Тиг сварка с подачей проволоки
Обновлено: 02.05.2024
На государственных предприятиях, имеющих в структуре своей деятельности специальную приемку изделий, для большинства ключевых операций действуют требования по обязательному применению на производстве сварочных технологий, утвержденных в соответствующих ГОСТ, ОСТ и внутренних стандартах. При внедрении новых технологий и способов сварки необходимо проведение большого объёма технологических изысканий и согласований с вовлечением надзорных органов и вышестоящих инстанций. Тем не менее с развитием производственного сектора решение задачи повышения производительности сварочных процессов с сохранением или повышением уровня качества изделий является необходимым условием для обеспечения конкурентоспособности продукции на внутреннем и международном рынке.
Одним из способов решения поставленной задачи является внедрение процесса Fronius ArcTig - инновационного высокопроизводительного процесса, основанного на традиционной технологии аргонодуговой сварки неплавящимся электродом в защитном газе (TIG).
Особенности процесса ArcTig
Процесс ArcTig разработан с целью повышения эффективности сварочных операций применительно к стыковым соединениям среднетолщинных элементов с применением роботизированных и автоматических сварочных систем за счёт увеличения производительности и снижения в конечном итоге затрат производства и себестоимости продукции.ArcTig основан на способе сварки неплавящимся электродом в среде инертных газов – TIG (Tungsten Inert Gas), принципиальная схема приведена на рис. 1.
Рис. 1. Схема процесса сварки традиционным способом аргонодуговой сварки ( TIG)
При реализации способа сварки TIG дуга горит между неплавящимся вольфрамовым электродом и металлической заготовкой в бескислородной инертной газовой атмосфере. При зажигании дуги в первые моменты протекания электрического тока вольфрамовый электрод нагревается, увеличивая эффективную площадь области эмиссии электронов – катодного пятна, что уменьшает общее сопротивление дугового промежутка, образуя мягкую широкую дугу. Инертная защитная газовая среда, окружающая дугу, гарантирует отсутствие неконтролируемых химических реакций в сварочной ванне. Это позволяет пользователям получать идеальный внешний вид сварного шва без цветов побежалости, следов разбрызгивания металла, а также качество наружной поверхности с равномерной геометрией сварного шва. Сварка TIG подходит для различных сплавов и применений, включая трудносвариваемые материалы, такие как титан и его сплавы.
Модификация традиционного процесса TIG сварки заключается в особой конструкции сварочной горелки, которая позволяет сфокусировать столб дуги и значительно увеличить плотность энергии в дуге (рис.2). Эффект достигается за счёт интенсивного охлаждения рабочей части, благодаря чему происходит сосредоточение катодной области на острие электрода. При этом общее сопротивление дугового промежутка увеличивается, в свою очередь источник тока инициирует повышение напряжения на дуге для поддержания заданного сварочного тока. Эмиссия электронов происходит с небольшой площади, но с чрезвычайно высокой концентрацией.
Как результат – сварка происходит на более узкой, сфокусированной дуге, позволяя пользователю достигнуть исключительного качества сварного шва в сочетании с высокой скоростью процесса.
Технологические свойства процесса ArcTig
Сфокусированная дуга ArcTig с высокой концентрацией энергии позволяет производить сварку стыковых швов деталей из углеродистых и высоколегированных нержавеющих сталей с толщиной стенки до 10 мм. Кроме того, возможно применение на изделиях из никелевых и титановых сплавов. В отличие от традиционного способа сварки TIG такие соединения выполняются в один проход без зазора и предварительной разделки кромок. При этом скорость сварки превышает аналогичный показатель TIG-процесса. Дополнительный выигрыш в производительности достигается за счёт отсутствия необходимости в выполнении разделки кромок и последующего заполнения сечения шва, зачастую в несколько проходов, что также даёт экономический эффект благодаря минимизации потребления присадочного материала.
Рис. 2. Сравнение строения дуги
при сварке процессами
TIG (слева) и ArcTig (справа)
Для сравнительной оценки эффективности процесса ArcTig была выполнена сварка стыковых соединений пластин из стали ER304 (08Х18Н10) толщиной 8 мм с применением различных способов (рис. 2). Плазменная и ArcTig сварка выполнялись без зазора и разделки кромок. Подача присадочного материала для не применялась.
Рис.3. Внешний вид и поперечное сечение шва, выполненного процессом ArcTig
Рис. 4. Сравнение показателей процессов на примере стыкового соединения пластин из стали ER304 (08Х18Н10) толщиной 8 мм при сварке различными способами
Из представленных показателей видно, что ArcTig даёт следующие технологические преимущества по сравнению со сваркой TIG:
- Производительность: повышение скорости сварки и уменьшение количества проходов в несколько раз сокращает время выполнения сварочных операций;
- Снижение погонной энергии: оптимальная форма проплавления и высокая скорость сварки предотвращают избыточный нагрев деталей и, как следствие, снижают негативные металлургические и механические эффекты (сварочные напряжения и деформации) от теплового действия дуги на металл шва и зону термического влияния.
- Сокращение потребности в сварочных материалах: отсутствие разделки кромок и зазора позволяет в максимальной степени использовать основной металл изделия для формирования шва, небольшое количество присадочного материала используется для получения усиления шва с лицевой и обратной стороны соединения.
- Снижение расхода газа: сокращение времени горения дуги при выполнении сварочных операций позволяет сократить потребление защитного газа в несколько раз.
При технологических характеристиках, близких к свойствам плазменной сварки, количество настраиваемых параметров режима сохраняется тем же, что и при настройке режима традиционной сварки TIG. Это минимизирует объёмы дополнительного обучения и вероятность ошибок сварщиков, особенно в начальный период работы.
Оборудование
Система ArcTig является серийной конфигурацией оборудования Fronius для TIG-сварки. На рис. 5 приведён общий вид роботизированной сварочной системы ArcTig CW с автоматической подачей проволоки.
В качестве источника питания дуги используются аппараты Fronius серии TransTig/MagicWave. В зависимости от требуемой мощности и производительности системы могут применяться источники питания с максимальным током 220, 300 и 500 А. Кроме того, для получения более высоких сварочных токов возможно использование спаренных источников питания по схеме Power Share. В этом случае сварка может проводится на токах до 720 А.
Рис. 5. Роботизированная сварочная система ArcTig CW с автоматической подачей проволоки
Горелки TTW 3600/7200 R ArcTig рассчитаны на работу на сварочных токах 360 и 720 А соответственно c ПВ 100%. Горелка оснащена водоохлаждаемым соплом с сечением вытянутой формы для защиты сварочной ванны в течение всего периода её кристаллизации. Конструкцией горелки предусмотрено использование стандартных стержневых электродов, свободный вылет которых может быть отрегулирован в зависимости от требований по доступу к свариваемому шву. Специальная система фиксации электрода обеспечивает обширную площадь контакта «цанга-электрод», обеспечивая интенсивный теплообмен и надёжный электрический контакт с минимальным сопротивлением (рис. 6).
Интенсивное охлаждение предотвращает перегрев электрода во время сварки, обеспечивая стабильное зажигание и повышенную устойчивость дуги, а также более длительный срок службы расходных частей.
Охлаждение рабочей части горелки, эффективность которого определяет качество реализации процесса ArcTig, осуществляется блоком охлаждения CU1800 или CU4700, обеспечивающим поддержание постоянной температуры теплоносителя и имеющим возможность подключения к контроллерам роботизированных и автоматизированных систем для автоматической активации во время выполнения сварки.
Для использования процесса ArcTig с автоматической подачей проволоки используется механизм подачи проволоки серии KD, оптимизированный для работы с TIG-процессами и оснащённый дополнительной защитой электронных компонентов от воздействия высокочастотных импульсов тока, характерных для бесконтактного зажигания дуги. При подключении механизма подачи проволоки к сварочному источнику соответствующие дополнительные параметры режима подачи проволоки автоматически активируются в меню настроек аппарата. Кроме того, для обеспечения прецизионной подачи проволоки и идеального запуска процесса, особенно при наличии протяжённых направляющих каналов, возможно дооснащение системы дополнительным приводом KD Drive, монтируемым на горелке.
Рис. 6 Сравнение схем охлаждения и теплового эффекта
на рабочей части электрода при сварке процессами TIG (слева) и ArcTig (справа)
Процесс ArcTig предназначен для сварки стыковых соединений при изготовлении контейнеров, трубопроводов и трубопроводной арматуры, в производстве турбин, гидроцилиндров, сварных профилей различного сечения, в отрасли специального машиностроения. Несмотря на то, что ArcTig является новым процессом в портфолио Fronius Int., первые промышленные испытания показали его высокую эффективность. За первые месяцы продаж в мире запущено 30 автоматизированных и роботизированных систем.
Сравнение производительности ArcTig с традиционным TIG процессом
Сварка кольцевых швов с помощью процесса ArcTig
Сварка продольного шва балки коробчатого сечения телескопического крана с помощью процесса ArcTig
НАПЛАВКА НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНОГО ГАЗА С ПРИСАДКОЙ ХОЛОДНОЙ ПРОВОЛОКИ
TIG = сварка вольфрамовым электродом в среде инертного газа
При сварке TIG материал детали разогревается и плавится с помощью неплавящегося электрода. Электрическая дуга зажигается между электродом и деталью. Сварочная ванна и электрод защищены потоком защитного газа, поступающим через сопло. Электрод расположен в центре газового сопла. В качестве защитного газа используются аргон, гелий или смеси из этих газов.
Обычно возбуждение дуги происходит бесконтактным способом, за счет импульсов высокого напряжения (высокочастотное возбуждение).
Большинство металлов свариваются постоянным током (DC). Только алюминий, в основном, сваривается переменным током (AC).
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ МЕТОДА СВАРКИ TIG
- Высокая универсальность метода
- Может использоваться для самых различных материалов
- Может использоваться для выполнения сварочных швов во всех положениях
- Мощная, устойчивая дуга
- Высокое качество наплавки
- Гладкие и ровные сварные швы
- Отсутствие разбрызгивания металла
- Отсутствие шлака
- В некоторых случаях не требуется присадочного металла
- Высокая скорость сварки при работе с материалами с толщиной до 3 – 4 мм (механизированная сварка горячей проволокой)
Единственный недостаток метода TIG – это его низкая экономическая эффективность при работе с материалами толщиной более 4 мм.
ИМПУЛЬС TIG
Так как предустановленная сила тока не всегда идеально соответствует условиям работы в течение всего процесса сварки, часто используется пульсирующий сварочный ток. Например, при сварке труб в стесненных условиях необходимо частое изменение силы тока. Если достигается слишком высокая температура, появляется опасность вытекания жидкого металла из сварочной ванны. При слишком низкой температуре не происходит достаточного расплавления материала детали.
Относительно низкий сварочный ток (базовый ток IG) увеличивается по круто восходящей линии до значительно большей величины (величины тока импульса I1) и снова падает по истечении предустановленного периода (рабочего цикла) до величины базового тока IG. Этот процесс повторяется снова и снова.
Во время сварки небольшие участки в зоне сварки быстро расплавляются и затвердевают. При использовании этого метода значительно легче управлять процессом наплавления сварного шва.
Этот метод также используется при сварке тонколистового металла. Каждая точка расплавления перекрывает следующую, таким образом, формируется аккуратный и ровный шов.
Когда используется импульсный метод TIG при ручной сварке, сварочный пруток прилагается на каждом пике силы тока (это возможно только в диапазоне самой низкой частоте 0,25 – 5 Гц). Более высокая частота импульсов используется обычно при автоматической сварке и служит, в основном, для стабилизации сварочной дуги.
СФЕРЫ ПРИМЕНЕНИЯ
Метод сварки TIG применим ко всем свариваемым металлам. Наиболее часто этот метод используется при сварке нержавеющих сталей, алюминия и никелевых сплавов.
Этот метод, в основном, применяется для сварки материалов толщиной 0,3 – 4 мм. При работе с материалами большей толщины, в некоторых случаях, метод TIG используется для сваривания корня сварного шва. Для завершения шва используются другие более производительные методы, такие как MIG/MAG или дуговая сварка под флюсом.
Сила тока, необходимая для сваривания на один миллиметр толщины листа:
Алюминий - около 40A
Медь - около 75 - 80A
Низколегированная сталь - около 40A
Хромоникелевая сталь - около 40A
(зависит от положения сварочного шва и опыта сварщика)
СВАРКА АЛЮМИНИЯ ПЕРЕМЕННЫМ ТОКОМ МЕТОДОМ TIG
Характерное свойство алюминия – его большая активность в реакции с кислородом. Слой оксида (0,1 микрон) немедленно образуется на всей поверхности при нахождении алюминия на воздухе!
Оксидная пленка имеет температуру плавления 2015ºС, тогда как сам алюминий плавится около 650ºС (в зависимости от типа сплава).
Поскольку деталь покрыта оксидной пленкой, обеспечить сварное соединение алюминиевых деталей будет невозможно! Оксидная пленка не будет плавиться, а расплавленный алюминий будет просто стекать. По этой причине крайне важно в первую очередь разрушить эту пленку!
Оксидную пленку можно удалить:
- механическим способом
- химическим способом (очень сложный и трудоемкий способ)
- подачей на электрод положительной полярности
- при помощи переменного тока
Существуют две теории о механизме разрушения оксидного слоя:
Катодное пятно, перемещаясь по сварочной ванне, вызывает испарение оксида алюминия, в то время как электронная эмиссия из расплава заставляет частицы оксида двигаться к краю сварного шва, где они иногда образуют маленькие линии.
Ионы, атакующие поверхность детали, имеют достаточную энергию для разрушения оксидной пленки; этот процесс можно сравнить с пескоструйной обработкой. В поддержку этой теории можно привести тот факт, что очищающий эффект усиливается при использовании инертных газов, имеющих больший атомный вес (аргон).
ПРИНЦИП СВАРКИ ПЕРЕМЕННЫМ ТОКОМ ПО МЕТОДУ TIG
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ
Вольфрам используется в качестве материала для электродов, благодаря своей высокой температуре плавления (3380°C).
Электроды изготавливаются путем спекания. Для улучшения характеристик электродов они могут быть легированы оксидными добавками.
- Чистый вольфрам WP:
- Низкий стабилизирующий эффект;
- гладкий, сферический конец электрода;
- сложность возбуждения дуги на постоянном токе;
- низкая предельно допустимая нагрузка по току
С оксидом тория WT: Чем выше содержание оксида тория, тем лучше возбуждение сварочной дуги, больше срок службы и предельно допустимая нагрузка по току. Существует опасность «осыпания» электрода при его перегрузке. Торий обладает слабой радиоактивностью (источник альфа-излучения).
С оксидом церия WC: Имеет свойства подобные торию, но не радиоактивен.
С оксидом лантана WL: Увеличенный срок службы по сравнению с электродами с оксидом тория и с оксидом церия, но хуже возбуждение сварочной дуги
ПОДГОТОВКА ДЕТАЛЕЙ ДЛЯ СВАРКИ МЕТОДОМ TIG
– Крайне важно обеспечить абсолютную чистоту деталей!
– При работе с хромоникелевыми материалами используйте только инструмент из хромоникелевого сплава.
– При работе с алюминием используйте инструмент только из хромоникелевого сплава, который применялся только при работе с алюминием, а не со сталью.
- При выполнении стыковых сварных швов необходимо закруглить фаски корня сварного шва, в противном случае возможно образование оксидных включений
- Требуется больший угол разделки кромок, чем на стальных деталях
- Макс. угол разделки кромок 80°; как правило, без притупления кромок!
- Зазор в корне сварного шва > 2 мм, при наличии возможности использовать подложку (хромоникелевые сплавы, керамика; медь использовать нельзя)
- Прямоугольные стыковые швы выполняются без зазора.
Обезжирить листы – в некоторых случаях требуется термообработка электрода, так как оксидная пленка иногда содержит H2 (при использовании ацетиленовой горелки – снижение эффективности обжига)
При работе с толстыми материалами необходим предварительный нагрев, так как происходит интенсивное излучение тепловой энергии при использовании газовых смесей на основе гелия. В некоторых случаях в предварительном нагреве нет необходимости.
Применяйте минимально возможный угол разделки кромок, так как хромоникелевые сплавы являются плохими проводниками тепла. Существует риск очень сильного коробления деталей.
Производите сварку при минимально возможной температуре из-за опасности перегрева и выгорания легирующих элементов; для предотвращения окисления необходимо использовать защитное экранирование корня сварного шва (!)
Тиг сварка с подачей проволоки

Сварка самозащитной порошковой проволокой (FCAW-SS)
При сварке самозащитной порошковой проволокой (FCAW-SS), в отличии от сварки сплошной проволокой в среде защитных газов (MIG/MAG), не требуются баллоны с газами и сварочный полуавтомат проще доставить к месту работы. Есть и еще одно серьезное преимущество – работы можно производить при наличии ветра и сквозняков, т.е. в монтажных условиях.
Тем не менее, из-за повышенного выделения газов и брызг флюса, сварка самозащитной проволокой требует определенного навыка.

Ниже мы приводим основные факторы на которые необходимо обратить внимание при сварке самозащитной порошковой проволокой.
1. Перед сваркой
Возьмите за правило – после каждого прохода, перед началом следующего, необходимо отрезать (или отломить) конец проволоки для хорошего поджига дуги.
2. Скорость подачи проволоки
Скорость подачи проволоки напрямую связана с током сварки. Чем выше скорость подачи, тем больше сварочный ток и, наоборот, чем ниже скорость подачи тем меньше сварочный ток.

a – высокая скорость подачи, b – низкая скорость подачи
(a) Недостаточная (слишком маленькая) скорость подачи приводит к
- повышенному разбрызгиванию;
- неправильной геометрии шва (значительная высота шва при малой ширине);
- несплавлению.
(b) Слишком большая скорость подачи приводит к частым коротким замыканиям капель расплавленного металла проволоки. Это явление можно определить на слух – будет слышен булькающий звук при сварке. Чтобы избежать замыканий при большой подаче проволоки необходимо снизить скорость подачи, либо поднять сварочное напряжение для увеличения длинны дуги.
3. Скорость сварки
Необходимо правильно подбирать скорость сварки самозащитной порошковой проволокой для достижения правильной геометрии шва и отсутствия недопустимых дефектов.

с – низкая скорость сварки, d – высокая скорость сварки
(c) Слишком низкая скорость сварки делает шов шире, но при этом расплавленный флюс растекается по бокам шва и перестает защищать верхнюю часть, увеличивая риск возникновения пор.
(d) С другой стороны, слишком высокая скорость сварки приводит к нарушению геометрии шва (значительная высота при малой ширине).
4. Длина вылета электрода
Длинна вылета электрода при сварке самозащитной порошковой проволокой очень важный параметр режима сварки. Необходимо соблюдать рекомендации производителя проволоки по длине вылета электрода.

(e) Слишком маленький вылет электрода приводит к недостаточному прогреву флюса содержащегося в проволоке и, как следствие, недостаточной защите шва – расплавленный флюс не дотекает до краев шва.
(f) Слишком большой вылет электрода вызывает нестабильность подачи проволоки (из-за плохого подвода тока) и приводит к появлению наплывов и грубой чешуйчатости шва.
5. Полярность тока
Наиболее частой ошибкой при сварке самозащитной порошковой проволокой является неправильный выбор полярности тока. Требуемая полярность указывается на упаковке с проволокой. Как правило, сварка самозащитной порошковой проволокой осуществляется на прямой полярности – плюс на “землю”, минус на электрод (маркировка на упаковке “DC-“).

Неправильная полярность приводит к значительному разбрызгиванию при сварке.
6. Угол наклона горелки
Как при сварке электродом, сварка самозащитной порошковой проволокой происходит со шлакообразованием. Необходимо соблюдать правильный угол наклона, чтобы шлак защищал передний фронт и хвостовую часть сварочной ванны.
При сварке листов в нижнем положении (Н1) горелка (проволока) должна быть под углом 90° к плоскости. Для тавровых, угловых и нахлесточных соединений в нижнем положении (Н2), сварка осуществляется тянущим углом в 5-10° по направлению сварки и под углом 45° к горизонтали.
Ну и напоследок о главном – внимательно ознакомьтесь с инструкцией к проволоке, особенно с разделом по безопасности производства работ. ГАЗЫ ВЫДЕЛЯЕМЫЕ САМОЗАЩИТНЫМИ ПОРОШКОВЫМИ ПРОВОЛОКАМИ ВЫСОКОТОКСИЧНЫ И МОГУТ ВЫЗВАТЬ ОТРАВЛЕНИЕ.
Работайте в хорошо проветриваемых помещениях, с использованием средств индивидуальной защиты (сварочная маска с воздушным фильтром).
Вам также может понравиться

Как проверить удостоверение НАКС с помощью Telegram-бота
Общая концепция сварки TIG. Оборудование для сварки TIG
Наличие оксидной плёнки, обладающей высокой тугоплавкостью и плохой электропроводностью, весьма затрудняет сварку алюминиевых сплавов. Кроме того, алюминий имеет такое большое химическое сродство к кислороду, что механическая очистка поверхности основного материала перед сваркой действует в течение непродолжительного времени, после чего поверхности очень скоро вновь образуется оксидная плёнка Разрушение оксидной плёнки представляется довольно сложной задачей, требующей больших вложений энергии. Поскольку разрушить плёнку нагревом электрическим током сложно из-за её плохой электропроводности, можно прибегнуть к разрушению плёнки методом катодного распыления. Это обуславливает необходимость применения сварки на переменном токе.
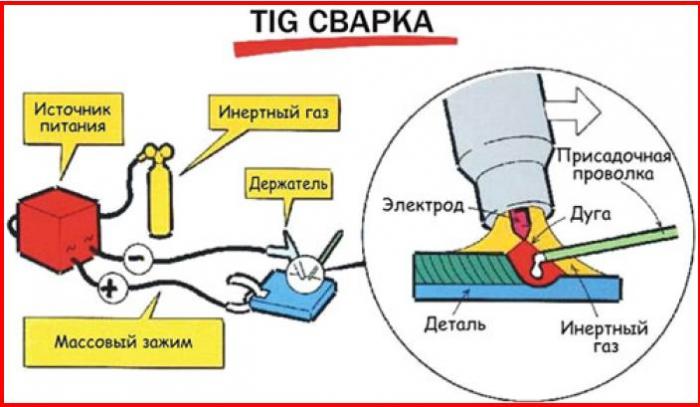
Рис. 6. Концепция сварки TIG
1. Сварка TIG
Сварка методом TIG — наиболее распространенный способ сварки, применяющийся для изготовления сварных конструкций из алюминиевых сплавов ответственного назначения. Основным преимуществом процесса дуговой сварки вольфрамовым электродом в среде защитного газа является отсутствие шлаковых включений, возможность работы на малых токах дуги (от 5 А), возможность сварки тонких листов, высокая устойчивость горения дуги во всем диапазоне токов, технологичность процесса.
При сварке TIG дуга горит между неплавящимся вольфрамовым электродом и свариваемым изделием. При этом отсутствует перенос расплавленного металла через дуговой промежуток, что облегчает условия горения дуги и обусловливает её высокую стабильность, исключает разбрызгивание расплавленного металла, сокращает потери на испарение и улучшает качество сварного шва за счёт ограничения взаимодействия расплавленного металла с газами столба дуги.
Сварка TIG на переменном токе открывается возможность разрушить и устранить оксидный слой при помощи носителей заряда в электрической дуге. Для этого подходят только ионы, поскольку электроны из-за своей малой массы не обладают достаточной для такого процесса кинетической энергией.
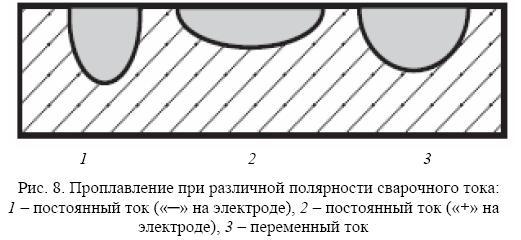
На рис. 7 показан поток носителей заряда в электрической дуге. Когда отрицательный полюс находится на электроде, электроны перемещаются от электрода к изделию, а остаточные ионы — от изделия к электроду. При такой полярности очищающий эффект невозможен. При обратной полярности более тяжёлые ионы возвращаются на поверхность изделия. При этом за счёт своей высокой кинетической энергии они могут разрушить и устранить оксидный слой на поверхности изделия.
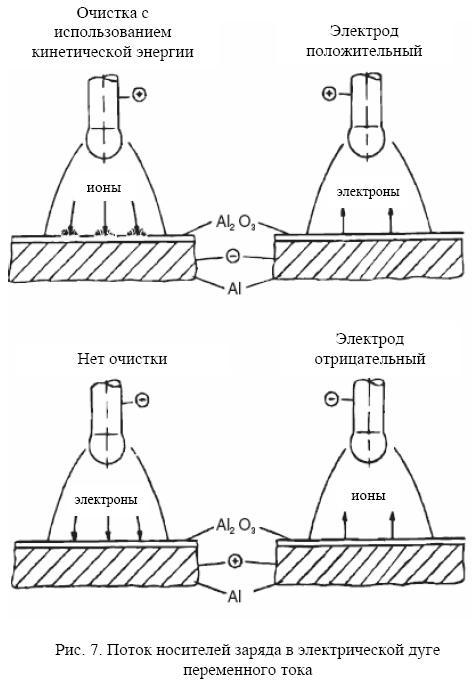
Если бы сварка выполнялась на горячем положительном полюсе, то у электрода была бы очень низкая токонесущая способность. Поэтому данный вариант сварки TIG применим только для сварки очень тонких алюминиевых конструкций (с толщиной стенки до 2,5 мм). Переменный ток предлагает компромиссное решение. Когда на электроде находится позитивная полуволна, возникает очищающий эффект. Следующая за ней отрицательная полуволна снова охлаждает электрод. Поэтому можно говорить об очищающей и охлаждающей полуволнах. Токонесущая способность при сварке переменным током меньше, чем при сварке постоянным током на отрицательном полюсе, но она значительно выше, чем при сварке на положительном полюсе.
В настоящее время также применяют вариант сварки TIG на отрицательном полюсе, при котором используется защитный газ с высоким содержанием гелия (например, 90% He / 10% Ar). При сварке на отрицательном полюсе, как уже было описано, оксидная плёнка на поверхности не разрушается. Однако она расплавляется при высокой температуре мощной гелиевой дуги. Поэтому она лишь немного повреждается. Сварка TIG постоянным током на отрицательном полюсе в среде гелия благодаря лучшему проварy применяется, в первую очередь, при ремонтных сварках литых деталей из алюминиево-кремниевых сплавов.
2. Источники питания для сварки TIG
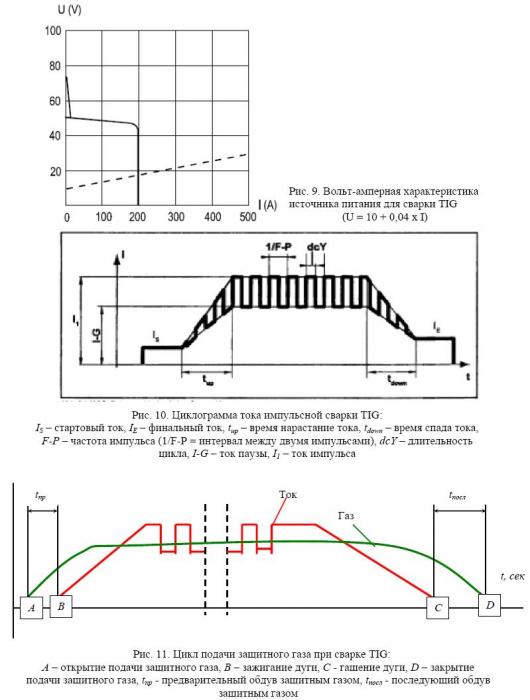
Питание дуги осуществляется переменным током от источников с падающими внешними характеристиками. Существует справедливое мнение, что сварку TIG необходимо производить на штыковых или крутопадающих внешних вольт-амперных характеристиках. Это обусловлено тем, что в указанном случае минимален пусковой бросок тока, что резко улучшает свойства сварного соединения. Переменный ток дуги при сварке алюминия обеспечивает разрушение окисной пленки. Для повышения стабильности горения электрической дуги и эффективного разрушения окисной пленки, кроме падающей внешней характеристики источника и постоянной работы осциллятора используют дополнительную индуктивность (дроссель) в цепи дуги (обеспечивает дополнительную ЭДС самоиндукции и не позволяет погаснуть электрической дуге). Осцилляторы выполняют две функции — бесконтактное зажигание электрической дуги и стабилизацию сварочного тока в момент прохождения через ноль специальными стабилизаторами, синхронизированными со сварочным током и включенными, как правило, параллельно электрической дуге. Последние устройства обычно совмещают с осцилляторами. Электрическая дуга горит между изделием и неплавящимся вольфрамовым электродом. Для повышения стабильности горения электрической дуги рекомендуется тщательно затачивать конец вольфрамового электрода. Симметричность тока обеспечивает равную проплавляющую и очищающую способность электрической дуги. Это самый простой и распространенный способ сварки TIG.
По сравнению со сваркой TIG симметричным током, сварка алюминиевых сплавов асимметричным переменным током расширяет технологические возможности за счет регулирования параметров тока прямой и обратной полярности. Как правило, регулировка асимметричности осуществляется в пределах 30% от амплитудного значения параметра. Преобладание составляющей тока прямой полярности приводит к увеличению глубины проплавления и скорости сварки, а также к повышению стойкости вольфрамового электрода. Преобладание тока обратной полярности улучшает очистку свариваемого металла от окисной пленки и улучшает качество формирования шва. Выбор правильного режима сварки в этом случае является задачей технолога.
В ряде случаев целесообразно использовать сварку TIG импульсной дугой. Подача импульсов осуществляется, как правило, с частотой до 50 или свыше 100 Гц и эти импульсы накладываются на базовое напряжение на дуге. Импульсы имеют остроугольную или прямоугольную форму и служат для улучшения формирования сварного шва (при частоте следования 1-50 Гц) и для улучшения удаления окисной пленки (при частоте следования более 100 Гц). Наиболее часто такие импульсы применяются при сварке тонколистового металла.
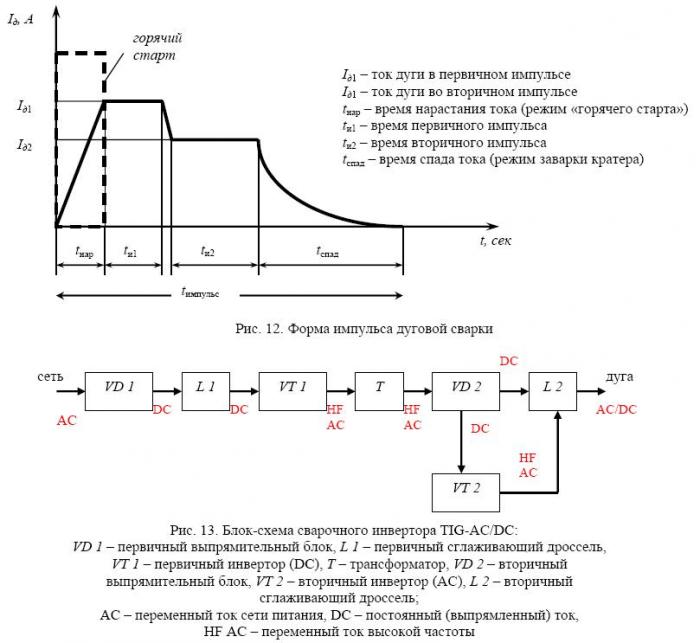
Генераторы импульсов тока являются основным блоком источника питания для импульсной сварки. Они включают в себя регуляторы нарастания/спада тока и осуществляют цикл сварки, показанный на Рис. 10. При такой схеме цикла сварки регулируются все составляющие цикла — IИ, IП, tН, tИ, tП, tК. Наиболее важной составляющей является tК; при плавном спаде тока в конце сварки происходит равномерная и качественная заварка кратера шва, что позволяет завершать сварку на самом изделии, не прибегая к трудоёмкой технологии установки выводных пластин. Этот же генератор управляет и открытием электромагнитного газового клапана и позволяет осуществлять предварительный (до зажигания дуги) и последующий (после гашения дуги) обдув защитным газом. При предварительном обдуве защитный газ вытесняет атмосферный воздух из зоны сварки, а последующий обдув газом позволяет завершить кристаллизацию и остывание металла шва в течение 3-5 сек после окончания сварки. Схема открытия газового клапана приведена на Рис. 11. При этом tпр и tпосл также можно регулировать.
Наилучшими сварочными свойствами обладают инверторные источники питания, основным элементом которых является полупроводниковый инвертор — устройство для преобразования постоянного напряжения в переменное высокочастотное. Инверторные схемы строятся на быстодействующих тиристорах или транзисторах. По сути, в сварочной цепи течёт переменный ток высокой частоты (несколько десятков кГц, а иногда и МГц). Несущая частота сварочного тока обуславливает высокие сварочные свойства инверторных выпрямителей. Инверторы AC/DC, используемые при TIG сварке алюминиевых сплавов, имеют дополнительный блок — вторичный инвертор, осуществляющий дополнительное инвертирование сварочного тока.
Поскольку частота тока напрямую связана с массой магнитопроводов и потребным сечением проводов катушек, масса трансформаторов и дросселей в инверторных выпрямителях очень невелика (примерно в 10 раз меньше, чем масса трансформаторов и дросселей, рассчитанных на ток частотой 50 Гц) и составляет 0,1 ÷ 0,3 кг на 1 А сварочного тока и 4 ÷ 8 кг на 1 кВт потребляемой мощности. Инверторные выпрямители очень экономичны в эксплуатации; так как они не потребляют реактивной мощности, их коэффициент мощности cosφ близок к единице, а КПД не ниже 0,7, а иногда достигает 0,9.
Для достаточного очищающего эффекта совсем не нужно целой положительной полуволны, достаточно 20 — 30%. Именно это используется в современных источниках тока для TIG сварки. Они производят искусственный переменный ток с волнами прямоугольной формы; за счёт быстрого переключения силовых элементов (тиристоров или транзисторов) на электрод попеременно переключается положительный и отрицательный полюс источника постоянного тока. При этом баланс отношения обоих полуволн может изменяться, например, от 20% положительного полупериода/80 % отрицательного полупериода до 80% положительного полупериода /20% отрицательного полупериода (Рис. 14). Проплавляющая способность дуги при этом остаётся на приемлемом уровне.

Меньшая фаза положительного полюса обеспечивает более высокую токонесущую способность электрода, а при одинаковой установке тока — большую стойкость. В таких так называемых «прямоугольных источниках» может часто изменяться и частота искусственного переменного тока, например, от 50 до 300 Гц. Повышение частоты способствует сохранению электрода. Прямоугольный искусственный переменный ток обладает и другими преимуществами. Поскольку ток при смене полярности имеет очень крутую характеристику, то время запаздывания дуги при прохождении через ноль значительно короче, чем при синусоидальной форме тока. Поэтому происходит более надёжное зажигание, даже без использования приспособления для зажигания, а электрическая дуга в целом стабильнее. При этом повторные зажигания дуги сопровождаются сильным гудением.
3. Горелки для сварки TIG
Сварочная горелка TIG является основным рабочим инструментом сварщика, в котором закреплён неплавящийся электрод; через горелку подаётся сварочный ток и защитный газ. В настоящее время выпускается большое количество различных горелок:
— с газовым и водяным охлаждением,
— с подачей защитного газа через диффузор или через газовую линзу (обеспечивает более стабильный ламинарный поток защитного газа),
— с регулировкой или без регулировки тока сварки,
— с жёсткой или гибкой головкой.
4. Механизация ручной сварки TIG
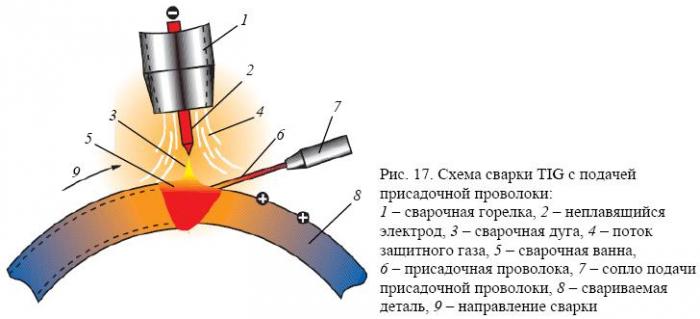
Как известно, автоматизация сварочного процесса определяется степенью автоматизации двух сварочных движений — перемещения сварочной дуги вдоль линии стыка и подачи присадочного материала в зону сварки. Механизация ручной сварки TIG достигается автоматической подачей присадочной проволоки в зону сварки. Таким образом, возникает понятие полуавтоматическая сварка неплавящимся электродом. Чаще всего используют более простую систему с холодной присадочной проволокой, являющейся нейтральной по отношению, как к неплавящемуся электроду, так и к свариваемому изделию.
Организация автоматической подачи присадочной проволоки предусматривает:
1) Наличие блока подачи присадочной проволоки.
2) Установку сопла подачи присадочной проволоки на сварочную горелку.
3) Коммутацию блока подачи присадочной проволоки и источника питания сварки TIG.
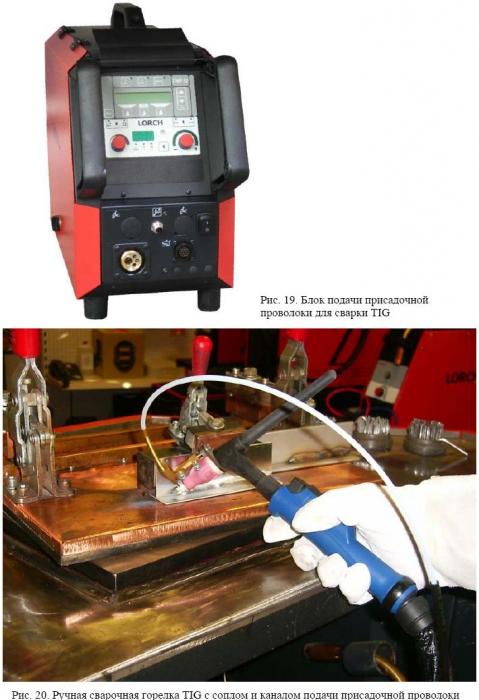
4.1. Комплект оборудования для подачи присадочной проволоки
Блок подачи присадочной проволоки включает размоточное устройство для проволоки, двигатель подачи и механизм правки и подачи проволоки. Самый простой вариант — использовать стандартный блок подачи проволоки от сварочного полуавтомата, соответствующим образом скоммутированный с источником питания сварки TIG. При этом достигается существенная экономия, особенно теми производителями, которые производят также оборудование для MIG/MAG сварки.
Сопло подачи присадочной проволоки устанавливается непосредственно на керамическое газовое сопло сварочной горелки при помощи крепёжного хомута. Проволока подаётся в сопло от блока подачи проволоки по тефлоновому каналу подачи.
Коммутация блока подачи и источника питания осуществляется при помощи дополнительной панели управления, которая устанавливается либо в источнике питания, либо в блоке подачи.

4.2. Подготовка блока подачи проволоки
Алюминиевая проволока, особенно малых диаметров (0,8 мм и 1,0 мм), очень мягкая и её подача легко может быть нарушена неправильным подбором системы подачи.
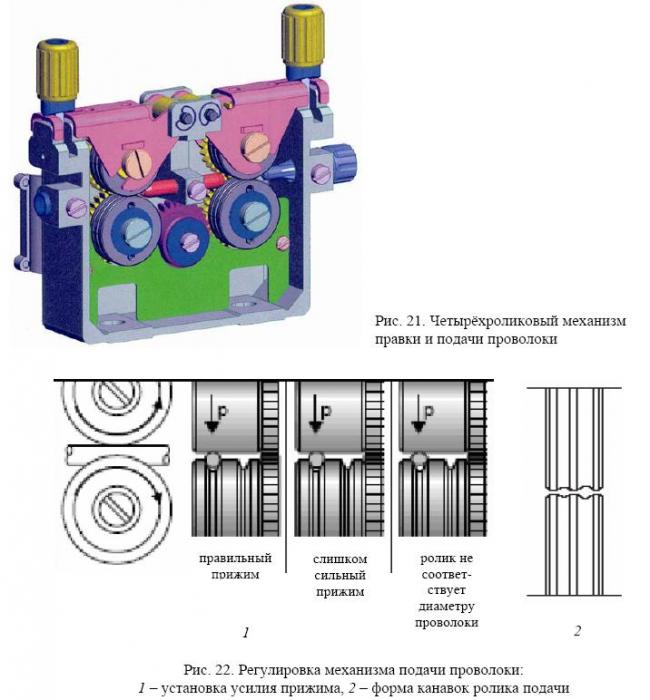
Для сварки алюминиевых сплавов следует использовать только четырёхроликовые механизмы подачи. Правильные и подающие ролики также следует выбирать специальные — с канавкой U-образной формы. Ни в коем случае нельзя устанавливать слишком большое усилие прижима, так как это может существенно затормозить проволоку в механизме подачи. Тормоз размоточного устройства должен быть установлен в промежуточное положение. Таким образом, можно избежать провисания проволоки при остановке двигателя подачи из-за свободного проворачивания катушки и вытягивания проволоки при старте подачи. Рекомендуется также установить на входное и выходное сопла механизма подачи обрезки каналов подачи: один — от катушки с проволокой до входного сопла, второй — от выходного сопла до внутренней части разъёма для подключения канала подачи проволоки. Выбор канала подачи также очень важен — ни в коем случае не следует использовать каналы, навитые из стальной спирали; для сварки алюминия выпускаются специальные тефлоновые и карбоновые каналы, обеспечивающие хорошее скольжение проволоки и не позволяющие проволоке сминаться и затормаживаться на изгибах.
4.3. Установка сопла подачи проволоки на сварочную горелку
Техника сварки TIG с автоматической подачей присадочной проволоки несколько отличается от ручной техники и поэтому требует от сварщика наработки навыка. В первую очередь это касается положения горелки относительно стыка. В зависимости от поставленных задач сварки присадочная проволока может подаваться в сварочную ванну до или после дуги или с боковой стороны относительно оси свариваемого стыка. Для того, чтобы подача проволоки происходила точно в зону максимальной температуры, необходимо соблюдать рекомендации по установки горелки относительно стыка. Правильное положение горелки показано на рис. 23.
Как выбрать аппарат для аргонодуговой сварки TIG?
В этой статье мы подробно расскажем о том, как правильно подобрать аргонодуговой аппарат TIG под нужные вам цели и рабочие задачи.
Аббревиатура TIG расшифровывается как Tungsten Inert Gas или сварка вольфрамовым электродом в среде инертных защитных газов. В данном виде сварки чаще всего используется аргон из-за его доступности, но также можно использовать азот и гелий.
Достоинства и недостатки TIG сварки
К достоинствам этого способа сварки можно отнести высокое качество сварных соединений, а также красоту и аккуратность сварных швов, которые не требуют последующей механической обработки. Недостатки этого способа связаны с низкой скоростью сварки и производительностью работ, а также необходимости дополнительных навыков сварщика. Аргонодуговая сварка — самая сложная сварка в освоении по причине одновременной подачи присадочной проволоки в зону сварки и ведении сварочной горелки на расстоянии 2–4 мм от свариваемого металла.
На что обратить внимание при выборе сварочного аппарата для TIG сварки?
При выборе источника сварки следует учитывать несколько важных факторов:
1. Какую толщину металла вы собираетесь сваривать?
От толщины металла зависит сварочный ток, а также наличие режима PULSE. Если вы собираетесь сваривать малые толщины (до 2 мм), вам необходим источник с функцией пульсации сварочного тока. Если при этом нет необходимости в транспортировки аппарата с места на место, то с этой задачей без проблем справятся ПРОФИ TIG 200 P AC/DC, ПРОФИ TIG 315 P AC/DC, ПТК RILON TIG 315 P AC/DC. Если необходима мобильность, компактность источника для решения тех же задач, то вам подойдут аппараты ПТК МАСТЕР TIG 200 PULSE D91, ПТК МАСТЕР TIG 200 P AC/DC D92, ПТК RILON TIG 200 P GDM и ПТК RILON TIG 200 P AC/DC GDM.
Для сварки толщин свыше 2 мм пульсация тока не нужна. С такой задачей справятся все вышеперечисленные источники, также ПТК RILON TIG 200 CT, ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПРОФИ TIG 200 A.
2. Какой материал вы собираетесь сваривать?
Аппараты аргонодуговой сварки имеют возможность сварки как на постоянном токе (DC), так и на переменном токе (AC). На постоянном токе свариваются конструкционные, углеродистые, нержавеющие, жаропрочные стали, а также медь и титан. На переменном токе сваривают алюминиевые, никелевые и магниевые сплавы.
Обратите внимание, что источники ПТК МАСТЕР серии D и ПТК RILON серии GDM поддерживают функцию SPOT сварки — это сварка точками, для предварительного прихватывания изделий.
3. Понадобится ли вам жидкостное охлаждение горелки?
Жидкостное охлаждение горелки необходимо при сварке длинных швов на высоких токах, чтобы она не перегревалась, что увеличит срок ее службы. Здесь подойдут аппараты ПРОФИ TIG 315 P AC/DC и ПРОФИ TIG 315 P AC/DC (НАКС) с возможностью подключения горелки к БЖО. Также, вы можете приобрести любой сварочный аппарат и докупить к нему водоохладитель WRA-300S.
4. Понадобится ли вам педаль для сварки?
Для облегчения процесса аргонодуговой сварки, а также для лучшего контроля сварочного тока в режиме PULSE или при сварке алюминиевых сплавов, используйте педаль управления сварочным током, которая подойдет для источника ПТК RILON TIG 315 P AC/DC. Педаль управления сварочным током предназначена для подключения к источникам аргонодуговой сварки, которые могут работать совместно с ПДУ.
При подключении педали необходимо убедиться, что коннекторы 2 и 3 pin соединены с соответствующими ответными гнездами аппаратов. Нажатие на педаль активирует высокочастотный поджиг дуги и открывает электромагнитный клапан подачи защитного газа. Сила воздействия на педаль меняет значение сварочного тока в процессе работы.
Чем сильнее нажатие, тем больший ток выдает источник. С помощью педали вы сможете увеличить или уменьшить сварочный ток прямо в процессе сварки, не отвлекаясь от рабочего процесса.
5. Нужна ли вам аттестация НАКС для сварочного аппарата?
ПРОФИ TIG 200 P AC/DC (НАКС) и ПРОФИ TIG 315 P AC/DC (НАКС) — это модели аппаратов с сертификатом НАКС, которые допускаются для эксплуатации на стратегических объектах и опасных промышленных предприятиях нефтегазовой, химической промышленности.
Основные параметры сварочных аппаратов для аргонодуговой сварки
Постоянный ток DC
Если вы хотите сваривать черный металл, вам нужен хороший провар и красивый шов без обработки, с этим отлично справятся аппараты ПТК МАСТЕР TIG 200 D90, ПТК МАСТЕР TIG 200A F55, ПТК RILON TIG 200 CT и ПРОФИ TIG 200 A . Данные аппараты подойдут и для сварки простых конструкций из нержавеющей стали, в которых швы будут зачищаться или полироваться.
Для более качественного и красивого шва лучше подобрать аппарат с набором функций, способствующих облегчению и улучшению сварочного процесса, таких как ПТК МАСТЕР TIG 200 PULSE D91 и ПТК RILON TIG 200 P GDM. Импульсный режим в этих аппаратах за счет периодического понижения сварочного тока позволяет варить тонкие металлы не перегревая металл и не давая ванне остыть, как это бывает при прерывистой сварке.
Импульс позволяет создавать более длинные швы без деформации конструкции, чему очень подвержена нержавеющая сталь.
Повысить качество шва поможет настройка сварочного процесса по циклограмме. Точная настройка поможет избежать появление пор. Для этого требуется хорошая продувка газом перед началом сварки и достаточное охлаждение газом после окончания сварки.
Разберем основные сварочные параметры TIG аппаратов:
- Продувка газом перед сваркой — время, в течении которого защитный газ проходит все каналы сварочной горелки. Необходимо для предотвращения образования дефектов в начале сварки и более легкого поджига дуги.
- Стартовый ток — ток, с которого будет зажигаться дуга при начале сварки.
- Время нарастания тока — время, за которое ток от стартового вырастет до основного. Такие настройки используются при сварке тонкостенного металла, чтобы не проплавить кромки дав сразу высокий ток.
- Пиковый ток используется только в импульсном режиме для регулировки высокого порога сварочного тока.
- Базовый ток в обычном режиме регулирует высоту основного тока, а в импульсном — регулирует ток паузы.
- Время снижения тока — время снижения основного тока до тока заварки кратера.
- Ток заварки кратера — значение, до которого опустится ток перед тем, как сварка прервется.
- Продувка газом после сварки — время, в течении которого газ поступает в сварочную горелку, тем самым охлаждая металл.
Если вам требуется ток свыше 200 А, например до 315 Ампер, тогда стоит рассмотреть инверторы ПТК RILON TIG 315 P AC/DC, ПРОФИ TIG 315 P AC/DC и аппарат с аттестацией НАКС ПРОФИ TIG 315 P AC/DC (НАКС). Эти аппараты позволяют произвести настройку сварочной дуги проще и быстрее, за счет индивидуальных регуляторов для каждого параметра в циклограмме.
Переменный ток AC
Функции настройки для TIG сварки в переменном токе во всех вышеперечисленных аппаратах с индексом АС одинаково. Во всех аппаратах есть импульсный режим, настройка дуги и настройки продувки газом перед сваркой и после. Отличие аппаратов друг от друга только за счет максимального сварочного тока.
Если у вас остались вопросы по подбору аппарата для TIG сварки, то переходите в каталог фирменной продукции с инверторами для аргонодуговой сварки, изучайте технические характеристики, описание функционала и выбирайте нужный вам товар.
Читайте также: