СПТ-1000 и Elitech СПТ-800, Wester DWM-1500, Prorab 6405-К, BRIMA TG-171 и Gerat Weld 75-110.
Таблица пайки полипропиленовых труб

Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.

При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.

На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.

На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.

Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:

Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Читайте также: