Тиг сварка из полуавтомата
Обновлено: 18.05.2024
Аргонная сварка является незаменимым методом, с помощью которого можно создавать неразъемные соединения изделий из цветных металлов, титана, нержавеющей стали и других сплавов. К тому же, данный вид сварки отличается хорошим качеством шва и высокой производительностью. Универсальные возможности аргоновой сварки привлекают и домашних мастеров. Но данное оборудование имеет высокую стоимость, и для домашнего использования практически не покупается. Поэтому все больше мастеров начинают задумываться о изготовлении агрегата аргонной сварки своими руками.
Технология и применение аргонной сварки
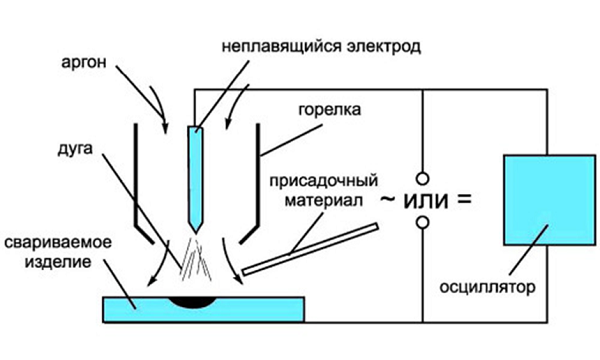
Аргоновая сварка немного напоминает обыкновенную дуговую, но для защиты сварочной ванны в ней используется защитный газ — аргон. Данный инертный газ имеет ряд присущих только ему свойств.
- Поскольку аргон тяжелее воздуха на 38%, он хорошо проникает в сварочную ванну и защищает ее от газов, находящихся в атмосфере. Благодаря этому сварочный шов получается без образования оксидной пленки, что улучшает качество соединения.
- Аргон присутствует в воздухе, поэтому он является побочным продуктом, образующимся при получении кислорода и азота из атмосферы, и является самым недорогим среди защитных газов для сварки.

Процесс сварки в среде аргона происходит по следующему принципу. Буквально за 1 секунду до розжига дуги в горелку подается аргон. Сварщик подносит электрод к детали, приготовленной для соединения, и нажимает кнопку включения. Но поскольку для розжига дуги в среде защитного газа требуется его высокая ионизация, то в работу вступает осциллятор.
Осциллятор — это прибор, вырабатывающий высокочастотные и высоковольтные импульсы, способные ионизировать газ и зажечь дугу между электродом и заготовкой.
После розжига дуги в место соединения деталей подается присадочная проволока вручную или в автоматическом режиме. Детали свариваются за счет плавления присадки, металл которой попадает на расплавленные кромки соединяемых заготовок.
Традиционно под аргоновой сваркой подразумевают соединение металлов с помощью неплавящегося вольфрамового электрода, создающего дугу, и присадки в виде металлического прутка или проволоки. Данный тип сварки имеет международное обозначение “TIG”.
Применяется аргонная сварка в следующих сферах.
- Каркасное строительство. Сварные швы способны выдерживать постоянные нагрузки.
- Стыковка труб как стальных, так и из цветных металлов, в том числе труб из различных сплавов.
- Соединение разнородных металлов.
- Сращивание практически любых металлов между собой: титана, меди, алюминия, нержавейки, бронзы, латуни, чугуна и т.д. Особенно это важно для автомобилестроения.
- Изготовление декоративных и ювелирных изделий.
Элементы для сборки самодельного аппарата
Чтобы собрать оборудование для аргоновой сварки, потребуются следующие элементы:
- сварочный аппарат постоянного тока или инверторного типа;
- осциллятор;
- блок защиты инвертора;
- горелка;
- баллон с аргоном;
- газовый редуктор;
- газовый шланг;
- сварочные кабели.
Источник тока
В качестве источника тока для TIG сварки можно взять обычный сварочный трансформатор и на его выходе приспособить диодный мост для выпрямления тока. Также можно использовать сварочный выпрямитель. Но для обоих типов аппаратов потребуется добавить еще и осциллятор, который будет способствовать бесконтактному розжигу дуги.

На просторах интернета можно прочитать, что проще всего сделать аргонную сварку из инвертора. Но здесь имеется несколько нюансов. Существуют инверторы, в которых уже встроена возможность для TIG сварки. В таком случае достаточно подсоединить к аппарату рукав с горелкой для аргоновой сварки, подсоединить шланг к баллону с аргоном, и агрегат готов к работе. Но сначала нужно переключить его в режим TIG и выставить необходимую силу тока.
Следует заметить, что в таких инверторах уже встроен осциллятор и необходимая защита.
Инверторы без встроенной функции TIG сварки использовать для этой цели не получится. Даже если к нему подключить внешний осциллятор, то инвертор просто сгорит. Чтобы этого не произошло, понадобится небольшая переделка инвертора, которая заключается в добавлении в его схему блока защиты. Данный блок можно собрать вместе с осциллятором на одной плате и поместить ее в отдельный корпус. Получится небольшая приставка к инвертору.
Осциллятор и блок защиты
Как уже говорилось выше, для сварочного инвертора потребуется специальная приставка для TIG сварки. Ее можно собрать своими руками по схеме, предоставленной ниже.
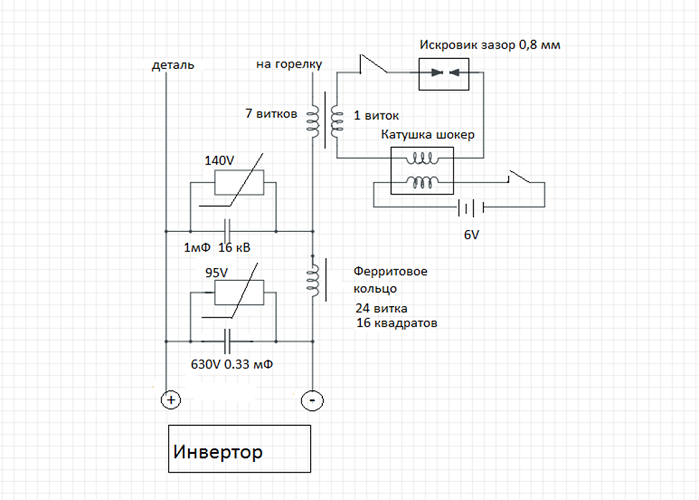
Данная схема включает блок защиты (расположен слева) и осциллятор. Последний можно приобрести в Китае или собрать самостоятельно. Как собирается приведенная выше схема, можно узнать, посмотрев это видео.
Горелка
Для аргоновой сварки используется специальная горелка, состоящая из керамического сопла и держателя вольфрамового электрода.

Также на горелке расположены кнопка пуска и вентиль для подачи газа. Горелку можно собрать из комплектующих, которых достаточно на китайских сайтах, или там же купить уже готовую (собранную).
Баллон с аргоном
В целях безопасности все баллоны с газом принято окрашивать в разные цвета и наносить на них надписи тоже различных цветов. Ниже приведен рисунок, на котором показаны все разновидности газовых баллонов с соответствующей их содержимому маркировкой и цветом.
Как видно из рисунка, для аргона используют баллоны черного цвета (с белой полосой) либо серого цвета (с зеленой полосой и надписью). Для TIG сварки применяют очищенный аргон. Поэтому понадобится приобрести баллон серого цвета с зеленой надписью “Аргон чистый”.
Совет! Для профессионального использования используются баллоны емкостью около 50 литров, имеющие большой вес. Но для бытового использования будет достаточно баллона на 10 литров, который можно перемещать самостоятельно.
Редуктор
Поскольку газ в баллоне находится под большим давлением, то чтобы подать его на горелку, потребуется редуктор. Данный прибор показывает давление в баллоне и позволяет регулировать скорость потока газа по шлангу, ведущему к горелке.

Редуктор должен подбираться строго под определенный газ, то есть в данном случае – под аргон. Обычно прибор имеет такой же цвет, как и баллон с газом.
Шланг и сварочные кабели
Если собирать рукав для аргоновой сварки самостоятельно, то он получится толстым и плохо гнущимся, поскольку в него нужно поместить электрический кабель и газовый шланг. К тому же, потребуется отдельно приобретать разъемы для подключения к горелке и к инвертору (если использовать инвертор с возможностью TIG сварки). Готовый рукав для аргоновой сварки можно купить там же, где и горелку.
Алгоритм сборки сварочного аппарата
Сборка оборудования для аргоновой сварки из инвертора достаточно проста.
- Подключите к инвертору защитный блок с осциллятором согласно схеме, приведенной выше.
- Кабель массы необходимо подсоединить к клемме осциллятора со знаком “+“. Кабель, который идет к горелке, подключается к клемме со знаком “-”. Для сварки алюминия кабели подключаются наоборот.
- Подсоедините к рукаву с кабелем и газовым шлангом горелку.
- Прикрутите к баллону с аргоном редуктор.
- Газовый шланг необходимо подсоединить к редуктору, установленному на баллоне с аргоном.
- Подключите инвертор к сети 220 В, а осциллятор к блоку питания на 6 В.
После этого собранный своими руками сварочный аппарат TIG будет готов к работе. Но предварительно его следует правильно настроить.
Настройка готового оборудования
Самодельная установка для аргоновой сварки требует следующих настроек.
- Заточите вольфрамовый электрод на точиле, чтобы он стал похож на иглу. Делается это для того, чтобы дуга концентрировалась на конце иглы и не “гуляла” в разные стороны.
- Возьмите горелку и установите в нее вольфрамовый электрод. Диаметр электрода должен соответствовать цанге, в которой он закрепляется.
- Откройте вентиль на горелке и отрегулируйте необходимую скорость потока аргона с помощью редуктора (будет достаточно расхода 12-15 л/мин.), после чего снова закройте вентиль на горелке.
- Включите осциллятор и поднесите горелку с электродом к металлу, к которому подключен кабель массы.
- При нажатии кнопки включения между металлом и электродом на расстоянии около 0,5 мм должна появиться дуга.
- Включите подачу газа и снова нажмите на кнопку. В этом случае дуга должна поджигаться уже на расстоянии 10 мм и более.
После проведения вышеописанных несложных настроек можно сказать, что аппарат c функцией TIG полностью готов к работе.
На сколько хороша функция TIG в полуавтоматах MIG-MAG/TIG
Но появилась потребность в освоении других видов сварки, в частности тиг) Производитель говорит что аппарат может в тиг сварку, но может ли? Кто пробовал функцию тиг в подобных полуавтоматах, как оно? Стоит покупать горелку? Или это бутофория все и без специального аппарата тиг сварки не будет?
И правда ли, что полуавтоматы не ладят с электродами и лучше иметь отдельный аппарат для сварки электродов?) В общем, могут ли полуавтоматы что-то кроме сварки проволокой?)
Приветствую!
Имеется полуавтомат 200А с синергией и прочей мишурой, зовется fubag inmig 200 syn. Как полуавтомат он меня полностью устраивает, года три уже пользуюсь
Но появилась потребность в освоении других видов сварки, в частности тиг) Производитель говорит что аппарат может в тиг сварку, но может ли? Кто пробовал функцию тиг в подобных полуавтоматах, как оно? Стоит покупать горелку? Или это бутофория все и без специального аппарата тиг сварки не будет?
И правда ли, что полуавтоматы не ладят с электродами и лучше иметь отдельный аппарат для сварки электродов?) В общем, могут ли полуавтоматы что-то кроме сварки проволокой?)
ТИГ в вашем аппарате будет только касанием.
И второе видео в ссылке ММА. Кстати, очень неплохо отрабатывает. Пробуйте свой, думаю будет норм в ММА.
Удовольствие от высокого качества оказалось некачественным. Молодцы китайцы, конкретно бренды натянули.
Перепроверил, у меня Inmig 200 SYN PLUS, по количеству настроек и функций чуть жирнее вроде. По нему такой же вердикт?
Кроме самой невозможности начать без касания и порчи электрода- какие у этого последствия и недостатки? Скажем, этим можно варить нержавейку 1-3мм и чтоб это не стало подвигом?)
Не совсем про то)
Меня интересует, вредно ли для полуавтомата работать в режиме электродной сварки? Просто, если вредно, то я лучше куплю инвертор недорогой и не буду мучить аппарат)
Вполне. А попривыкните, так вообще в лёгкую.
На легковой навоз возить вредно ? Нет. Можно.
Надо для себя решить, какие задачи будут решаться в будущем, тогда и решать, а нужен ли еще аппарат и с каким функционалом.
Для ТИГ сварки есть несколько важных параметров, ток спада, продувка после, импульсный режим. В МИГ или ММА аппаратах, часто ТИГ функционал сильно урезан. Но разовую задачу можно и решить.
Сварочный полуавтомат КОНТУР 180 подключение TIG горелки. Типы Tig горелок





Т.к. на горелке подключение газа было через разъем с гайкой под М12, пришлось слегка модернизировать разъем. Удалил разъем с гайкой, вместо него установил переходник шланга с 4мм на 6мм. На другом конце шланга установил пневматический быстросъемный разъем (тот что на компрессоры ставятся часто).

Запустил, заработало. Показывать результаты не буду по причине отсутствия оных. Tig сварка довольно специфична, особенно с контактным поджогом.
Теперь расскажу по типам TIG горелок. Т.к. в процессе поиска возникли проблемы с информацией по оным. Никто не писал какие бывают и куда подходят. Для профессионалов связаных с данным типом сварки эта информация покажется само собой разумеющейся. Для меня же, как для человека не посвящённого в проблематику данного вопроса, возникли некоторые проблемы с выяснением что там и как.


Горелки делятся по следующим параметрам:
1. по габаритам горелки (маленькие, средние, большие)
2. по типу гусака (с жестким гусаком, с гибким гусаком flex)
3. по углу наклона электрода к ручке горелки или по углу гусака (прямое крепление электрода, крепление под разным наклоном)
4. по типу охлаждения горелки (газовое, водяное)
5. по наличию на горелке запорного газового вентиля
6. по наличию на горелке кнопки
7. по подключению горелки к сварочному рукаву
8. по типу концевика сварочного рукава
Теперь по порядку.
1. По габаритам горелки
Горелки отличаются габаритами, от габаритов зависит максимальный ток на котором производится сварка. Есть совсем миниатюрные горелки для "ювелирных" работ.


2. По типу гусака
Как удалось выяснить гусаки бывают жесткие с разным наклоном и гибкие (flex).
3. По углу наклона электрода к ручке горелки или по углу гусака
По этому признаку горелки подбираются исходя из положения в котором производится сварка. А положения бывают весьма экзотические по всяких не удобных местах.
4. По типу охлаждения горелки
Бывает газовое — аргоном. Бывает водяное. Водяное охлаждение нужно для длительной непрерывной сварки или сварки с большим током. Как утверждают специалисты горелки с газовым охлаждением имеют свойства нагреваться так, что трудно удержать.
5. По наличию на горелке запорного газового вентиля
Вентиль нужен только для горелок которые будут подключаться к сварочным аппаратам без газового клапана
6. По наличию на горелке кнопки
Кнопка на горелке нужна для включения газового клапана и бесконтактного поджига дуги. Горелки с кнопкой обычно идут с разъемом 2pin на конце сварочного рукова.

7. По подключению горелки к сварочному рукаву
Тип подключения зависит от предыдущих перечисленных параметров горелки


8. По типу концевика сварочного рукава
Вот этот параметр у меня вызвал особое затруднение. И так, сварочные разъемы бывают: резьбовые под резьбы М12х1, М16х1.5 и быстросъемные (как на нашем аппарате). Быстросъемные сварочные разъемы бывают с номерами 25 и 50 (встречал так же 31 и 70, но редко). Аббревиатура быстросъёмного разъема в названии горелок встречается разная у разных производителей (СКР, DX, TSK, TSKM). Как мне удалось выяснить принципиально эти разъёмы кроме размера отличаются типом подключения рукава. Бывают конструкции для подключения сварочных рукавов с кончевиком с резьбой, как писал выше. Бывают с подключением под простой провод с поджатием шестигранным болтом, это как в обычном сварочном быстросъме. Основное отличие TIG быстросъема от обычного это наличие устройства для подключения газового шланга.

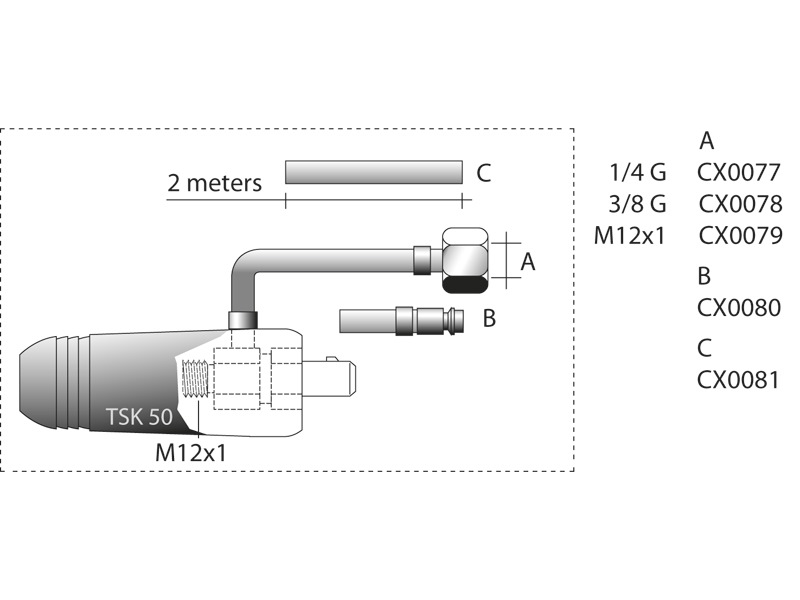
Конструкция TIG разъема для подключения сварочного рукава с резьбовым концевиком М12х1 и разными типами подключения к газовому шлангу или разъему.
Для нашего сварочного аппарата нужен TIG быстросъм 25 с простым (без разъёмов) шлангом для подключения газа.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Делаем из обычного сварочного инвертора TIG сварку
Многие виды сварочных работ лучше выполнять с помощью TIG сварки. Но это слишком дорогое оборудование для любителя, которому обычно по карману только инвертор. Если он у вас есть, то его можно легко при необходимости переделывать в TIG.
Требуемые материалы:
- Вольфрамовый электрод;
- аргоновый баллон с редуктором и шлангом;
- тонкие медные трубки;
- листовая сталь 1-2 мм.
Процесс переоборудования инвертора в TIG сварку
И листовой стали нужно вырезать и согнуть кронштейн как в примере, и прикрутить его к сварочному держателю.
В нем зажимается медная или латунная трубка цанга, на которую надевается шланг от баллона. В держатель зажимается тонкая медная трубка. В нее вставляется вольфрамовый электрод. Цанги нужно регулировать так, чтобы газ выходил на кончик электрода.
Далее подключаем массу от инвертора на заготовку, и открываем газ.
Теперь электрод будет плавить металл и присадочный пруток.
Получается та же самая TIG сварка, но почти даром за вычетом цены баллона и вольфрамового электрода.
Смотрите видео
Похожие мастер-классы






Особо интересное
«Сделай сам – своими руками» - сайт интересных самоделок, сделанных из подручных материалов и предметов в домашних условиях. Пошаговые мастер-классы с фото и описанием, технологии, лайфхаки - все, что нужно для рукоделия настоящему мастеру или просто умельцу. Поделки любой сложности, большой выбор направлений и идей для творчества.
Читайте также: