Тик сварка из инвертора своими руками
Обновлено: 04.05.2024
Хочу поведать, как из простого сварочника сделать TIG сварку или аргоннодуговую по простонародному. Заодно и похвастаться!! Предыдущие мои «опусы» сподвигли народ повторить. Может сейчас польза будет.
Думаю тоже кто ни будь так же сделает.
В принципе инвертор обычный уже позволяет варить аргоном! Но делать это крайне не удобно! Во первых надо управлять газом, открывать\закрывать, если его жалко. Второе это зажигать дугу!! Если вольфрамовым электродом «чиркать» деталь, то загорится и все завариться! Но при этом страдает, обгорает электрод и качество дуги пострадает. Поэтому кладут рядом графита кусочек, об него зажигают и переносят к месту сварки. Тушить в конце тоже не удобно, надо разорвать дугу а горелку с выходящим газом держать на разогретый участок, защищая от кислорода какое то время. Но народ так варит и вполне успешно!! Подтверждение тому куча роликов.
Мы легких путей не ищем.
Тут у меня возникли вопросы! И блин у кого маски по 40 тыс.руб. на всех форумах молчат и не делятся инфой. Ютуб с уроками открыл тайну!!
Переменный ток от катушки выпрямляется, пробивает воздушный зазор, и этим крутым фронтом наводит в кольце ЭДС через которое пропущен выход тока из инвертора.
На практике назыываеися осциллятор, и при поднесении электрода к детали, на расстоянии 3-5 мм зажигается дуга, которая перерастает в сварочную. Так варил электродами много лет и радовался, что не надо долбить им об железку.
Тут все это пригодилось, с той лишь разностью, что дуга в среде инертного газа загорается миллиметров со 100!! Просто Тесла!! Фокусы показывать.
Так же в инвертор засунул AVR процессор, который от нажатия кнопки на горелке,
Управляет:
клапаном газа, управляет осциллятором, регулирует Ток сварочника плавно нарастает и тухнет, и выводит инвертор в аварийный режим. Почему, то у моего при положении ручки Ток =0. Все равно ток есть и дуга горит. А тут я совсем срываю генерацию ШИМ. И еще управляю бипером, который пикает мне про разные режимы.
Дальше программа как на графике выполняется процессором!! Нажал кнопку, пошел газ, потом плавное нарастание тока, отпустил все завершается как на графике.
Пробные заезды выявили кучу вопросов!! Спецы молчат как не спрашивал!
Например на сколько сек. надо перед сваркой пускать газ?? У меня оказалось, когда закрыт клапан а он стоит перед горелкой , в магистрали давлении, и при открытии моментально «пшик» и дальше равномерная подача 10л\мин. Убавил время до 0.5 сек.
Дальше время дежурной дуги. Нафиг оно как оказалось не нужно, зачем оно так и не понял, в данной прошивке убрал пока!! Может кто знает просвятите? . Время нарастания тока!! Тоже убавил, до 0.5 сек. Чего сопли жевать?? Варить надо.
Время спада тока, тоже величина интересная, оставил ее побольше, что бы когда кончил варить, кратер в этом месте заварился, а не прогорел насквозь.
И время которое, дует газ без дуги – зависит от тока и разогретости детали.
Тут вообще проблема!! Дуга потухла и мозг мой убирает горелку, маска открывает изображение и видишь - раскаленные детали, вспоминаешь, что надо не убирать.
Программировал бипер, что бы пищал по разному!! Самое то кратковременные пи пи в это время! Вроде привык. Но школа с электродами сидим мощно в голове, дуга потухла – конец сварке.
Вроде приноровился, варю всякую хрень радуюсь!! Как в голову пришла мысль :» а фигали я кнопку на горелке опрашиваю , нажал –варим, отпустил кончаем варить».
При этом программно формирую все задержки.
Сейчас сделал по другому!! Задержки я теперь определяю сам по ходу дела.
Нажал кнопку- пошел газ, отпустил – зажигается дуга с плавным нарастанием, варишь не держа кнопку, что гораздо удобнее чем держать, нажимаю второй раз – спадает ток и прекращается сварка, отпускаю кнопку прекращается подача газа. Теперь дую газом пока не остынет место сварки. Все это сопровождается азбукой Морзе пищалкой, что бы не заблудиться в режимах.
Вот может спецы которые собаку доели в этом деле, что ни будь еще посоветуют.
Как с режимами управляться.
На переднею панель вынес все ручки и разъемы
Паша Стразы обещалкин! Все обещает шильдики напечатать на липучке, прилепить останется, и все ручки будут подписаны.
Сам процесс сварки в 1000 раз приятнее и проще электродов!! Тут есть время на раздолбайство! Но опять катастрофически не хватает рук!! В одной горелка в другой присадка. Всякие струбцины прижималки осваиваю. Не всегда удается если тонкая деталь прихватить, держа ее рукой без присадки, особенно угловой шов. Очень тонкие (0.35 пробовал) варить, надо иметь такой толщины присадку, при маленьком токе присадка плавиться дольше детали, не красивый большой шов получается. Также большие железки варить надо потолще присадку, быстро кончается.
Почему, то у меня трудности приварить тонкое угловым швом к толстому! Если ток большой, что бы толстая деталь плавилась, то малейший поворот дуги в сторону тонкой – сразу дыра. Если маленьким током то шов не прилепляется к толстой, она попросту все тепло рассеивает и не плавиться. Подсовывая присадку между тонкой деталью и дугой – удается фокус!! Но не стабильно и шов кривой и страшный! Короче как и во всем учиться надо. И познавать теорию!
Дальше вместо диодов в выпрямителе сварочника хочу поставить ключи мофсетовские в мост, и управлять ими процессором, что бы получить на выходе переменный ток. Варить алюмминь. Хотя и так обратной полярностью с моим осциллятором варит, но на всех роликах в Ютубе рекомендуют менять полярность по ходу «дела».
Еще засада!! Когда заказывал горелку взял поменьше. А для больших алюминек ток под 200 А. надо!! Думаю моя не сдюжит. Даже не думал об этом.
Вывод из всего этого. Приложив усилия можно из инвертора за 5т.р. сделать TIG, который стоит в пять раз дороже.
Мои затраты на все это (инвертор и маска имелись)
Баллон 2500 руб с поверкой до 20го гда.
Горелка китай 1800 р.
Клапан Китай 200 руб.
Редуктор Наш 1400 руб с ротаметром. (у Китая не понятная резьба к баллону) . Еще пришлось его перекрутить на другую сторону, манометр вверх ногами теперь.
Трубки наши -копейки стоят не помню даже сколько в ДК РТИ.
Газ- заправка 680 руб.
Токарю 200 руб. За штуцер к редуктору (был 10 мм) сделал 6мм, и трубочку на клемму горелки, что бы сконектилась с гнездом инвертора.
Присадка нержавейка 1 кг + черная 5 кг + взял себе любимому перчатки из барана тонкие для ТИГ сварки = 2500 руб. Инет магаз. В Казани самый дешевый!.
Написал все это для того, что бы у кого ни будь вызвать желание пройти этот путь.
Помогу советом, опытом.
Дам прошивку. Самое главное топологию платы!! Пришлось переделывать. Осциллятор так лупит помехи, что процессор с ума сходит! Пока не развел землю звездочкой соединив эту точку с корпусом где источник помех, не чего не помогало. Не оптопары на всех портах, не экранированные провода не спасали. Не программные ухищрения.
Сейчас все работает и варит!!
Мечта идиота или сварочный комбайн своими руками

Если интересно кому, речь пойдёт об универсальном "сварочном комплексе", устройстве, в котором
объединены все виды "ДУГОВОЙ" сварки — TIG AC-DC, MIG-MAG & MMA.
За основу взята ранее безжалостно растерзаная плата с инвертора BlueWeld 164 (он-же TELWIN 164), плата будет восстановлена, её схема перетерпит некоторые изменения и дополнения.
Помимо платы в корпус будет установлен механизм подачи проволоки, шпиндель катушки проволоки, коммутатор тока на мощных ПТ, электромагнитный клапан под газ, блок управления, ну и, ебстественно, все необходимые разъёмы.
Применение коммутатора позволит формировать и переменный ток с любыми желаемыми параметрами
"переменности" (под алюминий и его сплавы например), и просто менять полярность на выходных клеммах по-желанию, т.е. к выходным клеммам жёсткой привязки полярности не будет.
Данная затея в некоторой степени является моей работой, но так как "трудиться" я изволю только на "свободном графике" — работа скорей всего пойдёт неспешно)
Что имеем, из чего будем исходить:
Шпиндель катушки. Фирменный ширпотреб, пластик, но сделано всё логично и надёжно.


Мех.подачи проволоки. Те что поменьше стандартные, думаю, разумней делать на них, хотя они и похуже.

Собственно, сама плата. Радиаторы некоторые с неё, большие чЁрные пойдут на коммутатор.

Кишка-пистолет под TIG. Клемма и штуцер стандартные, это многое упрощает.

К сожалению, имеющийся в наличии шланг MIG-MAG не съёмный, придётся потратиться. Съёмный кабель и
гнездо под него — около 4т.р. (Уже куплено)

Электромагнитный клапан: (будет другой однако)

Корпус. Самому делать было неизчего, некогда, да и неинтересно, предпочёл нарисовать чертёжик и заплатить. Когда мне притащили "готовый продукт"…
Обычно либо плачут, либо смеются, для проявления эмоций это нормально, но вот когда одновременно.
В целом, корпус сделан хоть и неэстетично, но в высшей степени сурово и крепко, это уже проверено применением его не по назначению. Все стенки кроме дна сталь 1 мм, а вот дно из горячекатанной мвух-миллимитровки, причём сварное! Ох уж эта "старая школа" — если корпус под сварочник — то дно обязательнодолжно быть мегапрочное, типа, под тяжёлый транс. Сдесь-же получается, вес всего кроме корпуса чуть больше 3 кГ, корпуса — 5,5 !)
Особенно занятно то, что по-конструкции это равномерный со всех сторон сундук, хотя по-чертежу
было понятно что с одной стороны легкосъёмная крышка под катушку. Придётся пошаманить, нам не привыкать)
Для сравнения, сверху стоит упомянутый телвин 164.
TIG. Учимся варить аргоном.

Давно хотел научиться варить аргонно — дуговой сваркой или с английского TIG (tungsten inert gas). В отличии от других видов сварки (MMA — обычный электрод и MIG — полуавтомат), TIG сварка производится не плавящимся вольфрамовым электродом, что отдаленно напоминает работу паяльником. Так же TIG сваркой можно варить практически все типы цветных металлов, включая наиболее распространенный — алюминий в режиме переменного тока, что не возможно другими видами сварки. В отличии от обычной сварки, TIG сваркой можно варить в закрытом помещении, она более пожаробезопасна, не брызжет и не выделяет дыма (только нужна система вытяжки, что бы не дышать газом).
В общем сделал себе на новый год подарок, и собрал самый бюджетный набор начинающего TIG Сварщика.
Перед этим естественно почитал немного литературы про TIG сварку и посмотрел некоторые ролики на youtube где все достаточно подробно разжевано.
Для начала был приобретен обычный инвертор с функцией поджига дуги при TIG сварке.

Сам инвертор немецкий и вроде как даже немецкой сборки. Мне он достался новый на акции за 9 800 р.
Т.к. аппарат бюджетный, то он варит только в режиме прямого тока DC (Direct Current), т.е. нет возможности варить алюминий. Алюминий варится в режиме переменного тока AC (Alternating Current). Так что если нужно варить алюминий, аппарат должен работать в режиме DC\AC.
Так как я начинающий сварщик, и бюджет мой был ограничен, то было решено в качестве первого знакомства с TIG сваркой взять самый бюджетный вариант и научится варить нержавейку. Тем более у меня стоит первоочередная задача переварить часть выхлопа и сделать 4-е крепление подушки двигателя. Аппарат имеет максимальный ток в 160 А, чего в принципе достаточно что бы варить металл толщиной до 4 мм.
Аппарат работает от розетки 220V, по размерам очень компактный, для него есть даже пластиковый чехол как для дрели=).
Итак аппарат куплен. Далее к нему отдельно были куплены: горелка — 2 950 р, баллон с заправленным аргоном на 10л — 3 900 р, редуктор на баллон для регулировки давления газа — 2 350 р. (не посмотрел и взял с функцией подогрева, ну да ладно), перчатки — 300 р., фитинги — быстросъём для газового шланга. Шлем для сварки у меня уже был, рекомендую брать сразу хамелеон. Итого набор начинающего TIG сварщика мне вышел в районе ± 20 т.р.
Если рассматривать сразу аппараты, с возможность варить алюминий, то это еще где то + 20 т.р.
Горелка обычная с ручным вентилем (про-во Италия). В комплекте сопла 5 и 6, два электрода 1,6 мм и 2,4 мм и цанги к ним. Электроды — имеют серую цветовую маркировку — универсальные. Есть так же целая цветовая палитра электродов под разные задачи (об этом чуть позже). Горелка имеет отдельно шланг под газ и подключается напрямую к редуктору баллона (на более дорогих аппаратах горелка вместе с шлангом для газа подключается к сварочному аппарату). Шланг просто одевается на фитинг редуктора. Отдельно замутил фитинги и сделал быстросъём как на пневмо инструменте.

Редуктор желательно брать с колбой с шариком.



Перед установкой электрода в горелку, его необходимо предварительно заточить. Для этого пришлось еще купить бюджетный точильный станок, но он мне был уже давно нужен. Электроды затачиваются продольно самому электроду — это важно, т.е. полоски от заточки должны идти продольно а не поперек. Длинна заточки — 2 — 2,5 диаметра самого электрода, но я не сильно парился и точил на глаз.

Вылет электрода от сопла зависит от размера сопла, чем шире сопло, тем больше может вылет но и больше нужно расходовать газа. Основная задача — обеспечить работу сварки в среде газа.
Отдельно заказал себе на ebay и aliexpress наборы газовых линз с соплами и отдельно большую газовую линзу для обеспечения цветных швов, а так же золотые и синие наборы электродов на 1,6 мм и 2,4 мм (пока жду посылку).

Отдельно купил б\у канальный вентилятор и замутил вытяжку над рабочим столом.

И так, все готово. Можно начинать делать первые шаги в TIG сварке. Для новичком рекомендуют начинать тренироваться на обычном прямом листе стали, что бы для начала почувствовать горелку в руке, научиться держать электрод над сварочной ванной на нужном расстоянии и вести горелку под правильным углом. У меня валялось два кусочка трубы — нержавейки 1,5 мм, поэтому решил не париться и начать с них.
Выставил аппарат на 35 Ампер, режим TIG. Поджиг дуги осуществляет очень просто — касаешся кончиком электрода об металл и чуть его поднимаешь, дуга образуется мгновенно. Никаких чириканий и прочей херни делать не нужно, кайф))).


Не айс конечно :). Начинать с трубы была не самая лучшая идея, тк нужно вести дугу постоянно меняя угол, что бы обеспечить правильный угол горелки (по мне где-то 60 гр.). Так же нужно выставить правильную силу тока. Т.к. пока опыта нет, и соответственно горелку быстро двигать не получается при этом обеспечивая нужную сварочную ванну, то ток выставлял не высокий. Со временем начинаешь контролировать сварочную ванную и это прям отдельный кайф ))).
Вторая попытка.

С верху что то вырисовывается, а вот изнутри провара нет. Значит нужно добавить тока. Чуть добавил и провар появился.

Если вы начинаете варить и у вас пошли искры как на MMA сварке значит забыли включить газ)))
Вот так это выглядит, буквально за 2 секунды.

А вот так электрод. Еще пару секунд и сопло бы поплавилось.

Мокнуть электроду в сварочную ванну для начинающих дело пустяковое, у меня за пару часов тренировки пару разков получилось. После этого 100% нужно перетачивать электрод, да и по виду все понятно.
Где то читал, что если правильно варить то на кончике электрода образуется маленький круглый шарик. У меня один раз так было. Если не затачивать электрод, то все сразу видно по дуге. Дуга становится не тонкая, а широкая и не сконцентрированная на одном участке, дуга постоянно гуляет по разным точкам металла.
Далее решил потренироваться на обычной пластине металла. После трубы конечно все намного проще. У меня была пару кусочков от крепления, в итоге получились интересные цветные швы. Видимо такой металл.

Слишком мало тока, нет провара.

Поднял ток до 50А,
С третьей попытки получилось даже красиво).


Далее решил вернуться к трубе. Отрезал как попало с большим зазором два кучка трубы нержавейки. В итоге получил такую картинку.

Для начала подумал много тока. Но примерно тоже самое получилось убавив ток с 50 до 35 Ампер. Значит дело не в токе. Просто имея зазор, металл начинал плавиться по зазору. Для этого нужно использовать присадочный пруток. У меня завалялся пруток нержа на 1,6 мм. Остался от ребят которые варили мне выхлоп.
Первые разы сварки с прутком конечно не удобные, пруток в левой руке кажется инородным и не привычно держать. Потом постепенно рука немного начала привыкать и удалось заварить дырку, но шовчик получился жирненьким)))

Жаль конечно что максимально можно 20 фото выложить(, так бы чуть по более накидал.
В завершении скажу, что затея со сваркой мне понравилась и в принципе процесс интересный. Нужно конечно набивать руку и пробовать разные варианты соединений металла. Возможно в будущем поснимаю сам процесс.
В общем продолжение следует однозначно).
Контактная сварка своими руками из инвертора — инструкция

Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Схема аппарата для контактной точечной сварки

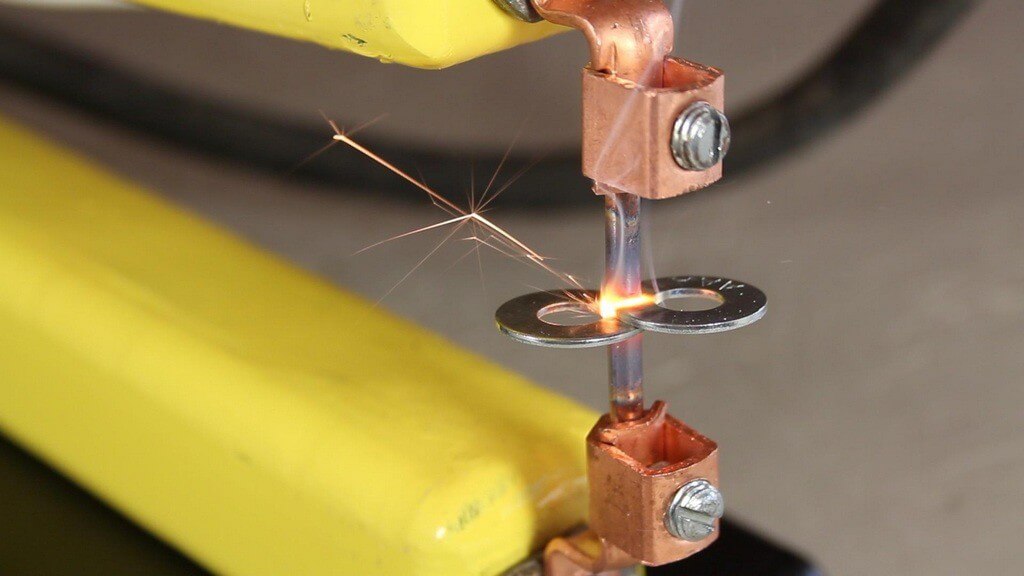
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.



Также сажаем на клей заглушку.


Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.


То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.

Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.

Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.






Но если вам нужно помощнее, то тогда можно доработать схему так.

Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.

Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.

В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах.
Как использовать аппарат
К категории дополнительного оборудования можно, не думая, отнести рычаг и переключатели. Это обусловлено тем, что только хорошая сила сжатия сделает аппарат для точечной сварки, созданный своими руками, эффективным.
Это особенно актуально, если речь идет о сваривании толстых металлических изделий. На производстве сила сжатия рычага может варьироваться от 50 до 1000 килограмм. Однако для сваривания в домашних условиях достаточно будет и 30. Для этого вам потребуется достаточно длинный рычаг (без него управлять аппаратом точечной сварки своими руками будет неудобно).

Точечная сварка своими руками
С установкой выключателя все еще проще — необходимо монтировать его на первичную обмотку (так как на вторичной будет слишком сильный ток, мешать работе которого будет сопротивление аппарата). Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Теперь можно считать, что вы изготовили аппарат для точечной сварки своими руками, и он полностью готов к эксплуатации.
Его также потребуется испытать для выявления возможных дефектов конструкции. Такой аппарат подойдет для сваривания металла толщиной в 2—3 миллиметра (если мощность трансформатора — 1 киловатт) и пяти миллиметровых изделий в том случае, если было подсоединено два и больше трансформаторов.
Проводим испытание сварочного аппарата
Сморите видео сборки и испытаний
Как обезопасить себя
При работе с аппаратом точечной сварки очень важно придерживаться правил техники безопасности. Неправильное или небрежное использование этого прибора чревато ударами током, ожогами различной степени тяжести, а также всевозможными травмами.
Первое, о чем нужно думать при создании аппарата искусственной сварки своими руками, это заземление. Наибольшую опасность представляет непосредственно сам трансформатор — его первичная обмотка. При работе с вторичной также нужно быть предельно осторожным. Все эти меры применимы и к работе с инвертором.
Нужно следить, чтобы работающий за аппаратом человек имел быстрый доступ к отключающим механизмам. Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Помимо прочего, желательно запастись специальной рабочей одеждой и хорошо проветрить помещение перед использованием аппарата для точечной сварки, сделанного своими руками.
Подводим итог
Мы рассмотрели возможность сборки аппарата для контактной сварки своими руками с использованием инвертора в качестве источника тока. Этим достигается значительная экономия средств, при небольших затратах времени и материалов. Возможностей такого контактного сварочного аппарата вполне достаточно для личных нужд и ремонта кузова машины, а также надёжного соединения листового металла. Успешной вам работы.
Кол-во блоков: 12 | Общее кол-во символов: 16662
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: