Тиг сварка без газа
Обновлено: 06.05.2024
TIG, или WIG – это наименование одного и того же вида сварочных работ – сварки W-электродом в защитной среде, только на разных языках. На немецком языке WIG переводится как Wolfram-Inertgasschweißen. TIG (tungsten – вольфрам) – в англоязычных странах.
Для производства качественного сварного шва требуется удаление водорода, кислорода и азота из расплава. Так удается избежать образования пузырьков или пор. Эту задачу и решила WIG-сварка.
Классификация TIG
По способу зажигания дуги:
По используемому инертному газу:
- Аргон применяется чаще других газов, потому что он тяжелее воздуха и не образует взрывчатых смесей. Первый сорт используется для сварки стали и алюминия. Высший применяется для сплавов, для цветных, редких и активных металлов.
- Гелий – легче воздуха. Два сорта: технический и особой чистоты. Более редкий и дорогой. В его среде электрическая дуга в 1,5-2 раза выделяет больше энергии.
- Смесь аргона и гелия в пропорциях до 40% аргона и до 65% гелия. Достоинства: стабильность дуги и высокая степень проплавления.
- Азот используется только для сварки меди. Выпускается четырех сортов.
По техническим признакам.
Государственные стандарты
Для организации сварочных работ есть достаточно много государственных стандартов, которые дают пояснения и требования к работам и определяют способы безопасного ведения сварки.
Вот наиболее подходящие документы, характеризующие сварку в среде защитных газов:
Принцип работы аргоновой TIG
Самая распространенная дуговая сварка W-электродом – в защитной среде аргона или его смеси. Аргон намного тяжелее воздуха, поэтому благополучно вытесняет его из зоны свариваемых деталей.
Существует три вида начала сварочной работы:
В процессе сварки неплавящимся электродом организуется среда инертного газа, в которой зажигается электрическая дуга между вольфрамовым электродом и соединяемыми материалами. Установленное тепло расплавляет кромки соединяемых деталей и присадочной полосы. Присадочная полоса требуется не всегда: только если соединяемые детали невозможно соединить плотно.
По технологии, рабочая длина дуги должна быть короткой – 1,5 … 5 мм. В то же время не допускается касание электрода до свариваемых поверхностей.
Для начала TIG после зажигания дуги сварщик устанавливает правильное положение держателя, наклонив его до 15 0 от вертикали. При этом методе нужно работать двумя руками. Одной рукой производится работа горелкой, второй – подается присадочный пруток по мере необходимости.
Если присадочная полоса из низкоплавного материала, к примеру, алюминия, сварщик должен держать его на некотором расстоянии от дуги, но не убирать его из зоны инертного газа. Если такой пруток приблизить к дуге, он может расплавиться раньше, не вступив в контакт со сварочной ванной.
Для предотвращения трещин рекомендуют при завершении TIG-сварки ток электродуги снижать постепенно. Это позволит сварному шву затвердеть постепенно и равномерно.
Источники питания
Источники постоянного тока:
- Универсальный сварочный выпрямитель ВДУ.
- Источники серии ВСВУ.
- Специализированный источник ТИР-300Д.
- Специализированные установки: УДГ-161, УДГ-501-1.
Источник переменного тока: трансформатор для ручной дуговой сварки.
Инверторные источники питания:
Специфика электродов
Наиболее применяемые электроды марок:
- ЭВЧ – чистый вольфрам. Используют только на переменном токе.
- ЭВЛ – вольфрам с окисью лантана.
- ЭВИ – вольфрам с окисью иттрия.
- ЭВТ – вольфрам с окисью тория.
Диаметр электрода выбирают по справочной таблице в зависимости от источника питания и марки электрода. Такой электрод имеет температуру плавления около 4000 0 С, поэтому его удобно использовать для сварки металлов, у которых плавление происходит при гораздо меньшей температуре.
Вольфрамовый электрод не выкидывают, а только зачищают и затачивают определенным образом.

Примерная стоимость вольфрамовых электродов на Яндекс.маркет
Особенности выполнения качественного шва
Движение горелкой совершается только вдоль оси шва, что дает более узкий и качественный шов.
Окончание сварки и заваривание кратера выполняется уменьшением величины тока. Ни в коем случае не прекращать сварку удлинением дуги.
Присадка и место сварки всегда должны находиться в среде защитного газа.
Правильное движение электрода:
- Горизонтальные швы выполняют справа налево, «от себя», «на себя». W-электрод направляют точно в угол. Присадочную проволоку подают впереди горелки.
- Вертикальные швы: электрод направляется точно в угол под углом. Присадка подается сверху.
- Потолочные швы ведут «на себя». Горелка расположена почти вертикально. Проволока подается перед горелкой.
ВЫБОР СВАРОЧНОГО ПОЛУАВТОМАТА С MMA MIG MAG TIG сваркой и что из этого вышло!

Данный отзыв написан для людей столкнувшихся с проблемой выбора надежного качественного сварочного аппарата для бытовых нужд с небольшим запасом на профессиональный рост!
Писал я его 1,5-2 года назад. Поэтому некоторые цены и модели могли устареть. Но основную суть и изыскания в этой области остались актуальны!
Мне этого отзыва очень не хватало когда я делал выбор. Теперь он есть и сможет помочь Вам при выборе сварочного полуавтомата (если вы конечно еще верите отзывам от незнакомцев :)
Появилась необходимость в покупке сварочного аппарата (ремонт авто, поделки в гараже, грядущая постройка дома, сарая и прочее…) И все эти задачи должен выполнять один сварочный аппарат!
Предисловие:
Если не интересно как я докатился до такой жизни, читаем ниже абзац со слов "ПРО АВРОРУ PRO ОВЕРМАН 200".
И так, решил Я подшаманить свой автомобиль.

Товарищ одолжил Ресанту с ручной дуговой сваркой (MMA) и три электрода 3мм. — " На — говорит, учись варить"!
В теории я понимал что такое "дуга", "сварочная ванна", "шов" и прочее… а вот практики "0". Потренировался на куске металла, поигрался с настройками и вперед! Понравилось что все достаточно просто, включил и варишь, сам аппарат легкий с плечевым ремнем, нет сложностей в эксплуатации.
Но. есть и недостатки:
— Это искры и их много! Если варишь в салоне авто то можно попрожигать все что не попадя!
— Электродо-держатель — какашка (электрод постоянно вылазит при мало-мальском усилии.
— Шлак на сварном шве! Постоянно обстукивать молотком, зачищать болгаркой, напильником, наждачкой, тем что под рукой и чем удобнее. А есть узкие места куда ни молотком ни балгаркой не подлезть — и это проблема, так как шлак делает шов не прочным, пористым и уродским! (короче не эстетики не удовлетворения не доставляет)
— Необходимо ловить Дугу, если делать большую искру, то прожигает, если быстро приближать электрод к свариваемой поверхности — то он прилипает намертво!
— Чтобы зажечь дугу периодически приходилось "мучить" электрод, постучать, зачистить конец электрода, т.к. шлак на электроде не дает образоваться искре.
Вот вкратце с чем приходиться столкнуться начинающему сварщику, без наставника и с очень бюджетным оснащением для сварки!
Муки выбора:
Работы по сварке я так и не закончил, а мысль о своем сварочном аппарате не давала покоя. Приступил к выбору. Как многие, залез на Яндекс маркет — посмотрел что предлагает рынок. Глаза разбегаются! от 2 000 рублей выпрямители
/ трансформаторы до сотен. тысяч — профессиональные аппараты на колесах с огромными возможностями, мощностями и приблудами к ним.
Но так как Яндекс Маркет все же коммерческая среда где много неточностей, "заинтересованных" отзывов и ограниченный выбор, то решил мониторить дальше. Прочел статьи о том какие в принципе бывают сварочники. Какой тип для чего предназначен, как устроены и какие у каждого преимущества и недостатки. Так же посмотрел десятки часов видео сварщиков и не очень, которые хвалят или ругают сварочные аппараты. Кстати одно из первых видео было компании Аврора, где они сравнивают Оверман Про 160 с четырьмя другими полуавтоматами. Оверман конечно выигрывает тест )))) Мне понравился данный аппарат, но коммерческая подоплека видео заставила усомниться в правдивости теста из-за чего мне пришлось потратить неделю на проверку и изучение вопроса.
В процессе изучения вопроса я определил что под мои задачи лучше всего подходит Сварочный ПОЛУАВТОМАТ с функцией ММА (ручной дуговой сварки). А если там будет еще и функция TIG (сварка в аргоновой среде вольфрамовым электродом) то это вообще предел моих мечтаний!
Опять Яндекс Маркет, опять выбор, опять сравнения, опять мониторинг цены и отзывов уже о конкретных моделях! И вот выведен новый параметр необходимости — сила тока не меньше 200 Ампер! Почему? Да потому что сварочный автомат необходим на все случаи жизни, и кузовщину подварить малым током, и отопительный кател подварить, и беседку состряпать и при постройки дома задействовать по полной! 200 ампер минимум и точка! Мощнее- дороже и в основном на 380 вольт (трехфазные ) да и не каждая сеть / проводка 220 вольт выдержит 36- 42 ампера потребления сварочного аппарата! Например розетки и проводка в квартирах и домах В ОСНОВНОМ рассчитаны на 16 ампер!
В итоге в финал (после трех отборочных туров) вышли следующие аппараты:
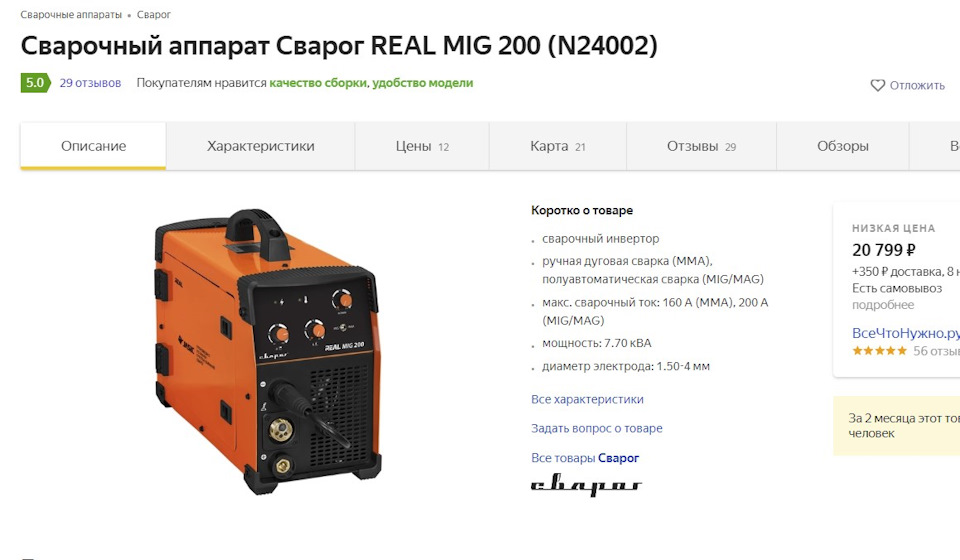
1) Сварочный аппарат Сварог REAL MIG 200 (N24002) BLACK — Фаворит (из-за цвета и
богатой комплектации — бери и вари! хорошие отзывы о качестве сварки и сборки — приемлемая цена. Можно найти дешевле чем на маркете. За 21 000 рублей)

2) Сварог REAL MIG 200 (N24002) — оранжевый брат первого, с более скудной комплектацией но большим количеством хороших отзывов. Цена приемлема 20000 рублей если поискать.
3) Сварочный аппарат Tesla MIG/MAG/TIG/MMA 303 Чешско- Украинский претендент который на Яндекс маркете не продают. Завозиться серым способом через Белгород.

Универсальный комбайн с выдающимися функциями! Есть пару видео отзывов от парней из Украины в которые очень хочется верить…, но комментарии и письменные отзывы не утешительные. Говорят часто ломаются. Склонен верить так как по весу, по КиловатАмперам и по схемотехнике не сильно отличается от 200 амперных собратьев, так же есть все виды сварок MIG MAg MMA TIG и куча настроек с экранами и все это за 34 — 36 тысяч рублей!Очень он мне понравился!
Не поленился позвонил в Украину и Белгород. В частном разговоре продавцы признались что официально с Россией не работают, а значит нет сервиса и гарантии, что аппарат Украинский а не Чешский и что там честные 200 ампер! Начинать со лжи сотрудничество плохо, компания TESLA. Да и отсутствие официального сервиса чревато попаданием на деньги. Поэтому Tesla MIG/MAG/TIG/MMA 303 давай до свидания!
4) Сварочный аппарат ТСС PRO MIG/MMA-200 дальний родственник Tesla MIG/MAG/TIG/MMA 303, очень похож по параметрам, цвету, форме … делает подмосковье из китайских комплектующих. Отзывов один или два. Очень понравился по характеристикам, настройкам и цене.

Из минусов : гарантия маленькая, сервиса по россии и в москве нет, только в Ивантеевке (подмосковье). Ну и навел справки о компании производителю — никому ничего не надо, совок. Вообщем даже связываться не стал, так как если страдает внутренний порядок в компании и организация то и хорошего качественного продукта не жди. А геморой с ремонтами мне не нужен.
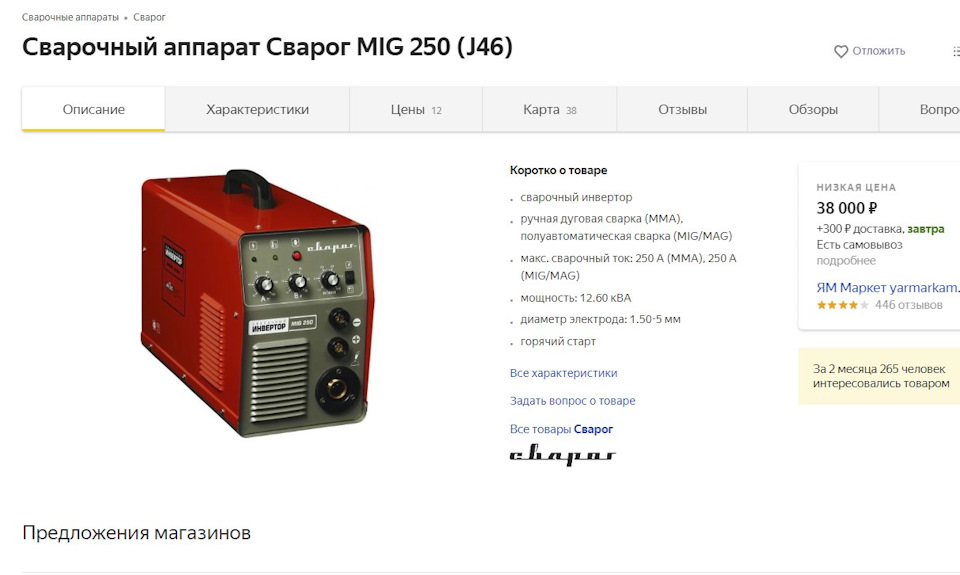
5) Сварочный аппарат Сварог MIG 250 (J46) приятный в плане возможностей ( 250 ампер, MIG MAG MMA сварки ) и в плане бренда, сервиса, гарантии, но тяжелый (24 кг), дорогой 38000 рублей на Маркете и очень мало информации по нему. Ни отзывов ни видео я не нашел. Есть про предыдущий сварог 250 ампер, но это не то! Поэтому для меня этот аппарат остался загадкой!

6) Сварочный аппарат Сварог PRO MIG 200 (N229) все замечательно, производитель надежный (завод Jasic надежный китайский поставщик сварочных аппаратов), гарантия 5 лет, положительные отзывы, НО ценник — 38 000 рублей. Я не до конца разобрался за что? За синергию, за экранчики с вольтажем и амперажем? Вообщем думаю на его счет хотя цена отталкивает — т.к. я не профессионал и зарабатывать им пока не планировал, а 38000 рублей для семейного бюджета в кризис это не гуд.

7) Aurora OVERMAN 200 — после прочтения отзывов и характеристик выбыл в одном из отборочных туров т.к. не умеет варить Электродом (ММА ) т.е. необходимо везде таскать баллон с углекислотой 50 атмосфер за собой. Нет TIG сварки, а я же каждый день собираюсь варить в аргоне )))) (шутка), ну и вообще четверка на Яндекс Маркете — не очень. Мы же отличники! вообщем отмел по разным факторам, в основном из за не универсальности.
И так выбор пал на Сварог REAL MIG 200 (N24002) BLACK !
КАК Я ПОКУПАЛ СВАРОГ А КУПИЛ АВРОРУ:
Зашел на сайт СВАРОГА для заказа нужного аппарата. А они не продают, только через диллеров. Вот те на! И тут вижу что у Сварога обновление линейки, и выбраный мной аппарат приобрел еще одну настройку ИНДУКЦИЮ (т.е. глубина провара, жесткость дуги) вот это да и все это почти за те же деньги!

Начал быстрее звонить, ща мол куплю и будет все супер! Но не тут то было, данные аппараты только презентовали, а так как компания Питерская, то аппараты еще в пути и в Москве будут только в конце недели. Эту информацию нехотя выдавила из себя сотрудница Сворога после распросов и допросов с моей стороны, потому как мне очень надо было а она ну никак не хотела добровольно общаться! )) Не удовлетворившись ответами уставшей от жизни сотрудницы, позвонил в культурную столицу. И там совсем другой подход, вежливый Александр все рассказал, объяснил и пообещал что перезвонит когда выяснит, где же мне купить мой сварог REAL MIG 200 (N24002N) с заветной крутилкой индукции.
Я уже смерился, что получу аппарат не раньше конца недели как мне перезванивает менеджер Московской компании и сообщает что есть один аппарат в наличие в Подольске. Я не верю ушам. Прошу проверить, ведь их еще даже в Москву не привезли?! Но информация подтверждается. И Юрий, так звали этого специалиста, предлагает мне два варианта, либо он делает перемещение аппарата, и завтра, послезавтра аппарат в Москве. Или я могу сам съездить в Подольск (где Кстати есть сварочная комната, с углекислотой, аргоновой смесью, вытяжкой, маской, короче всем необходимым для сварки), и попробовать аппарат в действии перед покупкой .
ЭТО БЫЛ КЛЮЧЕВОЙ МОМЕНТ …
т.к. именно эта поездка определила ЧТО в итоге я купил!
Компания называется ВИТАЛ ГАЗ.

Принесли, подключили те же рукава, тот же баллон со смесью, вставили ту же проволоку 0.8 мм . Сказать что он варит по другому, ничего не сказать! Жужжит как шмель, не громко но приятно и ровно. Шов получается красивый, провар хороший, с обратной стороны выпирает но чуть чуть, зависит от настроек. Вначале на синергетическом управлении немного прожигал металл авто, но после ручных настроек стал варить как надо, мягко, четко, с минимальным количеством искр и приятным жужжанием!

Очень понравился аппарат! Прям вот очень, особенно на контрасте с жестким Сварогом REAL MIG 200 (N24002N).
Узнал стоимость 45500 руб! Охренеть, я на такое не рассчитывал! А еще нужно купить маску, баллон с углекислотой, перчатки, струпцины, магниты, проволоку и прочие мелочи… Нееее… А есть еще что нибудь? Менеджер Артем Стал рассказывать о испанских аппаратах которые хорошо разбирают, но сейчас их нет в наличии и вообще стоят они не дешево… На что я предложил, в качестве эксперимента поварить Сварогом REAL MIG 200 предыдущего поколения с тремя крутилками (без индукции).
Данного аппарата не оказалось, так же как не оказалось Ресанты из-за частых поломок и возвратов, и сварочных аппаратов Аврора, по личным соображением руководителя компании. Но нашелся Сварочный аппарат Сварог REAL MIG 160 (N24001) предыдущего поколения ( с тремя куртилками), не рестайлинг. Его мы и решили потестить!

И опять удивление! Металл, рукава, проволока, газ, сварщики, настройки все тоже самое что и на новом Свароге REAL MIG 200 (N24002N) а варит хорошо. Звук приятный ровный, шов не плохой, провар нужной глубины, искр мало. Вывод сделанный мной таков — чем новее, тем хуже! Что то Сварожцы поменяли в схемотехнике, что новые аппараты варят хуже. И даже чудесная "Крутилка" Индукции не спасает новинку!
В общем пооблизывался я на FoxWeld SAGGIO MIG 200 за 45500 руб. ( к слову ребята готовы были сделать скидку 4000 рублей) но все же. Брать аппарат на эмоциях, без анализа и понимания наличия сервиса в россии, отзывов, нет не мой вариант! Эмоции плохой советчик. Да и все кнопки сделаны как на игрушечных китайских телефонах/планшетах. Мне больше нравятся крутилки, тумблеры, вызывает больше доверия.
А Сварог REAL MIG 160 (N24001) для моих задач маловат по мощности! Я же хочу дом строить… так что… Поблагодарил я Артема и его коллег за предложения и потраченое время и проволоку .) Извинился, что ничего не купил и задумчивый поехал домой.
Дома опять за компьютер. Что я еще не пробовал? АВРОРУ! отзывово больше хороших, аппарат нравиться, с сервисом и гарантией порядок, но нет ММА и TIG сварки… И тут вспоминаю слова отца и прочих мужиков повидавших… Если в магнитофоне встроена кофеварка и фен — это плохой магнитофон. Подспудно я понимал, что чем больше функций тем сложнее аппарат — а это дороговизна и снижение долговечности. А если мне так сильно потребуеться ММА сварка, то куплю отдельно, тот же сварог или Аврору маленькую и буду лазить по крышам с ней))))
С этими мыслями начал поиск где бы поварить авророй, т.к. в важности практического, а не теоретического выбора я убедился лично! И переубедить меня теперь не сможет никто!
В итоге я не нашел где можно поварить Аророй Про Оверман 200 в Москве, а может плохо искал, но приглянулся мне один сайт СВАРЫЧ.
Сам магазин находиться в городе ИВАНОВО. (Теперь и в москве.) Менеджеры супер ребята, отзывчивые, компетентные, сами сварку в руках держали, т.е. не теоретики как я. Да к тому же при покупке сварочного аппарата дают скидку -17% от стоимости аппарата, если берешь подарками. И -12% если скидка деньгами! Доставка по России безоплатно!

Два дня я и их мучил вопросами и расспросами. Оказалось что почти все аппараты для теста у них есть в наличие и даже можно попробовать поварить прямо в магазине, хоть спец комнаты и нет. В итоге договорились чтобы они придержали интересующие меня аппарат, а я приеду на днях!
Выехал из Москвы в 5.36 утра, не спалось, еще и первый снег выпал )))) вообщем ехал не спеша. К 10.00 был в магазине.

Встретили Сергей и Дмитрий — продавцы. Вытащили аппараты все что просил, дали маску, краги, подключили углекислоту и вперед.

Варили мы на крыльце магазина, а через нас переступали посетители )))) к слову закончили эксперименты к 15.00 !

Поварил Сваргом PRO MIG 200 (N220) — жестко варит. пытались долго настроить, меняли рукава, полярность, давление газа, ампераж со скоростью подачи проволоки и вольтаж, заготовки, но тонкий метал прожигает почти всегда и варит жестко, трещити плюется.
FoxWeld SAGGIO MIG 200 — долго настраивали, но добились чего хотели. В Сварыче была только углекислота. В смеси аргона с углекислотой в Подольске варил приятнее, но и в Иванове не разочаровал, хотя впечатление уже такого не произвел.

Хотел поварить Сварочным аппаратом Grovers MIG 200, по рекомендации ребят из Сварыча, Ребята хвалили данную модель, но был только Grovers MIG 200 S с ценником для меня не подъемным.
А оналогичной модели Grovers MIG 200 P — без синергии подешевле не оказалось.
ПРО АВРОРУ PRO ОВЕРМАН 200

Поэтому приступили к сварке Аророй Про Оверман 200 — приятный тжеленький аппарат, мягкая интеллигентная сварка металла, интеллигентные настройки крутилками, приятный ход ( и сила тока от 30 ампер и вольтаж от 14 вольт и индукция, хочещь металл 0.5 мм сварит, а хочешь и 10 мм так раскалит что металл желтый! Один минус, со слов парней — менеджеров, очень не любит пыль и перегрев. Если его не продувать регулярно от металлической пыли и стружки, которая осаживается в корпусе при работе с металлом, то добро пожаловать в сервис на замену электроники! т.е. Данный аппарат -ИНТЕЛЛИГЕНТ! Варит мягко, но и требует мягкого, бережного обращения. Мне это подходит. Компрессор у меня есть. Пару раз в месяц дунуть в корпус через вентиляционное отверстие мне не сложно. А уходя накрыть целофаном. А два положения подачи проволоки не напрягли. т.е. все было ровно, проволка не толкала при сварке но и не прожигала. т.е. подавалась равномерно, четко о чем свидетельствовал ровный звук сварки и приятный аккуратный шов! Это и подтвердил дядя Вова — сварщик с 20 летним стажем, наблюдавший за сим действом. Сказал что настраивает сварку по звуку…) ТАк что выбор я свой сделал!
НО… все же попросил ребят показать в деле Aurora SPEEDWAY 175
почему не 180 й, да потому что мне пояснили так, что Aurora SPEEDWAY 180 это разогнанная версия Aurora SPEEDWAY 160 и смысл переплачивать нет, да долговечность у аппаратов работающих на пределе под сомнением, а для меня это не маловажный параметр. Aurora SPEEDWAY 175 больше чем 180й и тяжелее, а это показатель.
Варит мягко, почти так же как и Оверман 200, но настройки сложнее и не интуитивны, плюс надо ждать пока они сохраняться в течении 3-4 секунд и только потом варить, и это после каждой подстройки значений тока, вольтажа! Очень не удобно и начинает раздражать почти сразу. Цена -дороже. Так же кнопки — отформованы в самой панели — что напоминает игрушечный китайский планшет сына.


Со временем кнопки могут лопнуть, прогнуться внутрь, затереться, короче не нравиться мне такое исполнение, не вызывает оно доверия. Хотя сам аппарат имеет все типы сварок на борту и MIG и TIG и MMA но как мы уже знаем кофеварка отдельно а магнитофон отдельно, и будет Нам счастье!
Если вы дочитали до этого места, значит вы мыслящий человек и такой же дотошный на всю голову как и Я! За это я вам дарю порядка 40 часов своей жизни и безценный опыт который я вынес за эту неделю стараясь выбрать что то путное для себя а теперь и для ВАС! Пользуйтесь классными продуктами цивилизации во благо! Успехов!
TIG-сварка черных металлов: выбор присадочного материала, режимы сварки, технология процесса
Дуговая сварка неплавящимся электродом в среде защитного газа получила название TIG и нашла широкое применение как средство соединения цветных металлов, склонных к оксидированию на открытом воздухе. Тем не менее этот метод может эффективно использоваться и для сварки черных металлов.
Преимущества и недостатки TIG-сварки черных металлов
По сравнению с обычной электродуговой сваркой метод обладает такими достоинствами:
- возможность качественного сваривания разнородных материалов (например, углеродистой стали с нержавеющей);
- малая зона прогрева и, как следствие, снижение вероятности прожига тонкого металла и отсутствие термических деформаций;
- возможность выполнения длинных непрерывных швов при постоянной подаче присадочной проволоки;
- предотвращение попадания воздуха и загрязнений в сварочную ванну;
- низкие требования к качеству присадочного материала;
- отсутствие необходимости в обработке готового шва;
- высокая скорость сваривания;
- аккуратность шва;
- простота обучения работе.
Недостатков у сварки неплавящимся электродом в защитной среде не так уж и много. Прежде всего, это необходимость тщательной обработки стыка перед проведением работ, иначе велик риск образования полостей в шве, чем особенно грешат высокоуглеродистые стали. Также нужно учитывать, что конструкция горелки делает неудобным ведение электрода под острым углом, а после розжига дуги вне стыка остается след, который необходимо удалять механически.
Кроме того, может быть затруднена работа на открытом воздухе – ветер будет выдувать защитный газ, а это приведет к его перерасходу.
Технология TIG-сварки
Сварка проводится вольфрамовым или вольфрамсодержащим электродом, который закрепляется в контактной трубке сварочной головки. Помимо электрического контакта со сварочным трансформатором, головка соединяется гибким шлангом с газонагнетательной системой, содержащей инертный газ. Процесс сваривания начинается с подачи газа, за которой следует поджиг дуги и поступление присадочной проволоки в сварочную ванну.
Перед тем как приступать к выбору расходных материалов и расчету параметров сварки, нужно понять, какой металл вы собираетесь варить. Наиболее распространены четыре варианта:
- (до 0,25%) – относятся к хорошо свариваемым материалам. Для предотвращения хрупкости шва рекомендуется предварительный прогрев заготовок в печи до 150-200℃.
- Среднеуглеродистые стали (0,25-0,45%) – трудно свариваемые. Требуют обязательного прогрева до 150-400℃ (зависит от конкретной марки стали), а также последующей термообработки в виде отжига или отпуска.
- Легированные и высокоуглеродистые стали (более 0,45%) – ограниченно свариваемые. Эти металлы относятся к конструкционным, а потому не рекомендуются к сварке. Допускается соединение заготовок, не несущих существенных нагрузок, при условии их защиты от резких перепадов температуры. (более 2,41%) – требуют особого режима сварки с предварительным прогревом, предпочтительна работа плавящимся, а не вольфрамовым электродом. Соединения, выполненные методом TIG, не должны испытывать значительных механических нагрузок.
Для снижения температурного воздействия на околошовные зоны используются охладительные радиаторы из меди или других теплопроводных металлов.
Выбор и подготовка вольфрамовых электродов
Использование вольфрама в качестве основного материала электродов для TIG-сварки оправдано крайне высокой температурой его плавления (около 3380℃). Содержание этого металла в электроде обычно составляет 97,0-99,5%, остальное приходится на долю легирующих материалов. Они же задают классификацию изделий:
- Оксид тория – электроды переменного тока, стойкие к перегрузкам. Важно учитывать, что пыль таких изделий (выделяется при заточке, а иногда и при использовании) опасна для здоровья.
- Оксид церия – электроды переменного тока для сварки тонких и хрупких заготовок, позволяют легко и быстро поджигать дугу.
- Оксид лантана – электроды способны работать как с постоянным, так и с переменным током. Рекомендуются для кратковременных циклов и относительного малого ампеража, очень долговечны.
- Оксид циркония – электроды переменного тока со стабильной дугой, способствуют самоочистке сварочной ванны.
- Оксид иттрия – электроды постоянного тока, крайне долговечны, рекомендуются для ответственных соединений.
Диаметр электрода выбирается в соответствии с толщиной свариваемых заготовок. Условно эту зависимость можно представить в таком виде:
| Толщина заготовки, мм | Диаметр электрода, мм |
| 0,5 | 1,0 |
| 1,0 | 1,6 |
| 2,0 | 2,0 |
| 3,0 | 3,0 |
| 4,0 | 3,0-4,0 |
| 5,0 | 3,0-5,0 |
| более 5 | 3,0-6,0 |
Длина заточки электрода зависит от требуемых величин глубины и ширины шва, обычно она составляет 50-200% диаметра. «Острие» притупляется до 5-10% диаметра – это обеспечивает стабильное горение дуги.

Как выбрать присадочный материал
Для аргонодуговой сварки неплавящимся электродом используют присадочные прутки и проволоки без флюсовых оболочек, так как роль защиты сварочной ванны играет инертный газ. При этом материал может включать щелочные, щелочноземельные и цветные металлы для снижения пористости шва, сдерживания разбрызгивания, защиты прутков от коррозии и др. Широкое распространение получили такие модели присадок:
- Св.-08Г2С – стальной пруток с содержанием кремния и марганца, используется для сварки низко- и среднеуглеродистых сталей, в том числе для конструкций, работающих под нагрузкой;
- ER 70S-6 – импортный омедненный пруток для сталей с любым содержанием углерода, не требует зачистки перед подачей в сварочную ванну;
- ER-308 (и его отечественные аналоги: СВ-06Х19Н9Т, СВ-01Х19Н9, СВ-04Х19Н9) – стойкий к химическим средам пруток для сварки нержавеющих сталей, предотвращает развитие межкристалльной коррозии, включает кремний и марганец;
- ER-316 и Св-04Х19Н11М3 – прутки для сварки хром-никель-молибденовых сталей с высоким пределом текучести и низким показателем относительного удлинения.
Толщина присадочного материала зависит от толщины свариваемых заготовок, способа обработки их кромок и выбранной силы тока.

Примерная стоимость проволоки для сварки ER 70S-6 на Яндекс.маркет
Для сваривания листовой стали толщиной менее 1 мм используются 1,0-миллиметровые прутки, заготовкам толщиной 1,0-2,5 мм соответствуют прутки диаметром 1,6 мм, скорость их подачи составляет 0,3 м/мин. Толстолистовые заготовки сваривают с использованием прутков диаметром 2,0-4,0 мм.
Режимы аргонодуговой сварки листовой стали неплавящимся электродом
При сварке методом TIG крайне важно правильно выбрать значение силы тока. Если она будет недостаточной, дуга начнет блуждать, а от чрезмерно высоких значений начнет плавиться электрод. В большинстве случаев верной будет такая зависимость силы сварочного тока от диаметра электрода:
| Диаметр электрода, мм | Сила постоянного тока, А | Сила переменного тока, А |
| 1,0 | 10-70 | 10-15 |
| 1,6 | 40-130 | 30-90 |
| 2,0 | 65-160 | 50-100 |
| 3,0 | 140-180 | 100-160 |
| 4,0 | 250-340 | 140-220 |
| 5,0 | 300-400 | 200-280 |
| 6,0 | 350-450 | 250-300 |
Напряжение дуги зависит от ее длины. Для получения наиболее равномерных и аккуратных швов необходима низковольтная дуга, то есть стабильная и как можно более короткая. Оптимальная длина – 1,5-3,0 мм, что соответствует напряжению в 11-14 В.
Поджиг дуги может производиться как классическим контактным, так и бесконтактным способом. Последний предполагает генерирование высокочастотного импульса сварочным аппаратом и необходим в том случае, когда короткое замыкание вольфрамового электрода на поверхность заготовки может нарушить ее свойства, например, при сварке коррозионностойких и легированных сталей.
Как происходит процесс сварки
Перед тем как приступать к TIG-сварке листового черного металла, поверхности стыка защищают механическим инструментом и обезжиривают. В случае необходимости проводится разделывание кромок, а также прогрев заготовок до температуры около 200℃. Дальнейший алгоритм включает такие операции:
- Обеспечение подачи защитного газа в зону стыка.
- Поджиг дуги в начале шва контактным или бесконтактным методом.
- Ведение электрода под прямым углом к оси заготовок или лучше с уклоном в 10-15° назад с одновременной подачей присадочного прутка под углом 45° к электроду.
- Одно- или многопроходная проварка шва стабильной непрерывной дугой длиной 1,5-3,0 мм.
- Обрыв дуги и прекращение подачи защитного газа через 15-30 секунд.
В случае необходимости проводится защита шва от быстрого остывания или последующая термообработка сваренных заготовок. С поверхности шва механически удаляются шлаки и другие загрязнения.
Характеристика и особенности tig-сварки с помощью инвертора. Принцип действия и технология метода
Название TIG происходит от английского слова «Tungsten», что переводится как «вольфрамовый». Сварка tig – способ дуговой сварки в инертном газе с помощью вольфрамового электрода.
Международные обозначения способов сварочного процесса:
- TIG (WIG) – дуговая электродом из вольфрама (W-электродом) способом ТИГ (в среде инертного газа);
- TIG-DC – с применением постоянного тока;
- TIG-AC – с переменным током;
- TIG-DC/AC – использование постоянного и переменного тока;
- TIG pulser – с применением пульсирующего тока;
- TIG HF – с системой бесконтактного возбуждения дуги высокочастотным и высоковольтным разрядом;
- TIG contact – с контактным возбуждением дуги касанием об изделие.
Особенности tig-сварки с применением инвертора
Метод относится к аргонодуговой сварке и предполагает использование неплавящегося электрода из активированного или чистого вольфрама. Расплав и сварочная дуга защищаются оболочкой инертного газа. При необходимости добавляют присадочный материал.
Источником питания служит инвертор. Это электрический источник тока, принцип работы которого отличается от традиционных источников. Поступающий из сети ток вначале выпрямляется, что способствует его преобразованию, затем разделяется на короткие участки (тактируется) при помощи электронных выключателей – транзисторов.
Тиг-инверторы отличаются стабильным питанием. При изменении длины дуги меняется не сила тока, а напряжение. Это способствует достаточному провару металла и постоянной мощности плавления.

Примерная стоимость тиг-инверторов на Яндекс.маркет
Отличительные свойства способа:
- универсальность (можно варить любой металл, пригодный к сварке плавлением);
- чистота и безвредность процесса;
- высокое качество сварного шва;
- возможность оптимальной настройки тока и внесения требуемого количества присадок;
- применение в стесненных условиях.
Принцип действия
Сущность сварочного процесса заключается в расплавлении кромок свариваемого изделия и присадочной проволоки с помощью дуги, горящей между обрабатываемым предметом и неплавящимся электродом.
При правильном применении вольфрамового электрода, который имеет высокую точку плавления – 3380 °C, он не плавится. Назначение электрода – носитель электрической дуги. Сварочную присадку вводят вручную или с помощью механизма подачи.
От воздействия воздуха дуга, кристаллизующийся шов, сварочная ванна, торец присадочного материала защищены газом (преимущественно используют аргон), который посредством горелки подается в рабочую зону, концентрично обтекая электрод. Газ препятствует окислению металла на открытом воздухе.

Схема TIG-сварки
Классификация инверторов
Сварочные инверторные выпрямители представляют собой транзисторные инверторные источники питания. Устройства отличаются массогабаритными показателями, имеющими широкие пределы регулирования энергии.
В зависимости от выполняемых функций, инверторы подразделяются:
- ММА – для дуговой ручной сварки;
- MIG/MAG – для полуавтоматического способа в среде защитных газов;
- MMA, MIG/MAG – полуавтоматы;
- TIG – для аргонно-дуговой сварки неплавящимся электродом;
- MMA, TIG – универсальные аппараты.
Технология сварки tig с использованием инвертора
Работа преимущественно выполняется на постоянном и переменном токах. Технология имеет свои особенности.
Общие положения техники процесса:
- Сварка корневых швов не требует поперечного перемещения конца электрода.
- Заполнение разделки выполняется с минимальными поперечными перемещениями конца электрода.
- Угол между плоскостью детали и осью горелки – 60-90°.
- Угол подачи присадочной проволоки в зону сварки находится в интервале 15-45° к плоскости детали.
Расположение дуги и присадочного материала зависят от пространственного положения шва. Ручной способ требует постоянного нахождения присадочной проволоки в струе защитного газа.
Выбор режима зависит от химического состава и толщины свариваемого металла и его положения в пространстве.
Выполнение работ
Алгоритм метода включает следующие этапы:
- Выбор присадки. Выполняется с учетом параметров: материал, диаметр и длина прутка.
- Настройка расхода защитного газа. Зависит от вида газа, размера сварочной ванны.
- Очистка поверхности деталей. Включает очистку боковых частей кромок и поверхности изделия в зоне, подлежащей сварке.
- Зажигание электрической дуги.
- Ведение горелки.
- Устранение отклонения дуги.
- Выполнение сварного шва.
Читайте также: