Точечная сварка из катушки зажигания
Обновлено: 16.05.2024

Многие просили меня поделиться информацией по этому полезному устройству. С удовольствием делюсь.
Хотел бы предупредить, что любые действия, которые вы делаете, при сборке данного устройства, Вы делаете на свой страх и риск. Автор не несет ответственно за любые действия или последствия сборки и использования данного устройства. Помните, что высокое напряжение опасно для вашего здоровья. Обеспечьте максимальную безопасность при сборке и эксплуатации этого устройства.
Продолжим.
Сразу скажу, что мой вариант сделан на скорую руку и очень топорно. Я и сам пока не определился, как же мне окончательно облагородить. Но это вполне рабочий вариант, с помощью которого я уже собрал 5 АКБ.
Для его изготовления понадобится:
1. Трансформатор от микроволновки мощностью 700 Вт минимум. Лучше от 1000 Вт микроволновки.
2. Провод сечением не менее 25 мм2. Я взял 32 мм2. — 1 метр. Вообще, чем короче по длине получится провод, тем меньше потерь будет.
3. Клеммники — 2 шт. Это по желанию. Можно и без них, если хорошо облудить концевики.
4. Кнопка. Рекомендую от той же микроволновки. Она выдерживает нагрузки и не горит.
5. Клеммники для питающего провода, чтобы аккуратно прицепиться к первичной обмотке.
6. Жала от 100 Вт. паяльника медные — 2 шт. для сварочных контактов.
Из инструмента:
1. Ножовка, стамеска для опиливания или вырубывания вторичной обмотки.
2. Паяльник 100 Вт, чтобы пропаять концы или припой и газовая горелка, для тех же целей.
Первым этапом нужно избавиться от вторичной обмотки. Ее отпиливаем и выбиваем. Можно конечно распилить по линии сварки корпус трансформатора, вынуть целиком вторичку и потом склеить эпоксидкой корпус, но после этого, говорят, корпус будет издавать треск.
Напомню, в стандартном трансформаторе от микроволновки первичная обмотка идет внизу, а вторичная вверху. Между ними есть шунты. Их нужно оставить.
При демонтаже вторичной обмотки не повредите первичную.
Теперь просовываем наш толстый провод на место вторичной обмотки, чтобы получилось 1-2 витка. Больше и не нужно. Т.к. чем больше витков, тем больше напряжение. А повышать его смысла нету.
После этого выравниваем концы отходящие от трансформатора нашей новой вторичной обмотки. Важно, чтобы они были одинаковой длины.
Лудим, пропаиваем концы провода и одеваем клеммники на концы нашего толстого провода.
Теперь обжимаем клеммники на проводах, которые будут питать первичную обмотку. Т.е. тот провод, который будет вставляться в обычную розетку.
На одном из проводов в разрыв ставите кнопку от микроволновки. Ставить ее лучше в месте, до которого удобно дотянуться.
А дальше уже идет полет фантазии, как сделать контактную группу, которая и будет у нас сваривать.
Я у знакомого взял контактные группы от 200 или 300 А предохранителей. Они медные и медь хорошая. Раздобыть можно в старых электрощитах.
Переделал их под держатели контактных электродов. Получилось не плохо. Контакт получается надежный. Не греется.
Всю конструкцию разместил на доске, толщиной 50. Что под руку подвернулось.
Замеры показали напряжение холостого хода 1,5 В. В режиме короткого замыкания 1,2 кажется.
К сожалению мои токовые клещи рассчитаны на ток до 400А, поэтому использовал расчетную методику.
По расчетам, ток в рабочем режиме должен быть в районе 1000-1200А.
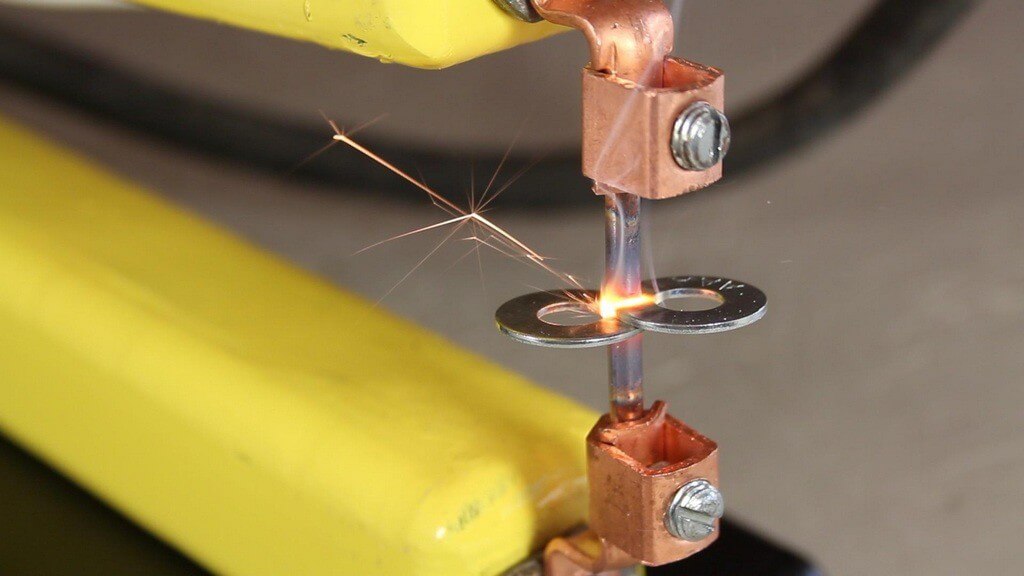
Рекомендации по сварке. Контакты нужно прижимать плотно, чтобы не было зазора между привариваемой пластиной и корпусом батареи. В противном случае, пластину может прожечь, а также корпус батареи. Сильно давить тоже не стоит, т.к. тогда будет просто нагрев.
Контакты специально сведены к центру, чтобы расстояние между точками сварки было не больше 5 мм. На картинке они закорочены, т.к. находятся ниже высоты стандартной батареи 18650.
Как сделать осциллятор своими руками в домашних условиях

Многие начинающие сварщики сталкиваются с проблемой розжига дуги. Опытные мастера так же не прочь облегчить этот процесс. Чтобы сварка всегда начиналась ровно и стабильно, придуман осциллятор. Особенно он полезен при сварке нержавеющей стали или цветных металлов.
- 1. Осциллятор — что это такое и для чего нужен?
- 2. По способу возбуждения дуги, есть два варианта работы осцилляторов
- 3. Сварочный осциллятор своими руками
- 4. Осциллятор для инвертора своими руками
- 5. Осциллятор для плазмореза делаем своими руками
- 6. Схема управления плазморезом и осциллятором
- 7. Осциллятор из катушки зажигания
- 8. Схема осциллятора для сварки алюминия
Осциллятор — что это такое и для чего нужен?
Назначение осциллятора – зажечь и стабилизировать сварочную дугу вне зависимости от условий сварки. Причем этот прибор одинаково эффективен на сварочных аппаратах как постоянного, так и переменного тока. Принцип действия основан на искровой генерации затухающих колебаний.
Схема осциллятора достаточно сложна с точки зрения техники настройки. Однако работает она по простым законам физики.
Основа прибора – повышающий трансформатор, работающий на стандартно низкой частоте. Со вторичной обмотки снимается напряжение порядка 2000-3000 вольт.
Далее вступает в работу колебательный контур, формирующий ток высокой частоты. Внутренние обмотки переходят в режим высокочастотного трансформатора. Частота преобразования 150-200 кГц, при этом напряжение поднимается до 6000 вольт.
Высоковольтный осциллятор, что это и как работает смотрите в этом видео
Вторичные характеристики говорят о безопасности осциллятора. Мощность составляет не более 250 Вт, а продолжительность эффективных импульсов – не более 10-30 микросекунд. При этом дуга возбуждается, а при контакте с человеком не протекает ток, опасный для жизни.
Важно! Зная эту особенность осцилляторов, многие сварщики легкомысленно подходят к соблюдению техники безопасности. Это недопустимо – преобразователь может дать сбой, и оператор получит электрическую травму.
По способу возбуждения дуги, есть два варианта работы осцилляторов
Непрерывного действия
Интегрированы в блок питания сварочного аппарата. Возбуждение дуги происходит за счет приложения тока высокой частоты непосредственно к силовым кабелям аппарата. После чего не важно, какой ток выдаст основной блок питания. Дуга все равно остается стабильной.
Импульсного действия
Подключаются последовательно к силовым кабелям. Система не такая сложная, нет необходимости в монтаже дросселей, шунтирующих высокое напряжение и защищающих сварочный аппарат. Эффективно работает со сварочниками переменного тока. Дуга стабильно горит при смене направления тока в каждом полупериоде.
Общий элемент – блокировочный конденсатор. Он подобран таким образом, что через него свободно протекает ток высокой частоты (формируемый осциллятором), а стандартный ток с блока питания блокируется. Эта схема гарантирует гальваническую развязку между осциллятором и трансформатором блока питания.
Сварочный осциллятор своими руками
Убедившись в полезности этого прибора, вы обязательно пожелаете его приобрести. Однако стоимость хорошего осциллятора может превысить цену вашего сварочного аппарата.
При постоянной занятости в роли сварщика, покупка целесообразна, поскольку устройство оптимизирует работу и ускоряет процесс сварки. А если вы расчехляете свой трансформатор несколько раз в году – имеет смысл изготовить самодельный осциллятор.
Подробно как сделать самодельный сварочный осциллятор — видео
Он будет не таким эффективным, как заводской, но качество дуги вырастает в разы. Особенно если у вас не очень качественные электроды.
Осциллятор для инвертора своими руками
Есть опробованная схема, для изготовления которой не придется разыскивать дефицитные детали. Несмотря на простоту исполнения – качество дугообразования ненамного хуже заводских аналогов.

Осциллятор подсоединяется к выходам силовых проводов (электрод и масса). Поскольку данная схема непрерывного действия – подключение параллельное. Можно установить плату внутри сварочного аппарата, соблюдая экранирование от импульсного блока питания. Если есть подходящий корпус – монтаж выполняется в виде отдельного блока.
Важно! Подключение к сети осуществляется только через трансформатор. Иначе, при отключении основного аппарата, осциллятор останется под напряжением. Это опасно.
После сборки схемы, ее необходимо настроить. Калибровка производится по состоянию и устойчивости дуги. Качество дугообразования настраивается подбором номинала тиристоров.
Еще один пример самодельного осциллятора для инвертора — видео.
Дроссель Др 1 наматывается вручную. На кольцо R40 х 25 х 80 из феррита с магнитной проницаемостью М2000НМ, накручивается провод сечением 2,5 квадрата. Трансформатор Т 1 лучше использовать готовый. Отлично подходит строчный трансформатор от старых телевизоров с кинескопом. Например, ТС180-2.
Выключатель S1 размыкает высоковольтную дугу. Для безопасной смены электрода он должен быть разомкнут.
При подключении осциллятора невозможно угадать «полярность» (ноль-фаза). Для контроля правильности соединения используется индикатор МТХ-90. Он должен светиться.
Осциллятор для плазмореза делаем своими руками
Для розжига плазмы в резаке достаточно напряжения 20000 вольт постоянного тока. Поэтому подойдет искровой осциллятор. Чтобы не создавать сложный повышающий трансформатор, проще использовать банальный умножитель напряжения. Сила тока не имеет значения. Схема компактная, и выполняется буквально из бросовых деталей времен СССР.

Осциллятор для плазмореза — видео рекомендации.
Важно! При намотке высоковольтного трансформатора обязательно обеспечьте изоляцию между обмотками. Несмотря на малую мощность, 20 к Вольт легко «прошьют» первичку, и выведут трансформатор из строя.
Чтобы витки обмотки не вибрировали под нагрузкой, трансформатор пропитывается эпоксидной смолой.
Накопительный конденсатор – капризная часть схемы. После перебора нескольких вариантов, лучше всего показал себя «кондер» от стартера для люминесцентных ламп.
Схема управления плазморезом и осциллятором

При замыкании стартовой кнопки S3 включается схема блока питания инвертора плазмореза. Одновременно подается питание на схему осциллятора.
Время его работы определено разрядом конденсатора С5. Затем закрываются транзисторы Т7 и Т8, питание осциллятора прекращается. Цикл длится 2-3 секунды, за это время дуга плазмореза становится устойчивой.
После размыкания кнопки S3 конденсатор С5 перезаряжается, и система готова к повторному циклу запуска плазмотрона.
Осциллятор из катушки зажигания
Наиболее доступная схема выполняется на автомобильной катушке зажигания.

Однако характеристики бобин не совсем подходят для такой цели. Поэтому требуется тщательный подбор остальных элементов схемы. Можно использовать несколько комбинаций из тиристоров, пока вы не убедитесь в уверенном возбуждении дуги. Несмотря на соблазн изготовить простой осциллятор – это не самая лучшая схема.
Схема осциллятора для сварки алюминия
Алюминий требует особых условий для сварки, особенно тяжело разжечь на нем качественную дугу. Снова требуется осциллятор, способный преобразовать переменный ток частотой 50Гц в приемлемые для сварки 1500 Гц.
Как и остальные приборы, осциллятор для сварки алюминия подключается параллельно инвертору

или работает с последовательной схемой

Вывод:
В зависимости от интенсивности использования вашего сварочника, вы можете приобрести осциллятор заводского исполнения, или выбрать одну из предложенных схем.
Аппарат точечной (контактной) сварки своими руками.

Всем привет! Вот тоже решил выложить небольшой отчетик по изготовлению аппарата точечной сварки.
На работе появилась необходимость приобретения данного аппарата для сваривания 2-4х мм листов. Но посмотрев ценник за эти аппараты, настроение как то ухудшилось.
Что мы, вроде не без рук и решили сами, вдвоем с другом, изготовить данное устройство. Перерыв интернет и проявив немного смекалки, работа началась.
За основу был взят трансформатор от какого то "совдеповского" сварочника на 220В.

Разматываем вторичную обмотку, она не нужна. Первичка в низу обе намотки, подключенные последовательно.


Пробные испытания. Левая вторичка сделана из размотанной меди, плохо наматывалась, решено было убрать. Правая вторичка из многожильного кабеля сечением 75 квадрат. Четыре витка, выдали 4,7 вольта. Вполне достаточно, учитывая что лапы будут выставляться на 700мм, соответственно потери.




Электроды — пруток толщиной 18мм. Само сложное что было достать))) На верх электродов одета медная труба и в трубу вставлен кабель, все опрессованно молотком. Изоляторы текстолит.


Главное что хотелось: это чтобы при нажатии на педаль, вначале прижимались лапки, а потом шел сигнал на кнопку и подавалось напряжение на электроды. Все уже придумано, осталось сделать, но об этом немного позже






Комментарии 41
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

Видео с записью процесса в студию!

Нужно водяное охлаждение, толстую шину на вторичку — квадратов 100 в идеале, и пневмоцилиндр на привод.

Судя по заднему фону занимаетесь вентиляцией и кондиционерами (балон с фреоном)? Куча воздухводов, фасонина (колена), 2-4мм сваривать хм, если для коробов вентиляционных то 0,5 0,7 ну 1 мм макс…

Какой внимательный!))))) Ну все правильно, сделано для изготовления вентиляции. Шина-рейка — два по 0,7 и сам короб от 0,55 до 1.2 мм. На это и расчитывал. С этой задачей аппарат справляется!
Занимаюсь монтажом вентиляции и кондиционирования, потому сразу обращаю внимание на такие вещи, производство у вас большое по изготовлению коробов? Задумываюсь сам начать изготовление на свои нужды, а то заказывать на стороне иногда накладно и долго ждать…
Думаю, все вопросы по этому поводу пиши в личку. Задавай, постараюсь ответить))))

Где-то в нете видел, америкос точечную сварку из транса от микроволновки делал, но там по ходу, микроволновка приличных размеров была. Но на много компактнее.
Тоже видел этот агрегат. Трансформатор от микроволновки на 2кило. Пробовал, слабенький получается.
Ну, не удивительно. )))

А у меня ТОР лежит, кабеля лежат, а руки всё не доходят.

какой он стационарный получился… проемы кузова не поваришь( а так конечно годно))
У меня другое направление. Мне как раз стационар и нужен, что бы руки свободные были.


Вторички многовато как то, на мой взгляд, обычно 2 витка медной шины, квадраты не скажу — не помню. В режиме полной нагрузки (кз) должно быть вроде 2-3в, в хх не более 5вольт.
На работе стоит станок мт2892 и ркс к нему 815, там столько установок что на подбор параметров к операции занимает 3-4 часа.
Мне кажется и ваш сэндвич из 3 листов тоже распадается свободно от удара молотка. Не в укор но ставку на такую сварку делать нельзя. Я проверял качество сваренной сетки бросанием на бетонный пол, что бы был дребезг на изделии, от этого сварка если плохая сразу и отлетает.
Поставьте хотя бы примитивное реле времени с шагом 0.1 сек, для выставления точного времени подачи тока.
Ну а стремление — ключ к победе, молодцы
И обязательно заземление бросьте корпуса, мало ли…
За реле времени, тоже вопрос поднимался, думаю все же в будущем прикупить.
Заземление конечно будет)))

Совершенно с вами согласен. Без точных настроек ничего путного не получится. Сам варю на работе на точке. И в универе учился на сварке. Считали мы как-то вторичный контур сварочных машин. так вот не все так просто. Во первых у трансформатора для точечной сварки должна быть возрастющая вольт амперная характеристика. Во вторых на сколько ампер получился у вас трансформатор? В третьих, где вы видели такую заточку электродов? И к электродам нужно охлаждение обязательно, так как при нагреве медь станет мягкой и не сможет достаточно сжимать точку. Мой совет ищите старенькую точку годов 70-80. Возможно нерабочую. лучше ее восстановить и получить стабильное качество сварки чем заниматься ерундой. Тем более что объёмы у вас будут довольно большими.
Контактная сварка своими руками из инвертора — инструкция

Довольно часто возникает потребность в проведении сварочных работ в домашних условиях. Как правило, это небольшие объемы, выполняемые от случая к случаю. Поскольку сварочные аппараты заводского изготовления стоят очень дорого, многие мастера предпочитают изготавливать их различными способами из подручных материалов. Неплохим вариантом заводского аналога считается контактная сварка своими руками из инвертора, обеспечивающая высокое качество работ за сравнительно низкую себестоимость.
Преимущества
Если вас интересует контактная сварка своими руками из сварочного аппарата, то следует ознакомиться с основными ее преимуществами:
- Относительно низкая потребляемая мощность аппарата;
- Достаточные рабочие параметры для проведения основных процедур в домашней обстановке;
- Низкая цена получаемого аппарата;
- Создание регулятора напряжения для изменения параметров работы;
- Легкая работа с тонким листовым металлом;
- Доступные расходные материалы и простая конструкция модели.
Схема аппарата для контактной точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Необходимое оборудование для контактной сварки
Чтобы собрать аппарат контактной сварки своими руками нужно определить заранее, как вы хотите его использовать. Небольшой вес инверторного агрегата, который мы возьмём за основу комплекта, позволяет собрать как мобильный, так и стационарный вариант. Дело в том, что клещи, обеспечивающие необходимое давление в точке сварки, можно смонтировать на стационарной платформе или же на гибком шланге.
Жёстко закреплённые электроды больше подходят для поточного шовного соединения листового металла, тогда как мобильный вариант является более универсальным.
Отдельно нужно рассмотреть критерии выбора сварочного инвертора, как источника тока для контактного способа работы. Он должен обладать широким спектром регулировок по току и напряжению, а поскольку форма сигнала на выходе является импульсной, то и этот параметр должен быть настраиваемым. Таким образом, аппарат контактной сварки АКС должен быть оборудован тугоплавкими электродами, которые могут быть смонтированы в следующих вариантах, а именно:
- стационарный вариант, при котором на неподвижный минусовой электрод накладывается свариваемые листы, и точечно придавливаются положительным электродом;
- мобильный вариант с использованием клещей, позволяющих сдавливать соединяемые детали в точке сварки;
- вариант с использованием сварочного пистолета, как положительного электрода, где минусом является деталь кузова.

- текстолит для пистолета или клещей;
- пусковая кнопка;
- крепёжные болты с гайками;
- медный или бронзовый наконечник в роли электрода;
- соединительные кабели и провода;
- мини-патрон с лампочкой для подсветки;
- электролобзик, болгарка и электродрель;
- мощный электропаяльник;
- приспособления для разметки;
- набор отвёрток и гаечных ключей.
Важно обеспечить надёжный контакт сварочного кабеля с держателем наконечника или сменных наконечников во избежание перегрева и потерь мощности.
Необходимо продумать быструю смену бронзовых или медных электродов, или наконечников, поскольку условия работы могут меняться, а при ремонте листового металла кузова машины замена является частью технологического процесса.
Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.



Также сажаем на клей заглушку.


Припаиваем провода к кнопке и прикладываем кнопку к вилке. Все обматываем изолентой.


То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.

Включаем, нажимаем кнопку зарядки. Происходит зарядка конденсаторов.

Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.






Но если вам нужно помощнее, то тогда можно доработать схему так.

Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Дополнительные элементы сварочного аппарата
Следующим этапом после изготовления трансформатора будет изготовление контактных клещей. От качества их изготовления во многом зависит, как станет работать контактная сварка из инвертора. Конструкция клещей выбирается в зависимости от специфики будущих сварочных работ. Захватное устройство изготавливается в соответствии с системой привода и размерами соединяемых деталей.
Важнейшей деталью клещей считаются контактные наконечники. Можно использовать медные наконечники от паяльника или приобрести уже готовые изделия. Следует учитывать и то, что они не должны плавиться во время работы, поэтому для их изготовления должен применяться тугоплавкий металл. Обычно используются прутки диаметром около 15 мм. Диаметр подключаемого кабеля всегда меньше диаметра наконечников.

Провода соединяются с электродами с помощью обычных медных наконечников. Непосредственное соединение осуществляется болтами или пайкой, что значительно снижает вероятность окисления в местах контактактов. Пайка чаще всего используется в маломощных аппаратах, позволяя исключить неправильные соединения, вызывающие нарушения тока на выходе устройства.
Основным преимуществом болтовых соединений является возможность быстрой замены деталей, вышедших из строя, без проведения дополнительных работ по пайке. Все болты и гайки должны быть медными. Если же предполагается накладывать соединительные швы с большой протяженностью, в этом случае наконечники оснащаются специальными роликами.
После изготовления клещей наступает время для решения не менее сложной задачи – обеспечение необходимого давления электродов в точке сваривания деталей. Основная сложность связана с тем, что вручную невозможно создать высокое и равномерное давление. Если другие варианты не рассматриваются, то лучше всего изначально отказаться от изготовления точечной сварки из инвертора, потому что эффективность такого аппарата будет крайне низкой.

В промышленности эта проблема успешно решается путем использования усилителей на основе пневматических или гидравлических систем. В домашних условиях изготовить такие приспособления практически невозможно. Для самодельной точечной сварки лучше всего подойдет система, работающая на сжатом воздухе, которая приводится в действие обычным пневматическим компрессором. Наиболее оптимальным максимальным показателем, необходимым для нормальной работы, будет усилие на концах электродов, составляющее 100 кг и более. Изменение давления происходит с помощью отдельного регулятора, который может быть встроен и в общую систему управления.
На завершающем этапе сборки контактной сварки из инвертора остается лишь смонтировать всю систему. Для монтажа рекомендуется воспользоваться уже готовыми элементами, что существенно упрощает сборку и улучшает эксплуатационные характеристики. Все недостающие детали находятся в инверторе, из которого уже был взят трансформатор.
Емкость конденсаторов, установленных в инверторе, может быть недостаточной для нормальной работы. Поэтому в случае необходимости они заменяются другими деталями, наиболее подходящими по своим параметрам. Далее выполняется ступенчатая регулировка тока, на точность которой влияют технические характеристики вторичной обмотки. Путем таких регулировок можно создать оборудование, способное работать в различных режимах.
Как использовать аппарат
К категории дополнительного оборудования можно, не думая, отнести рычаг и переключатели. Это обусловлено тем, что только хорошая сила сжатия сделает аппарат для точечной сварки, созданный своими руками, эффективным.
Это особенно актуально, если речь идет о сваривании толстых металлических изделий. На производстве сила сжатия рычага может варьироваться от 50 до 1000 килограмм. Однако для сваривания в домашних условиях достаточно будет и 30. Для этого вам потребуется достаточно длинный рычаг (без него управлять аппаратом точечной сварки своими руками будет неудобно).

Точечная сварка своими руками
С установкой выключателя все еще проще — необходимо монтировать его на первичную обмотку (так как на вторичной будет слишком сильный ток, мешать работе которого будет сопротивление аппарата). Воспользовавшись этим советом, вы получите возможность включать аппарат лишь после того, как металлы соприкоснулись между собой. Это ощутимо уменьшит затраты на электроэнергию и обеспечит надежную защиту от искр.
Теперь можно считать, что вы изготовили аппарат для точечной сварки своими руками, и он полностью готов к эксплуатации.
Его также потребуется испытать для выявления возможных дефектов конструкции. Такой аппарат подойдет для сваривания металла толщиной в 2—3 миллиметра (если мощность трансформатора — 1 киловатт) и пяти миллиметровых изделий в том случае, если было подсоединено два и больше трансформаторов.
Проводим испытание сварочного аппарата
Сморите видео сборки и испытаний
Как обезопасить себя
При работе с аппаратом точечной сварки очень важно придерживаться правил техники безопасности. Неправильное или небрежное использование этого прибора чревато ударами током, ожогами различной степени тяжести, а также всевозможными травмами.
Первое, о чем нужно думать при создании аппарата искусственной сварки своими руками, это заземление. Наибольшую опасность представляет непосредственно сам трансформатор — его первичная обмотка. При работе с вторичной также нужно быть предельно осторожным. Все эти меры применимы и к работе с инвертором.
Нужно следить, чтобы работающий за аппаратом человек имел быстрый доступ к отключающим механизмам. Все напольное покрытие возле прибора должно быть абсолютно сухим. Также вам потребуется коврик из резины (особенно если аппарат установлен на полу).
Помимо прочего, желательно запастись специальной рабочей одеждой и хорошо проветрить помещение перед использованием аппарата для точечной сварки, сделанного своими руками.
Подводим итог
Мы рассмотрели возможность сборки аппарата для контактной сварки своими руками с использованием инвертора в качестве источника тока. Этим достигается значительная экономия средств, при небольших затратах времени и материалов. Возможностей такого контактного сварочного аппарата вполне достаточно для личных нужд и ремонта кузова машины, а также надёжного соединения листового металла. Успешной вам работы.
Кол-во блоков: 12 | Общее кол-во символов: 16662
Количество использованных доноров: 5
Информация по каждому донору:
Читайте также: