Тир 300 сварочный аппарат
Обновлено: 16.05.2024
В качестве источника питания следует использовать универсальный источник питания ТИР-300Д для дуговой сварки изделий неплавящимся электродом в среде аргона постоянным или переменным током прямоугольной формы. Источник обеспечивает сварку всех металлов, включая алюминий и магний, а также сплавов на их основе.
Источник ТИР-300Д имеет внешние характеристики крутопадающей формы .
Рис. 5 Внешние вольт – амперные характеристики ТИР-300Д
ТИР-300Д является источником питания параметрического типа и не имеет внешних обратных связей. В состав ТИР-300Д входят следующие узлы: силовой трансформатор с малым магнитным рассеянием, обладающий жесткой магнитной характеристикой; регулятор тока, представляющий дроссель насыщения нового типа, работающий в режиме вынужденного намагничивания и имеющий разделенные рабочие обмотки, коммутируемые тиристорами; импульсный стабилизатор горения дуги переменного тока;
осциллятор; регулятор спада сварочного тока в конце сварки; элементы
управления, индикации и охлаждения. Регулирование сварочного тока ступенчато-плавное. Плавное регулирование сварочного тока в пределах
каждой из двух ступеней осуществляется дистанционно посредством ручного или педального пульта. Сварочная дуга при питании от источника ТИР-300Д обладает высокой стабильностью горения, как в установившемся, так и в переходном режимах. Источник ТИР-300Д поддерживает заданное значение сварочного тока в пределах рабочего участка внешней характеристики с точностью, определяемой крутизной характеристики, при относительно медленных изменяющихся возмущениях, как со стороны дуги, так и со стороны изменений напряжения питающей сети. При возбуждении дуги касанием изделия или посредством осциллятора ток дуги плавно увеличивается с 5А до установленного значения за время около 0,4 с. Спад тока при гашении дуги происходит по линейному закону, что позволяет более равномерно снижать тепловложение в сварной шов. В источнике ТИР-300Д это реализовано достаточно простыми путями из-за малой мощности, затрачиваемой на управление сварочного тока в дросселе насыщения с разделенными рабочими обмотками, благодаря тому, что коэффициент усиления по мощности у дросселя насыщения, примененного в ТИР-300Д равен 2000.
Технические характеристики источника ТИР-300Д
| нижняя температура окружающей среды | +5ºC |
| режим работы продолжительный; номинальный сварочный ток | 300А |
| Пределы регулирования сварочного тока - первая ступень | 10-150А |
| вторая ступень | 40-300А |
| номинальное рабочее напряжение | 30В |
| напряжение холостого хода | 65В |
| первичная мощность | 25кВА |
| напряжение сети | 380А |
| КПД | =75% |
| коэффициент мощности | 0,5 |
| время гашения дуги | 5с |
| габаритные размеры | 1230×620×1000 мм |
| масса | 480 кг |
Аппараты для дуговой автоматической сварки в защитных газах обеспечивает выполнение следующих операций:
1. зажигание дуги в начале сварки;
2. подачу электрода (или присадочного материала) в зону дуги по мере его оплавления;
3. регулирование параметров дуги;
4. передвижение дуги вдоль свариваемых кромок;
5. защиту зоны дуги и сварочной ванны от воздействия воздуха;
6. направление электрода по шву;
7. прекращение процесса сварки с совмещением операций заварки
кратера и прекращения подачи защитного газа через определенный интервал
Конструкция аппаратов для автоматической сварки должна обеспечивать стабильность процесса сварки, быструю переналадку режима сварки, надежность, удобство обслуживания, безопасность работы. Аппараты должны быть малогабаритными, небольшой массы и отвечать требованиям промышленной эстетики.
Автомат АРК-2 для дуговой сварки в среде аргона неплавящимся и плавящимся электродом радиально-консольного типа; выпускается двенадцати модификаций, которые служат для сварки изделий из жаропрочных, коррозионно-стойких сталей, алюминиевых и титановых сплавов. В зависимости от типа сварочной головки и соответствующего источника питания автоматы обеспечивают сварку постоянно горящей дугой постоянного тока и переменного тока. Колонна автомата крепится на основании и может поворачиваться от механического привода на 360º. На колонне имеются направляющие для перемещения (вверх и вниз) специальной самоходной каретки, в которой смонтирована консоль автомата. Консоль может выдвигаться от специального привода с плавным изменением скорости выдвижения. На конце консоли имеется фланец для крепления сварочной головки.
Техническая характеристика автомата модификации АРК-2: Табл. № 6
Сварочная головка оснащена системами слежения за стыком и автоматического поддержания дугового промежутка.
Наиболее важным узлом любого сварочного аппарата является горелка. С помощью горелки возбуждается сварочная дуга и осуществляется формирование и направление струи защитного газа. В горелке закреплен электрод. Горелка - сменный инструмент и от ее конструкции во многом
зависит работоспособность сварочного аппарата в целом.
При сварке с присадочной проволокой, последняя подается по гибкому шлангу - направляющему каналу так, как это имеет место в шланговых полуавтоматах для плавящегося электрода.
Проволока электрически изолирована от сварочного напряжения дуги. Скорость подачи проволоки выбирают в соответствии с ее диаметром и мощностью дуги. Поскольку проволока поступает в ванну по касательной к поверхности свариваемых деталей, желательно режим сварки выбрать таким образом, чтобы скорость сварки и скорость подачи присадочной проволоки были равными. В этом случае оператор как бы опирается на конец подаваемой проволоки, контролируя при этом скорость движения горелки.
В данном технологическом процессе при автоматической сварке перемещаются (вращаются) сами детали и для их вращения используется манипулятор марки МАС-1.
Технические характеристики манипулятора МАС-1: Табл. № 7
| Грузоподъемность | 1,0т |
| допустимый момент относительно опорной плоскости планшайбы | 400кгс м |
| допустимый момент на оси вращения планшайбы | 250кгс м |
| диаметр свариваемых швов | 300-1700мм |
| наибольшие размеры свариваемых изделий | 1400×1400×1000мм |
| наибольший угол наклона планшайбы | 135º |
| частота вращения планшайбы | 0,04-1,01об/мин |
| мощность электродвигателя: | |
| привода вращения планшайбы | 1,5кВт |
| наклона стола | 1,7кВт |
| Длина | 1690мм |
| Ширина | 1550мм |
| Высота | 950мм |
| Масса | 1,755т |
Для сварки кольцевого шва к манипулятору прибавляют заднюю вращательную балку, и получается так называемый вращательный стенд.
Тир 300 сварочный аппарат
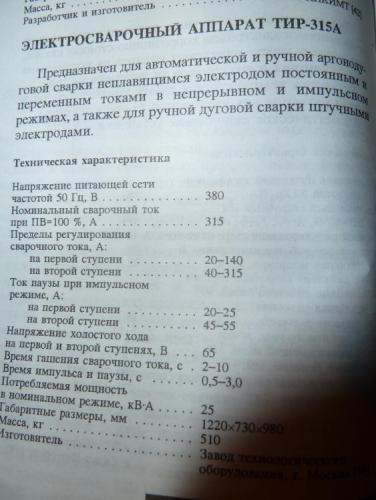
Источник питания предназначен для аргонодуговой сварки неплавящимся электродом на постоянном токе прямой полярности, для сварки алюминия и его сплавов на переменном токе прямоугольной формы и для сварки штучными
электродами на постоянном и переменном токе. Все виды сварки могут выполняться как в непрерывном, так и в импульсном режиме.
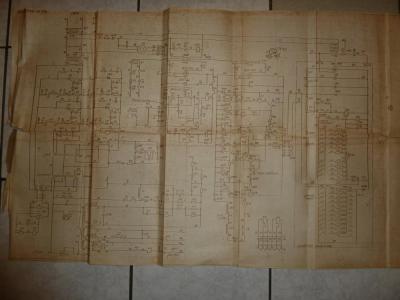
Источник (рис.5.20) является устройством питания параметрического типа, и не имеет внешних обратных связей. В состав источника входят: силовой блок тиристоров (V1-V4), силовой трансформатор Тр1 с малым магнитным рассеянием, имеющий жесткую внешнюю характеристику; регулятор тока, представляющий собой дроссель насыщения Др1, работающий в режиме вынужденного намагничивания и имеющий раздельные рабочие обмотки, коммутируемые тиристорами; импульсный стабилизатор горения дуги переменного тока; осциллятор Рр, регулятор снижения сварочного тока в конце сварки; элементы управления, индикации и охлаждения. Источник снабжен двумя переключателями, предназначенными для переключения диапазонов тока (S3), и режимов работы (S4), выключателя (S5) для включения и отключения осциллятора, автоматическим выключателем (QF), тумблером (S6) выбора режима “импульсный” – “непрерывный”, устройством управления длительностью импульса и паузы. Силовая цепь источники снабжена автоматической защитой и коммутирующей аппаратурой (QF и KI).
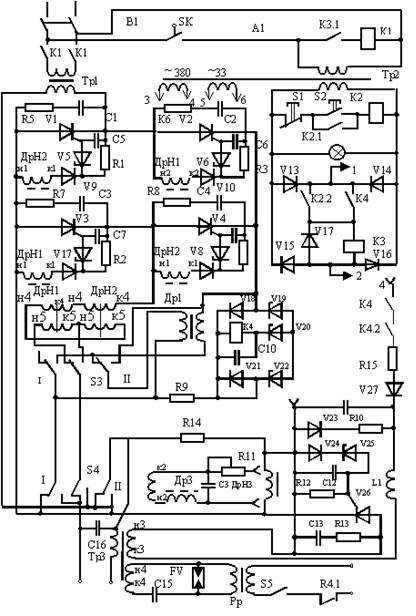
Рис.5.20. Упрощенная принципиальная схема ТИР – 300ДМ1
Регулирование сварочного тока ступенчато-плавное. Источник питания обеспечивает высокую стабильность горения дуги как в установившемся, так и переходном режимах. Источник поддерживает заданное значение сварочного тока в пределах рабочего участка внешней характеристики с точностью, определяемой крутизной характеристики, при относительно медленно изменяющихся возмущениях, как со стороны дуги, так и со стороны питающей сети. При возбуждении дуги как контактным, так и бесконтактным методами (осциллятором) ток дуги плавно увеличивается с 5 А до заданной величины за время, около 0,4 с. Спадание тока при гашении дуги происходит по линейному закону, что позволяет более равномерно снижать тепловложение в сварочный шов. В источнике это реализовано достаточно простым путем из-за малой мощности, затрачиваемой на управление сварочным током в дросселе с раздельными рабочими обмотками, благодаря тому, что коэффициент усиления по мощности у примененного дросселя равен 2000.
Порядок работы схемы следующий: при включении автоматического выключателя QF и при закрытой дверке источника (конечный выключатель SK замкнут) подается питание на первичные обмотки трансформатора управления Тр2 и вспомогательного Тр6. При нажатии кнопки “Пуск” (S2) включается реле К2 и своими замыкающими контактами K2.1 шунтирует кнопку S2, К2.2 включает реле К3, которое в свою очередь замыкающими контактами K3.I включает контактор K1. Контактор подает питание на силовой трансформатор Тр1 и одновременно запитывает систему управления источником. На выходных клеммах источника появляется напряжение холостого хода. При включенном тумблере S5 подается питание на трансформатор Тр4 осциллятора. Происходит колебательный разряд конденсатора CI5 на импульсный трансформатор Тр3, через разрядник FV. Возбуждается электрическая дуга. Ток сварки задается блоком задания и регулирования тока и положением переключателя ступеней S3. При возбуждении дуги резко увеличивается переменная составляющая на дросселе Др1, срабатывает реле дуги K4, которое своими размыкающими контактами К4.1 отключает питание от трансформатора осциллятора. Одновременно К4.2 подает питание на импульсный стабилизатор горения дуги переменного тока.
В режиме непрерывной сварки блок задания и регулирования тока источника задает опорное стабилизированное напряжение и подает в цепь: R16, дроссель Др2, обмотку управления насыщения ДрН2 и ДрН1. Величина тока в этой цепи определяет величину тока дуги при работе на первой ступени до 150 А, а при работе на второй ступени −до 300 А. При окончании сварки, т.е. при нажатии на кнопку S1 “Стоп”, система управления осуществляет плавное снижение сварочного тока для заварки кратера.
При сварке на переменном токе в полупериоды обратной полярности в сварочный контур вводятся импульсы стабилизации посредством импульсного трансформатора Тр3 для устойчивого возбуждения дуги. На трансформаторе ТрЗ имеется обмотка смещения (к2,н2), в которую через резистор R11 и дроссель ДрЗ подается ток смешения. Величина тока устанавливается резистором R11. Обмотка смещения необходима для перемагничивания сердечника импульсного трансформатора ТрЗ после трансформации импульса стабилизации, подаваемого на обмотку н3, к3. Импульс стабилизации получают путём разряда конденсатора С11 через L1, обмотку ТрЗ (н3, к3) и тиристор V26. Тиристор V26 включается при смене знака напряжения на выходе источника. Элементы токоограничения и знакоразделения тока управления тиристора: R12, V24, V25. Дроссель насыщения ДрН3 шунтирует цепь запуска во избежание ложного срабатывания тиристора. Разряд и заряд конденсатора С11 происходит в разные полупериоды сетевого напряжения. При работе в импульсном режиме с блока задания времени импульса и паузы в блок задания и регулирования тока поступают команды, которые изменяют ток в дросселе Др2 и обмотках насыщения н3, к3 ДрН2 и ДрН1, изменяя угол поджигания силовых тиристоров V1- V4.
Стабилизация и регулирование величины тока дуги осуществляется дросселем насыщения с раздельными рабочими обмотками в режиме вынужденного намагничивания (V1- V4; ДрН1, ДрН2, Др2).
Стабилизатор тока на базе дросселя насыщения с раздельными рабочими обмотками универсален и используется при сварке как на постоянном, так и переменном токах. Выбор режима осуществляется введением нагрузки (дуги) в цепь переменного или в цепь постоянного тока тиристорного моста (V1- V4) посредством переключателя S2.
При работе источника на переменном токе в диапазоне токов до 150 А переключатели S3 и S4 занимают положения, которые указаны на схеме (см. рис. 43). В полупериоды положительной полярности ток проходит по следующей цепи: начало вторичной обмотки н2 Tp1-V2-Др1(н1,к1)-S3-Др1(н2,к2)-S4-V3-ДрН1(н4,к4)-ДрН2(к4,н4)-ДрН1(н5,к5)-ДрН2(к5,н5)-S3-S4-дуга-Тр3(к1,н1)-4-Тр1(к2). В полупериоды отрицательной полярности -Тр1(к2)-S4-Тр3(н1,к1)-дуга-S4-S3-ДрН2(н5,к5)-ДрН1(к5,н5)-ДрН2(н4,к4)-ДрН1(к4,н4)-V4-Др1(н1,к1)-S3-Др1(н2,к2)-S4-V1-Тр1(н2). При сварке в диапазоне токов от 150 А до 300 А переключатель S3 устанавливается в положение II.
При сварке на постоянном токе переключатель S4 устанавливается в положение II. В положительную полуволну переменного тока сварочный ток проходит по следующей цепи: Тр1(н2)-V2-Др1(н1,к1)-S3-Др1(н2,к2)-S4-дуга- Тр3(к1,н1)-S3-V3-ДрН1(н1,к1)-ДрН2(к4,н4)-S3-S4-Тр1(к2). В отрицательную полуволну сварочный ток проходит — Тр1(к2)-S4-S3-ДрН2(н4,к4)-ДрН1(к4,н4)-V4-Др1(н1,к1)-S3-Др1(н2,к2)-S4-дуга-Тр3(к1,н1)-S4-V1-Тр1(н2).
Схема дросселя насыщения c раздельными рабочими обмотками состоит как бы из двух, связанных функционально, частей: силового выпрямителя, выполненного по мостовой схеме на тиристорах V1-V4, в цепь постоянного тока которого включена линейная индуктивность Др1; маломощного дросселя насыщения, (ДрН1, ДрН2), рабочие обмотки, которого разделены на токовые н4, к4; н5, к5 и напряжения н1, к1; н2, к2.
Насыщенному (под действием тока управления в обмотках н3,к3) состоянию сердечников дросселей соответствует режим поочередного включения плеч выпрямительного моста V1-V4 в начале каждого полупериода сетевого напряжения. При этом происходит увеличение тока, проходящего через дугу и реактор Др1. При достижении значения тока нагрузки, соответствующей равенству ампервитков обмотки токовой и обмотки управления, которые в данный момент времени направлены встречно, сердечник выходит из состояния насыщения.
Дроссель насыщения характеризуется теперь режимом трансформатора тока, одна из вторичных обмоток (н3.к3) нагружена на индуктивность Др2. Переменная составляющая тока трансформируется и выделяется на Др2 в форме напряжения второй гармоники, совпадая с напряжением на индуктивности Др1, отличаясь только по величине. Такие же по форме напряжения наводятся и на обмотках напряжения н1, к1, ДрН1, н2, к2 ДрН2. При насыщении соответствующего сердечника трансформация исключается, напряжение становится равным нулю, что соответствует включению очередной пары тиристорного моста.
Функционально параметрическое регулирование возложено на маломощный дроссель насыщения ДрН1, ДрН2, работающий как синхронный коммутатор переменного напряжения. Тиристоры синхронно и синфазно повторяют режим работы дросселя насыщения, переключают основную индуктивность Др1 в цепи нагрузки и контролируют режим набора и отдачи энергии индуктивности в сеть, сохраняя ток в индуктивности на заданном, по цепи управления дросселя насыщения, уровне. Тиристоры снабжены защитными RC цепями (CI-C4, R5-R8).
Источники питания | Сварка и сварщик
Основная особенность источников питания при ручной сварке W-электродом в защитных газах – наличие крутопадающей внешней статической характеристики. Она обеспечивает стабильность сварочного тока при изменениях длины дуги и устойчивость процесса сварки. Используют источники питания с высоким напряжением холостого хода, в 4-6 раз превышающим напряжение на дуге.
В качестве источников переменного тока могут применяться трансформаторы для ручной дуговой сварки.
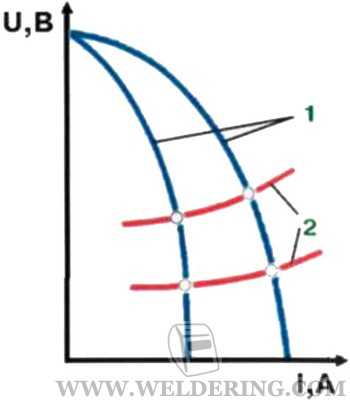
1 – Внешняя вольтамперная характеристика источника питания; 2 – Вольтамперная характеристика дуги.
ТИР-300 и ТИР-315
Доброго всем дня! Хочу приобрести установку(как написано на "Авито") ТИР-300, технического описания никак не найти, попадается ТИР-315, там хоть написаны пределы регулирования сварочного тока. Так вот, какие различия между этими установками? На одном сайте вычитал, что у ТИР-300 нижний предел от 100А, а у 315-го от 20-ти, так ли это?
У тир 300 регулировка от малых токов (точно не скажу, но где то 20А)
Насколько я понимаю, это вообще аппараты идентичные, просто я как то консультировался насчет 315-го, все нахваливали, минус-только габариты, а тут подвернулся ТИР-300, так вот, я в смятении)
Не смотрел на бирки, возможно работал на обеих моделях--машина знатная конечно.
Я аргоном еще ни разу не варил, но хочется взять сразу что то стоящее и, почему то, уперся в этот "ТИР", кстати, УДГУ-302 хуже, лучше? Просто есть возможность взять вообще за копейки, но хочу, все таки, "ТИР")
На УДГУ не работал (ребята подскажут), но ТИР, это огромная гробина--место в мастерской найдётся ?
Да втромбую, как нибудь) А так, у меня что то наподобие автомастерской под домом, лезет два авто, но тесно,+ подсобка, но с машинами собираюсь подзавязать, хочу просто с железками работать, сварок всяких уже куча, два станка, вот теперь еще "аргон" собирается появиться.
blazen79 Спасибо за ответ! Мои сомнения в приобретении данного аппарата развеяны)!
Тогда спрошу в догонку--почему ТИР ? Функционал у него простенький.
Отзываются о нем хорошо, а такие аппараты как УДГУ, особенно Украинской сборки, "Селма", нуждаются во всякого рода доработках, доделках, капризный, а я-не электрик, в нашем городке нормальных спецов по электротехнике практически нет, а "ТИР" простой и надежный, варит неплохо, у кого интересовался, никто плохого слова не сказал про эту установку, ну разве что габариты и масса. А иностранная техника представлена в основном Китаем. Ну это в двух словах вся информация, что я нарыл и мое мнение(может неверное), да и к тому же собираюсь брать его за 20-25 тыс(почти договорились), импорт, в нормальном состоянии и с нормальными характеристиками не возьмеш-точно.
Тогда лучше ТИР чем китаец за те же 25-30.
Сомневаюсь, что для проведения одной и той же работы на разных аппаратах будет очень большая разница в энергопотреблении, к тому же, думаю, врят ли аппарат будет постоянно работать на полную мощность.
Удовольствие от высокого качества длится дольше чем радость от
ТИР-300, технического описания никак не найти, попадается ТИР-315,
Похожие и очень надежные аппараты, выпускались и может быть и сейчас выпускаются (точно не знаю) в Москве, но разными заводами. Имеют импульсный режим на AC и DC токах, пульт ДУ, а также могут управляться педалью или с горелки, минус нет газового клапана и вес, но по бетонному полу катаются и разворачивается практически на месте, одним человеком. Мой 315й работает без единой поломки с 1995 года.




Мчится ко мне из Вологды установка))), есть у кого паспорт, схемы? Всю сеть перекопал, безуспешно. Из моих "исследований" понял, разница в 300-ом и 315-ым в "лишних" 15-ти амперах, у 315-го пульт компактнее и имеет какую то) дополнительную кнопку "гашение"(?) и третью "крутилку", который регулирует время затухания дуги, у 300-го-стабильно, автоматом-5сек. Если где неправ-поправте, подкинте документацию.
Схема и перечень деталей к ней. Фото на моем ПК увеличиваются и все видно по детально, но не знаю возможно ли это будет после загрузки на сайт, тогда подсказывайте мне каким образом можно передать без потерь . В паспорте нечего интересного нет, номер аппарата, приемка ОТК, ежегодное осведетельствование.
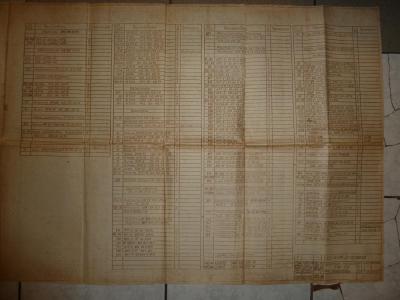
Скопировал, видно все, но маркировка деталей плывет конкретно. схему видно, составлящих-нет. Спасибо и на этом, думаю, грамотный радиотехник должен разобратся, список в придачу.ТИР, все таки, не электронный, с микросхемами. Хотелось бы еще и описание работы с ним, газом, ручной-дуговой, полуавтоматом-варил, про аргон слышал-почти газ, а так, понятия не имею.
А, еще, пишите в личку, может через другой ресурс инфу перекинете(прошу прощения, может чего нарушаю, в плане контактов? я из-за каких то правил с "чипмейкера" вылетел)
Ну вот, сбылась мечта идиота)))!, притащил позавчера аппарат.



Почему идиота? Очень классная вещь. Этот монстр многим современным даст фору. Каков только звук у него при сварке, больше нет такого звука не у кого, неспешный величественный рык тигра, который чувствует свою мощь. А импульс , просто повернул ручку базового и основного тока ( по времени можно в разных положениях) и все готово и продуманный спад подъем тока , так чтобы у сварного не вылетали глаза от мельтишения этого импульса, и не надо не какие % вычеслять . Умели делать однако.
Сварочная установка для TIG сварки алюминия из "того что есть"
И я вставлю свои 5 копеек . Собирал свой осциллятор за основу (верхняя часть схемы) взял осциллятор 13рп-315 .
Работает отлично , есть подстройка момента пробоя . Пробывал на УДГУ-501 - работает отлично , L3 , L4 не использовал , а вместо L2 намотал полтора витка провода 0.75 на родной дроссель аппарата .
В варианте с L3 прошибает сильно (напряжение зависит от количества витков на L3 ) , конечно нужен защитный дроссель и емкости .
Вариант с L4 не пробывал , но ясно что самый дешевый и надежный способ.
Тиристоры сильно не греются - теплоотвод можно не ставить . Единственно греется сильно балластный резистор R1 .
В денежном эквиваленте обошлось все не более 40 $
Прикрепленные изображения
Подскажите как самому собрать осцилятор(комплектующие, схема соединения)?
Я знаю, что раньше осциляторы делали из старых телевизоров, скорее всего из того блока который подаёт высокое напряжение на кинескоп.
Собираю осциллятор по схеме от NEXOR. Нужна консультация. Меня интересует: какая роль у конденсаторов МБГЧ при параллельном вкл. в цепи? Роль ФТ-3 в послед. вкл. в цепи? Трансфор ТС 160, собрался перематывать катушку на 1000в. Подскажите сколько нужно провода сечением 0.25мм в метрах и кг? СПАСИБО
Не хочу, ни кого обидить, но осцилятор по схеме от NEXORа был не актуален с самого начала.
Почемуто никто не хочет в этом признаться, ещё и рекомендации по сборки, до сих пор дают.
Кто нибудь видел осциллятор от древнего сварочного аппарата Удар-300 (на радиолампах) или Тир-300 (на трех транзисторах и четырёх тиристорах) (315), да-да те самые, что для вояк делали.
Там стоит трансформатар повышающий с 36В до . - далее паралельно обмотке стоит разрядник, с регулятором зазора, электроды разрядника диаметром 6 мм, из чего не знаю, может из вальфрама, без заточки, там и гуляет по плоскости искра, кондер последовательно и выходной трансформатор, подключаемый последовательно сварочной цепи, да, еще кондер защитный паралельно обмотке сварочного трансформатора.
ТИРЫ алюминий варили на ура, да и сейчас, кто на этих стариках работает, говорят никакого инвертора не нать.
Может кто делал такую схему осцилятора из ТИРА, для сварки АЛЮМИНИЯ, поделитесь результатом.
Удар 300. Сказочный сварочник, работал на таком. На ТИРах не приходилось. Действительно отличный аппарат, единственный недостаток это вес и габариты. Полный вес не знаю, но батарея конденсаторов весила 120 кГ.
Схема Удара где то в "загашнике" есть. Но повторять ее смысла нет-габариты большие. А вот схему ТИРа интересно посмотреть, сам когдато искал, но не нашел.
Здравствуйте, задался целью сделать осциллятор, в место катушки использовал ТВС все искрит , но никак не могу передать на силовую цепь разряд, при параллельном подключении мотаю катушку фильтра 1мГн и последовательно с ней кондер на 3мкф и все это параллельно выходу
Строил на ТВС почти такойже , после него нужен разрядник с ВЧ контуром чтоб Ваш фильтр его не шунтировал .
Или индуктивность дросселя увеличить - придется намного . Проще последовательного подключения мудрить .
Спасибо за ответы, я тоже что то пропал. Уже куплен как года 2, tig 200p ac/dc.
Аппарат не чтобы уж крутой. Но вроде как варит.
Но варю им что то мало. В основном чермет полуавтоматом.
Привет всем. Первый раз на форумах. У меня самодельный аргонный аппарат с осциллятором. Не разбивается оксидная пленка.
В чем дело не знаю? Подскажите пожалуйста!
Просьба не хамить мне,а не то буду жмать кнопку жалоба
Матусевич ,осциллятор не только для разбивания пленки предназначен. У Вас переменный ток в аппарате присутствует?
Товарищи,прошу совета!Есть желание запилить сборный пост для алюма,есть вот такой осциллятор,судя по всему ОСППЗ-2м,но точнее сказать не могу,на коробке нет маркировки.Трансов кетайских в продаже за косарь- другой валом,либо можно ТДМ даже от селмы голимой приобрести.Интересуют все тонкости и нюансы,очень буду рад помощи!.PS.Советы купить сундук,гроб либо что ещё я и сам могу дать,зарабатывать этим я не собираюсь,чисто шоб в кулацком хозяйстве было)NB.Обратите внимание на заводские швы на коробочке)
Читайте также: