Тиристорный регулятор сварочного тока
Обновлено: 18.05.2024
Точечная сварка в домашней мастерской

Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
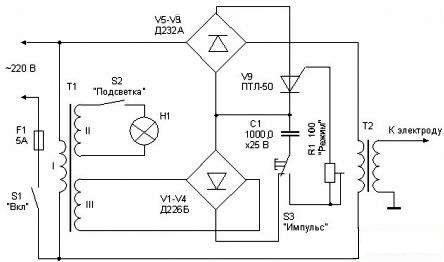
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
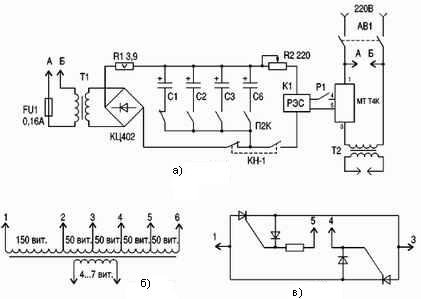
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Тиристорные регуляторы мощности

Тиристорные регуляторы мощности являются одной из самых распространенных радиолюбительских конструкций, и в этом нет ничего удивительного. Ведь всем, кто когда-нибудь пользовался обычным 25 - 40 ваттным паяльником, способность его к перегреванию даже очень известна. Паяльник начинает дымить и шипеть, потом, достаточно скоро, облуженное жало выгорает, становится черным. Паять таким паяльником уже совсем невозможно.
И вот тут на помощь и приходит регулятор мощности, с помощью которого можно достаточно точно выставить температуру для пайки. Ориентироваться следует на то, чтобы при касании паяльником куска канифоли она дымила ну, так, средне, без шипения и брызг, не очень энергично. Ориентироваться следует на то, чтобы пайка получалась контурной, блестящей.
Конечно, современные паяльные станции оснащены паяльниками с термостабилизацией, цифровой индикацией и регулировкой температуры нагрева, но они слишком дороги по сравнению с обычным паяльником. Поэтому, при незначительных объемах паяльных работ, вполне можно обойтись обычным паяльником с тиристорным регулятором мощности. При этом качество пайки, может быть не сразу, получится отличным, - достигается практикой.
Другая область применения тиристорных регуляторов это управление яркостью светильников. Такие регуляторы продаются в магазинах электротоваров в виде обычных настенных выключателей с крутящейся ручкой. Но вот тут-то покупателя и подстерегает засада: современные энергосберегающие лампы (часто в литературе их называют компактные люминесцентные лампы (КЛЛ)) просто не хотят работать с такими регуляторами.
Такой же непредсказуемый вариант получится и в случае регулирования яркости светодиодных ламп. Ну, не предназначены они для такой работы и все тут: выпрямительный мост с электролитическим конденсатором, расположенный внутри КЛЛ, просто не даст работать тиристору. Поэтому регулируемый «ночник» с таким регулятором можно создать только с использованием лампы накаливания.
Однако, здесь следует вспомнить про электронные трансформаторы, предназначенные для питания галогенных ламп, а в радиолюбительских конструкциях в самых разных целях. В этих трансформаторах после выпрямительного моста почему-то, видимо в целях экономии, или просто для уменьшения габаритов, не устанавливается электролитический конденсатор. Именно эта «экономия» позволяет регулировать яркость ламп с помощью тиристорных регуляторов.
Если напрячь фантазию, то можно найти еще немало областей, где требуется применение тиристорных регуляторов. Одна из таких областей это регулирование оборотов электроинструмента: дрелей, болгарок, шуроповертов, перфораторов и т.д. и т.п. Естественно, что тиристорные регуляторы находятся внутри инструментов, работающих от сети переменного тока. Смотрите - Виды и устройство регуляторов оборотов коллекторных двигателей .
Весь такой регулятор встроен в кнопку управления и представляет собой небольших размеров коробочку, вставляемую в рукоятку дрели. Степень нажатия на кнопку определяет частоту вращения патрона. В случае выхода из строя меняется вся коробочка сразу: при всей кажущейся простоте конструкции такой регулятор абсолютно не пригоден для ремонта.
В случае инструментов, работающих на постоянном токе от аккумуляторов, регулирование мощности производится с помощью транзисторов MOSFET методом широтно-импульсной модуляции. Частота ШИМ достигает нескольких килогерц, поэтому сквозь корпус шуроповерта можно услышать писк высокой частоты. Это пищат обмотки двигателя.
Но в этой статье будут рассмотрены только тиристорные регуляторы мощности. Поэтому, прежде, чем рассматривать схемы регуляторов, следует вспомнить, как же работает тиристор.
Чтобы не усложнять рассказ, не будем рассматривать тиристор в виде его четырехслойной p-n-p-n структуры, рисовать вольтамперную характеристику, а просто на словах опишем, как же он, тиристор, работает. Для начала в цепи постоянного тока, хотя в этих цепях тиристоры почти не применяются. Ведь выключить тиристор, работающий на постоянном токе достаточно сложно. Все равно, что коня на скаку остановить.
И все же большие токи и высокие напряжения тиристоров привлекают разработчиков различной, как правило, достаточно мощной аппаратуры постоянного тока. Для выключения тиристоров приходится идти на различные усложнения схем, ухищрения, но в целом результаты получаются положительными.
Обозначение тиристора на принципиальных схемах показано на рисунке 1.

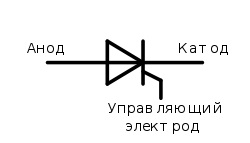
Рисунок 1. Тиристор
Нетрудно заметить, что по своему обозначению на схемах, тиристор очень похож на обычный диод. Если разобраться, то он, тиристор, тоже обладает односторонней проводимостью, а следовательно, может выпрямлять переменный ток. Вот только делать это он будет лишь в том случае, когда на управляющий электрод подано относительно катода положительное напряжение, как показано на рисунке 2. По старой терминологии тиристор иногда называли управляемым диодом. Покуда не подан управляющий импульс, тиристор закрыт в любом направлении.
Как включить светодиод
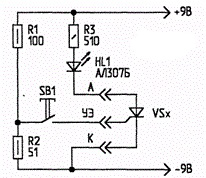
Здесь все очень просто. К источнику постоянного напряжения 9В (можно использовать батарейку «Крона») через тиристор Vsx подключен светодиод HL1 с ограничительным резистором R3. С помощью кнопки SB1 напряжение с делителя R1, R2 может быть подано на управляющий электрод тиристора, и тогда тиристор откроется, светодиод начинает светиться.
Если теперь отпустить кнопку, перестать ее удерживать в нажатом состоянии, то светодиод должен продолжать светиться. Такое кратковременное нажатие на кнопку можно назвать импульсным. Повторное и даже многократное нажатие этой кнопки ничего не изменит: светодиод не погаснет, но и не станет светить ярче или тусклее.
Нажали – отпустили, а тиристор остался в открытом состоянии. Причем, это состояние является устойчивым: тиристор будет открыт до тех пор, пока из этого состояния его не выведут внешние воздействия. Такое поведение схемы говорит об исправном состоянии тиристора, его пригодности для работы в разрабатываемом или ремонтируемом устройстве.
Маленькое замечание
Но из этого правила часто случаются исключения: кнопку нажали, светодиод зажегся, а когда кнопку отпустили, то погас, как, ни в чем не бывало. И в чем же тут подвох, что сделали не так? Может кнопку нажимали недостаточно долго или не очень фанатично? Нет, все было сделано достаточно добросовестно. Просто ток через светодиод оказался меньше, чем ток удержания тиристора.
Чтобы описанный опыт прошел удачно, надо просто заменить светодиод лампой накаливания, тогда ток станет больше, либо подобрать тиристор с меньшим током удержания. Этот параметр у тиристоров имеет значительный разброс, иногда даже приходится тиристор для конкретной схемы подбирать. Причем одной марки, с одной буквой и из одной коробки. Несколько лучше с этим током у импортных тиристоров, которым в последнее время отдается предпочтение: и купить проще, и параметры лучше.
Как закрыть тиристор
Никакие сигналы, поданные на управляющий электрод, закрыть тиристор и погасить светодиод не смогут: управляющий электрод может только включить тиристор. Существуют, конечно, запираемые тиристоры, но их назначение несколько иное, чем банальные регуляторы мощности или простые выключатели. Обычный тиристор можно выключить лишь только прервав ток через участок анод – катод.
Сделать это можно, как минимум, тремя способами. Во-первых, тупо отключить всю схему от батарейки. Вспоминаем рисунок 2. Естественно, что светодиод погаснет. Но при повторном подключении он сам по себе не включится, поскольку тиристор остался в закрытом состоянии. Это состояние также является устойчивым. И вывести его из этого состояния, Зажечь свет, поможет только нажатие кнопки SB1.
Второй способ прервать ток через тиристор это просто взять и замкнуть выводы катода и анода проволочной перемычкой. При этом весь ток нагрузки, в нашем случае это всего - лишь светодиод, потечет через перемычку, а ток через тиристор будет равен нулю. После того, как перемычка будет убрана, тиристор закроется, и светодиод погаснет. При опытах с подобными схемами в качестве перемычки чаще всего используется пинцет.
Предположим, что вместо светодиода в этой схеме будет достаточно мощная нагревательная спираль с большой тепловой инерцией. Тогда получается практически готовый регулятор мощности. Если коммутировать тиристор таким образом, что на 5 секунд спираль включена и столько же времени выключена, то в спирали выделяется 50-ти процентная мощность. Если же за время этого десятисекундного цикла включение производится лишь на 1 секунду, то совершенно очевидно, что спираль выделит только 10% тепла от своей мощности.
Примерно с такими временными циклами, измеряемыми в секундах, работает регулировка мощности в микроволновой печи. Просто с помощью реле включается и выключается ВЧ излучение. Тиристорные регуляторы работают на частоте питающей сети, где время измеряется уже миллисекундами.
Третий способ выключения тиристора
Состоит в том, чтобы до нуля уменьшить напряжение питания нагрузки, а то и вовсе изменить полярность питающего напряжения на противоположную. Именно такая ситуация получается при питании тиристорных схем переменным синусоидальным током.
При переходе синусоиды через нуль, она меняет знак на противоположный, поэтому ток через тиристор становится меньше тока удержания, а затем и вовсе равным нулю. Таким образом, проблема выключения тиристора решается как бы сама собой.
Тиристорные регуляторы мощности. Фазовое регулирование
Итак, дело осталось за малым. Чтобы получилось фазовое регулирование, надо просто в определенное время подать управляющий импульс. Другими словами импульс должен иметь определенную фазу: чем ближе он будет расположен к концу полупериода переменного напряжения, тем меньшая амплитуда напряжения окажется на нагрузке. Фазовый способ регулирования показан на рисунке 3.
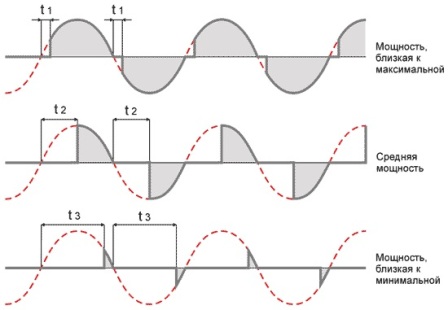
Рисунок 3. Фазовое регулирование
В верхнем фрагменте картинки управляющий импульс подается почти в самом начале полупериода синусоиды, фаза управляющего сигнала близка к нулю. На рисунке это время t1, поэтому тиристор открывается почти в начале полупериода, а в нагрузке выделяется мощность близкая к максимальной (если бы в цепи не было тиристоров, мощность была бы максимальной).
Сами управляющие сигналы на этом рисунке не показаны. В идеальном варианте они представляют собой короткие положительные относительно катода импульсы, поданные в определенной фазе на управляющий электрод. В простейших схемах это может быть линейно нарастающее напряжение, получаемое при заряде конденсатора. Об этом будет рассказано несколько ниже.
На среднем графике управляющий импульс подается в средине полупериода, что соответствует фазовому углу Π/2 или моменту времени t2, поэтому в нагрузке выделяется лишь половина максимальной мощности.
На нижнем графике открывающие импульсы подаются очень близко к окончанию полупериода, тиристор открывается почти перед тем, как ему предстоит закрыться, по графику это время обозначено как t3, соответственно мощность в нагрузке выделяется незначительная.
Схемы включения тиристоров
После краткого рассмотрения принципа работы тиристоров, наверное, можно привести несколько схем регуляторов мощности. Нового здесь ничего не изобретено, все можно найти в сети Интернет или в старых радиотехнических журналах. Просто в статье приводится краткий обзор и описание работы схем тиристорных регуляторов. При описании работы схем будет обращаться внимание на то, каким образом используются тиристоры, какие существуют схемы включения тиристоров.
Как было сказано в самом начале статьи, тиристор выпрямляет переменное напряжение как обычный диод. Получается однополупериодное выпрямление. Когда-то именно так, через диод, включались лампы накаливания на лестничных клетках: света совсем чуть, в глазах рябит, но зато лампы перегорают очень редко. То же самое получится, если светорегулятор выполнить на одном тиристоре, только появляется еще возможность регулирования уже и так незначительной яркости.
Поэтому регуляторы мощности управляют обоими полупериодами сетевого напряжения. Для этого применяется встречно – параллельное включение тиристоров, симисторы или включение тиристора в диагональ выпрямительного моста.
Для наглядности этого утверждения далее будут рассмотрены несколько схем тиристорных регуляторов мощности. Иногда их называют регуляторами напряжения, и какое название вернее, решить трудно, ведь вместе с регулированием напряжения регулируется и мощность.
Простейший тиристорный регулятор
Он предназначен для регулирования мощности паяльника. Его схема показана на рисунке 4.
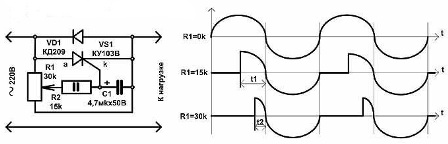
Рисунок 4. Схема простейшего тиристорного регулятора мощности
Регулировать мощность паяльника, начиная от нуля, нет никакого смысла. Поэтому можно ограничиться регулированием только одного полупериода сетевого напряжения, в данном случае положительного. Отрицательный полупериод проходит без изменений через диод VD1 сразу на паяльник, что обеспечивает его половинную мощность.
Положительный полупериод проходит через тиристор VS1, позволяющий осуществлять регулирование. Цепь управления тиристором предельно проста. Это резисторы R1, R2 и конденсатор C1. Конденсатор заряжается по цепи: верхний провод схемы, R1, R2 и конденсатор C1, нагрузка, нижний провод схемы.
К плюсовому выводу конденсатора подключен управляющий электрод тиристора. Когда напряжение на конденсаторе возрастает до напряжения включения тиристора, последний открывается, пропуская в нагрузку положительный полупериод напряжения, вернее его часть. Конденсатор C1 при этом, естественно, разряжается, тем самым подготавливаясь к следующему циклу.
Скорость заряда конденсатора регулируется с помощью переменного резистора R1. Чем быстрее конденсатор зарядится до напряжения открывания тиристора, тем раньше тиристор откроется, тем большая часть положительного полупериода напряжения поступит в нагрузку.
Схема простая, надежная, для паяльника вполне подходит, хотя регулирует лишь один полупериод сетевого напряжения. Очень похожая схема показана на рисунке 5.
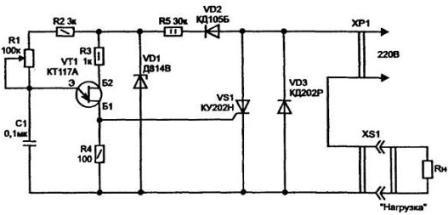
Рисунок 5. Тиристорный регулятор мощности
Она несколько сложней предыдущей, но позволяет осуществлять регулировку более плавно и точно, благодаря тому, что схема формирования управляющих импульсов собрана на двухбазовом транзисторе КТ117. Этот транзистор предназначен для создания генераторов импульсов. Больше, кажется, ни на что другое не способен. Подобная схема используется во многих регуляторах мощности, а также в импульсных блоках питания в качестве формирователя запускающего импульса.
Как только напряжение на конденсаторе C1 достигает порога срабатывания транзистора, последний открывается и на выводе Б1 появляется положительный импульс, открывающий тиристор VS1. Резистором R1 можно регулировать скорость заряда конденсатора.
Чем быстрее зарядится конденсатор, тем раньше появится открывающий импульс, тем большее напряжение поступит в нагрузку. Вторая полуволна сетевого напряжения проходит в нагрузку через диод VD3 без изменений. Для питания схемы формирователя управляющих импульсов используется выпрямитель VD2, R5, стабилитрон VD1.
Тут можно спросить, а когда же откроется транзистор, каков же порог срабатывания? Открывание транзистора происходит в тот момент, когда напряжение на его эмиттере Э превысит напряжение на базе Б1. Базы Б1 и Б2 не равноценны, если их поменять местами, то генератор не заработает.
На рисунке 6 показана схема, позволяющая регулировать оба полупериода напряжения.
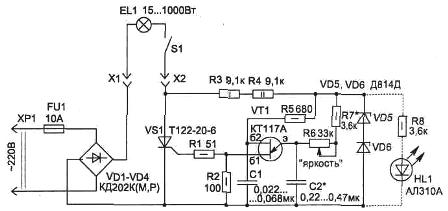
Схема представляет собой светорегулятор. Сетевое напряжение выпрямляется мостом VD1-VD4, после которого пульсирующее напряжение подается на лампу EL1, тиристор VS1, а через резисторы R3, R4 на стабилитроны VD5, VD6, от которых питается схема управления. Использование в схеме выпрямительного моста позволяет осуществить регулирование положительного и отрицательного полупериодов с использованием всего одного тиристора.
Схема управления выполнена также на двухбазовом транзисторе КТ117А. Скорость заряда времязадающего конденсатора C2 изменяется резистором R6 отчего меняется фаза управляющего тиристором сигнала.
По поводу этой схемы можно сделать небольшое замечание: ток в нагрузке состоит лишь из положительных полупериодов сети, полученных после мостового выпрямителя. Если требуется в нагрузке получить положительную и отрицательную части синусоиды, достаточно, ничего не меняя в схеме, включить нагрузку сразу после предохранителя. На место нагрузки следует просто установить перемычку. Такая схема показана на рисунке 7.
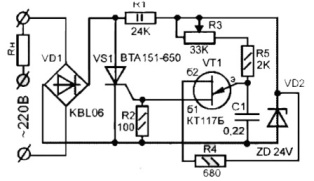
Рисунок 7. Схема тиристорного регулятора мощности
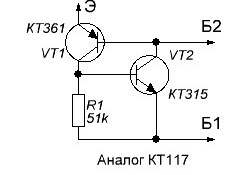
Транзистор КТ117 изобретение советской электронной промышленности и зарубежных аналогов не имеет, но при необходимости может быть собран из двух транзисторов по схеме, показанной на рисунке 8. Вдруг кто-то возьмется собирать подобную схему, где такой транзистор взять?
В схемах, показанных на рисунках 6 и 7, тиристор используется в сочетании с диодным мостом. Такое включение дает возможность с помощью одного тиристора управлять обоими полупериодами переменного напряжения. Но вместе с тем появляются 4 дополнительных диода, что в целом увеличивает габариты конструкции.
Тиристорная схема регулятора тока для сварочного аппарата
В этом материале рассмотрим способы регулировки сварочного тока. Схемы регуляторов тока для сварочного аппарата разнообразны. Они имеют свои достоинства и недостатки. Постараемся помочь читателю выбрать регулятор тока для сварочного аппарата.

Схема сварочного аппарата.
Общие понятия
Общеизвестен принцип дуговой сварки. Освежим в памяти основные понятия. Чтобы получить сварочное соединение, необходимо создать дугу. Электрическая дуга возникает при подаче напряжения между сварочным электродом и поверхностью свариваемого материала. Ток дуги расплавляет металл, образуется расплавленная ванна между двумя торцами. После остывания шва получаем крепкое соединение двух металлов.
Схема дуговой сварки.
В России переменный ток регламентирован частотой 50 Гц. Питание для сварочного аппарата подается от сети фазным напряжением 220 В. Сварочные трансформаторы имеют две обмотки: первичную и вторичную. Вторичное напряжение трансформатора составляет 70 В.
Разделяют ручной и автоматический режим сварки. В условиях домашней мастерской сварку проводят в ручном режиме. Перечислим параметры, которые изменяют в ручном режиме:
- сила тока сварки;
- напряжение дуги;
- скорость сварочного электрода;
- количество проходов на шов;
- диаметр и марка электрода.
Правильный выбор и поддержание на протяжении сварочного процесса необходимых параметров являются залогом качественного сварного соединения.
При проведении ручной дуговой сварки необходимо грамотно распределять ток. Это позволит выполнить качественный шов. Стабильность дуги напрямую зависит от величины сварочного тока. Специалисты подбирают ее исходя из диаметра электродов и толщины свариваемых материалов.
Типы регуляторов тока

Принципиальная электрическая схема регулятора постоянного тока.
Существует больше количество способов изменения силы тока во время проведения сварочных операций. Еще больше разработано принципиальных электрических схем регуляторов. Способы управления сварочным током могут быть следующие:
- установка пассивных элементов во вторичной цепи;
- переключение числа витков обмоток трансформатора;
- изменение магнитного потока трансформатора;
- регулировка на полупроводниках.
Следует знать преимущества и недостатки разных методов регулировки. Назовем характерные особенности указанных типов.
Резистор и дроссель
Первый тип регулировки считается самым простым. В сварочную цепь включают последовательно резистор или дроссель. В этом случае изменение силы тока и напряжения дуги происходит за счет сопротивления и, соответственно, падения напряжения. Умельцы оценили простой и эффективный способ регулировки тока – включение сопротивления во вторичную цепь. Устройство несложное и надежное.

Изменение величины тока с помощью резистора.
Добавочные резисторы используются для смягчения вольт-амперной характеристики источника питания. Изготавливают сопротивление из толстой (диаметром 5-10 мм) проволоки из нихрома. В качестве пассивного элемента применяются мощные проволочные сопротивления.
Для регулировки тока вместо сопротивления ставят и дроссель. Благодаря введению индуктивности в цепь дуги переменного тока наблюдается сдвиг фаз тока и напряжения. Переход тока через нуль происходит при высоком напряжении трансформатора, что повышает надежность повторного зажигания и устойчивость горения дуги. Режим сварки становится мягкий, в результате чего получаем равномерный и качественный шов.
Этот способ нашел широкое распространение благодаря надежности, доступности в изготовлении и низкой стоимости. К недостаткам отнесем малый диапазон регулирования и сложность в перестройке параметров. Сделать такую конструкцию по силам каждому. Часто применяют трансформаторы типа ТС-180 или ТС-250 от старых ламповых телевизоров, с которых убирают первичные и вторичные обмотки и наматывают дроссельную обмотку с требуемым сечением. Сечение алюминиевого провода составит порядка 35-40 мм, медного – до 25 мм. Количество витков будет находиться в диапазоне 25-40 штук.
Переключение числа обмоток
Регулировка напряжения осуществляется изменением числа витков обмотки. Так изменяется коэффициент трансформации. Регулятор сварочного тока прост в эксплуатации. Для такого способа регулировки необходимо сделать отводы при намотке. Коммутация проводится переключателем, выдерживающим большой ток и сетевое напряжение. Недостатки переключения витков: трудно найти коммутатор, выдерживающий нагрузку в пару сотен ампер, небольшой диапазон регулировки тока.
Магнитный поток сердечника
Влиять на параметры тока можно магнитным потоком силового трансформатора. Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта. При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться. Способ магнитного потока практически не используется из-за сложности изготовления трансформаторного сердечника.
Полупроводники в схеме регулировки тока
Рисунок 1. Схема регулятора сварочного тока.
Полупроводниковые приборы совершили настоящий прорыв в сварочном деле. Современная схемотехника позволяет использовать мощные полупроводниковые ключи. Особенно распространены тиристорные схемы регулировки сварочного тока. Применение полупроводниковых приборов вытесняет неэффективные схемы управления. Данные решения повышают пределы регулировки тока. Габаритные и тяжелые сварочные трансформаторы, содержащие огромное количество дорогой меди, заменены на легкие и компактные.
Электронный тиристорный регулятор – это электронная схема, необходимая для контроля и настройки напряжения и силы тока, которые подводятся к электроду в месте сварки.
Для примера рассмотрим регулятор на тиристорах. Схема регулятора сварочного тока представлена на рис. 1.
В основу схемы положен принцип фазового регулятора тока.
Регулировка осуществляется подачей управляющего напряжения на твердотельные реле – тиристоры. Тиристоры VS1 и VS2 открываются поочередно при поступлении сигналов на управляющие электроды. Напряжение питания схемы формирования управляющих импульсов снимается с отдельной обмотки. Далее преобразуется в постоянное напряжение диодным мостом на VD5-VD8.
Положительная полуволна заряжает емкость С1. Время заряда электролитического конденсатора формируется резисторами R1, R2. Когда напряжение достигнет необходимой величины (более 5,6 В), происходит открытие динистора, образованного стабилитроном VD6 и тиристором VS3. Далее сигнал проходит через диод VD3 или VD4. При положительной полуволне открывается тиристор VS1, при отрицательной – VS2. Конденсатор С1 разрядится. После начала следующего полупериода тиристор VS1 закрывается, происходит зарядка емкости. В этот момент открывается ключ VS2, который продолжает подачу напряжения на электрическую дугу.
Наладка сводится к установке диапазона сварочного тока подстроечным сопротивлением R1. Как видим, схема регулировки сварочного тока довольно-таки проста. Доступность элементной базы, простота наладки и управления регулятора допускают изготовление такого сварочного аппарата самостоятельно.
Инверторные сварочные аппараты

Устройство инверторного сварочного аппарата.
Особое место среди сварочного оборудования занимают инверторы. Инверторный сварочный аппарат – это устройство, которое способно обеспечить устойчивое питание сварочной дуги. Малые габариты и небольшой вес придают аппарату мобильность. Сильной стороной инвертора является возможность применять электроды переменного и постоянного тока. Сварка позволяет стыковать цветные металлы и чугун.
Главные преимущества использования инвертора:
- защита от нагрева деталей;
- устойчивость к возмущениям сети;
- независимость от колебаний и перегрузок по току;
- независимость от перепадов промышленной сети;
- способность скреплять цветной металл;
- стабильность сварочного тока;
- качественный шов;
- ровное горение дуги;
- малый вес и габариты.
К недостаткам сварочных инверторов относят высокую стоимость. Электронные детали следует оберегать от воздействия влаги, пыли, жары и сильных морозов (ниже 15 о С).
Инверторное сварочное оборудование сегодня присутствует практически во всех слесарных и авторемонтных мастерских.
СВАРОЧНЫЙ АППАРАТ
Недавно беседовал со своим преподавателем в университете, и на свою беду раскрыл свои радиолюбительские таланты. В общем кончился разговор тем, что взялся я собрать человеку тиристорный выпрямитель с плавным регулятором тока, для его сварочного "бублика". Зачем это нужно? Дело в том, что переменным напряжением нельзя варить со специальными электродами, рассчитанными на постоянку, а учитывая что сварочные электроды бывают разной толщины (чаще всего от 2 до 6 мм), то и значение тока должно быть пропорционально изменено.

Выбирая схему сварочного регулятора, последовал совету -igRomana- и остановился на довольно простом регуляторе, где изменение тока производится подачей на управляющие электроды импульсов, формируемых аналогом мощного динистора, собранного на тиристоре КУ201 и стабилитроне КС156. Смотрим схему ниже:
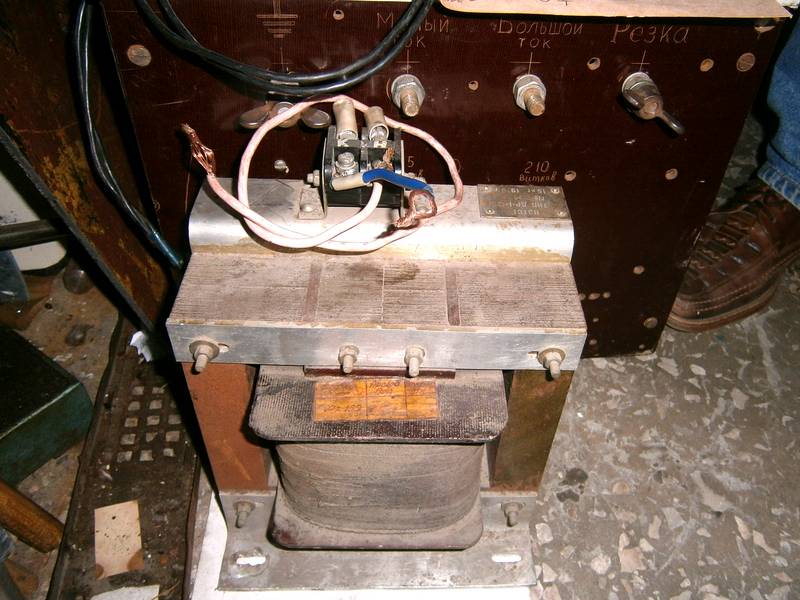
Несмотря на то, что потребовалась дополнительная обмотка с напряжением 30 В, решил сделать проще, и чтоб не трогать сам сварочный трансформатор поставил небольшой дополнительный на 40 ватт. Тем самым приставка-регулятор стала полностью автономной – можно её подключать к любому сварочному трансформатору. Остальные детали регулятора тока собрал на небольшой плате из фольгированного текстолита, размерами с пачку сигарет.



В качестве основания выбрал кусок винипласта, куда прикрутил сами тиристоры ТС160 с радиаторами. Так как мощных диодов под рукой не оказалось, пришлось два тиристора заставить выполнять их функцию.




Она так-же крепится на общее основание. Для ввода сети 220 В использованы клеммы, входное напряжение со сварочного трансформатора подаётся на тиристоры через винты М12. Снимаем постоянный сварочный ток с таких-же винтов.

Сварочный аппарат собран, пришло время испытаний. Подаём на регулятор переменку с тора и меряем напряжение на выходе – оно почти не меняется. И не должно, так как для точного контроля вольтажа нужна хотя-бы небольшая нагрузка. Ей может быть простая лампа накаливания на 127 (или 220 В). Вот теперь и без всяких тестеров видно изменение яркости накала лампы, в зависимости от положения движка резистора-регулятора.

Вот и понятно, зачем по схеме указан второй подстроечный резистор – он ограничивает максимальное значение тока, что подаётся на формирователь импульсов. Без него выходной уже от половины движка достигает предельно возможного значения, что делает регулировку недостаточно плавной.

Для правильной настройки диапазона изменения тока, надо основной регулятор вывести на максимум тока (минимум сопротивления), а подстроечным (100 Ом) постепенно снижать сопротивление, пока дальнейшее его уменьшение не приведёт к увеличению сварочного тока. Зафиксировать этот момент.


Теперь сами испытания, так сказать по железу. Как и было задумано, ток нормально регулируется от нуля до максимума, однако на выходе не постоянка, а скорее импульсный постоянный ток. Короче электрод постоянного тока как не варил, так и не варит как следует.

Придётся добавлять блок конденсаторов. Для этого нашлось 5 штук отличных электролитов на 2200 мкФ 100 В. Соединив их с помощью двух медных полосок параллельно, получил вот такую батарею.

Проводим опять испытания – электрод постоянного тока вроде начал варить, но обнаружился нехороший дефект: в момент касания электрода, происходит микровзрыв и прилипание – это разряжаются конденсаторы. Очевидно без дросселя не обойтись.

И тут удача не оставила нас с преподавателем – в каптёрке нашёлся просто отличный дроссель ДР-1С, намотанный медной шиной 2х4 мм по Ш-железу и имеющий вес 16 кг.

Совсем другое дело! Теперь залипания почти нет и электрод постоянного тока варит плавно и качественно. А в момент контакта идёт не микровзрыв, а типа лёгкое шипение. Короче все довольны – учитель отличным сварочным аппаратом, а я избавлением от забивания головы архимутным предметом, не имеющим никакого отношения к электронике:)
Читайте также: