Типы катушек сварочной проволоки
Обновлено: 17.05.2024
В современном мире нет ни одного промышленного предприятия, которое бы в своей производственной деятельности не использовало электродуговую сварку. Благодаря этому фактору отечественный рынок полуавтоматических аппаратов постоянно растёт и активно развивается.
Сегодня он представлен широким рядом технических средств, специфических приспособлений и расходных материалов, самым востребованным из которых является сварочная проволока для полуавтоматов. Этот важный компонент по своим характеристикам должен максимально соответствовать свойствам металла, из которого изготовлены соединяемые детали. Поэтому было разработано большое количество присадочных изделий, наиболее подходящих под определённый вид работ.
Разновидности проволоки
Сварочная проволока — это незаменимый элемент для успешного проведения рабочих операций в различных отраслях промышленности и коммунального хозяйства. С её помощью осуществляется соединение нескольких металлических сегментов в цельную конструкцию.
К особенностям этого присадочного материала относятся простота использования и отменное качество выполняемых работ. Грамотный выбор проволоки способствует не только повышению надёжности сварного шва, но и значительному увеличению производительности.
Проволока для полуавтомата, как правило, поставляется в бухтах, мотках и катушках. Масса первого вида упаковки иногда достигает 1,3 тонны. Вес второго типа тары может варьироваться от 15 до 120 килограмм. Показатели массы третьей формы упаковки находятся в диапазоне от 5 до 18 килограмм.
Зачастую проволока помещается в коробки или полиэтиленовые пакеты. В том случае, если продукция не имеет упаковки, то перед применением проволока подвергается высушиванию при температуре 200°C.
Порошковая

Данная проволока представляет собой полый объект, изготовленный из металла, свободное пространство которого заполнено порошком и флюсом. Эти материалы позволяют защитить шов от воздействия кислорода и вредных веществ, образующихся в процессе сварки.
Немаловажным фактором здесь также выступает и обеспечение безопасности органов дыхания специалиста, выполняющего технологические работы.
Использование в сварочной проволоке специальных добавок облегчает поджиг дуги и способствует уменьшению разбрызгивания металла, что самым благоприятным образом сказывается на формировании качественного шва. Горение дуги осуществляется во флюсовой среде, которая позволяет защитить зону свариваемого участка от негативного воздействия окружающей среды.
Для работ с использованием порошковой проволоки не требуется тяжёлых газовых баллонов, с которыми связаны многие хлопоты: хранение, заправка и возможная утечка.
Омедненная

Омедненная проволока — это изделие, предназначенное для работы с углеродистыми и низко углеродистыми сталями. Она покрыта специальным медным составом и используется для сваривания объектов в среде защитных газов.
Данная проволока позволяет выполнять прочное и качественное соединение изделий, которое отличается аккуратным и ровным швом.
Эта продукция эффективно применяется в таких сферах, как:
- Строительное производство;
- Автомобильная промышленность;
- Самолёто- и судостроение.
Она обладает высокими показателями наплавки и незаменима при выполнении следующих процедур:
- Формирования валика на сварочном шве;
- Наполнения промежутка посередине краёв соединяемой конструкции.
Проволока характеризуется стабильным химическим составом, хорошими прочностными показателями и низкой себестоимостью.
Легированная

Такой тип проволоки применяется в качестве присадочного компонента для проведения ручной и полуавтоматической сварки. Изделия бывают следующих типов:
- Высоколегированные — в своём составе содержат большое количество присадок;
- Низколегированные — имеют малый объём добавок;
- Углеродистые — включают в себя более 0,2% углеродистых элементов.
Благодаря тому, что одной из функций проволоки является восстановление легирующих соединений в металле, она отличается высоким уровнем пластичности и выносливости к деформациям, а также обладает отменной стойкостью к образованию коррозии.
Проволока используется в основном для соединения массивных деталей и труб, обладающих большим диаметром. Она позволяет создавать качественные герметичные швы и способна работать в нескольких положениях.
Сварочная проволока с флюсом

Проволока с флюсом обладает высокой степенью плавления, позволяя успешно проводить сварочные операции с тугоплавкими материалами. Соединение деталей осуществляется без разбрызгивания частиц металла, а корка, образовавшаяся в процессе сварки способна надёжно защитить дугу и материал от воздействия внешней среды. Благодаря этим факторам создаётся ровный и плотный шов, отличающийся однородностью и высокой прочностью. А шлаковые корки, сформировавшиеся на нём, очень легко удаляются.
Высокий уровень производительности при наплавке и отсутствие металлических брызг — это те важные факторы, благодаря которым так популярен данный материал. Этот вид проволоки безвреден для здоровья человека, его можно приобрести в большинстве строительных магазинов, и он имеет довольно низкую цену.
Сварочная проволока для нержавейки

Этот вид сварочного материала предназначен для соединения деталей, изготовленных из нержавеющей стали. Он позволяет защитить зону шва от образования коррозии и помогают ему в этом такие компоненты, как углерод, марганец, фосфор, азот и хром.
Изготавливается проволока по технологии вытяжки стали. В зависимости от характера обработки она может быть:
- Твёрдой;
- Мягкой;
- Термической.
Рекомендуется использовать проволоку по структурным характеристикам, идентичную соединяемым деталям, так как в этом случае прочность шва будет наивысшей. Стоимость изделия сегодня весьма существенна и в среднем составляет около 15 долларов за килограмм.
При проведении работ необходимо максимально точно настроить в полуавтомате такие параметры, как напряжение и импульсную подачу материала, что позволит значительно сэкономить ресурсы. Нержавеющая сварочная проволока широко применяется в автомобилестроении, пищевой промышленности и при изготовлении медицинских приборов.
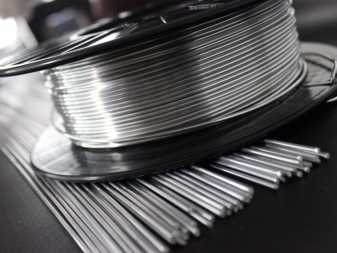
Алюминиевая сварочная проволока
Этот тип проволоки предназначен для сварки алюминия и его сплавов. Изделие обладает неплохой прочностью, отличной коррозионной стойкостью и хорошей степенью пластичности. Она изготавливается из алюминия в сочетании с такими компонентами, как марганец, кремний и магний.
Сварочные мероприятия с применением проволоки проводятся в среде защитных газов (аргона, гелия) аргонно-дуговым аппаратом. Важным фактором при проведении работ является своевременное использование алюминиевого материала, так как после вскрытия упаковки проволока подвержена быстрому окислению. А это ухудшает качество материала и негативным образом сказывается на качестве сварочных операций.
Особенно внимательно следует подходить к выполнению работ на участках с повышенной влажностью. Используется алюминиевая проволока в пищевой отрасли, лёгкой промышленности, судостроении и нефтедобывающей сфере.
Маркировка
Основные требования, регламентирующие все вопросы производства проволоки для сварочных работ, представлены ГОСТом 2246-70. Сегодня изготавливается порядка 80 разновидностей этого вида изделий. И для того, чтобы понять, что собой представляет тот или иной тип продукции, ему присваивается определённая маркировка, помогающая разобраться в составе товара и его характеристиках. В качестве наглядного примера может послужить популярная сварочная проволока св08г2с.

Её расшифровка представлена следующими значениями:
- Сочетание литер «св» указывает на то, что данное изделие относится к сварочной проволоке;
- Комбинация цифр «08» говорит о количестве углерода (в сотых долях), содержащегося в изделии;
- Литера «г» подчёркивает наличие марганца в составе проволоки;
- Цифра «2» — это объём марганца в элементе;
- Литера «с» говорит о наличии в проволоке кремния, но если после буквенного обозначения нет никакой цифры, то это значит, что в изделии его содержится менее 1%, но более 0,5%.
По маркировке, изложенной выше, можно сказать, что представленное изделие является легированной низкоуглеродистой проволокой, в составе которой присутствуют такие присадки, как кремний и марганец.
Диаметр проволоки
Проволока для полуавтоматических устройств бывает следующих диаметров:
Такие размерные показатели позволяют полностью удовлетворить потребности профессиональных сварщиков. Для узкоспециализированных целей прекрасно подойдут изделия с диаметром от 3,0 до 6,0 миллиметра.
Необходимый размер проволоки подбирается в соответствии с характеристиками сварочного тока и толщиной соединяемых элементов.
В качестве критериев подбора также выступают:
- Химический состав материала;
- Величина площади наплавки;
- Количество проходов для формирования шва.
Следует отметить, что при выборе проволоки важно обращать внимание на такие показатели металла, как ударная вязкость и сопротивление разрыву.
Популярные марки
Наиболее востребованными марками сварочной проволоки, представленными на отечественном рынке, являются:

- Св-08ГСМТ. Этот тип изделия относится к медным материалам и применяется он в сварных операциях с использованием автоматов и полуавтоматов. Проволока хорошо работает с углеродистыми металлами и сплавами, которые содержат низкий процент легирующих компонентов. Она отличается высоким уровнем сопротивления к растягивающим нагрузкам. Данный параметр находится в диапазоне 1000-1300 МПа. Эта марка проволоки широко используется для соединения тонкостенных деталей, работающих под большим давлением. Сварка осуществляется в среде защитных газов (аргона и углекислоты);
- Св-06Х19Н9Т. Данная марка проволоки предназначена для работ с нержавеющей сталью в среде защитных газов. Благодаря содержанию таких элементов, как хром, марганец и никель, она обладает хорошей стойкостью к коррозии. Используется при производстве изделий пищевой промышленности;
- ПП2ДС. Это представитель порошковой проволоки. Данная марка позволяет осуществлять операции при сильном ветре, чего не может себе позволить сварка в среде защитных газов. Проволока предназначена для соединения деталей из стали (углеродистой и низколегированной), чугуна и цветных металлов. Используется в судостроении и нефтяной промышленности;
- OK Autrod 19.40. Эта проволока от зарубежного производителя ESAB. Она используется для работ с прокатом из алюминиевых бронз и для наплавки антикоррозионных слоёв на металлические детали. Её предел текучести составляет 175 Мпа, а прочность достигает 400 МПа. Сварочные операции производятся в чистом аргоне. Данное изделие применяется в химической промышленности и автомобилестроении.
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.
Катушки и кассеты К300, К415, D300, D200 и др. MIG/MAG сварка
Для осуществления процесса MIG/MAG сварки (Metal Inert Gas/Metal Active Gas) — метод дуговой сварки сплошной проволокой в защитной среде инертного/активного газа используются автоматические или полуавтоматические сварочные аппараты. Сварочная проволока подается в процессе сварки непрерывно из кассеты (катушки). Поступательное движение проволоки обеспечивается правильностью работы аппарата и качеством намотки проволоки.
ООО «МСС» производит намотку сварочной проволоки на кассеты (катушки) типа К300, К415, D300, D200 со следующими техническими параметрами:
Геометрические размеры катушек соответствуют рис.1, рис.2 и таблице, а также удовлетворют требованиям ГОСТ 25445-82 и Европейскому стандарту EN 759.1997.
Рис.1 Геометрические размеры катушек типа D200, D300.
Рис.2 Геометрические размеры кассет типа К300, К415.
| Тип кассеты | D, мм | d, мм | b, мм | |||
| Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | Номинальный | Предельное отклонение | |
| D200 | 200 | ±3 | 50,5 | 2,5 | 55 | -3 |
| D300 | 300 | ±5 | 50,5 | 2,5 | 103 | -3 |
| К300 | 300 | ±5 | 180 | ±2 | 100 | ±3 |
| К415 | 415 | ±5 | 300 | ±2 | 105 | ±3 |
Вес нетто проволоки, намотанной на катушки, должен составляет:Конструктивные особенности вышеуказанных катушек могут быть различными при сохранении геометрических размеров.
– пластмассовая катушка D 200 – от 4 до 6 кг;
– пластмассовая катушка D 300 – от 12 до 22 кг;
– металлическая каркасная кассета К300 – от 12 до 20 кг;
– металлическая каркасная кассета К415 – от 20 до 30 кг.
Допускается поставка проволоки на катушках массой, уменьшенной до 50% от указанной выше, в объеме не более 10% общей массы проволоки в партии.
В процессе намотки осуществляется Производственная Технологическая Операция выпрямления проволоки ПТО Волна выпрямляется при помощи гибочных роликов, расположенных в разных плоскостях, что обеспечивает полное выравнивание проволоки перед ее намоткой.
Проволока на катушке имеет плотную рядную намотку. Концы проволоки легко находимы на катушке и надежно закреплены на ней, исключая возможность ее распушивания и разматывания. Допускается поставка проволоки на кассетах (катушках) с нерядной намоткой без перехлестов и петель, обеспечивающей нормальное сматывание в объеме не более 10% общей массы проволоки в партии.
Все о сварочной проволоке для полуавтоматов
Проволока является незаменимым элементом в сварочных работах. Благодаря ей сварщик легко соединяет несколько металлических конструкций в одно целое. Важное отличие представляемой сварочной присадки заключается в качественном исполнении соединительных швов. Частично это обуславливается механизацией подачи электродов, роль которых исполняет проволока. Ну и, самое главное, необходим достаточный профессионализм мастера.
Описание
Проволока для сварки – важный расходник, используемый в разных режимах сварочных работ. В профессиональной сфере сварщики называют сварочную проволоку присадкой. Она выполнена из металла, закрученного на катушку. Зачастую проволока применяется в изготовлении электродов, которые гарантируют прочный соединительный шов между металлическими изделиями. При работе полуавтомата с использованием присадок важно использовать атмосферу из газа.


Обзор видов
На сегодняшний день существует множество видов проволоки, каждая из которых подходит для работ с определенным металлом. Благодаря такой присадке значительно улучшается качество и прочность шва. В месте соединения не возникают поры и различные неровности.
Далее предлагается познакомиться с основными преимуществами сварочных присадок:
- высокая скорость выполнения работ;
- удобство эксплуатации в промышленной области;
- низкий уровень возникновения брака;
- множество расходников, позволяющих выбрать подходящую присадку для каждой конкретной работы;
- низкий уровень вероятности возникновения шлаковых образований при сварочных работах.


К сожалению, сварочная проволока имеет несколько существенных недостатков, знать которые должен каждый специалист:
- необходимо соблюдать постоянную защиту;
- для хранения больших катушек необходимо найти приемлемое место в доме;
- существует сложность выбора присадки подходящего диаметра;
- необходимо использовать флюс.


Разобравшись с достоинствами и недостатками расходников для сварки, необходимо разобраться с существующими разновидностями проволоки.
- Активированные. Речь идет о порошковой присадке, используемой при работах в углекислой атмосфере.
- Газосварочные. Идеальный вариант для соединения углеродистых и низкоуглеродистых металлов.
- Алюминиевые. Даная присадка позволяет соединить алюминиевые детали. При этом шов имеет низкий показатель пористости.
- Из нержавеющей стали. Представляемая разновидность сварочной присадки позволяет соединить конструкции из нержавейки, при этом шов получается настолько качественным, что даже коррозия его не берет.
- Флюсовые. Присадка, позволяющая соединить конструкции из среднеуглеродистого, низкоуглеродистого и углеродистого металла. Отличительная черта флюсовой присадки заключается в возможности проводить сварочные работы без защитного газа.
- Легированные. Лучший расходный материал, используемый сварщиками для работы с любыми разновидностями металлов и газовых смесей.
Также сварщики применяют медные наплавочные элементы, сплошные, а именно омедненные и неомедненные присадки. Огромным спросом пользуется самозащитная порошковая присадка. Кстати говоря, она отличается хрупкостью, поэтому мастер должен проявлять повышенную осторожность при сварке без углекислоты.
Сплошные
Представляемые присадки применяются в работе с углеродистым и низкоуглеродистым металлом. Как говорилось ранее, сплошные наплавочные элементы делятся на омедненные и неомедненные разновидности. Омедненная проволока, используемая в работе полуавтоматической сварки, увеличивает антикоррозийные свойства швов соединения. Однако в процессе плавления происходит выделение вредных паров, способные нанести вред здоровью человека.


В целях безопасности рекомендуется использовать проволоку без омеднения.
В свою очередь, неомедненные присадки делятся на несколько видов.
- Сплошные по сечению. Эти присадки используются для соединения углеродистых стальных конструкций.
- Легированные. Сварочная проволока, разработанная для соединения прочных термостойких металлов.
Порошковые
По внешнему виду конструкция порошкового вида расходника представляет собой трубку с шихтовым наполнителем. Шихта – это сочетание газообразующих добавок и шлака, возникающих при воздействии высокой температуры. Эта смесь является препятствием для появления окислений. Благодаря представленной технологии сварщик соединяет металлические детали любых конструкций без использования аргона.
Порошковые присадки разделяются на несколько подвидов, предназначенных для обработки определенного типа металла.
Как стало понятно, видов сварочных присадок очень много. Каждый сварщик должен знать, какая присадка подходит к тому или иному металлу. Но не стоит забывать, что сварочные расходники имеют маркировку. На сегодняшний день существует примерно 76 марок проволоки, соответствующих ГОСТу. И речь идет не только о низкоуглеродистой присадке. Государственный стандарт затрагивает легированную и высоколегированную сталь.
В целом сварочный расходный материал делится по типу назначения. Одни созданы только для сварки, а именно – соединения разных конструкций посредством сварочного шва. Другие позволяют создать электроды. Кстати говоря, за этим типом присадки закреплена буква «Э». Низкоуглеродистые и легированные присадки делятся по принципу обработки на неомеднённую и омеднённую «О».
Несмотря на широкое разнообразие марок, для полуавтомата используется несколько видов проволоки. Остальные варианты представляют собой специальные модели, для изготовления которых предъявляют особые требования. На сегодняшний день работа полуавтоматическими агрегатами проводится не только в области защитного газа, но и при помощи присадки, укрытой слоем флюса.
Применяемая в работе проволока диаметром до 1 мм или больше полностью зависит от особенностей соединяемых конструкций. А именно – от толщины и состава деталей требующих соединения.
Из этого следует, что присадки для полуавтоматов разделяются на несколько категорий, а именно – низкоуглеродистые, легированные и высоколегированные.
Зная маркировку присадки, становится понятен ее состав. Для примера предлагается рассмотреть маркировку Св-08Г2С. Первичные «Св» говорят, что эта сварочный расходник. Цифра «08» показывает процентную массу углерода в сотых долях. Получается 0,08%. Буква «Г», следующая за цифрами, говорит, что в составе присадки имеется марганец, а следующая за ним цифра «2» указывает его процентное содержание. Последняя буква «С» дает понять, что состав присадки обогащен кремнием. Если в конце отсутствует какое-либо цифровое значение, значит, что количество кремния в составе равно 1%.
В некоторых моментах мастер должен пользоваться знаниями дополнительной маркировки.
- Буквенное значение «А». Ее наличие в конце маркировки говорит о том, что эта проволока имеет в составе небольшое количество вредных для здоровья веществ. В данном случае речь идет о сере или фосфоре.
- Буквенное значение «АА». Это показатель низкого содержания вредных веществ в составе присадки. Сама же проволока выполнена из металла высокой степени очистки.
- Буквенные значения «Х» и «Н». Сразу становится понятно, что речь идет о хроме и никеле. В основном их применяют в качестве легирующих добавок для проволоки из нержавейки.
Популярные производители
На сегодняшний день в списке создателей качественных проволок для сварки присутствует немного компаний. И все они являются отечественными производителями, гарантирующими высокое качество расходного материала. Конечно, в погоне за низкой ценой многие приобретают присадки китайского производства, которые в итоге оказываются подделкой. Чтобы не покупать кота в мешке, лучше познакомиться с российскими фирмами, готовыми предложить широкий ассортиментный ряд проволок, подходящих для любого типа работ.
- «СварМонтажСтрой». Наиболее известная фирма, специализация которой заключена на производстве присадочного материала для сварки. Компания изготавливает проволоки разных видов, типов и маркировок, соответствующих ГОСТу. Все заводы оборудованы по последнему слову техники. Сложные станки и знания технологов создают присадки, отвечающие высоким стандартам качества.
- ООО «Петромет». Производственное предприятие, занимающееся выпуском сварочных присадок только некоторых марок.
- ОАО «Волгоградский сталепроволочноканатный завод». Проволока, производимая данным предприятием, составляется с учетом всех государственных требований. Ее можно использовать при выполнении любых сварочных работ с полуавтоматическим агрегатом.
- ОАО «Западно-Сибирский металлургический комбинат». Это предприятие отличается широким ассортиментным рядом сварочных присадок. Говоря точнее, компания производит все известные марки проволоки, благодаря чему каждый сварщик сможет приобрести необходимый расходный материал.
Как выбрать?
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
- Материал присадки должен быть идентичен составу изделия, подлежащего сварке. Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины. Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор. Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
- Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.


Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.


Нюансы использования
Современные модели сварочных полуавтоматов делятся на несколько категорий:
- агрегаты для сварки металла при помощи порошковой присадки;
- агрегаты для сварки швов под флюсовым покрытием;
- агрегаты для сварки металла с газовой защитой;
- агрегаты универсальные.
Устройство, требующее применения инертного газа, оснащено клапаном, контролирующим поток вещества в зону работы аппарата. Закрытие этого клапана происходит автоматически, когда заканчивается подача электрода. Чтобы сварочный шов под флюсовым слоем оказался прочным, необходимо использовать проволоку широкого диаметра. Более точные цифровые показатели указываются в таблицах, представленных в специализированной литературе. Флюс подается через воронку, крепящуюся рядом с горелкой.
Сегодня полуавтоматические сварки разделяются на бытовые, полупрофессиональные и профессиональные аппараты. Кроме того, классификация сварочных агрегатов происходит от силы тока. В широком ассортиментном ряде имеются переносные и стационарные конструкции.
Отдельное внимание следует уделить схемам механизмов подачи, они бывают подающими, толкающими и универсальными. В толкающих механизмах происходит протяжка электрода от роликов подачи вдоль шланга. За скорость подачи отвечает специальный регулятор, конструкция которого состоит из коробки передач и нескольких связанных между собой шестеренок. Настроить электроды помогают моторы постоянного тока, система которых позволяет плавно регулировать обороты.
Многие полуавтоматические сварки оснащены программой самостоятельной регулировки дуг. Это очень удобно и практично, ведь сварщику не приходится постоянно проверять скорость подачи электрода, и уж тем более нет необходимости проверять расход сварочной проволоки. Встроенное программное обеспечение все сделает без человеческих рук.
Представленные нюансы эксплуатации позволяют произвести наладку бесперебойной активности аппарата, соединяющего металлические конструкции.
О том, как выбрать проволоку на сварочный полуавтомат, смотрите в следующем видео.
Классификация и выбор сварочной проволоки
Сварочные работы могут быть как автоматическими, так и полуавтоматическими и осуществляться с разнообразными материалами. Для того чтобы результат проводимого процесса был успешным, есть смысл использовать специальную сварочную проволоку.


Что это такое и для чего нужна?
Сварочная проволока представляет собой металлическую нить, чаще всего намотанную на катушку. Определение данного элемента говорит о том, что он главным образом способствует созданию более прочных швов, лишенных пор и неровностей. Использование нити обеспечивает производство с минимальным количеством брака, а также с низким уровнем формирования шлака.
Устройство фиксируется в подающем механизме, после чего проволока поставляется в зону сварки либо в автоматическом, либо в полуавтоматическом режиме. В принципе, подавать ее можно и вручную путем простого раскатывания катушки.
К присадочному материалу предъявляются требования, касающиеся не только качества, но и соответствия обрабатываемым деталям.
Классификация сварочной проволоки осуществляется в зависимости от характеристик, свойств и выполняемых задач.
По назначению
Помимо проволоки общего назначения, существуют также разновидности для сварки в особых условиях. Как вариант, металлическая нить может предназначаться для процедуры с принудительным формированием сварочного шва, для работы под водой или с применением ванной технологии. В этих случаях проволока должна обладать либо специальным покрытием, либо особым химическим составом.
По структуре
По структуре проволоки принято выделять сплошную, порошковую и активированную разновидности. Сплошная проволока выглядит как калиброванный сердечник, зафиксированный на катушках или кассетах. Возможна также укладка рядами в бухты. Иногда альтернативой такой проволоке становятся прутки и ленты. Данная разновидность используется для автоматической и полуавтоматической сварок.
Порошковая сварочная проволока выглядит как полая трубка, заполненная флюсом. Ее, наоборот, не стоит применять на полуавтоматах, так как протяжка нити оказывается затрудненной. Более того, воздействие роликов не должно трансформировать круглую трубку в овальную. Активированная пленка так же представляет собой калиброванный сердечник, но с добавлением компонентов, применяемых для порошковых проволок. К примеру, это может оказаться тонкая прослойка.


По типу поверхности
Сварочная пленка может быть омедненной и неомедненной. Нити, покрытые медью, улучшают стабильность сварочной дуги. Происходит это потому, что свойства меди способствуют более качественной подводке тока к зоне сварки. Помимо этого, уменьшается сопротивление подачи. Неомедненная проволока стоит дешевле, что и является ее главным преимуществом.
Однако непокрытая нить может обладать полированной поверхностью, что делает ее своеобразным промежуточным звеном между двумя основными разновидностями.


По составу
Важно, чтобы химический состав проволоки соответствовал составу обрабатываемых материалов. Поэтому в данной классификации встречается большое количество видов присадочной нити: стальная, бронзовая, титановая или даже легированная, состоящая из нескольких элементов.
По количеству легирующих элементов
Опять же, в зависимости от количества легирующих элементов, сварочная проволока может быть:
- низколегированной – менее 2,5%;
- среднелегированной – от 2,5% до 10%;
- высоколегированной – более 10%.
Чем больше в составе имеется легированных элементов, тем лучше оказываются характеристики проволоки. Улучшаются жаростойкость, коррозионная стойкость и иные показатели.


По диаметру
Диаметр проволоки выбирается в зависимости от толщины элементов, которые предстоит сваривать. Чем меньше толщина, тем меньше, соответственно, должен быть и диаметр. В зависимости от диаметра определяется также и параметр величины сварочного тока. Таким образом, при данном показателе менее 200 ампер необходимо подготовить сварочную проволоку диаметром 0,6, 0,8 или 1 миллиметр. Для тока, не выходящего за границы 200-350 ампер, подойдет проволока диаметром 1 или 1,2 миллиметра. Для тока от 400 до 500 ампер потребуются диаметры, равные 1,2 и 1,6 миллиметра.
Существует также правило, что диаметр от 0,3 до 1,6 миллиметра подходит для частично автоматического процесса, проводимого в защитной среде. Диаметр, начиная с 1,6 и до 12 миллиметров, подойдет для создания сварочного электрода. Если диаметр проволоки равняется 2, 3, 4, 5 или 6 мм, то присадочный материал может использоваться для работы с флюсом.


Маркировка сварочной проволоки определяется в зависимости от марки материала, который требует сварки, а также от условий работы. Обозначается она в соответствии с ГОСТом и ТУ. Для того чтобы понять, как проводится расшифровка, можно рассмотреть пример марки проволоки Св-06Х19Н9Т, которая часто применяется при электросварке, а потому является весьма популярной. Буквенное сочетание «Св» говорит о том, что металлическая нить предназначается только для сварки.
За буквами следует цифра, обозначающая содержание углерода. Цифры «06» означают, что содержание углерода составляет 0,06% от общей массы присадочного материала. Далее можно увидеть, какие материалы входят в состав проволоки и в каком количестве. В данном случае это «Х19» – 19% хрома, «Н9» – 9% никеля и «Т» – титан. Так как цифра рядом с обозначением титана отсутствует, это значит, что его количество составляет менее 1%.
В России выпускается более 70 марок присадочной проволоки. Продукция торговой марки «Барс» выпускается фирмой Barsweld, функционирующей с 2008 года. В ассортименте присутствует нержавеющая, медная, порошковая, омедненная и алюминиевая проволоки. Изготовление присадочного материала происходит с использованием инновационных технологий. Еще одним российским изготовителем металлических нитей является ООО «ИнтерПро». Производство осуществляется на итальянском оборудовании с применением специальных импортных смазок.
Сварочная проволока может быть также изготовлена на российских предприятиях:
- ООО «СварСтройМонтаж»;
- Судиславский завод сварочных материалов.


Предприятия Китая широко представлены на рынке присадочного материала. Их основным преимуществом является сочетание средних цен и хорошего качества. К примеру, речь идет о китайской компании Farina, производящей проволоку для работы с углеродистой и низколегированной сталью. К другим китайским производителям относятся предприятия:


Осуществляя выбор присадочного материала, необходимо учитывать два основных правила. Как уже было сказано, важно, чтобы состав проволоки максимально был схож с составом свариваемых деталей. К примеру, для черных металлов и медных сплавов будут использоваться разные вариации. Рекомендуется следить, чтобы в составе по возможности отсутствовали сера и фосфор, а также ржавчина, краска и какие-либо загрязнения.
Второе правило связано с температурой плавления: у присадочного материала она должна быть немного ниже, чем у обрабатываемых изделий. Если температура плавления проволоки окажется выше, то возникнет прогар деталей. Кроме того, стоит убедиться в том, что проволока расправляется равномерно и будет способна полностью заполнить шов. Диаметр присадки должен соответствовать толщине свариваемого металла.
Кстати, материал проволоки должен совпадать с материалом направляющего канала.


Советы по использованию
Хранение сварочной проволоки не может происходить при условиях повышенной влажности. Присадочный материал в оригинальной упаковке может храниться при температуре от 17 до 27 градусов при условии уровня влажности, равного 60%. Если температурный промежуток повышается до 27-37 градусов, то максимальная относительная влажность, наоборот, понижается до 50%. Нити, извлеченные из упаковки, могут эксплуатироваться в условиях цеха на протяжении 14 дней. Однако проволоке необходимо будет обеспечить защиту от грязи, пыли и нефтепродуктов. Если сварка прерывается более чем на 8 часов, кассеты и бобины нужно будет защитить пластиковым пакетом.
Помимо этого, применение присадочного материала требует предварительного расчета нормы расхода. Удобнее всего планировать расход проволоки на метр заполняемого соединения. Делается это по формуле N = G*К, где:
- N – это норма;
- G – масса наплавки на готовом шве, длиною в метр;
- K – коэффициент поправки, который определяется в зависимости от массы наплавленного материала к расходу металла, требуемого для сварки.


Для подсчета G необходимо перемножить F, y и L:
- F – означает площадь поперечного сечения соединения в расчете на один квадратный метр;
- y – отвечает за плотность материала, задействованного для изготовления проволоки;
- вместо L используется цифра 1, так как норма расхода рассчитывается на 1 метр.
Подсчитав N, показатель необходимо умножить на K:
- при нижнем сваривании K равняется 1;
- при вертикальном – 1,1;
- при частично вертикальном – 1,05;
- при потолочном – 1,2.
Стоит упомянуть, не желая проводить расчеты по формуле, в интернете можно найти специальный калькулятор расхода сварочных материалов. Механизм подачи сварочной проволоки, как правило, состоит из электродвигателя, редуктора и системы роликов: подающих и прижимных. Его можно сделать самостоятельно либо же приобрести готовое устройство. Отвечает данный механизм за транспортировку присадочного материала в зону сварки.
Необходимо также отметить, что проволока для газовой сварки ацетиленом должна быть очищенной от ржавчины или масел. Температура плавления должна быть либо равной, либо ниже температуры плавления обрабатываемого материала.
При невозможности найти сварочную проволоку подходящего состава можно в некоторых случаях заменить ее полосками из материала той же марки, что и обрабатываемый материал. Требования к металлической нити для углекислотной сварки аналогичны.


В следующем видео вас ждет сравнительный тест сварочной проволоки 0.8мм.
Выбор проволоки для сварки алюминия
Сварка алюминия – сложный технологический процесс. Металл плохо поддаётся свариванию, ввиду чего выбирать расходные материалы для работы необходимо с особой тщательностью. Из материала данной статьи вы узнаете, как выбрать проволоку для сварки алюминия, какой она бывает, какими особенностями обладает.

Особенности
Проволока для сварки алюминия – присадочная алюминиевая проволока с малым сечением, поставляемая в виде прутков либо в катушках. Её вес измеряется в килограммах, она используется для сварки алюминия, что под силу только опытным сварщикам. Данный расходный материал применяют для сварки на полуавтоматах.
На поверхности алюминия есть тугоплавкая окисная плёнка, которая мешает качественной сварке. Высоколегированная сварочная проволока нуждается во вспомогательной защите.

Ввиду этого используется аргоновая дуговая сварка, уменьшающая негативный эффект, связанный с влиянием среды из-за изоляции.
В ходе сварки приходится следить за присадочным материалом. Во время манипуляций мастера расходнику необходима защита. Поэтому приходится использовать специализированный материал, который автоматически подаётся в зону сварки с одинаковой скоростью. Причём скорость её подачи выше, чем, например, меди.
Алюминий – мягкий металл с низкой температурой плавления. Присадочный материал для его сварки передаёт сварному шву свои характеристики. Чем он прочней, тем прочней сам шов. При этом сварной материал бывает разным, благодаря чему его можно подобрать под конкретный сплав с алюминием (изделия из него обычно имеют разные присадки, повышающие его прочность).

Обычно такая проволока не меняет своих свойств при смене температуры. Она не ржавеет, отличается широким ассортиментом номенклатуры. Благодаря этому можно максимально точно выбрать присадочный материал необходимого диаметра. При этом проволока подходит, как для ручной, так и для автоматической сварки.
Однако у неё есть несколько недостатков. Например, на ней тоже образуется оксидная плёнка, ввиду чего она нуждается в предварительной обработке.
Если этого не делать, это отражается на качестве сварочных швов. Плохо и то, что большой ассортимент усложняет выбор, когда точно не известно, какой материал придётся сваривать.
Свои основные свойства присадочная проволока получает от алюминия. Ввиду большой скорости её плавления, важно следить за точностью регулировки скорости подачи проволоки в рабочую зону сварки. При работе с ней нет потребности в высоких температурах. Причём в ходе работы проволока не меняется в цвете, что может усложнить контроль нагрева. Она не уменьшает электропроводность алюминия.


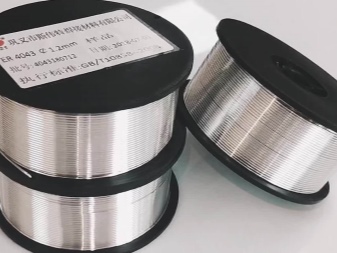
Сварочная проволока имеет диаметр в диапазоне от 0,8 до 12,5 мм. Помимо катушек, её продают в форме бухт и пучков. Зачастую её пакуют в герметичные мешки из полиэтилена вместе с силикагелем. Диаметр тянутой разновидности не превышает 4 мм. Прессованная варьируется в пределах 4,5-12,5 мм.
Химические свойства проволоки для сварки алюминиевых сталей полуавтоматом без газа определяются её составом. Исходя из этого можно выделить несколько типов расходного сварочного материала. При этом маркировка указывает на содержание в составе проволоки алюминия или иных присадок:
- для работы с чистым алюминием (металлом с минимальным числом присадок) подходит присадочная проволока марки СВ А 99, которая состоит из практически чистого алюминия;
- когда планируется работа с алюминием с небольшой долей присадок, используют проволоку марки СВ А 85Т, в состав которой помимо 85% алюминия входит 1% титана;
- в работе с алюминиево-магниевым сплавом применяют сварочную проволоку марки СВ АМг3, в которой содержится 3% магния;
- когда запланирована работа с металлом, в котором преобладает магний, в работе используют специально предназначенную для этого проволоку с маркировкой СВ АМг 63;
- для металла, в состав которого входит кремний, разработана сварочная проволока СВ АК 5, состоящая из алюминия и 5% кремния;
- СВ АК 10 отличается от предыдущего типа расходного проволочного сырья большим процентом кремниевой присадки;
- разновидность СВ 1201 предназначена для работы с алюминиевым сплавом, содержащим медь.
Присадочную проволоку для сварки алюминия производят с ориентацией на 2 основных стандарта.
Помимо сочетаний алюминий/кремний, алюминий/магний в продаже встречается проволока из алюминия с присадкой марганца. В большинстве случаев для работы приобретают расходное сырьё универсального назначения. Несмотря на то что универсальность считается относительной, данная проволока обеспечивает высокое качество сварных швов. Она не магнитится, является уникальным электродом особого типа.
Выбирать алюминиевую проволоку для сварки необходимо правильно. От этого зависят качество и надёжность формируемых сварочных швов, а кроме того, стабильность их механических характеристик. Чтобы приобрести действительно качественный расходник, нужно учитывать такие параметры:
- сопротивление шва на разрыв;
- пластичность сварного соединения;
- устойчивость к ржавлению;
- устойчивость к появлению трещин.
Подбирать сварочную проволоку нужно с учётом свариваемого объекта. Диаметр расходника должен быть чуть меньше толщины металла. К примеру, для листового алюминия толщиной 2 мм подойдёт пруток с диаметром 2-3 мм.
Кроме того, необходимо знать состав объекта, для которого покупают расходник. В идеале его состав должен быть идентичным составу металла.
Такой компонент, как кремний, придаёт проволоке прочность. В иных модификациях в её состав могут входить никель и хром. Данное расходное сырьё используют не только в машиностроении, пищевой, нефтяной и лёгкой промышленности, но и судостроении. Высококачественная сварочная проволока для алюминия является незаменимым элементом дуговой сварки.
Если точно не известно, что входит в состав имеющегося материала для сварки, лучше купить универсальную присадочную проволоку для работы с алюминием с маркировкой СВ 08ГА. При этом необходимо учитывать объём расходного сырья. Если планируется небольшой объём работы, нет смысла покупать большие катушки проволоки.
Если же запланирована длительная и однотипная работа, не обойтись без большого запаса материала. В таком случае выгодней покупать бухты, отличающиеся максимальной длиной проволочного расходника. Чтобы не ошибиться в выборе, стоит обратить внимание на температуру плавления металла и самой проволоки. Работать придётся быстро, чтобы не прожечь металл. Поэтому нужно, чтобы она была идентичной.
Отличается же она преимущественно из-за наличия в составе примесей. Чем больше разнятся составы проволоки и металла, тем хуже качество сварочного шва.
Вспомогательные присадки в составе сплавов могут стать причиной того, что металл перегреется, а проволока так и не достигнет необходимого состояния для сварки.
Чтобы не сомневаться, можно обратить внимание на марку. В идеале марка проволоки и свариваемого металла должна быть идентичной. Если она не совпадёт, это может сказаться на качестве сварочных швов.
Купить качественный проволочный материал можно у проверенных производителей. К таким брендам относятся ESAB, Aisi, Redbo и «Искра».
При выборе присмотренного варианта нельзя забывать ключевое правило. Использование материала должно быть своевременным. После вскрытия упаковки время хранения необходимо свести к минимальному значению. Чем дольше будет храниться проволока, тем быстрее она придёт в негодность. Максимальную осторожность следует соблюдать при хранении материала в условиях повышенной влажности.
При покупке стоит учесть, что маленькие катушки с намотанной проволокой для сварки алюминия подходят далеко не ко всем аппаратам. Если при подборе того или иного варианта возникают сомнения, можно посоветоваться с продавцом-консультантом.
Ещё лучше зайти на сайт производителя и поинтересоваться у него, какой именно вид проволоки подойдёт для работы с конкретным металлом.
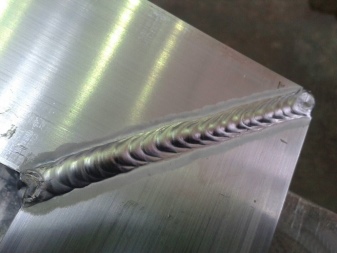
Пользоваться расходником для сварки алюминия не так просто. Присадочный материал отличается склонностью к короблению, у него высокий коэффициент линейного расширения. Металл не упругий, что может осложнить проведение сварки. Ввиду этого необходимо обеспечить жёсткость фиксации свариваемого предмета, для чего можно использовать разные грузы.
Непосредственно перед самим процессом сварки проводят предварительную подготовку металла. Поверхность самого объекта и проволоки очищают от плёнки посредством химического растворителя. Это позволит минимизировать вероятность образования кристаллических трещин. Упростить работу и избежать появления трещин поможет предварительный нагрев заготовок до температуры 110 градусов.
О том, как выбрать присадочный пруток, смотрите далее.
Читайте также: