Тигель для термитной сварки
Обновлено: 20.09.2024
Трубопроводы, в грунте и идущие на поверхности, подвергается коррозии по по электрохимическому механизму, на поверхности металла образуются анодные и катодные зоны. Между ними образуется электрический потенциал, начинает течь ток, и происходит коррозионное разрушение.

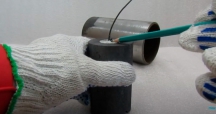
Термитная сварка выводов ЭХЗ
Один из способов защиты трубопроводов от коррозии является электрохимическая защита. Защитные покрытия наносимые на трубы не обеспечивают достаточной защиты от коррозии. Поэтому нормативно-технические документы содержать требования обеспечивать нефтяные и газовые трубопроводы средствами электрохимической защиты ЭХЗ.
Наиболее технологичным и надежным способом крепления выводов ЭХЗ – является термитная сварка. Термитная сварка выводов ЭХЗ имеет следующие преимущества перед другими способами:
- удобство, применимость в любых местах;
- мобильность, не требуется источников электроэнергии;
- высокое качество сварного соединения.
Сущность термитной сварки
Способ термитной сварки основан на получении тепла в процессе химической реакции, в результате свариваемые материалы нагреваются до температуры плавления и свариваются.
Для термитной сварки применяются порошкообразные горючие смеси металлов с окислами металлов, которые при сгорании выделяют большое количества тепла. Такими материалами в термитных смесях служат металлы с большой теплотой образования окислов, например алюминий и магний.
Для термитной приварки выводов ЭХЗ используется медный термит, в состав которого входят порошок алюминия, меди и из медная окалина.
Для запуска процесса сварки термитную смесь необходимо зажечь. Горение термитной смеси проходи довольно активно. Смесь сгорает за 5 — 10 сек с образованием большого количества тепла, температура может достигать 3000 градусов. Принцип термитной сварки выводов ЭХЗ основан на сжигании термитной смеси в специальной огнеупорной форме — тигле. По окончании процесса горения продукты реакции — жидкая медь и шлак разделятся на слои в зависимости от плотности. Жидкая смесь расплавляет мембрану в тигле и выливается на свариваемый металл, оплавляя его и образуя сварное соединение. Жидкий шлак служит в качестве защиты сварного соединения и сохраняет тепло для полного завершения процесса сварки.
В термитные смеси кроме основных компонентов, добавляют различные присадки и легирующие компоненты, для улучшению технологических свойств термита и приданию сварному соединению специальных свойств.
Оборудование и материалы для термитной сварки выводов ЭХЗ
Для термитной сварки электрохимической защиты трубопроводов используются:
- одноразовые или многоразовые тигель-формы;
- термитная смесь;
- термокарандаши;
- паяльно-сварочные стержни;
- специальные спички или устройство дистанционного зажигания.
Термитная смесь используется для сварки стальных и медных выводов ЭХЗ диаметром от 2-5 мм к стальным трубопроводам имеющим толщину стенки не менее 5 мм. Использовать термитную сварку на трубопроводах с толщиной стенки менее 5 мм запрещается, так как есть большая вероятность прожога. К хранения термитной смеси устанавливаются жесткие требования: в сухом помещении с влажностью до 80%, и температурой не более 30 градусов, вдали от нагревательных приборов.
Тигель-формы – выполняются как правило из графита и керамических материалов, имеющих высокою жаростойкостью, снабженные специальными креплениями для удержания на трубе во время сварки. Внутри тигель формы имеется мембрана отделяющая термитную смесь от свариваемой делали.

Тигель-форма для термитной сварки
Термитная смесь помещается внутрь тигель формы утрамбовывается и зажигается с помощью специальных спичек, которую вставляют в запальное отверстие крышки тигель-формы или с помощью термоподжига.
Спички термитные предназначены для зажигания термитной смеси и термитных патронов.

Спички для термитной сварки
Термоподжиг изготавливают из огнепроводного шнура замедленного горения который поджигается обычными спичками либо проводов и воспламенителя, зажигание происходит на расстоянии. Поджиг может производится на расстоянии с помощью радиопередатчика и радиоприемника-коммутатора.
Паяльно-сварочные стержни представляют собой медные термитные смеси, упакованные в цилиндрическую оболочку из ламинированной бумаги Паяльно-сварочные стержни марки ЭХЗ-1150А предназначены для приварки ЭХЗ на трубах толщиной стенки от 3,5 до 10,0 мм, ЭХЗ-1150 — на трубах толщиной стенки от 4,0 до 10,0 мм, ЭХЗ- 1152 — на трубах толщиной стенки от 10,1 до 40,0 мм, применяются для приварки всех видов электрохимической защиты на трубопроводы диаметром до 1420 мм.
Термитный карандаш
Представляет собой изделие цилиндрической формы из термосмеси медной, в которое запрессован воспламеняющий элемент и шнур замедленного горения. Термокарандаш располагают в многоразовой тигель-форме из жаропрочного графита. Конец шнура выходящий из термокарандаша выводится в отверстие крышки тигель-формы. Зажигание производится обычными спичками, что выгодно отличает термокарандаши от обычной смеси. К тому же их удобней хранить не требуется дозировать смесь, прокаливать и перемешивать.
Технология термитной сварки выводов ЭХЗ
Поверхность трубы в месте приварки выводов ЭХЗ и на расстоянии не менее 50 мм от места сварки должна зачищается до металлического блеска и обезжиривается. На кабеле вывод ЭХЗ, удаляется изоляция на расстоянии 120 мм, выводы должны быть зачищены до металлического блеска.
Сварка выводов ЭХЗ с применением медых термитных смесей в многоразовой тигель-форме выполняется в следующей порядке:
1 До начала работ по термитной сварке выводов ЭХЗ нужно осмотреть тигель-форму. Использовать не исправные тигель-формы с трещинами, сколами, не допускается.
2 Для плотного прилегания тигель-формы к трубе производиться притирка на наждачной бумаге, на трубе такого же диаметра.
3 Тигель-форма устанавливается на зачищенный участок трубы
4 Конецы провода вывода ЭХЗ, заводятся в литниковую камеру тигель-формы
5 При применении для приварки выводов ЭХЗ медной термитной смеси с многоразовой графитовой тигель-формой из двух полутиглей предварительно на дно камеры сгорания устанавливается стальная или медная мембрана толщиной 0,3±0,02 мм. С целью исключения попадания термосмеси в полость тигель-формы мембрана должна устанавливаться ровно, без перекосов.
6 До вскрытия герметичной упаковки термитной смеси массой нужно произвести перемешивание упаковки путем встряхивания. Термитная смесь высыпается в центральный канал тигель-формы мерной емкостью (стаканом), входящей в комплект, соответствующей одной весовой порции (от 54 до 56 г), в два этапа с послойным уплотнением.
7 Паяльно-сварочные стержни устанавливаются в центральный канал графитовой оправки или тигель-формы.
8 Огнепроводный шнур для поджига термосмеси выводятся наружу через запальное отверстие крышки тигель-формы или через шлакоотводящий канал графитовой оправки.
9 Поджиг огнепроводного шнура замедленного горения производится спичкой, термоспичкой, либо посредством передатчика и приемника устройства дистанционного поджига.
10 После сварки выводов ЭХЗ и остывания, тигель-форму снимают с помощью пошатывания в разные стороны.
11 Производится зачистка места сварки до металлического блеска.
12 Прочность термитной сварки проверятся многократным изгибом приваренного вывода ЭХЗ.
Качество сварки зависит практически только от подготовки поверхности трубы и не зависит от квалификации сварщика.
Типичные дефекты термитной сварки выводов ЭХЗ
Дефекты
Причины образовании дефектов
Способы устранения дефектов
I .Низкая прочность сварного соединения, вывод отрывается от трубы при сгибании или при удалении шлака.
Некачественная зачистка поверхности трубы и конца привариваемого вывода. В формирующуюся полость тигель- формы попала термитная смесь.
Тщательно зачистить место приварки и конец вывода. Сварку повторить.
Проверить плотность соединения графитовых вкладышей тигель- формы и прилегание мембраны.
2.Форма термитного контакта неправильная, недостаточное количество наплавленного металла, в тигель- форме образуется пробка из металла и шлака.
Плохо перемешана термитная смесь, расслоение состава. Термитная смесь отсырела.
Тщательно перемешать термитную смесь перед засыпкой тигель-форму. Термитную смесь просушить.
3. Наплавленный металл пористый.
В тигель-форму попала влага. Влага на трубе или на привариваемом конце вывода.
Просушить тигель- форму. Удалить влагу со свариваемых элементов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Описание процесса термитной сварки

Виды и способы сварки
Для соединения разных металлических деталей часто используются сварочные процессы. Нередко необходимость соединять громоздкие стальные конструкции возникает вне населенных пунктов, где нет возможности использовать питание от электрической сети, инвертора или применять газовое оборудование. В таких случаях термитная сварка помогает выполнить поставленные задачи.

ГОСТ и стандарты
Сварка металлов регламентируется ГОСТ 2601-84, в котором указаны основные термины и понятия. Применение этого метода в железнодорожной отрасли регламентируется ГОСТ Р 57181-2016. Термитная (или термическая) сварка – процесс, в котором источником тепла является термит (порошкообразная смесь окалины железа, магния и алюминия).
В процессе горения термита в месте проведения работ оплавляются кромки соединяемых деталей. При этом он выступает источником как жара, так и присадочного материала.
Когда используется такая сварка, термит может воспламеняться самостоятельно. Во время его горения выделяется кислород, что позволяет использовать указанный метод при сваривании в условиях вакуума или в среде, заполненной негорючими газами. Термосварка помогает получать поток тепла, температура которого достигает 2400-2700°С.
Сфера применения термитной сварки
Этот метод используется как для соединения разных деталей из стали, чугуна и хрупких сплавов, так и для выполнения наплавки при проведении ремонтных работ.
Применяется он в машиностроении, на металлургических, судостроительных и металлообрабатывающих предприятиях и т.д.

Термическая сварка незаменима в таких ситуациях, как:
- ремонт и восстановление крупногабаритного оборудования, например прокатного стана, кузнечного пресса и т.д.;
- создание крупных деталей и сложных конструкций в разных отраслях (элементов судов, коленвалов для моторов и др.);
- производство стержней для гидростанций, дамб;
- соединение рельс и арматуры крупного диаметра;
- сварка тросов, кабелей и т.д.
Виды и используемые составы
Термитная сварка делится на 2 основных вида:
- Тигельная (алюминиево-термитная). Первый подвид используется для соединения кабелей и проводов небольшого диаметра. Термит на 70% состоит из железа и на 25% – из алюминия. Когда он сгорает, оставшееся железо образует надежное соединение. Второй подвид применяют для выполнения наплавки при восстановлении рельс. Он позволяет сваривать чугун бесстыковым способом, но для работы с алюминиевыми деталями не подходит.
- Муфельная. Здесь используют термит на основе магния. При его сгорании происходит не растекание, а впитывание состава в стык. Так образуется бесшовное соединение.
Существуют разные техники применения такого вида сварки:
- Встык. Проводят зачистку стыков соединяемых деталей, после чего их оборачивают термитной пленкой. Когда металл из тигля расплавляется, он заполняет зазор и сдавливает поверхности между собой.
- Промежуточный. Применяют, когда надо соединить детали в нужном ракурсе. При этом предварительная подготовка поверхностей не требуется. Расплавленный состав заполняет расстояние между деталями и застывает.
- Комбинированный (объединяет 2 предыдущих варианта). Используют для ремонта рельс: сначала их соединяют встык, затем повторно проваривают образовавшийся шов.
- Дуплекс. После заливки металла в стык проводят его опрессовку.
.jpg)
Чаще всего используются термиты, которые состоят в основном из железа и на 25% из алюминия, но могут применяться и другие компоненты (флюсы, присадки, железная обсечка).
Существуют такие комбинации элементов:
- на 31% из магния;
- на 31% из титана;
- на 43% из кальция;
- на 21% из кремния.
Остальная часть смесей состоит из оксида железа.
Состав смеси зависит от того, где будет применяться термическая сварка. Для работы с рельсами используют специальный термит.
При соединении легированных сталей в термит добавляют присадки из ферротитана или феррованадия. Для сварки чугуна в смеси обязательно должен быть кремний. Выбор правильного состава позволяет получать качественное соединение.
Необходимое оборудование
Хотя технология проведения термитной сварки не отличается сложностью, для ее выполнения все равно надо иметь следующее оснащение:
- Тигель. Его делают из тугоплавких металлов или керамики и оснащают устройством, обеспечивающим безопасный слив расплава.
- Форму и матрицу для создания отливок. Они могут быть одно- или многоразовыми. Для ограничения области расплава и недопущения его растекания по поверхности используют специальную глиняную обмазку.
- Тиски или струбцины. Ими фиксируют и сжимают свариваемые детали.
- Термитный состав, патрон или карандаш.
- Инструменты для зачистки соединяемых поверхностей и полученных швов.

Термитные патроны
В промышленности используются специальные патроны, обладающие большой мощностью и обеспечивающие требуемую эффективность. Они применяются на открытой местности или в большом помещении. Во время горения термитного патрона работник должен находиться на безопасном расстоянии, чтобы не получить травму от действия высокой температуры.
В таких случаях обязательно используется оснастка, позволяющая надежно зафиксировать соединяемые детали в нужном положении.
Карандаш для термитной сварки
В быту применяется специальный карандаш, при горении которого образуется температура не меньше 1350°C. Если использовать его в соответствии с имеющейся инструкцией, получается прочное соединение даже крупных деталей.
.jpg)
Такие карандаши имеют разные составы, поэтому перед покупкой мастер должен знать, для каких целей будет применяться указанный метод сваривания.
Как готовить термитную сварку
Перед тем как применять данный метод сварки, необходимо выполнить следующие условия:
- просчитать нужное количество термита так, чтобы его было достаточно для расплавления стыков соединяемых деталей и всех участвующих в химической реакции компонентов;
- использовать такую сыпучую смесь, чтобы все входящие в нее компоненты имели одинаковую консистенцию, были хорошо перемешаны между собой;
- сохранять температуру импульса не менее 1350°C.
Активная часть процесса сваривания занимает до 30 секунд. За это время расплавленный металл заполняет зазор между деталями, а остатки смеси образуют шлак.
Описание технологии
При сгорании порошков, входящих в термитную смесь, происходит выделение большого количества энергии. За счет этого оплавляются кромки соединяемых деталей и происходит смешивание расплавленного металла с компонентами смеси, а затем шов кристаллизуется.

Чтобы активировать процесс термической сварки, надо поджечь подготовленную смесь. Для этого создается температурный импульс около 1350°C. Его получают при помощи взрыва пиропатрона, электрического разряда или поджигания специального шнура.
В зависимости от компонентов, входящих в состав термитов, температура их горения будет отличаться. Например, наличие алюминия и магния позволяет получать температуру до 2500°C, а хрома – до 3500°C. Это превышает температуру плавления большинства металлов, что существенно расширяет область применения указанного способа сварки. Его преимущество состоит еще и в том, что после поджога термита он продолжает горение даже под водой, поэтому случайно затушить его не получится.
Особенности сварки
Термитная сварка позволяет проводить работы без использования дополнительного оборудования как с черными, так и цветными металлами, а также со сплавами. Проведение работ занимает мало времени, трудозатраты минимальные, высокая квалификация сварщика не требуется. Шов получается прочный и эстетичный. Использовать метод можно на удаленных объектах, где нет доступа к электричеству или газовым баллонам.
Во время выполнения работ надо следить, чтобы в зону горения шихты не попала вода, иначе может произойти взрыв. Поджигать состав от дуги нельзя. Проводить работы следует при температуре выше -10°C.
Для проводов
Соединять можно как одно- так и многожильные медные или алюминиевые провода, но при этом они должны быть неизолированными. Часто для этих целей применяется соединение при помощи болтов с гайками или скруток, но преимущество термического соединения в том, что в месте стыка снижается сопротивление. Перед началом работ концы проводов очищают от грязи, обезжиривают, после чего обязательно просушивают.

Сварка выполняется с применением термического патрона, в состав которого входят кокиль и вкладыш. Алюминиевые кабели и те, что имеют стальной сердечник, соединяют патроном, у которого вкладыш из алюминия (с него надо ершиком снять оксидную пленку), а кокиль стальной.
Для рельсов
Особенность ремонта рельсов заключается в том, что в большинстве случаев работы выполняются в полевых условиях. Рельсосварочный аппарат имеет достаточно массивные размеры, но альтернативы ему нет.
Сначала подготавливают поверхности рельсовых стыков. Они должны быть ровными, зазор между ними должен составлять 2-3 см. Дальше проводят выравнивание соединяемых элементов и надежно их фиксируют. Устанавливают огнеупорную форму и переходят непосредственно к процессу сварки. Засыпают термитную смесь и поджигают ее одним из доступных способов. Во время ее горения (20-30 секунд) оплавляются края деталей, расплавляется шихта. Около половины ее состава будет приходиться на расплавленный металл, который осядет на дно тигля, а остальное – это шлак (он всплывет вверх).

Для меди
Часто требуется соединять медные провода. В этом случае термитный патрон отличается от того, что применяется при соединении алюминиевых кабелей. Необходим патрон, в котором имеются медный кокиль и медно-фосфорный вкладыш. На кокиль напрессована термитная шашка, при горении которой выделяется необходимое тепло. В остальном технология ничем не отличается от предыдущих.
В домашних условиях
Если нет возможности воспользоваться электродуговой или газовой сваркой, в быту также можно применять термитный способ. Для этого в продаже есть специальные термитные карандаши, при помощи которых можно как соединять разные детали, так и заделывать небольшие трещины.
При умелом обращении с таким карандашом даже в домашних условиях удается поучать прочное и эстетичное соединение.
Безопасность при работах
Т.к. технология отличается применением химически активных составов, надо соблюдать правила безопасности:
- хранить термит в сухом, отапливаемом и хорошо проветриваемом помещении;
- доставлять на место проведения работ такое количество смеси, которое будет использовано за 1 смену (остатки возвращают на склад);
- не проводить работы в дождь или снег;
- в зимнее время зачищать место вокруг проведения работ в радиусе не менее 50 см;
- не зажигать шихту от дуги контактного электропровода;
- надевать защитный костюм сварщика;
- отходить на 2,5-3 м во время термитной реакции;
- засыпать вытекший жидкий металл песком при разрыве тигля или формы.
Профессия термитного сварщика
Данная рабочая профессия является не только востребованной, но и хорошо оплачиваемой. В процессе обучения человек изучает термитные смеси, особенности работы с ними, а также технику безопасности во время сварочных работ.
Термитный сварщик должен знать:
- назначение и компоненты входящие в существующие термитные составы;
- способы сварки и особенности применения каждого из них;
- устройство оборудования и особенности работы с ним;
- последовательность выполнения работ в соответствии с разработанными операционно-технологическими картами;
- приемы безопасного применения термитных спичек;
- правила противопожарной безопасности, охраны труда.
Термитная сварка является современным способом соединения деталей. Если соблюдать правила и технологию ее применения, то в результате даже в полевых условиях удастся получить прочный, качественный и эстетичный шов.
Тигель-форма многоразовая МТФ





Тигель-форма многоразовая внесена в реестр сварочных материалов ПАО "Газпром".
Многоразовая тигель-форма – это форма, которая предназначается для приварки катодных выводов и КИПов к поверхности металлических трубопроводов. Качество и надежность присоединения катодных и дренажных выводов к стенке трубопровода в значительной степени определяют надежность самой электрохимической защиты магистральных нефте-газопроводов. Термитная сварка – является наиболее технологически простым и высоконадежным методом присоединения выводов средств электрохимической защиты.
Принцип действия изделия
Сущность метода термитной приварки заключена в использовании тепловой энергии термохимической окислительно-восстановительной реакции, при которой восстановленный и нагретый до высокой температуры металл оплавляется с выводом и поверхностью трубы, образуя прочное неразъемное соединение. Результатом уникальной сварной реакции стали и меди является сверхнадежный сплав, который не поддается коррозии и влиянию времени.
Метод термитной (медной) приварки используется на стальных магистральных нефте- и газопроводах, которые находятся под эксплуатационным давлением, при условии не прекращающегося транспортировки газа. Причем при многоразовом использовании медного термита трубопровод может быть составлен из труб до 1420 мм в диаметре изготовленных из сталей с временным сопротивлением разрыву свыше 55 кгс/мм. В качестве выводов ЭХЗ, которые привариваются термитной сваркой, используются прутки из низкоуглеродистых сталей диаметром от 3 до 6 мм. Приварочный комплекс включает в себя, кроме термитной приварки термоподжиг и тигель-форму.Многоразовая Тигель-форма ТФТ выполнена из специального графита, который обладает высокой жаростойкостью. Тигель-форма снабжена магнитными башмаками. Это сделано для удержания формы на трубе во время сварки, и позволяет использовать ее даже на скосах трубы.
Гарантийный срок 24 мес.
БЕЗНАЛИЧНЫЙ РАСЧЕТ
~ Вы делаете заказ на сайте, получаете счет на оплату товара по электронной почте, указанной в заказе.
~ Обращаем Ваше внимание, что счет действителен в течение 3 (трёх) банковских дней.
~ Перед оплатой внимательно проверьте реквизиты организации.
~ товар из наличия отгружается в течение 1 рабочего дня после поступления денежных средств на наш счет.
~ Постоянным клиентам предоставляем скидку (размер скидки рассчитывается индивидуально).
ДОСТАВКА
~ Доставка осуществляется транспортными компаниями: "Деловые линии", "ПЭК", "Желдорэкспедиция" и др. до терминала компании, ближайшему к городу получателя, или по адресу получателя.
~ Доставка до терминала транспортной компании бесплатная.
~ Существует также отправка груза контейнерами и мультимодальная транспортировка грузов (двумя и более видами транспорта).
~ Стоимость доставки зависит от тарифа транспортной компании, веса, габаритов груза. Срок доставки зависит от удаленности населенного пункта.
~ Для получения заказа необходимо иметь при себе печать организации или доверенность (формы М-2) с печатью организации.
~ Оригиналы отгрузочных документов отправляются вместе с грузом, копии документов вы получите по электронной почте, указанной в заказе.
РТФ-К — тигель-форма одноразовая

Наиболее технологически простым и высоко надежным способом присоединения катодных и дренажных выводов к стенке трубопровода является термитная сварка. Сущность термитной сварки заключается в использовании тепловой энергии термохимической окислительно-восстановительной реакции, в ходе которой восстановленный и нагретый до высокой температуры металл оплавляется с поверхностью трубы и с выводом, образуя неразъемное соединение.
Тигель-форма одноразового использования РТФ-К представляет собой изделие из огнеупорного материала, заполненное термитной смесью и выполненное в виде литьевой формы одноразового использования.
Тигель-форма РТФ-К предназначена для приварки, стальных либо медных катодных и дренажных выводов ЭХЗ диаметром 3-8 мм к стальным магистральным трубопроводам номинальным диаметром от DN 100 до DN 1400, классом прочности до К65 включительно, с толщиной стенки не менее 5,0 мм, рекомендованных к применению в газовой и нефтяной промышленности при строительстве, эксплуатации и ремонте.
Тигель-форма разовая РТФ-К внесена в реестр сварочных материалов ПАО "Газпром".
Приварку выводов ЭХЗ производить согласно Инструкции по применению термитной приварки выводов ЭХЗ
Для удовлетворения потребностей заказчика выпускаются несколько модификаций РТФ-К, отличающихся радиусом прилегающей к трубе поверхности литиевой камеры. При необходимости возможно изготовление тигель-форм под конкретный диаметр трубопровода.
В связи с этим условное обозначение РТФ-К будет иметь следующий вид:
| Обозначение | РТФ-К, РТФ-КЭ | РТФ-К 57 | РТФ-К 70 | РТФ-К 102 | РТФ-К 152 | РТФ-К 200 |
| Диаметр трубы, мм | 508 - 1420 | 57; 60; 63.5 | 70; 73; 76; 83; 89; 95 | 102; 108; 114; 127; 133; 140 | 152; 159; 168; 177.8; 180; 193.7 | 219 - 426 |
В зависимости от желаний заказчика РТФ-К могут производиться с разными способами поджига термосмеси и с возможностью установки катодного вывода. В связи с этим условное обозначение тигель-формы будет иметь следующий вид:
РТФ-К 102-ЭВ, где
РТФ-К 102 - обозначает диапазон применения для диаметров труб от 102 до 140 мм, в соответствии с таблицей, а поджиг термосмеси осуществляется с помощью огнепроводного шнура, если далее не стоит отметка Э;
Э – поджиг термосмеси осуществляется с помощью электропроводного шнура;
В – с предварительно установленным выводом ЭХЗ.
Техника безопасности:
- В случае воспламенения термоматериалов тушить их водой запрещается. Тушение производится песком или сухой землей;
- Запрещается хранение и применение термоматериалов вблизи источников открытого огня.
Технические характеристики тигель-формы разовой с электроподжигом РТФ-КЭ:
| Параметр | Значение |
| Класс прочности трубопровода | K65 |
| Тип | одноразовая |
| Толщина стенки трубопровода, мм | не менее 5 |
| Высота, мм | 95+-2 |
| Ширина, не более, мм | 70 |
| Глубина, не более, мм | 70 |
| Диаметр, мм | 50+-1 |
| Диаметр литниковой камеры, мм | 30+-1 |
| Высота литниковой камеры, не более, мм | 9 |
| Диаметр камеры загрузки смеси, г | 25+-0,5 |
| Условия хранения | при температуре от +15 °С до +35°С и относительной влажности воздуха до 80% |
| Масса, г | 325+-30 |
Комплект поставки РТФ-К
| № | Наименование | Количество |
| 1 | Разовая тигель-форма РТФ-К | 1 |
| 2 | Паспорт* | 1 |
| 3 | Инструкция по приварке* | 1 |
* - При отгрузке в один адрес нескольких изделий, допускается комплектовать всю партию одним паспортом и инструкцией по эксплуатации.
Дополнительная комплектация РТФ-К

Магнитный держатель РТФ, для фиксации разовых тигель-форм
Файлы для РТФ-К
Инструкция по термитной приварке
Выписка из реестра сварочных материалов ПАО "Газпром"
Сертификат соответствия
Видео для РТФ-К
play
Читайте также: