Тепло при контактной сварке
Обновлено: 20.09.2024
Процессы контактной сварки основаны на нагреве заготовок электрическим током, проходящим непосредственно через них. Выделение тепла в этих случаях происходит по закону Ленца-Джоуля и может быть выражено следующим уравнением: Q=0,24/2 Rt, где Q- количество тепла, выделившегося в заготовках, в кал; / - сила тока в а; R - общее сопротивление нагреваемых участков заготовок в ом; t-время прохождения тока в сек.; 0,24 - коэффициент пропорциональности. По характеру нагрева процессам контактной сварки близок контактный электронагрев заготовок перед высадкой, гибкой и другими кузнечными операциями. Нагрев заготовок путем пропускания через них электрического тока требует меньше энергии, чем нагрев в пламенных и электрических печах или в горне. Кроме того, с применением контактного электронагрева значительно улучшаются условия труда, что имеет большое значение в условиях нашего социалистического производства. Важным является также то обстоятельство, что контактный электронагрев может быть осуществлен за короткий промежуток времени, т. е. почти без образования окалины.
Способы контактной сварки
Электрическая контактная сварка разделяется на ряд способов, отличающихся друг от друга формой соединения заготовок. Основными способами контактной сварки являются: 1) стыковая сварка; 2) точечная; 3) рельефная; 4) шовная или роликовая; 5) сварка по способу А. М, Игнатьева, Из специализированных способов контактной сварки следует отметить шовностыковую сварку. При стыковой сварке заготовки соединяются между собой по всей площади соприкосновения. При точечной сварке заготовки соединяются между собой лишь в отдельных местах. Форма этих мест, именуемых при точечной сварке точками, обычно соответствует, форме контактной Схема процесса стыковой сварки: 1- гидравлический насос; 2- предохранительный клапан, 3 - золотник: 4 - обратный клапан; б - гидравлические цилиндры подачи; б - бак для масла; 7 рычаг управления; 8 - зажимы; 9 - клеммная панель; 10- сварочный трансформатор; //-контактор; / 2 - переключатель ступеней; 13 - понижающий трансформатор; 14 - вспомогательный контактор; 15 - кнопка включения; 16 - концевой выключатель; 17 - свариваемые заготовки. поверхности электродов, между которыми в процессе сварки устанавливаются заготовки. При рельефной сварке заготовки соединяются лишь на участках, где в процессе их изготовления были выштампованы выступы-рельефы. При шовной или роликовой сварке заготовки соединяются между собой обычно сплошным швом, При сварке по способу А. М. Игнатьева заготовки соединяются между собой по всей площади соприкосновения. Особенностью этого способа является то, что давление прикладывается к заготовкам перпендикулярно прохождению тока. Шовностыковая сварка применяется в случае изготовления сварных труб и представляет собой соединения кромок сформованной трубы, в стык. При шовностыковой сварке подача тока для нагрева кромок трубы и обжатие их осуществляется вращающимися роликами. Наряду с различными способами контактной сварки в промышленности находит применение контактный электронагрев, сходный по устройству оборудования и по осуществлению самого нагрева с теми или иными способами контактной сварки.
Стыковая сварка
Стыковая сварка характеризуется тем, что заготовки, закрепленные в зажимах машины, нагреваются электрическим током, а затем, сдавливаются путем перемещения подвижного зажима. Фиг. 115. Примеры применения стыковой сварки: тяга самолета; б сварной стык рельсов; в - обод колеса; е--рама, сваренная в стык одновременно в четырех углах. Схема процесса стыковой сварки приведена на фиг. 114. Нагрев свариваемых заготовок может быть осуществлен одним из следующих методов: 1) сопротивлением; 2) непрерывным оплавлением; 3) оплавлением с предварительным подогревом сопротивлением; 4) оплавлением с предварительным подогревом прерывистым оплавлением. У машин для стыковой сварки подача подвижного зажима осуществляется пружиной, рычажным устройством, винтом со штурвалом, электродвигателем с винтом или эксцентриком, гид-Процесс точечной сварки может быть разделен на следующие периоды: 1) сжатие свариваемых заготовок; 2) пропускание электрического тока через заготовки; 3) выключение Тока; 4) снятие давления. Точечная сварка применяется при изготовлении самых разнообразных металлических конструкций как из стали, так и из цветных металлов. Точечная сварка благодаря высокой экономичности и производительности широко применяется в производстве, вытесняя клепку, а также малопроизводительные способы сварки. Области применения точечной сварки приведены в табл. 76. На фиг,. 117 даны примеры применения точечной сварки.
Рельефная сварка
Рельефная сварка отличается от точечной тем, что на свариваемых заготовках в месте их соединения заранее подготовляются выступы (рельефы). Сам же процесс рельефной сварки может быть разделен на периоды, одинаковые с периодами точечной сварки. Приведена схема процесса рельефной сварки, из которой видно, что заготовки свариваются сразу в несколько полос может быть использовано для нагрева заготовок перед прокаткой.
Контактный электронагрев
При контактном электронагреве нагреваемой деталью замыкается вторичная цепь трансформатора, или сама деталь служит вторичным витком. Первый способ электронагрева применяется для нагрева заклепок перед клепкой, заготовок костылей, болтов, клапанов и других деталей перед высадкой, а также заготовок перед гибкой, резкой, прокаткой, обжимкой. Схема электронагрева заготовок с замкнутым контуром: 1 - нагреваемая заготовка; 2 Ц неподвижная часть магнито про вода трансформатора; 3- подвижная часть магнитопровода. Второй способ электронагрева применяется для выполнения тугой посадки цилиндрических деталей: бандажей, венцов шестерен и других деталей, представляющих собой замкнутый контур. Большим преимуществом контактного электронагрева для операций ковки, штамповки, высадки и гибки является то, что он может быть осуществлен почти на любом участке механических цехов. Последнее освобождает производство от необходимости транспортировать детали на значительные расстояния в специальные термические цехи. Наряду с этим при контактном электронагреве ускоряется процесс производства, снижается брак по трещинам. Коэффициент полезного действия установок для контактного электронагрева значительно выше, чем других нагревательных устройств.
Сопротивление контактов
При электрической контактной сварке сопротивления контактов имеются: а) в месте соединения свариваемых заготовок; б) в местах соприкосновения заготовок с токоподводящими частями машины; в) в местах соединения отдельных участков сварочных цепей машин. Сопротивление контактов зависит от материала контактируемых поверхностей, их подготовки (главным образом очистки), давления между ними и температуры в месте контакта. Вид материала существенно влияет на контактное сопротивление. Как правило, материалы с высокой электропроводностью (серебро, медь, олово) имеют меньшее контактное сопротивление. Подготовка поверхности контактов также существенно влияет на их сопротивление. Хорошо обработанные контактные поверхности имеют незначительное контактное сопротивление. Это сопротивление увеличивается с ухудшением чистоты обработки поверхности и особенно резко возрастает при окислении их. Давление также влияет на контактное сопротивление. С увеличением давления увеличивается площадь соприкосновения между контактируемыми поверхностями, что уменьшает контактное сопротивление. Наряду с этим, с увеличением давления уменьшается возможность окисления контактируемых поверхностей. При контактной сварке необходимо получить сосредоточенный нагрев в месте соединения свариваемых заготовок и одновременно желательно, чтобы в местах соприкосновения заготовок с зажимами и в соединениях сварочной цепи машины потери на нагрев были минимальные. Это достигается хорошей подготовкой поверхностей заготовок в месте их соприкосновения с токоподводящими устройствами и периодической ревизией контактов сварочной цепи. Схема расположения контактов в сварочной цепи машины для стыковой сварки: На фиг. 125 дана схема расположения контактов сварочной цепи машины для стыковой сварки. В табл. 78 даны значения контактного сопротивления для пластинок толщиной 3 мм. По шлифование . Очистка на наждачном круге . . Обработка напильником . Травление в кислоте . . Обработка резцом Ржавление после очистки Поверхность с окалиной Поверхность с окалиной и ржавчиной 0,00011 0,00016 0,00028 0,0003 0,0012 0,5 данным таблицы видно, что поверхность сильно загрязненная имеет контактное сопротивление в несколько тысяч раз больше, чем хорошо очищенная поверхность.
Сопротивление изделия
Сопротивление изделий при контактной сварке зависит от материала этих изделий и температуры нагрева их. Сопротивление может быть определено исходя из следующих условий: а) расстояния между токоподводящими поверхностями; б) сечения в месте сварки; в) температуры нагрева. Сопротивление изделия или его участка, включенного в электрическую цепь контактной машины, определяется по уравнению: D 1 где R - сопротивление изделия (или участка) в ом; Р - удельное сопротивление в омсм (табл. 79); L - длина изделия (или участка) в см; F - площадь сечения в см2. В табл. 79 даны значения удельного сопротивления различных металлов. Удельное сопротивление металла оказывает существенное влияние на нагрев при контактной сварке. С уменьшением удельного сопротивления требуется больший ток, а следовательно, и более мощная машина. На удельное сопротивление в основном влияет состав металла и температура его нагрева. При нагреве чистых металлов удельное сопротивление возрастает и может быть определено по уравнению: температура металла. Таблица 79 Удельное сопротивление различных металлов по порядку.
Нагрев деталей при контактной сварке
В условиях точечной, шовной и рельефной сварки выделение теплоты вызвано действием рядам источников. Основной источник — объемно распределенный с удельной мощностью j2pT (/’—плотность тока). Второстепенные—плоские источники с удельной мощностью Лл>Л®*2/4)и
связанные с генерированием теплоты на соответствующих контактных сопротивлениях. Доля плоских источников в общем тепловом балансе не превышает 10%.
Общая характеристика нагрева при хонтактной сварке выражается формулой теплового баланса
где Q„—общее количество теплоты, генерируемое в зоне сварки; Ql—количество теплоты, расходуемое на нагрев до температуры плавления (Т„ ) столбика металла высотой 2d и диамет-
Рнс.1.12. Характер нагрева деталей одинаковой толщины при точечной сварке
ром*/, (рис. 1.12); Q. J— количество теплоты, расходуемое на нагрев металла в виде кольца шириной х2, окружающего центральный столбик металла; Q3—количество теплоты, переданное.» электроды за счет теплопроводности; QA—потери тепла в атмосферу за счет радиационного и конвективного теплообмена с поверхности деталей и электродов.
К концу нагрева общее количество теплоты, затрачив аемой на образование сварной точки, определяется законом Джоуля — Ленца
Коэффициентт учитывает изменение сопротивления зоны сварки в процессе нагрева. При сварке малоуглеродистых сталей т принимают 1,0+1,1; для алюминиевых и магниевых сплавов —1,15; сталей аустенитного класса 1,2; титановых сплавов — 1,4.
Количество тепла, расходуемое на нагрев условно выделенного центрального столбика до температуры плавления (Т^, с учетом скрытой теплоты плавления, определяется по формуле
где d3 —диаметр контактной поверхности электрода, см; dhи d2—толщины свариваемых деталей, см; с — гудельная теплоемкость свариваемого металла, Дж/(г х К); g — плотность свариваемого материала, г/см3.
Теплота Qly расходуемая на нагрев зоны, прилегающей к центральному столбику металла, представляется в виде кольца шириной х2, окружающего литое ядро, близкое по диаметру к dr Среднюю температуру кольца принимают равной четверта
Qi= +-t2)(5i + S2)cy ^,Дж, (1.15)
где А] —коэффициент, учитывающий неравномерность нагрева кольца металла по толщине, так как наиболее нагретые участки расположены у внутренней поверхности кольца (kt = 0,8).
Потери тепла в электроды можно приближенно определить, принимая, температуру на их контактной поверхности как Тзл = 0,5 Тт. При этом средняя температура интенсивно нагреваемого участка электрода длиной х3 принимается равной TJX.
Q2=2 к2^х3С/^,Дж, (1.16)
где к2—коэффициент формы электрода: при плоской контактной поверхности к2=1,0; при конической—к2= 1,5; при электроде со сферической контактной поверхностью—к2=2.0; с’—средняя удельная теплоемкость материала электрода, Дж/(гхК);у’— плотность материала электрода, г/см3.
Ширина зоны нагрева металла х2 и х3 зависит от времени сварки гсв и температуропроводносш металла деталей или элек — тродая. В общем случае ширина зоны нагрева определяется
Потери тепла Q3 в атмосферу за счет лучеиспускания, ввиду кратковременности процесса, незначительны, и в расчетах ими пренебрегают.
Обычно количество тепла Qb необходимого непосредственно на образование сварной точки, называют полезным теплом Qn01, а тепло, расходуемое на нагрев окружающего ядро металл
1 и электроды, называют потерями Q/ L тепла Qnom — Q2+Qv
В определенных пределах Qltm не зависит от продолжительности нагрева и определяется обемом нагретого металла V до температуры Т°С при удельной теплоемкости с и плотности y (бяв, = Ус у 7).
Потери теплоты увеличиваются с увеличением продолжительности нагрева, поэтому растет и общее количество теплоты Q>3 (рис. 1.13). При этом неизбежно расширяется зона нагрева при высоком коэффициенте температуропроводности свариваемого материала.
Современная тенденция в развитии контактной сварки основана на применении мощных машин, обеспечивающих снижение времени сварки, что уменьшает потери электрической энергии, в ряде случаев снижает остаточные деформации и повышает производительность.
При контактной сварке во время нагрева возникают два взаимосвязанных поля: электрическое и температурное.
Температурное поле—совокупность температур в различных точках свариваемых деталей в разные моменты времени. В общем случае это поле формируется в результате протекающих процессов тепловыделения и теплопередачи, которые были рассмотрены выше. 1
Характер тепловыделения определяется электрическим полем в свариваемых деталях и электродах.
Электрическое поле — совокупность плотностей тока в различных точках свариваемых деталей в разные моменты времени. ,, Для контактной сварки характерно. неравномерное электрическое поле, его неравномерность зависит от способа подвода тока, температурного и магнитоэлектрического факторов. При подводе тока при точечной, рельефной и шовной сварке на электрическое и как следствие на Температурное поля особенно влияет геометрический фактор. При этих способах площадь контактных поверхностей электродов малапо сравнению
Рис.1.14. Распределение плотности тока в различных сечениях:
а) в начальный момент сварки; б) при наличии жидкого ядра с размерами деталей, через которые проходит сварочный ток. Поле плотностей тока зависит от абсолютных значений потенциалов й электрических сопротивлений деталей и электродов. Наибольшие плотности тока
Температурный фактор проявляется в различном сопротивлении металла, нагретого до разных температур. Проходящий ток обтекает более нагретые участки, имеющие меньшую проводимость. Так, удельное электросопротивление жидкого ядра в 1,5-2 раза больше, чем окружающего его твердого металла. Плотность тока вблизи границ ядра
Магнитоэлектрический фактор, связанный с проявлением поверхностного эффекта и эффекта близости, мал о влияет на характер электрического ноля. _
Температурное поле при сварке не является стационарным, оно быстро видоизменяется и характеризуется значителън ой нео — днородностью. Во время сварки скорость нагрева очень высокая —до 200 000°С/с. Градиенты температур на отдельных участках могут достигать 100 000°С (с особенно при сварке малых толщин). Вначале поле возникает в твердом металле. Через период времени (0,3-0,5)^ начинается образование литого ядра в области контакта деталей, где достигается наибольшая плотность тока и з меньшей степени сказывается теплообмен с электродами. По мере прохождения тока ядро растет до максимальных размеров. Максимальная температура в ядре" на 15-20% выше температуры плавления металла.
Скорости охлаждения металла соизмеримы со скоростями нагрева. Так, приточенной сварке деталей толщиной 1^4 мм ядро полностью кристаллизуется через 0,02-0,08 секунд [1]. В течете этого времени часть теплоты распространяется вглубь деталей, нагревая околощовную зону.
В зависимости от роли процессов тепловыделения и теплоотвода различают жесткие и мягкие режимы сварки.
Жесткий режим характеризуется кратковременным мощным импульсом тока. Температурное поле определяется преимущественно тепловыделением; потери тепла Q2+Q120% Q„. Жесткий режим характереауегся высокими скоростями нагрева и охлаждения, что увеличивает склонность к образованию выплеска расплавленного металла, и для предотвращения этого повышают сварочное усилие.
Мягкий режим характерен значительной длительностью протекания тока относительно малой силы. При этом происходит значительный теплообмен внутри деталей и с электродами (Q2+Q3i 80%Q3J. Скорость нагрева и охлаждения ниже, чем при жестком режиме.
На характер температурного поля оказываем влияние большое количество факторов: сила сварочного тока и время его протекания, а также форма импульса тока, сварочное усилие, диаметр и форма электродов, свойства электродных свариваемых материалов, размеры свариваемых деталей и др.
При стыковой сварке сопротивлением общий нагрев деталей происходит теплотой, которая выделяется в них и в контактах при прохождении сварочного тока. При сварке сопротивлением теплота, выделяющаяся в контакте между торцами свариваемых деталей, относительно невелика и по мере нагрева соединения быстро уменьшается, В общем балансе теплоты она не превышает 10-15%. Однако она выделяется на узкой прикон — тактной зоне за небольшой промежуток времени и вызывает быстрое повышение в ней температуры, которая сохраняется и после исчезновения гдд до конца цикла сварки, так как эта зона нагрета сильнее других. Интенсивность тепловыделения в контакте определяется начальным усилием сжатия деталей. При малому интенсивность тепловыделения возрастает, но при этом равномерность нагрева по торцу деталей ухудшается из-за малого и случайного расположения участков контактирования.
Нагрев при сварке сопротивлением можно рассматривать как наложение двух процессов: 1) нагрева (до температуры Т,) бесконтактного стержня теплотой, равномерно выделяемой на соб-
ственном сопротивлении по всей его длине на свободном вылете (рис.1.16); 2) дополнительного нагрева (цо температуры Т2) теплотой, выделяемой в стыке и распространяющейся в стороны от него. Общая температура нагрева Тв зоне, определяемой координатой х, в момент времени
Т(х, t) = T1(t) + T2(x, t). (1.18)
Распространение тепла в неравномерно нагретом теле без тепловых источников для пространственной задачи описывается уравнением теплопроводности
где Э Tfdt —изменение температуры во времени в точке с координатами х, у, z; а—коэффициент температуропроводности, характеризующий скорость распространения тепла, см2/с.
дт э[3]_Т д2Т
Распространение тепла в неравномерно нагреваемом теле, т. е. с источником тепла, описывается уравнением
где q—тепловая мощность (количество теплоты выделяемой в секунду), Дж.
Сделав допущения о линейном характере распределения теплового потока, (температура в каждой момент времени одинакова по сечению (рис. 3.13), а удельное электросопротивление металла в вылете /0 постоянно и имеет среднее значение ртср) уравнение (1.20) примет вид
В данном уравнении необходимо учесть теплоотдачу с поверхности деталей, которая равна
тдеЬ—коэффициент температуроотдачи, 1/с; и—периметр сечения деталей, см; F— площадь поперечного сечения детали, см2.
Согласно принципу независимости действия источников тепла (1.18), подставляя (1.22) в уравнение (1.21), получим систему уравнений
Решая систему (1.23) относительно температуры в стыке (а: =
0) получим выражение для температуры в зоне сварки
ІсвРтг/се ^ м! свгк л/^сГ F2cy F-JnXcy ’
где гк—контактное сопротивление в начальный момент сварки, определяемое по формуле (3.5), мкОм; m—коэффициент, учитывающий изменение гк в процессе сварки (т ~ 0,4).
Из уравнения (1.24) можно найти необходимое значение сварочного тока.
В отличие от сварки сопротивлением нагрев деталей при стыковой сварке оплавлением в основном происходит за счет теплоты, выделяющейся в контактном сопротивлении, которое определяется перемычками расплавленного металла, находящимися в искровом промежутке. Доля теплоты, выделяемой с собственном сопротивлении деталей вследствие относительно малой средней плотности тока, невелика и обычно не учитывается в тепловых расчетах.
Жидкие перемычки являются основным источником нагрева торцов деталей. В начальный момент оплавления распределение температуры на оплавленных торцах неравномерно (рис. 1.17). По мере нагрева степень неравномерности уменьшается. Средняя температура па торцах растет до тех пор, пока их
поверхности не покроются слоем расплавленного металла. Это ■ обеспечивается при установившемся процессе оплавления, ког
да перемычки последовательно и многократно с большой частотой возникают по всей площади торцов деталей.
В секунду в к оитакте с сопротивлением гШ1я выделяется количество тепла ц0!гл — Iaar0lvl которое, расходуется на нагрев метал — ! ла от Т, до Т01и, выбрасываемого из зазора при оплавлении : и на теплопередачу в детали (9”м): .
Чош — Чопя + я’опя = ~Ti) + щ]+2ЛР — г (1.25)
1 где F—сечение деталей, см2; g, с, 1, т„ — плотность, удельная теплоемкость, коэффициенттеплопроводности и скрытая теплота плавления свариваемого материала; Тг— средняя температура торцов (в начале оплавления равна температуре окружающей среды, к концу—-температуре плавления, при сварке с по — догревом Т,= Тпод) Т01!Я — средняя температура выбрасываемого при оплавлении металла (для стали = 2000
°С); dT/dx — градиент температуры у торца (для стали 2000- 8000 °С/ем).
Из уравнения теплового баланса (1.25) можно опредепитыте — обходимую величину сварочного тока или скорости оплавления.
Анализ формулы показывает, что мгновенная скорость оплавления растет с увеличением тепловой мощности, суменьше — нием градиента температуры и с повышением температуры Т;. В начале процесса, когда dT/dx велик и Т,» 0, оплавление идет медленно. По мере разогрева торцов v0M растет. Для поддержания непрерывного процесса оплавления при неизменной мощности скорость сближения деталей должна соответствовать голл. Подогрев деталей до Т,= Ттд увеличивает возможную скорость их сближеїшя при данной мощности.
Тепло при контактной сварке
Вы здесь: ГлавнаяMain Menu
Контактная сварка - Технология контактной сварки
ТЕХНОЛОГИЯ КОНТАКТНОЙ СВАРКИ ПОДГОТОВКА ДЕТАЛЕЙ К СВАРКЕ
Все способы контактной сварки основаны на местном нагреве заготовок теплом, выделяющимся при прохождении через них электрического тока. Заготовки свариваются в месте их соприкосновения чаще всего без введения дополнительного металла и применения флюсов. Чтобы получить хорошее качество с участков заготовок в местах соединения, перед сваркой необходимо удалить окислы, масло и другие загрязнения. При выборе способа очистки следует учитывать габариты изделий, характер загрязнений, толщину стенок, характер производства и материал заготовок. Окалина и ржавчина с мелких деталей удаляются в барабанах о кварцевым песком и просушенными древесными опилками. Продолжительность очистки устанавливают исходя из характера загрязнений, конфигурации заготовок и их веса. Скорость вращения барабана может быть выбрана по табл. 94, Таблица для выбора скорости вращения очистительного барабана Диаметр барабана в мм. Число оборотов в мин. Диаметр барабана в мм
Очистка в барабане рекомендуется при стыковой сварке цепей, инструмента, заготовок, полученных горячей штамповкой, а также при точечной и рельефной сварке. Заготовки, имеющие большие габариты, следует зачищать в месте сварки и подвода тока наждачным кругом. При значительном весе заготовок и сложной конфигурации наждачный круг лучше крепить на гибком валике. При небольшом загрязнении наждачный круг можно заменить металлической щеткой. Более универсальный и производительный способ очистки - химическая очистка как всей поверхности, так и отдельных участков заготовок. Очистка стальных деталей осуществляется травлением в 5-20%-ном растворе серной кислоты в воде с добавлением специальной присадки и последующей нейтрализацией в 1-2% растворе извести. Травильный раствор подогревается до 50-60°. После нейтрализации заготовки просушиваются, очищаются металлической щеткой от извести и сразу поступают на сварку. Способ химической очистки рекомендуется применять при шовной сварке стальных листов, полученных горячей прокаткой и покрытых слоем окалины. При контактной сварке полированной стали заготовки необходимо обезжиривать в известковой воде, подогретой до 70- 80°. После обезжиривания заготовки просушиваются, очищаются металлическими щетками от извести и направляются на сварку. При контактной сварке медных сплавов очистка также необходима. Для удаления с поверхности заготовок жиров рекомендуется поверхность протирать бензином или промывать подогретым до 70-80° раствором следующего состава (в %). После обезжиривания детали промываются в чистой воде и тщательно просушиваются. Удаление окисной пленки рекомендуется производить металлической щеткой или наждачной бумагой, а также травлением. Операция очистки необходима, так как наряду с обеспечением стабильного качества сварки значительно снижается износ электродных частей контактных машин.
Основные положения и виды сварки
Контактной называют сварку с применением давления, при которой нагрев производится теплотой, выделяющейся при прохождении электрического тока через находящиеся в контакте соединяемые части. Количество теплоты может быть определено по формуле Q = I2Rt Дж (Q = 0,2412Rt кал), где / - величина тока, A; R - сопротивление участка цепи в месте контакта деталей, Ом; t - продолжительность действия тока, с. Из формулы видно, что количество теплоты зависит от величины тока в сварочной цепи. Поэтому для быстрого нагрева свариваемых кромок применяют большие токи, достигающие нескольких десятков тысяч ампер. Так как электрическое сопротивление прохождению тока в месте контакта свариваемых деталей велико, то на этом очень малом участке выделяется большое количество теплоты, которое вызывает быстрый нагрев металла. С повышением температуры металла в зоне контакта его сопротивление возрастает, следовательно, еще более возрастает количество ежесекундно выделяющейся теплоты и ускоряется процесс нагрева металла. Таким образом, применение больших сварочных токов позволяет осуществить быстрый нагрев металла и выполнить сварку за десятые и даже сотые доли секунды. По основным параметрам контактной сварки - величине тока и времени действия тока - различают два режима процесса сварки: жесткий и мягкий. Жесткий режим характеризуется применением больших токов и малым временем процесса сварки. Такой режим применяется для сталей, чувствительных к нагреву и склонных к образованию закалочных структур, а также при сварке легкоплавких цветных металлов и их сплавов. Мягкий режим характеризуется относительно большой продолжительностью процесса и постепенным, нагревом свариваемого металла. Таким режимом пользуются при сварке углеродистых сталей, обладающих низкой чувствительностью к тепловому воздействию. Контактную сварку выполняют на специальных машинах, состоящих из двух основных частей: электрической и механической. Электрическая часть машины состоит из сварочного трансформатора, прерывателя сварочного тока, регулятора (или переключателя) тока первичной цепи трансформатора и токоподводящих устройств. Механическая часть состоит из механизмов и узлов, создающих необходимое давление для сжатия свариваемых деталей. Трансформаторы для контактной сварки применяются понижающие однофазные с первичным напряжением 220 или 380 В и вторичным напряжением 1. 16 В. Первичная многовитковая обмотка разделена на секции, что позволяет с помощью регулятора (или переключателя) изменять величину напряжения во вторичной обмотке трансформатора. Вторичная обмотка машин малой мощности состоит из отдельных гибких полос меди, охлаждаемых воздухом. У машин большей мощности вторичная обмотка изготовлена из пустотелых медных витков, охлаждаемых проточной водой. Контактная сварка является высокопроизводительным процессом и легко поддается механизации и автоматизации. Эти качества способствуют широкому применению контактной сварки в строительстве и промышленности. Основными видами контактной сварки являются стыковая, точечная и шовная. Стыковая сварка Стыковая сварка - сварка, при которой соединение свариваемых частей происходит по всей площади стыкуемых поверхностей. Принципиальная схема стыковой сварки представлена на рис. 82. (1 - электроды-зажимы, 2 - свариваемые детали, 3 - трансформатор.) Сварка может быть выполнена тремя способами: сопротивлением, непрерывным оплавлением и прерывистым оплавлением. При сварке сопротивлением чисто обработанные поверхности двуя деталей приводят в плотное соприкосновение и включают сварочный ток. После нагрева поверхностей до пластического состояния производят осадку на необходимую величину и одновременно выключают ток. Такой способ применяют при сварке деталей из низкоуглеродисты сталей, имеющих круглое или прямоугольное сечение площадью до 1000 м2. Сварка легированных сталей допустима при площади сечения, не превышающей 20 мм2. Цветные металлы и их сплавы хорошо свариваются сваркой сопротивлением. Этим способом можно сваривать и разнородные металлы (сталь с медью, латунь с медью, различные сорта сталей). Сварка сопротивлением требует точной подготовки, высокой чистоты свариваемых поверхностей и четкого контроля температуры нагрева. Не исключено попадание окислов между плоскостями контакта, что снижает качество сварки. Поэтому сварка сопротивлением не получила большого распространения и применяется редко при неответственных сварных соединениях.
5.2. Тепловые процессы при контактной сварке
Нагрев стержней при стыковой контактной сварке осуществляется проходящим током плотностью j, который совершает работу при удельном сопротивлении металла ρr и контактном сопротивлении R на границе между стержнями (рис. 5.3).
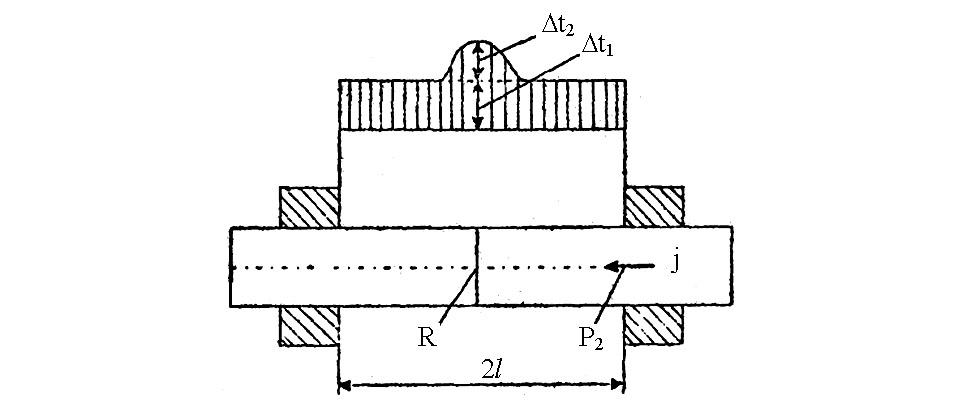
Рис. 5.3. Распределение температуры по длине свариваемых стержней в процессе их нагрева током
Из-за наличия R распределение температуры по длине стержня неравномерно. Температуру нагрева t можно представить как сумму
где t1 и t2 – соответственно равномерная составляющая, вызванная работой тока на удельном сопротивлении металла ρT, и неравномерная составляющая, вызванная контактным сопротивлением R.
где ω0 – начальная скорость нагрева, град/с; β – коэффициент, зависящий от материала, 1/град; τн - время нагрева, с.
Значения [ρ2 / (с ·ρ)]0 и коэффициента β, используемые для расчёта нагрева стержней при контактной сварке, приведены в таблице 5.1.
Численные значения коэффициентов, используемых для расчёта нагрева стержней при контактной сварке
j 2 tн∙10 6 , А 2 ∙с/см 4
Сталь инструментальная (0.1% С; 0.58% Mn; 12.2% Cr)
Неравномерная составляющая t2 рассчитывается по-разному, в зависимости от способа контактной сварки.
Контактная сварка сопротивлением
При контактной сварке сопротивлением ток плотностью j протекает непрерывно, а контактное сопротивление R существует непродолжительное время. При этом в зоне контакта выделяется удельное количество теплоты
где k – коэффициент, зависящий от свойств металла и удельного давления, Дж/(А·см 4 ), (k= 0,5 - 1,0). Большим удельным давлениям соответствуют меньшие значения коэффициента.
Нагрев стержня теплотой Q2 вызывает дополнительное повышение температуры t2.
где х – расстояние от стыка до сечения, в котором определяется температура;
τн – продолжительность нагрева стержней, с.
После выключения сварочного тока наступает стадия выравнивания температуры. При этом τ>τН. Определение температуры в стадии выравнивания после окончания нагрева производится отдельно для t1 и t2 по схеме бесконечного стержня.
где t1Н – температура в момент окончания нагрева, определяемое по (5.6);
Ф(х) – функция интеграла вероятности (Гаусса);
2l – длина нагревающейся части, м ;
τ – полное время нагрева и выравнивания, τ=τн + τвыр.
После окончания нагрева процесс распространения теплоты, описываемый уравнением (5.8) продолжается, а процесс дополнительного тепловыделения, выражаемый членом βω0τ, прекращается при τ=τн.
Определить, до какой температуры нагреется стык малоуглеродистых стержней, соединяемых сваркой сопротивлением, к концу процесса нагрева при плотности протекающего тока j = 40 A/мм 2 = 4000 A/см 2 , а также температуру стыка x = 0, спустя 10 с после окончания сварки. Установочная длина стержней l= 1,5 см.
Теплофизические коэффициенты для малоуглеродистой стали: λ=0,4 Дж/см∙с∙град; сρ = 5,0 Дж/см∙град; а = 0,08 см 2 /с.
1. По таблице 5.1 для стали 10 находим
необходимое время нагрева
Температуру равномерного нагрева стержней определим по формуле (5.6):
Температуру t2 определяем по формуле (5.11), а величину Q2 – по формуле (5.8):
Полная температура в стыке определится как сумма
t1 + t2 = 637 + 647 = 1284° С.
2. Полное время, прошедшее после начала нагрева стержней, равно сумме времени нагрева и выравнивания температур
t = 5,62 + 10= 15,62 с.
Температуру t1 в период выравнивания находим по формуле (5.8), а t2 – по формуле (5.9) при x = 0:
Полная температура, спустя 10 с после сварки,
t = 487 + 388 = 875° С.
Контактная сварка с прерывистым подогревом стержней и последующим оплавлением
Прерывистый подогрев током можно рассматривать как непрерывный подогрев в течение общего времени tH током меньшей плотности
где ∑tB – суммарная длительность периодов включения тока плотности j, с. В момент подогрева плотность тока составляет 10-4-40 А/мм 2 .
Величина t1 при сварке этим способом находится по формуле (5.6) с заменой j на jэф по формуле (5.12).
Температура t2 находится по схеме непрерывно действующего в течение tн неподвижного источника теплоты в бесконечном стержне с дополнительным тепловыделением от проходящего тока. Мощность источника теплоты
Более высокие значения UK соответствуют малым скоростям движения зажима машины и большим сечениям свариваемых стержней.
Температуру t2 найдем из выражения (3.23) при υ = 0 с заменой
Численное определение t2 производится по номограмме на рисунке 5.4 через безразмерные параметры температуры, расстояния и времени.
Стадия оплавления после прерывистого подогрева обычно непродолжительна и происходит при меньших токах. Подогрев от оплавления распространяется на небольшую длину. Поэтому приближенно можно считать, что к концу оплавления сохраняется распределение температур, достигнутое к окончанию подогрева, но температура торца равна температуре плавления металла.
Выравнивание температур может быть определено численно.
Пример 13. Определить температуру подогрева стыка при сварке малоуглеродистых стержней оплавлением с прерывистым подогревом. Продолжительность подогрева – 10 с. Периоды протекания тока ~ 1 с, паузы – около 1,2 с. Плотность тока при подогреве j=20 A/мм 2 . Теплофизические коэффициенты – те же, что и в предыдущем примере.
Продолжительность цикла, включающая период нагрева и паузу, составляет 2,2 с.
По формуле (5.12) находим эффективную плотность тока
, безразмерное время βω0τ и безразмерное расстояние от контакта при нагреве стержня
По таблице 5.1 для стали 10 находим
Вычислим t1 по формуле (5.7)
Температуру t2 определим по номограмме на рисунке 5.4.
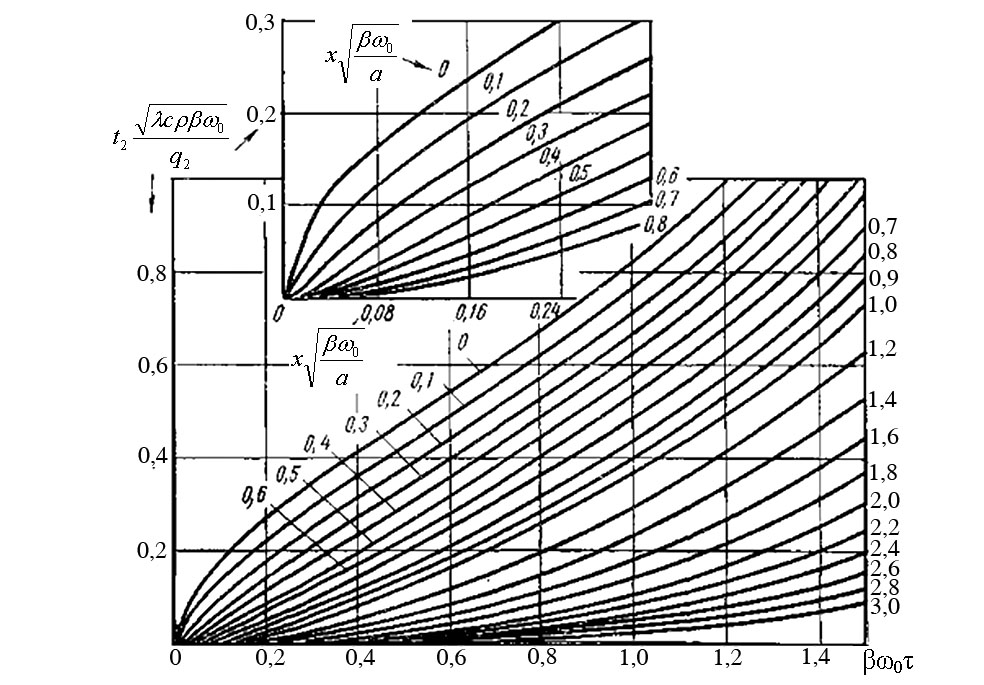
Рис. 5.4. Номограмма для определения t2 через безразмерную температуру
Расчетную мощность источника теплоты найдем по формуле (5.13):
q2 =Uкjэф =0,5∙1350= 675 Дж/см 2 .
Для стыка х=0, поэтому
По номограмме (5.4) находим
Полная температура подогрева
t = 75 + 907 = 982° С.
Контактная сварка с непрерывным оплавлением
При сварке непрерывным оплавлением подвижные зажимы перемещаются с возрастающей скоростью. Зона, прилегающая к оплавляемым торцам, прогревается вследствие того, что металл проводит теплоту от источника в зоне контакта и в меньшей степени вследствие теплоты Ленца – Джоуля, выделяемой при протекании тока в стержне. Приращение температуры в околоконтактной области описывается эмпирической формулой:
где tпл – температура плавления металла, ºС; tн - начальная температура металла, ºС;
х – расстояние от оплавляемого торца, см; S – ускорение движения зажимов машины, см/с 2 .
Максимально допустимое ускорение Smax определяется по следующей формуле:
где lо.с – длина зоны, нагреваемой выше tД; tД - температура пластического деформирования (для стали tД = 497 - 697 °С).
Температура стыка после выключения тока определяется по формуле
где τ – время после выключения тока; m – параметр, , erfх – функция интеграла вероятности, , где .
Контактная точечная сварка
При контактной точечной сварке теплота, выделяемая в зоне между электродами, расходуется на нагрев свариваемого металла и на нагрев участка электродов, прилегающих к зоне сварки.
Теплота, идущая на нагрев свариваемого металла, состоит: 1) из теплоты, затрачиваемой на расплавление столбика металла свариваемых листов толщиной 2δ, находящихся меду электродами диаметром dэ (рис. 5.5).
где с·ρ·(tпл-tн) – теплосодержание единицы объема расплавленного металла.
2) теплоты, затрачиваемой на нагрев кольца металла шириной х и толщиной δ, окружающего центральный столбик. Объем этого кольца π·x·(dэ+x)·2·δ, а средняя температура нагрева металла .
где k1 – коэффициент, учитывающий неравномерность нагрева кольца (k1=0,8).
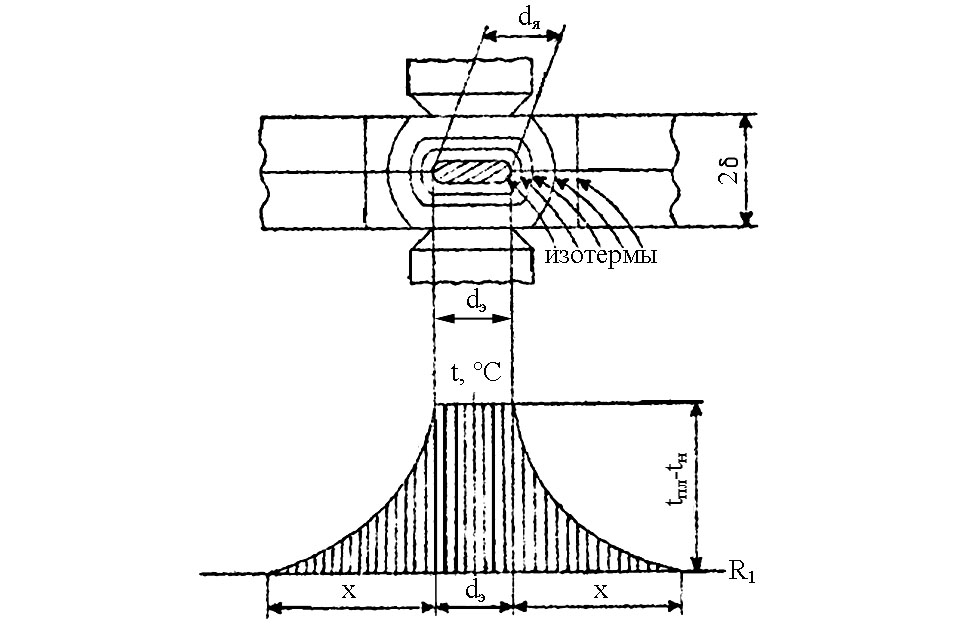
Рис. 5.5. Распределение температуры при контактной точечной сварке
Размер х зависит от температуропроводности и времени сварки
Диаметр электрода dэ, можно принимать равным диаметру ядра точки dя.
Введенная в металл теплота Q = Q1 + Q2 после окончания сварки и разведения электродов распространяется в пластинах и отдается в окружающее пространство. Температурное поле вокруг сварной точки в листах толщиной δ описывается схемой мгновенного нормального кругового источника теплоты в пластине с теплоотдачей:
где r – расстояние от центра ядра до рассматриваемой точки; τ – время, прошедшее после выключения тока и разведения электродов; τ0 – постоянная времени, характеризующая распределенность теплоты по радиусу в пластине в момент выключения тока при τ = 0; τ0≈ τсв.
Скорость охлаждения центральной зоны точки:
где tH – начальная температура свариваемых листов.
Чем жёстче режим сварки, тем меньше Q и тем выше скорость охлаждения. Скорость охлаждения заметно возрастает при применении внешнего охлаждения.
Пример 14. Определить, в каких пределах изменяется скорость охлаждения центральной зоны сварной точки низколегированной стали при t = 500° С, δ = 0.2 см, диаметре ядра точки d =0,7 см, в случае сварки, на различных режимах. Время сварки t = 0,5 с и t = l,5 с. Теплофизические коэффициенты стали λ=0,4 Дж/см∙с∙град; сρ = 5,0 Дж/см 3 ∙град; а=0,08 см 2 /с. Начальная температура листов t0=20°С. Теплосодержание расплавленного металла h=1300 Дж/г; сρ(tпл– t0)=ρh= =7.8∙1300 = 10 000 Дж/см 3 . Приближенно полагаем, что dэ~ d. По формуле (5.18) находим
По формуле (5.19) находим величину Q2. Предварительно вычисляем для двух случаев размер х, входящий в формулу (5.19):
По формуле (5.21) находим скорость охлаждения:
а) Q = Q1 + Q2 = 1540 + 3020 = 4560 дж;
б) Q = Q1 + Q2 = 1540 + 7200 = 8740 дж;
Для уменьшения скорости охлаждения необходимо применять либо более «мягкие» режимы с большим временем сварки, либо подогрев листов.
Особенности нагрева и охлаждения металла при некоторых видах сварки
Роликовая сварка
Режим роликовой сварки обычно подбирают и проверяют экспериментально. Количество вводимой в металл на единицу длины шва теплоты можно приближенно определять по теплосодержанию расплавленного металла, находящегося между свариваемыми роликами и имеющего объем V=k2l∙2δ∙l (рис. 5.6, а), здесь к — поправочный коэффициент, близкий к единице, учитывающий нагрев металла в околошовной зоне и определяемый экспериментально, например калориметрированием. Если нахлестка 2L велика по сравнению с 2l, то процесс выравнивания температур можно рассчитывать по схеме стержня с теплоотдачей, принимая расчетную толщину пластины 2δ, а начальное распределение температур на длине 2l
где tпл – температура плавления металла, ºС;
tH – начальная температура, ºС,
x – расстояние от рассматриваемой точки до оси шва, см;
2l – ширина шва, см;
τ – время, прошедшее после выключения тока, с;
b – коэффициент температуроотдачи.
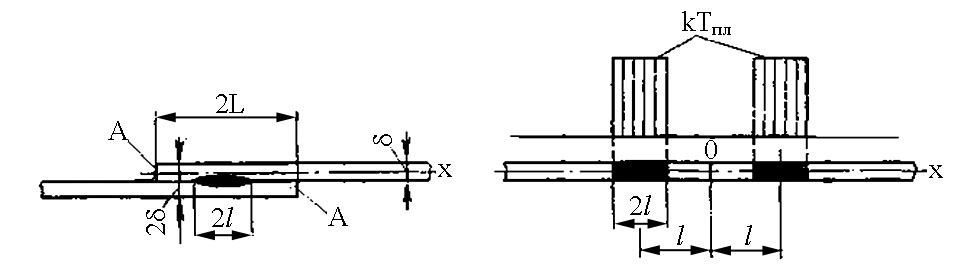
Рис. 5.6. Контактная роликовая сварка внахлёстку: а – сварное соединение; б – схематическое распределение температуры в начале периода её выравнивания
Скорость охлаждения точек пластины можно определить, продифференцировав уравнение (5.22) по времени τ. В некоторых случаях выражения для скорости охлаждения оказываются громоздкими, тогда скорость охлаждения определяется в необходимом интервале температур численно.
Если нахлестка соизмерима с шириной шва, например, составляет 2-3 ширины, то необходимо учитывать, что торцы А пластины (рис. 5.6) не пропускают теплоты. В этом случае расчет ведется по схеме бесконечного стержня с начальным распределением температур по двум зонам (рис. 5.6, б). Торцы А как бы смыкаются в точке О.
Процесс выравнивания температуры определяется по формуле:
где 2L – ширина нахлёстки, см.
Начало координат располагается в точке О (рис. 5.6, б).
Дугоконтактная сварка труб
Рассмотрим нагрев и охлаждение труб при дугоконтактной сварке в случае нагрева дугой, перемещающейся в магнитном поле (рис. 5.7,а).
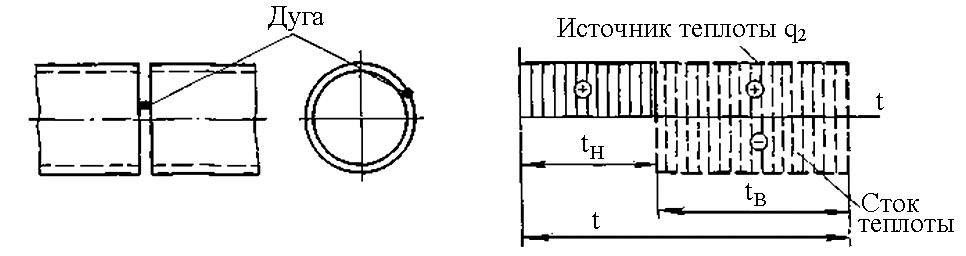
Рис. 5.7. Дугоконтактная сварка труб: а – схема процесса; б – схема действия источника теплоты q2 в период нагрева tн и фиктивных источника и стока теплоты в период выравнивания температур
Вследствие большой скорости перемещения дуги по кромкам трубы, с достаточной точностью можно считать, что в бесконечном стержне действует непрерывный плоский источник теплоты с удельной мощностью.
где q – эффективная мощность дуги, дж/с; F – площадь сечения трубы, см 2 .
Процесс нагрева трубы вплоть до сварки является, как правило, неустановившимся и температурное поле следует вычислять по формулам для стадии теплонасыщения, например, по формуле (3.23) при υ = 0 и Удобнее пользоваться номограммой на рисунке 3.25 для вычисления ψ1 и формулой
Температура точек кромок трубы в процессе нагрева может быть вычислена непосредственно по формуле (3.23) при х = 0, υ = 0.
В результате интегрирования получим
Процесс выравнивания температур определяют с использованием понятий фиктивного источника теплоты и стока теплоты (рис. 5.7, б) и формулы (5.26):
где ψ1τ вычисляется по номограмме на рисунке 3.25 при
и τ1 = bt, а ψ1tB – при τ1 = btB;
τB – время выравнивания температур, т. е. время, прошедшее после окончания процесса нагрева (см. рис. 5.7, б).
Полное время τ равно сумме времени нагрева τH и выравнивания τB.
Температура точек стыка трубы, где х = 0, в процессе выравнивания может быть найдена с использованием формулы (5.27) в предположении, что одновременно действуют фиктивный источник теплоты и фиктивный сток теплоты:
Пример 15. Определить необходимую продолжительность нагрева кромки трубы дугой, перемещающейся в магнитном поле, до t=1350°С, если диаметр трубы D = 20 см, толщина стенки δ = 0,8 см, ток I=700 А; U= 36 В; η = 0,7. Материал трубы – Ст. 3. Теплофизические коэффициенты малоуглеродистой стали: λ=0,4 дж/см∙с∙град; сρ = 5,0 дж/см 3 ∙град; а = 0,08 см 2 /с, α=6∙10 3 дж/см 2 ∙с∙град.
Для определения необходимого времени используем формулу (5.27). Вычислим вначале
7 Тепловой баланс при контактной сварке
где Qэ.э - общее количество теплоты, выделенной в зоне нагрева; Qпол - полезная теплота, расходуемая на нагрев металла в зоне сварки; Qпот - потери теплоты в окружающий металл, электроды и атмосферу.
В определенных пределах Qпол не зависит от продолжительности нагрева и определяется объемом нагретого металла V до температуры Т °С при удельной теплоемкости с и плотности :
Потери теплоты увеличиваются с увеличением продолжительности нагрева, поэтому растет и общее количество теплоты Qэ.э , (рис. 13). При этом неизбежно расширяется зона нагрева при высоком коэффициенте температуропроводности свариваемого материала.
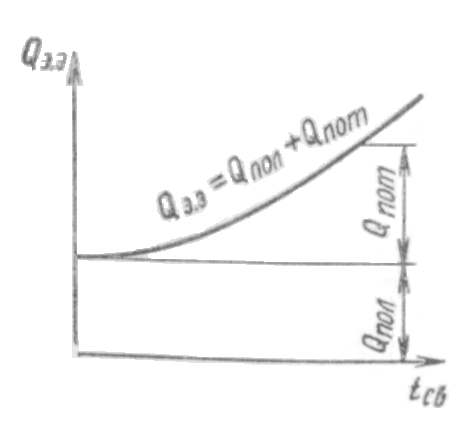
Рис. 13. Типовая зависимость необходимой для сварки теплоты
от длительности нагрева
Среднее количество теплоты, выделяемой в единицу времени tсв при нагреве,
Последнее выражение не учитывает неизбежные потери в сварочной машине на нагрев сварочного трансформатора и токоведущих элементов.
С увеличением tсв необходимая мощность уменьшается (рис. 14). Скорость нагрева зоны сварки до заданной температуры зависит от установленной мощности (рис. 15). При большой мощности q1 температура Тсв, необходимая для сварки, достигается за время tmin. С уменьшением мощности длительность нагрева увеличивается. При использовании недостаточной мощности q3 нагреть место сварки до необходимой температуры невозможно. В этом случае выделяется недостаточное количество теплоты и вся она рассеивается в виде потерь.
Следовательно, мощность, необходимая для контактной сварки, не является постоянной величиной; она снижается с увеличением продолжительности нагрева, но всегда должна быть больше qmin.
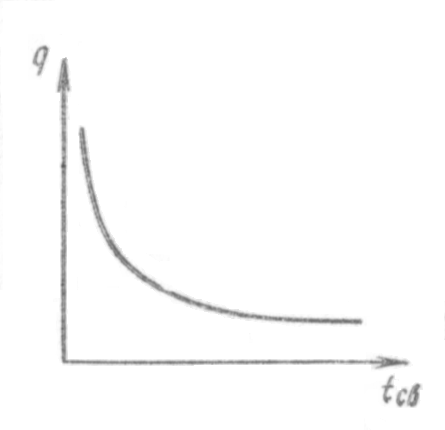
Рис. 14. Типовая потребляемой при сварке мощности
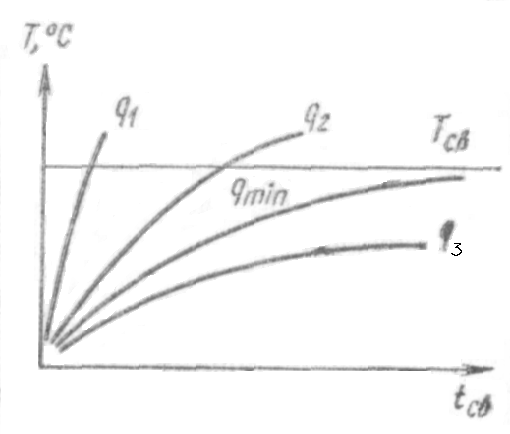
Рис. 15. Типовая зависимость температуры в зоне сварки
Теплота, выделяющаяся на участке между электродами, является основным показателем, ее используют для приближенного расчета силы сварочного тока. Считают, что вся теплота Qэ.э расходуется на нагрев металла в зоне сварки (Q1), потери вследствие теплопроводности в окружающий металл (Q2) и электроды (Q3) т.е.
Для точечной сварки зону нагрева теплотой Q1 до температуры плавления металла Тпл считают столбик металла высотой 2 и диаметром основания dэ (рис. 16). Теплота Q2 , расходуемая на нагрев прилегающей зоны металла, представляется в виде кольца шириной Х2, окружающего литое ядро, близкое по диаметру к dэ. Среднюю температуру кольца принимают равной четверти Тпл. Теплота Q3, нагревающая электроды, условно прогревает их на величину Х3. до средней температуры Т3, которую принимают равной (1/8) . Тпл. Для приближенного расчета Q1 используют формулу
где с и — средняя теплоемкость и плотность металла изделия.
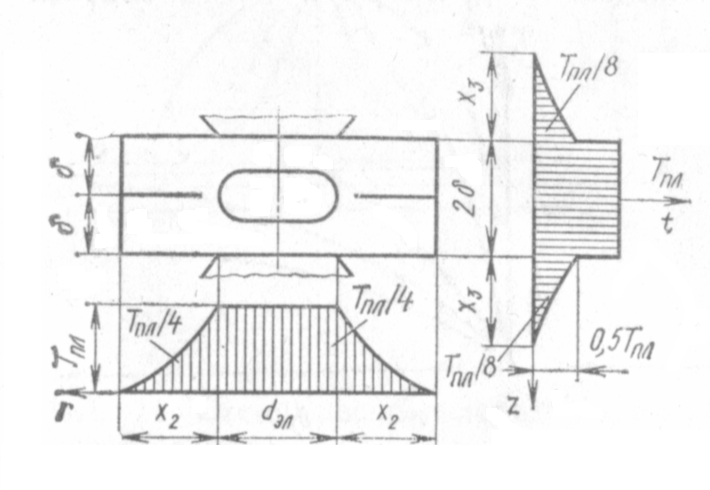
Рис. 16. Схема расчета силы сварочного тока при точечной сварке
В этом расчете допускают, что весь объем металла, а не литое ядро, нагрет до Тпл. В более точных расчетах выделяют отдельно зоны металла, нагретые ниже Тпл.

При расчете Q2 принимают, что теплота во время сварки успевает распространиться на расстояние Х2. Значение Х2 определяется временем сварки tсв и температуропроводностью а металла гдеа — это отношение теплопроводности к средней теплоемкости с и плотности [а = /(с) ]. Если площадь кольца . Х2 . (dэ + Х2), его высота 2 . и средняя температура нагрева Тпл/4, то

где к1 = 0,8 учитывает неравномерность распределения температуры по ширине кольца.
Потери теплоты в электродах Q3 рассчитывают по формуле

где к2 - коэффициент, учитывающий форму электродов; при цилиндрическом электроде к = 1, при коническом к = 1,5, а в случае использования электродов со сферической рабочей частью к = 2; сэ и э — средняя теплоемкость и плотность металла электрода; , гдеаэ.м - температуропроводность материала электродов.
Силу сварочного тока (действующее значение) рассчитывают по формуле закона Джоуля-Ленца:
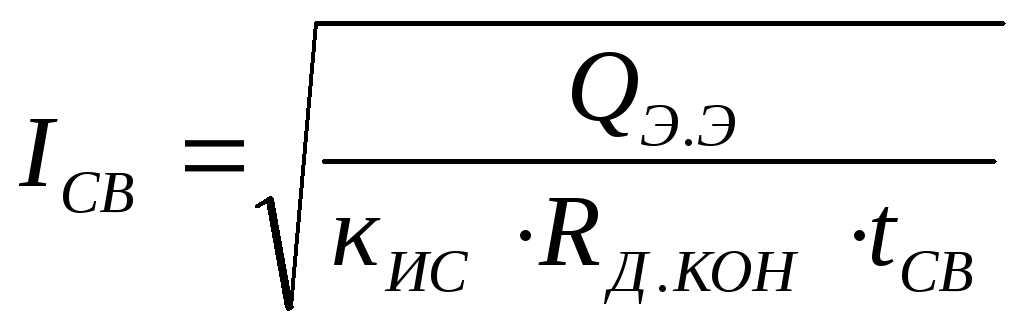
где кис - коэффициент, учитывающий изменение сопротивления во время сварки; для низкоуглеродистых и низколегированных сталей кис = 1 - 1,1; для алюминиевых сплавов кис = 1,2 - 1,4; для коррозионно-стойких, жаропрочных сталей и титана кис = 1,1 - 1,2; tсв - время сварки, которое выбирают по эмпирическим формулам или таблицам рекомендованных режимов.
Читайте также: