Точечная сварка на симисторе
Обновлено: 18.05.2024
Пришёл знакомый, принес два ЛАТР-а и поинтересовался, а можно ли из них сделать споттер? Обычно, услышав подобный вопрос, на ум приходит анекдот про то, как один сосед интересуется у другого, умеет ли тот играть на скрипке и в ответ слышит «Не знаю, не пробовал» - так вот и у меня возникает такой же ответ – не знаю, наверное "да", а что такое «споттер»?
В общем, пока закипал и заваривался чай, выслушал небольшую лекцию о том, что не надо заниматься тем, чем заниматься не надо, что надо быть ближе к народу и тогда ко мне потянутся люди, а также кратко погрузился в историю авторемонтных мастерских, проиллюстрированную смачными байками из жизни «костоправов» и «жестянщиков». После чего понял, что споттер – это такой небольшой "сварочник", работающий по принципу аппарата точечной сварки. Используется для «прихватывания» металлических шайб и других мелких крепёжных элементов к помятому корпусу автомобиля, с помощью которых затем выправляется деформированная жесть. Правда, там ещё «обратный молоток» нужен, но говорят, что это уже не моя забота – от меня требуется только электронная часть схемы.
Посмотрев в сети схемы споттеров, стало ясно, что нужен одновибратор, который будет «открывать» на короткое время симистор и подавать сетевое напряжение на силовой трансформатор. Вторичная обмотка трансформатора должна выдавать напряжение 5-7 В с током, достаточным для «прихватывания» шайб.
Для образования импульса управления симистором используются разные способы – от простого разряда конденсатора до применения микроконтроллеров с синхронизацией к фазам сетевого напряжения. Нас интересует та схема, что попроще – пусть будет «с конденсатором».
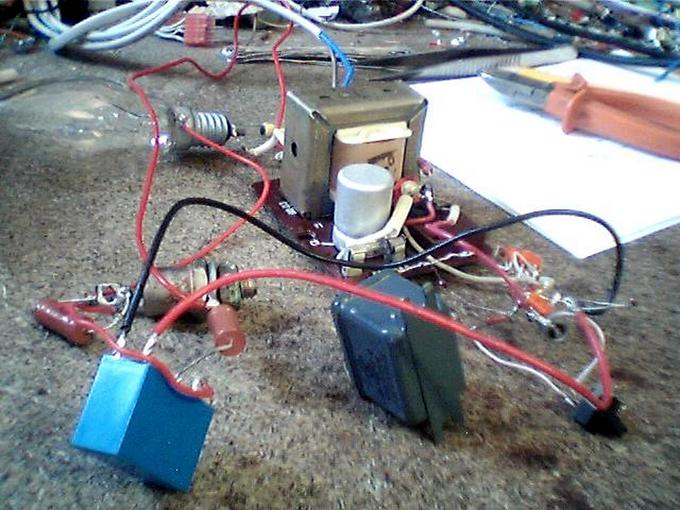
Поиски «в тумбочке» показали, что не считая пассивных элементов, есть подходящие симисторы и тиристоры, а также множество другой «мелочёвки» - транзисторы и реле на разные рабочие напряжения (рис.1). Жалко, что оптронов нет, но можно попробовать собрать преобразователь импульса разряда конденсатора в короткий «прямоугольник», включающий реле, которое будет своим замыкающимся контактом открывать и закрывать симистор.

Так же во время поиска деталей нашлось несколько блоков питания с выходными постоянными напряжениями от 5 до 15 В – выбрали промышленный из «советских» времён под названием БП-А1 9В/0,2А (рис.2). При нагрузке в виде резистора 100 Ом блок питания выдаёт напряжение около 12 В (оказалось, что уже переделанный).

Выбираем из имеющегося электронного «мусора» симисторы ТС132-40-10, 12-тивольтовое реле, берём несколько транзисторов КТ315, резисторов, конденсаторов и начинаем макетировать и проверять схему (на рис.3 один из этапов настройки).
То, что в результате получилось, показано на рисунке 4. Всё достаточно просто – при нажатии на кнопку S1 конденсатор С1 начинает заряжаться и на его правом выводе появляется положительное напряжение, равное напряжению питания. Это напряжение, пройдя через токоограничительный резистор R2, поступает на базу транзистора VT1, тот открывается и на обмотку реле К1 поступает напряжение и в результате контакты реле К1.1 замыкаются, открывая симистор Т1.
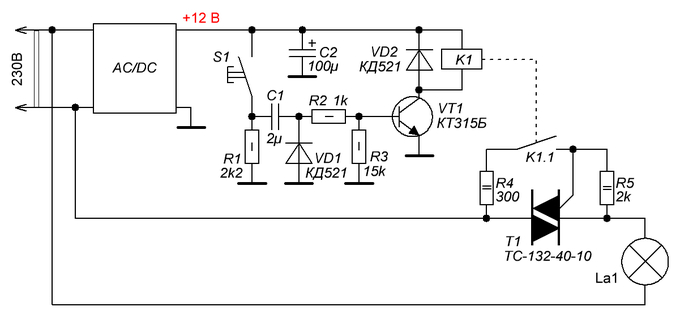
По мере заряда конденсатора С1, напряжение на его правом выводе плавно уменьшается и при достижении уровня меньше напряжения открывания транзистора, транзистор закроется, обмотка реле обесточится, разомкнувшийся контакт К1.1 перестанет подавать напряжение на управляющий электрод симистора и он по окончании текущей полуволны сетевого напряжения закроется. Диоды VD1 и VD2 стоят для ограничения возникающих импульсов при отпускании кнопки S1 и при обесточивании обмотки реле К1.
В принципе, всё так и работает, но при контроле времени открытого состояния симистора оказалось, что оно достаточно сильно «гуляет». Казалось бы, даже с учётом возможных изменений всех задержек включения-выключения в электронной и механической цепях оно должно быть не более 20 мс, но на самом деле получалось в разы больше и плюс к этому, то импульс длится на 20-40 мс дольше, а то и на все 100 мс.
После небольших экспериментов выяснилось, что это изменение ширины импульса в основном связано с изменением уровня напряжения питания схемы и с работой транзистора VT1. Первое «вылечилось» установкой навесным монтажом внутри блока питания простейшего параметрического стабилизатора, состоящего из резистора, стабилитрона и силового транзистора (рис.5). А каскад на транзисторе VT1 был заменён триггером Шмитта на 2-х транзисторах и установкой дополнительного эмиттерного повторителя. Схема приняла вид, показанный на рисунке 6.

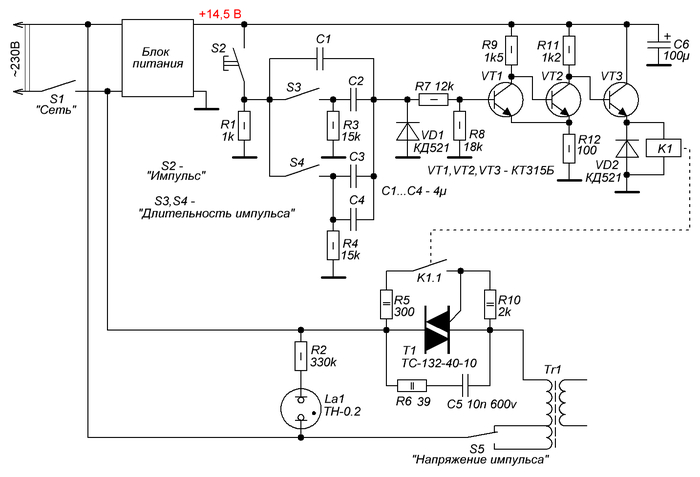
Принцип работы остался прежним, добавлена возможность дискретного изменения длительности импульса переключателями S3 и S4. Триггер Шмитта собран на VT1 и VT2 [1], его «порог» можно менять в небольших пределах изменением сопротивлений резисторов R11 или R12.
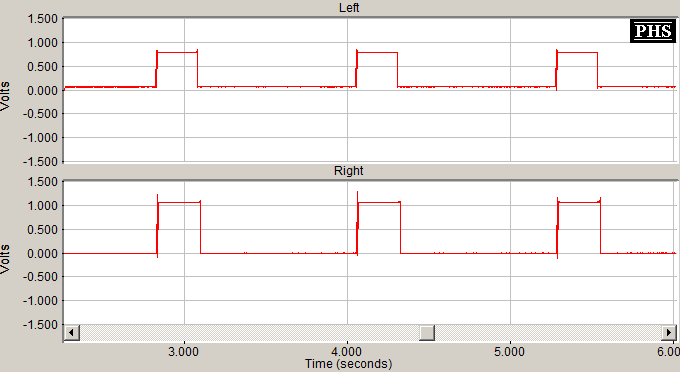
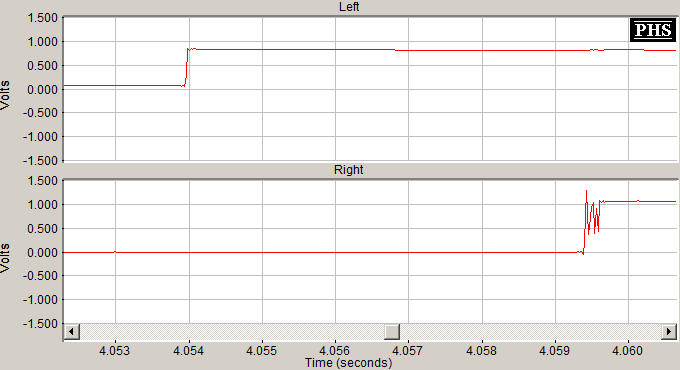
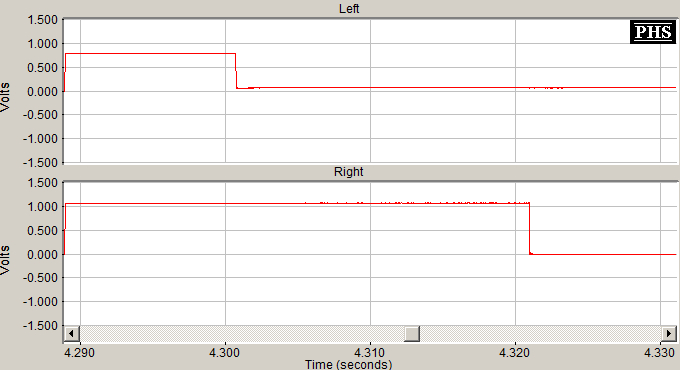
При макетировании и проверке работы электронной части споттера было снято несколько диаграмм, по которым можно оценить временные интервалы и возникающие задержки фронтов. В схеме в это время стоял времязадающий конденсатор ёмкостью 1 мкФ и резисторы R7 и R8 имели сопротивление 120 кОм и 180 кОм соответственно. На рисунке 7 сверху показано состояние на обмотке реле, внизу – напряжение на контактах при коммутации резистора, подключенного к +14,5 В (файл для просмотра программой SpectraPLUS находится в архивном приложении к тексту, напряжения снимались через резисторные делители со случайными коэффициентами деления, поэтому шкала «Volts» не соответствует действительности). Длительность всех импульсов питания реле составляла примерно 253…254 мс, время коммутации контактов – 267…268 мс. «Расширение» связано с увеличением времени отключения – это видно по рисункам 8 и 9 при сравнении разницы, возникающей при замыкании и размыкании контактов (5,3 мс против 20 мс).
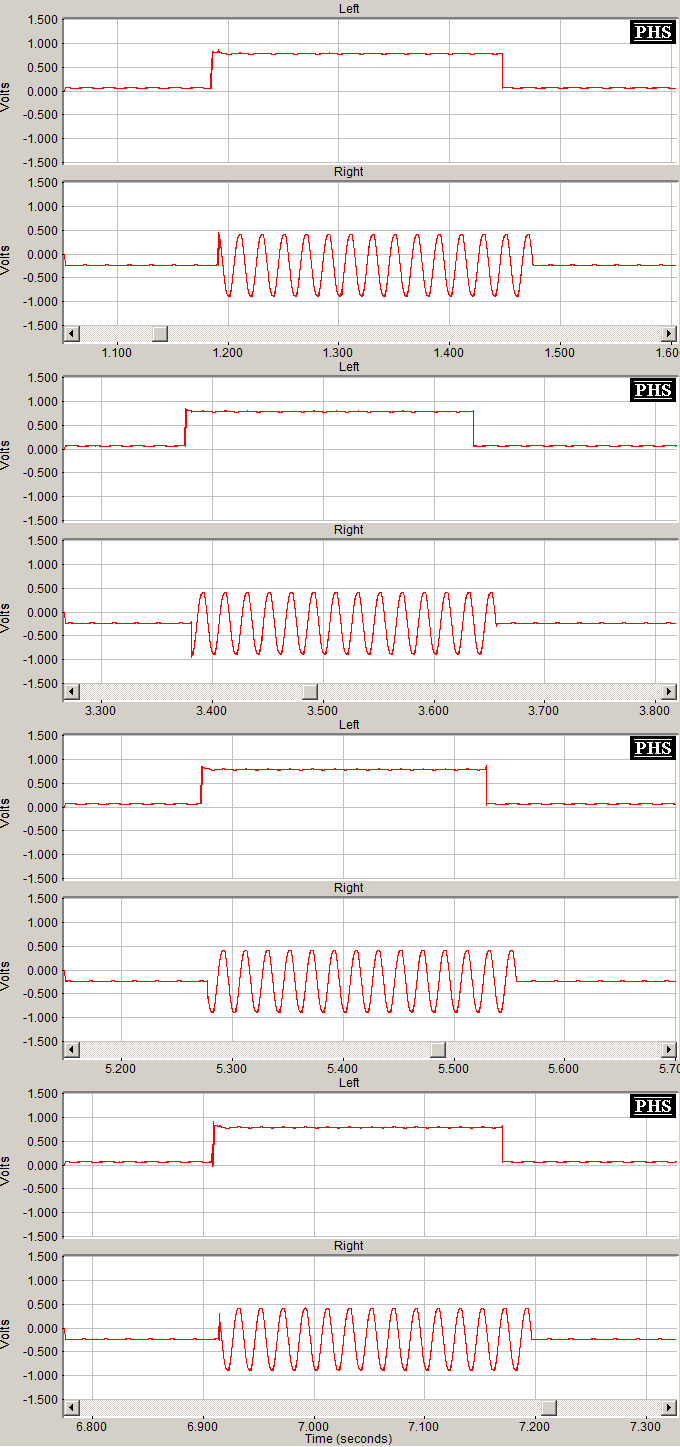
Для проверки временной стабильности образования импульсов было проведено четыре последовательных включения с контролем напряжения в нагрузке (файл в том же приложении). На обобщённом рисунке 10 видно, что все импульсы в нагрузке достаточно близки по длительности – около 275…283 мс и зависят от того, на какое место полуволны сетевого напряжения пришёлся момент включения. Т.е. максимальная теоретическая нестабильность не превышает времени одной полуволны сетевого напряжения – 10 мс.
При установке R7 =1 кОм и R8 =10 кОм при С1=1 мкФ удалось получить длительность одного импульса менее одного полупериода сетевого напряжения. При 2 мкФ – от 1 до 2 периодов, при 8 мкФ – от 3 до 4 (файл в приложении).
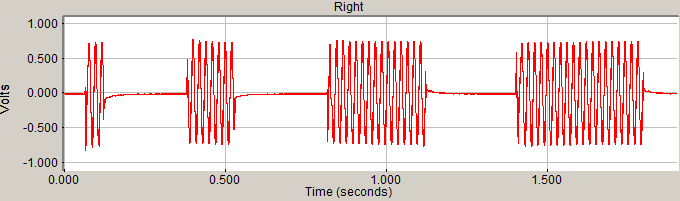
В окончательный вариант споттера были установлены детали с номиналами, указанными на рисунке 6. То, что получилось на вторичной обмотке силового трансформатора, показано на рисунке 11. Длительность самого короткого импульса (первого на рисунке) около 50…60 мс, второго – 140…150 мс, третьего – 300…310 мс, четвёртого – 390…400 мс (при ёмкости времязадающего конденсатора в 4 мкФ, 8 мкФ, 12 мкФ и 16 мкФ).
После проверки электроники самое время заняться «железом».
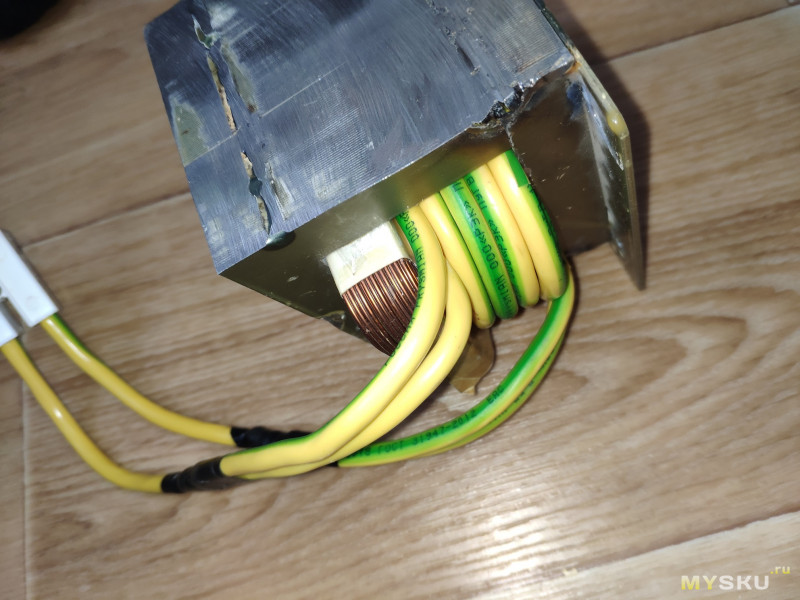
В качестве силового трансформатора был использован 9-тиамперный ЛАТР (правый на рис. 12). Его обмотка выполнена проводом диаметром около 1,5 мм (рис.13) и магнитопровод имеет внутренний диаметр, достаточный для намотки 7-ми витков из 3-х параллельно сложенных алюминиевых шин общим сечением около 75-80 кв.мм.


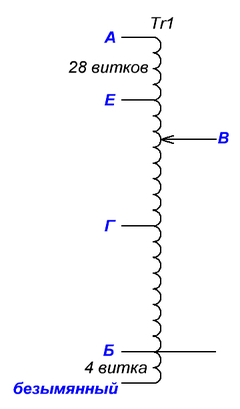
Разборку ЛАТР-а проводим аккуратно, на всякий случай весь конструктив «фиксируем» на фото и «срисовываем» выводы (рис.14). Хорошо, что провод толстый – удобно считать витки.
После разборки внимательно осматриваем обмотку, очищаем её от пыли, мусора и остатков графита с помощью малярной кисти с жёстким ворсом и протираем мягкой тканью, слегка смоченной спиртом.
Подпаиваем к выводу «А» пятиамперный стеклянный предохранитель, подключаем тестер к «срединному» выводу катушки «Г» и подаём напряжение 230 В на предохранитель и вывод «безымянный». Тестер показывает напряжение около 110 В. Ничего не гудит и не греется - можно считать, что трансформатор нормальный.
Затем первичную обмотку обматываем фторопластовой лентой с таким нахлёстом, чтобы получалось не менее двух-трёх слоёв (рис.15). После этого мотаем пробную вторичную обмотку из нескольких витков гибким проводом в изоляции. Подав питание и замерив на этой обмотке напряжение, определяем нужное количество витков для получения 6…7 В. В нашем случае получилось так, что при подаче 230 В на выводы «Е» и «безымянный» 7 В на выходе получается при 7 витках. При подаче питания на «А» и «безымянный», получаем 6,3 В.

Для вторичной обмотки использовались алюминиевые шины «ну очень б/у» - они были сняты со старого сварочного трансформатора и местами совсем не имели изоляции. Для того, чтобы витки не замыкались между собой, шины пришлось обмотать лентой-серпянкой (рис.16). Обмотка велась так, чтобы получилось два-три слоя покрытия.

После намотки трансформатора и проверки работоспособности схемы на рабочем столе, все детали споттера были установлены в подходящий по размерам корпус (похоже, что тоже от какого-то ЛАТР-а – рис.17).

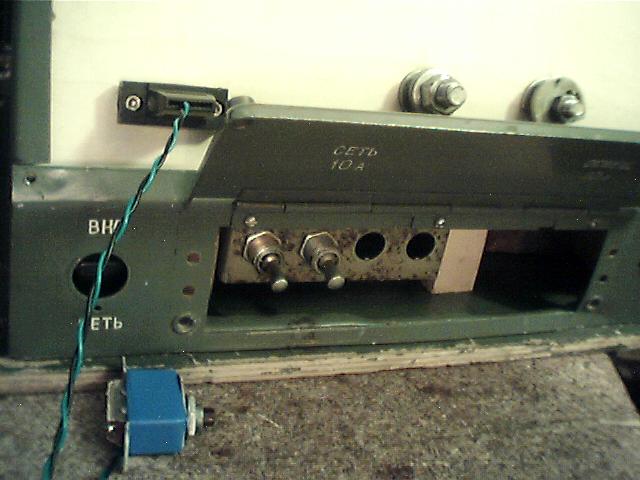
Выводы вторичной обмотки трансформатора зажаты болтами и гайками М6-М8 и выведены на переднюю панель корпуса. К этим болтам с другой стороны передней панели крепятся силовые провода, идущие к корпусу автомобиля и «обратному молотку». Внешний вид на стадии домашней проверки показан на рисунке 18. Вверху слева расположены индикатор сетевого напряжения La1 и сетевой выключатель S1, а справа – переключатель напряжения импульса S5. Он коммутирует подключение к сети или вывода «А», или вывода «Е» трансформатора.

Рис.18
Внизу находятся разъём для кнопки S2 и выводы вторичной обмотки. Переключатели длительности импульса установлены в самом низу корпуса, под откидной крышкой (рис.19).
Все остальные элементы схемы закреплены на днище корпуса и передней панели (рис.20, рис.21, рис.22). Выглядит не очень аккуратно, но здесь главной задачей было уменьшение длины проводников с целью уменьшения влияния электромагнитных импульсов на электронную часть схемы.


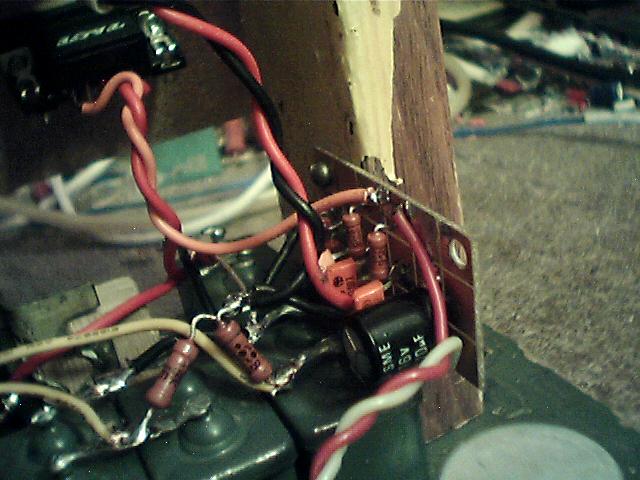
Печатная плата не разводилась – все транзисторы и их «обвязка» припаяны к макетной плате из стеклотекстолита, с фольгой, порезанной на квадратики (видна на рис.22).
Выключатель питания S1 - JS608A, допускающий коммутацию 10 А токов ("парные" выводы запараллелены). Второго такого выключателя не нашлось и S5 поставили ТП1-2, его выводы тоже запараллелены (если пользоваться им при выключенном сетевом питании, то он может пропускать через себя достаточно большие токи). Переключатели длительности импульса S3 и S4 - ТП1-2.
Кнопка S2 – КМ1-1. Разъем для подключения проводов кнопки - COM (DB-9).
Индикатор La1 - ТН-0.2 в соответствующей установочной фурнитуре.
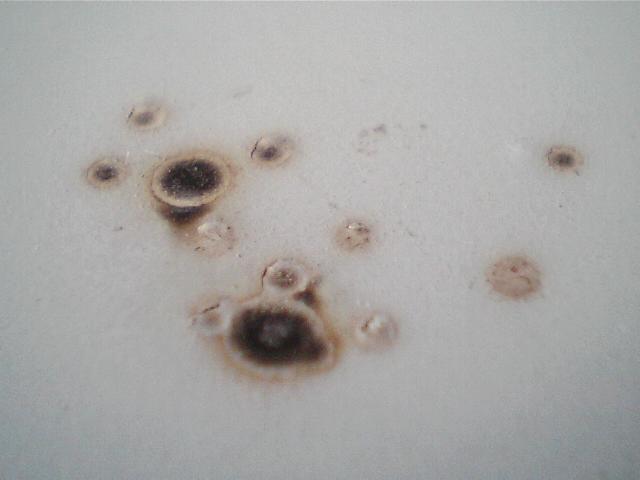
На рисунках 23, 24, 25 показаны фотографии, сделанные при проверке работоспособности споттера – мебельный уголок размерами 20х20х2 мм точечно приваривался к жестяной пластине толщиной 0,8 мм (крепёжная панель от компьютерного корпуса). Разные размеры «пятачков» на рис.23 и рис.24 – это при разных «варочных» напряжениях (6 В и 7 В). Мебельный уголок в обоих случаях приваривается крепко.

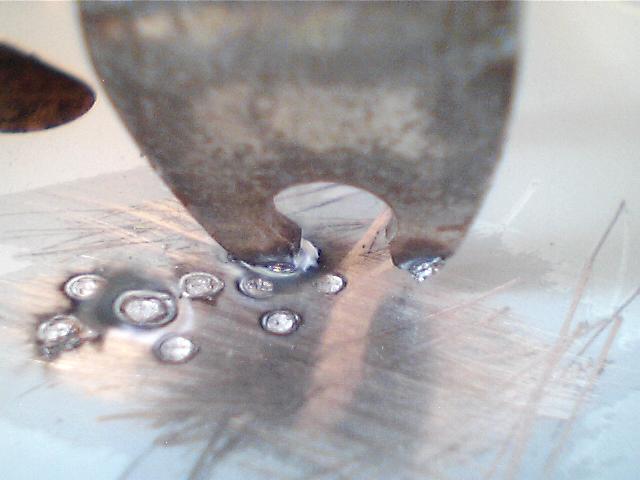

На рис.26 показана обратная сторона пластины и видно, что она прогревается насквозь, краска подгорает и отлетает.
После того, как отдал споттер знакомому, он примерно через неделю позвонил, сказал, что обратный «молоток» сделал, подключил и проверил работу всего аппарата – всё нормально, всё работает. Оказалось, импульсы большой длительности в работе не нужны (т.е. элементы S4,С3,С4,R4 можно не ставить), но есть потребность подключения трансформатора к сети «напрямую». Насколько я понял, это для того, чтобы с помощью угольных электродов можно было прогревать поверхность помятого металла. Сделать подачу питания «напрямую» несложно – поставили переключатель, позволяющий замыкать «силовые» выводы симистора. Немного смущает недостаточно большое суммарное сечение жил во вторичной обмотке (по расчетам надо больше), но раз прошло уже больше двух недель, а хозяин аппарата предупреждён о «слабости обмотки» и не звонит, значит ничего страшного не произошло.
Во время экспериментов со схемой был проверен вариант симистора, собранного из двух тиристоров Т122-20-5-4 (их видно на рисунке 1 на заднем плане). Схема включения показана на рис.27 [2], диоды VD3 и VD4 - 1N4007.
Симистор BTA41-800B или точечная сварка — версия Плюс (продолжение — заводская плата)
Благодаря большому интересу к моему творчеству по созданию аппарата точечной сварки и поддержке обзоров читателями, я решил опубликовать еще один обзор. Данный обзор будет продолжением этого и этого. В этот раз основным рассматриваемым элементом будет управляющая плата, заказанная и изготовленная в Китае. Любителей поделок и интересующихся точечной сваркой приглашаю под кат.
Про сам симистор, являющийся ключом, который коммутирует первичную обмотку сварочного трансформатора, я более-менее подробно написал здесь. Там же было изготовление платы с помощью ЛУТ. Схема и код полученного решения описаны здесь.
Благодаря интересу читателей, я заказал платы в Китае, вместе с компонентами. И расскажу о том, что получилось в итоге. Надеюсь этим обзором облегчить труд тем, кто попросил меня изготовить данные платы и всем остальным, изготавливающим платы самостоятельно.
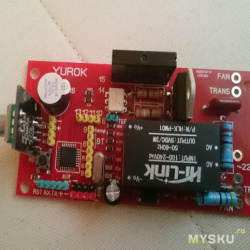
Платы пришли в вакуумной упаковке, в таком виде:
Качество плат вполне приличное:
Как видно я использовал панелирование, чтобы максимально использовать доступное пространство. Размер платы получился более компактным, чем ручной вариант, итог: 5 на 10 см.
Платы с небольшим усилием отламываются и получается две. Места отлома я подровнял Dremel-ем. Припаиваем элементы рассмотренные ранее:
Есть пара моментов, на первой плате одно отверстие оказалось закрыто металлизацией, пришлось его высверлить. Отверстия под ножки симистора получились чуть тоньше чем требовалось, пришлось взять сверлышко на 1 мм и доработать (видимо металлизация съела доли миллиметра). Получилось, на мой взгляд, вполне аккуратно. Стоит сравнить с этим:
Думаю разница есть.
Я специально силовые дорожки, идущие к трансформатору оставил без маски, чтобы их можно было усилить — залудив толстым слоем припоя (заказавшим по необходимости следует это проделать вместе с припайкой проводов).
Многие писали, что радиатор не нужен в данном применении — я оставил отверстие на плате для его крепления, желающие могут его посадить на теплопроводную пасту и закрепить на плате. Пример показан на самодельной плате, радиатор можно взять с неисправной материнской платы или видеокарты, либо отпилить (как я) кусок алюминиевого профиля.

Теперь про подключение элементов к плате:
В принципе, для тестовой сварки достаточно подключить сеть (220 Вольт), трансформатор и кнопку сварки. Подключение экрана позволяет видеть текущие режимы и энкодером настраивать параметры. SPI нужен для смены прошивки (в качестве программатора можно использовать Arduino со скетчем Arduino ISP или USBASP), которую при заливке загрузчика, также можно загружать через USB to Serial.
Термистор в текущей прошивке не используется.
Отверстия для проводов я сделал диаметром 2 мм, чтобы удобно можно было припаять достаточно толстый провод.
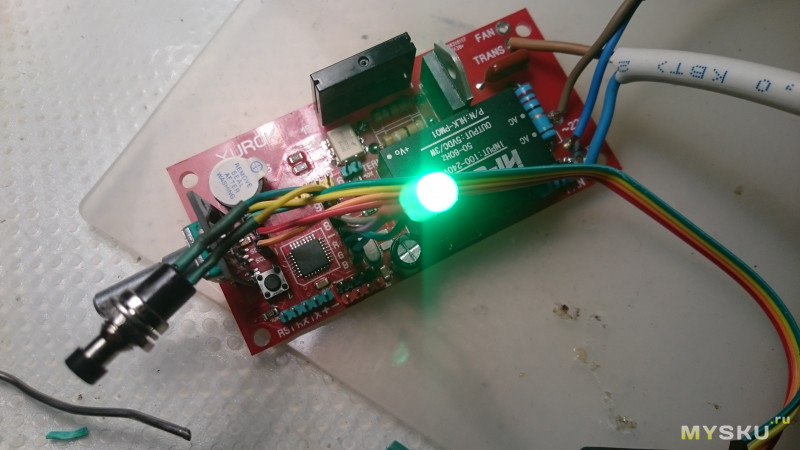
Каждую плату я тестирую, не припаивая а вставляя в отверстия с металлизацией провода, вот такая тестовая сборка:
При таком подключении проводов следует быть максимально аккуратным (а вообще лучше так не делать — 220 Вольт опасно для жизни!) Провода следует припаять и тестировать на диэлектрической поверхности, не дотрагиваясь до платы руками! Работу управления вентилятором тестировал перетыканием проводов лампы в соответствующие гнезда, конечно, предварительно выключал сетевое напряжение.
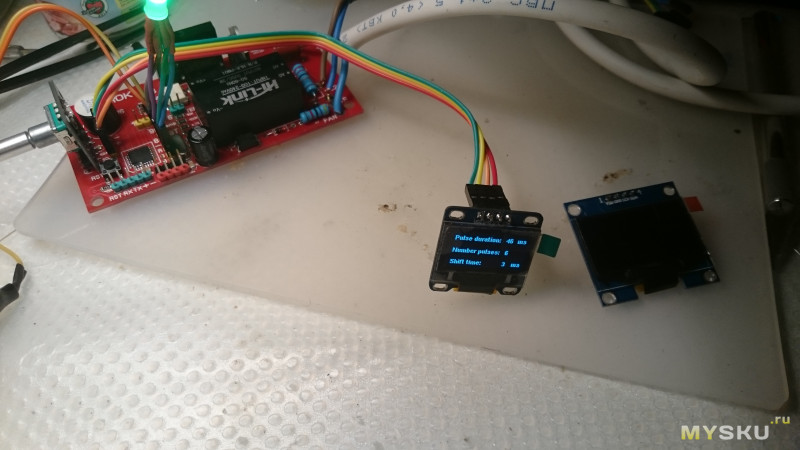
В прошлом обзоре, в комментариях, был вопрос насчет подключения OLED дисплея с диагональю 0.96", так вот он вообще не требует изменения прошивки:
К сожалению, быстро русифицировать устройство не получилось, но как я это сделаю — выложу новую прошивку. Но там всего несколько слов — думаю проблем при использовании быть не должно. Напомню:
— Pulse duration — продолжительность сварочного импульса в миллисекундах (следует понимать, что, в целом, продолжительность кратна 10 мс, но у нас есть смещение относительно начала положительной полуволны, поэтому регулируется миллисекундами.
— Number pulses — количество сварочных импульсов (скважность равна 2, коэффициент заполнения 1/2)
— Shift time — сдвиг относительно начала положительной полуволны в миллисекундах, для оптимальной работы трансформатора и еще по ряду причин (обо всем можно почитать в прошлых обзорах про мою конструкцию, в частности в комментариях), следует включать на пике синусоиды сетевого напряжения — у меня получилось 3 мс (вы можете экспериментировать с данным значением)
Переключение между настройками осуществляется коротким нажатием на энкодер. Изменение текущего параметра — вращением энкодера. Длительное нажатие приведет к сохранению выставленных параметров, при отключении питания и новом включении сохраненные параметры будут восстановлены.
Видео тестирования первой платы, как всегда, в качестве нагрузки выступила лампа накаливания 75 Вт:
В комментариях буду рад увидеть пожелания по улучшению прошивки, по мере появления времени я ее буду обновлять и выкладывать новые версии.
На текущий момент на все полученные платы уже есть заказчики, если будет интерес — закажу еще и вышлю всем желающим по мере изготовления (пишите в личку).
Спасибо всем кто прочитал этот демонстрационный обзор, надеюсь информация будет полезной, особенно тем, кто ожидает свои платы.
Точечная сварка для литий-ионных аккумуляторов с симистором на 100А

Раньше для сборки небольших батарей из аккумуляторов типоразмера 18650 использовал пайку, но для сборки батареи 12S4P для электрического велосипеда решил применить точечную (контактную) сварку. Наверное самый простой и дешёвый способ изготовления подобной сварки — мощное реле и свинцово-кислотный аккумулятор. Но в таком случае нужно вручную контролировать длительность включения реле, чтобы не перегреть и не прожечь оболочку аккумулятора. Поэтому решил заказать готовый контроллер с цифровой регулировкой количества импульсов и мощности.
Контроллер был выбран первый попавшийся, и насколько я сейчас вижу, можно было взять точно такой же, но чуть дешевле, или более слабую версию ещё дешевле. вы
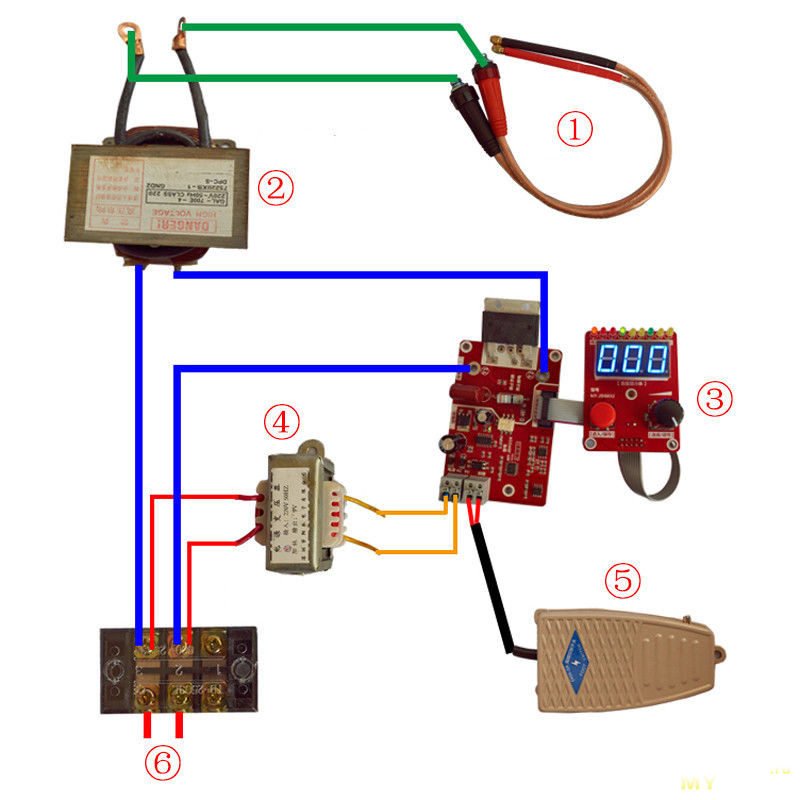
Продавец нарисовал схематическое изображение сварочного аппарата:
Из неё становится понятно, что кроме контроллера так же потребуется: мощный трансформатор, не мощный трансформатор, медные электроды и педаль.
В качестве мощного трансформатора обычно используют трансформатор от микроволновки, слегка переделывая его. Я пошёл по тому же пути.

Суть переделки заключается в уменьшении напряжения вторичной обмотки. Для работы магнетрона микроволновки требуется большое напряжение, поэтому вторичная обмотка трансформатора намотана большим количеством витков тонкого провода (ВНИМАНИЕ! напряжение там очень большой, несколько киловольт, не пытайтесь измерять его бытовым мультиметром). А для контактной сварки большого напряжения не требуется, но нужен большой ток, поэтому вместо большого количества витков нужно намотать несколько витков более толстого провода.

Сейчас мне кажется, что можно было поступить значительно проще, и вместо удаления вторичной обмотки нужно было распилить её в одном месте и соединить все витки параллельно, получив в итоге один виток с большим сечением. Но на тот момент я просто распилил болгаркой трансформатор в месте сварочного шва и вытащил вторичную обмотку (она намотана более тонким проводом) и магнитные шунты (полоски металла между первичной и вторичной обмоткой).
Для намотки новой вторичной обмотки я использовал провод сечением 10мм^2 сложенный вдвое. У меня получилось намотать 5 витков, что в итоге дало примерно 5 вольт. Лучше мотать более толстым проводом меньшее количество витков. Говорят, что оптимально 2-3 витка. Чем больше витков — тем выше будет напряжение и больше риск образования дуги во время не плотного прижатия электродов. Хотя народ нормально варит и от 12В аккумуляторов.
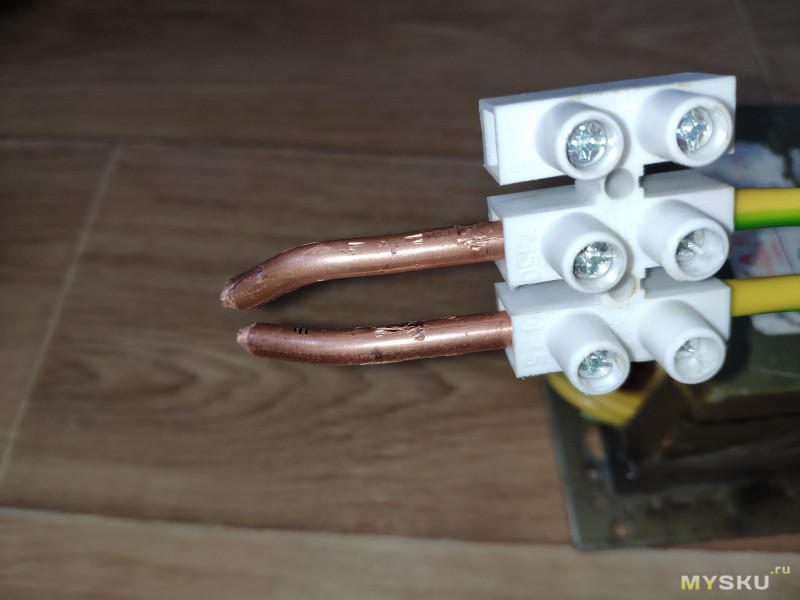
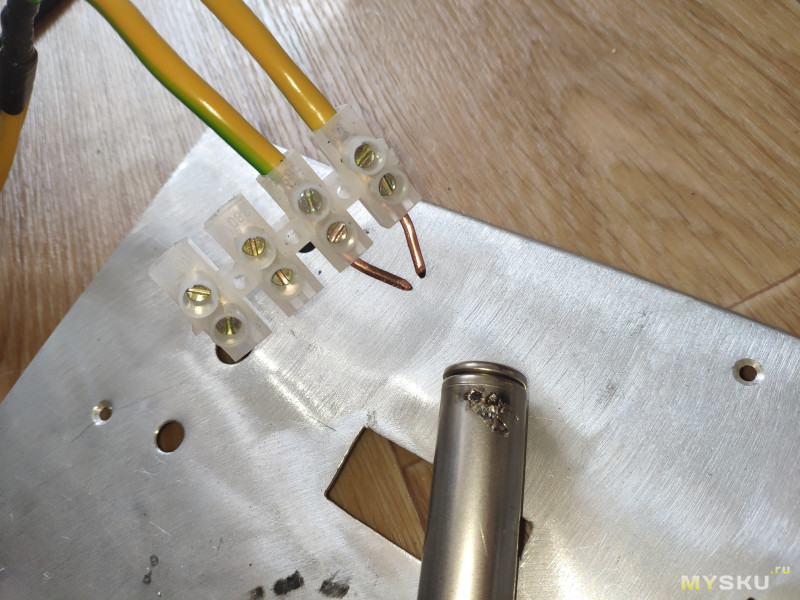
В качестве электродов взял медный пруток диаметром 6мм, заточив концы конусом. Для соединения проводов и электродов применил клеммник, в который идеально влез электрод. И также влез бы сдвоенный провод, но в процессе намотки один из проводов получился короче, поэтому после выхода из трансформатора сечение провода уменьшается вдвое.
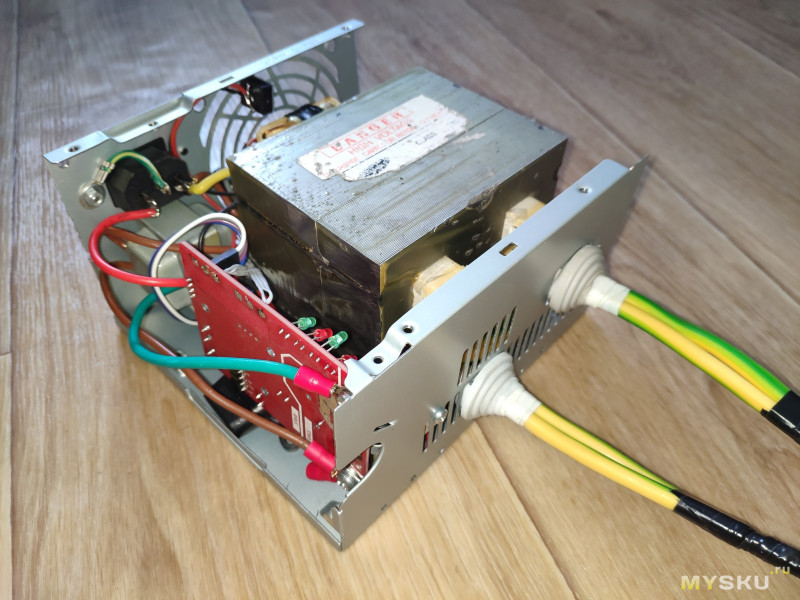
В качестве корпуса для сварочного аппарат использовал корпус от компьютерного блока питания, в него идеально влез силовой трансформатор и осталось место для всего остального.
Для питания платы используется дополнительный понижающий трансформатор небольшой мощности. На плате написано, что рекомендуется подавать на вход 9-12В. И это должно быть переменное напряжение сетевой частоты, так как по нему контроллер отслеживает переход через ноль, поэтому импульсный блок питания не подойдёт. У меня нашёлся подходящий трансформатор, с выходом 9В (0.3А). При таком напряжении контроллер потребляет около 100мА тока в дежурном режиме.

Вместо педали может быть просто кнопка (нормально-разомкнутая), но у меня уже была педаль, поэтому применил её.

Разъём питания остался родным, а вместо вентилятора была установлена плата с индикаторами, ручки регулировки количества импульсов и их мощности, а так же разъём для подключения педали

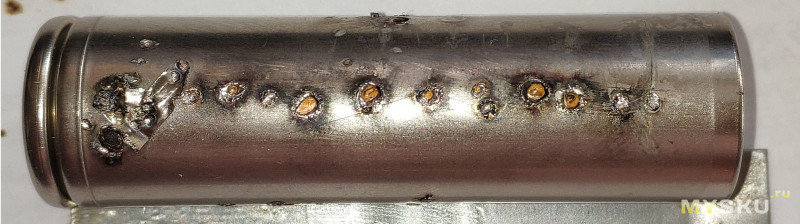
Сразу же после сборки сварочный аппарат заработал. Сначала побаловался с толстым металлом — на максимальной мощности и длительности электроды раскалились до красна. Затем начал тренироваться на дохлых банках 18650 и полоске из никеля толщиной 0.1мм.
Слева можно увидеть неудачные попытки сварки. На боковой поверхности это происходит из-за того, что прямо за тонкой стенкой находится слой электролита и меди и ток находит себе более «короткую» дорогу. В случае с торцевой стороной аккумулятора прожиг ленты случается из-за плохого прижима одного из электродов, в таком случае ток протекает только через тонкую никелевую полоску и она сгорает в месте контакта, при этом сам АКБ не портится. Далее несколько удачных попыток, где чем правее — тем больше длительность сварки.

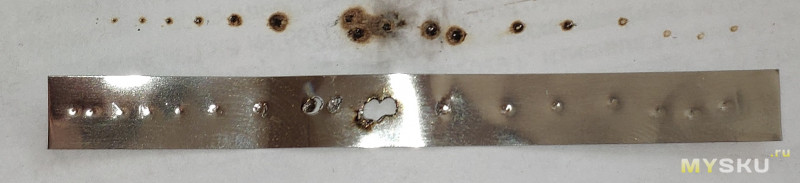
Также поигрался с мощностью. Слева направо увеличение мощности от 1 до 99 с шагом 10. Затем по новой заточил электроды и сделал ещё 4 точки на максимальной мощности и длительности в 1 импульс (20мс).

Отрыв полосы показал, что даже на минимальных настройках лента 0.1мм проваривается и соединяется с аккумулятором. Начиная с 40% мощности лента уже рвётся при попытке отрыва. А с 70% появляется шанс прожечь боковую стенку аккумулятора насквозь.

Вскрытие показало, что привариваться к боковой стенки аккумулятора 18650 — плохая идея. Так как слой меди и электролита достаточно близко к стенке, и ток предпочитает течь через них, а не по корпусу банки. В случае с плюсовой и минусовой клеммой таких проблем нет, так как между ними и начинкой АКБ находится воздушный зазор, да и похоже сами они сделаны из более толстого металла. Но если всё равно умудриться прожечь аккумулятор с торца, то тут будет важно, с какой стороны. Если это плюсовая клемма — то никаких проблем. Если минусовая — то есть вероятность разгерметизации банки, и чтобы это проверить, нужно прогнать её циклом разряд-заряда, и если при этом из места прожига начнёт вытекать электролит или появится резкий химический запах — то банку в утиль.

Ещё немного потренировавшись взялся за то, ради чего всё это затевалось. В итоге варил батарею на настройках 1 импульс и 99% мощности. Несколько раз не сильно плотно прижимал электроды к банкам, из-за чего лента прогорала, но вроде без последствий для АКБ. Но, по-хорошему, стоит изготовить электроды такой конструкции, чтобы они были независимо подпружинены (либо раздельно прижимать их).
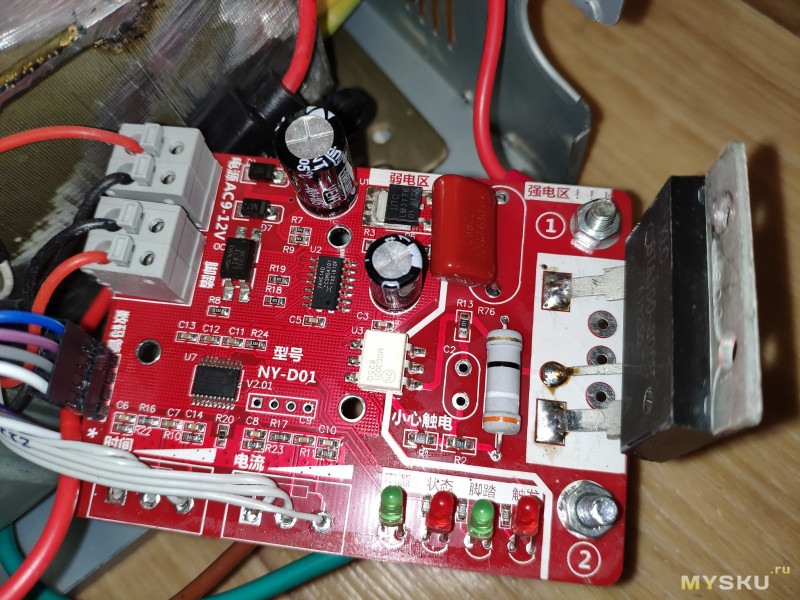
Забыл сфотографировать плату до сборки, поэтому фото уже с отпаянными переменными сопротивлениями, которыми выполняется настройка. В качестве мозгов используется STM8S003F3P6

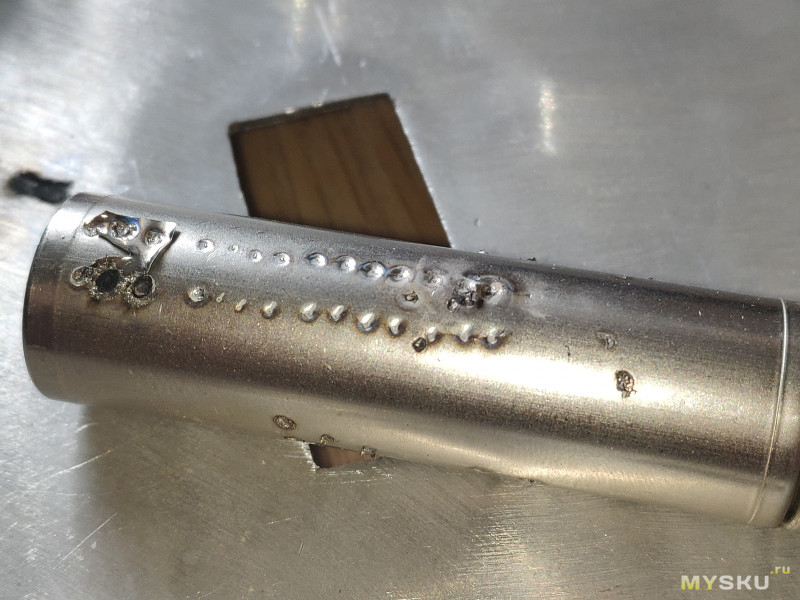
Тиристор BTA100-800B. Даже после длительной работы совсем ни сколько не нагрелся, поэтому дополнительного радиатора ставить не стал, тиристор просто прикручен одним винтом к корпусу и лишь слегка его касается. Металлическая часть корпуса тиристора изолирована от всех выводов, поэтому никакой дополнительной изоляции при креплении не применял.
Ради интереса попробовал сделать электроды из медного провода сечением 2.5мм^2. Никакой особой разницы не заметил, так же хорошо варят, и дают такую же яркую дугу и делают дырку в ленте/аккумуляторе в случае не плотного прижима.
В целом данным контроллером я доволен, что мне требовалось сделать — он выполнил. Стоило ли собирать сварочный аппарат ради одного раза? Не знаю. У меня есть вещи, которые я купил, и не использовал ни разу — вот там спорный вопрос. А тут… В общем, лёгких путей я не искал. Если что забыл, спрашивайте в комментариях.
P.S. После обсуждения в комментариях хотелось бы уточнить, что представленный на фото прожиг на боковой стороне аккумулятора 18650 и на торце уже готовой сборки случились по разным причинам. В случае с боковой стороной, ток пошёл вглубь АКБ, так как сразу за стенкой находится слой хорошо проводящего электролита и меди. А в случае с торцом был плохой прижим ленты, и ток пошёл только через ленту, в результате чего она прогорела, но это совершенно никак не отразилось на АКБ. То есть получилось не красиво, но ничего страшного.
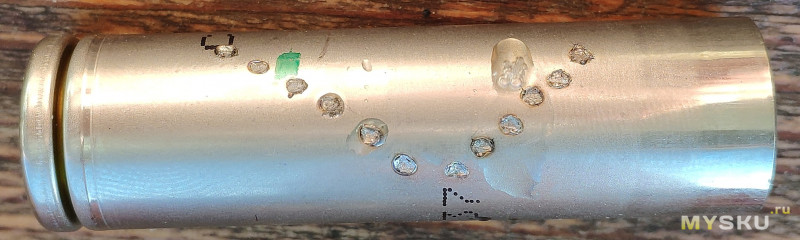
Отдельно прожечь торцевые части АКБ на тех настройках, с которыми я варил батарею — мне не удалось. Отдельно прожечь ленту — без проблем. Пример разного расстояния между электродами, при одинаковых настройках и отсутствии под пластиной проводящего материала:
И аналогично для боковой стенки банки 18650:

И для минусовой стороны (старался ставить электроды максимально близко, насколько позволяла их толщина):
Но это просто для примера, до такого лучше не доводить, и уменьшить величину тока.
Так как даже крошечного отверстия достаточно для выхода электролита

При правильно подобранном режиме сварки на банке и ленте не должно оставаться следов перегрева металла, при этом лента не должна легко отрываться от банки

Чтобы избежать подобных «коротких путей» для тока, продаются пластины с прорезями. А для моего варианта батареи и вовсе существует специальная лента:
Треш проект — точечная сварка
Очередной треш проект — делаем сами своими руками аппарат для точечной сварки из трансформаторов от микроволновок.

Вообще этот проект для меня в какой то степени — отдых. На работе приходится ломать голову как сделать изделие максимально технологичным, из доступных компонентов, даже то, которое нужно только в одном экземпляре — вдруг завтра закажут 100500 штук? А тут чистый процесс творчества, ни одного чертежа, из чего бы сделать это? а вон из той железки из кучи мусора на заднем дворе. Всё по месту в одном экземпляре из хлама.
Этап первый — сбор информации и формулирование требований.
Идея сделать точечную сварку была давно, но тут так сошлись звезды что можно было убить сразу несколько зайцев сразу, к тому же скопились практически все материалы. Поиски в интернете привели в уныние. 90% информации — это популярные записи из разряда «смотри что можно» и являются скорее доказательством концепции, чем реально полезным устройством, из разряда «Гы-гы Бивис, смотри, оно гвозди докрасна калит!» и сваренные две жестянки. Про ютуб скажу отдельно в постскриптум.
Часть полезной информации оказалась размазанной тонким слоем на форуме чипмейкер, мастер сити и других, где народ собирает точечную сварку и по ходу дела обсуждает тонкости конструкции. Эта информация мне помогла больше чем десятки видео.
Постановка задачи: нужно занедорого, с минимумом покупных элементов сделать настольный аппарат для точечной сварки. Для ориентировки: китайские сварочные клещи стоят 10-15 килорублей, брендовые 35 и более килорублей. Свое время, естественно, не бесплатное и порой действительно целесообразнее купить.
Сразу стоит дополнительно пояснить:
- Аппарат собранный из «говна и палок» (DiHalt, привет) не ровня промышленному. Промышленный аппарат при похожих возможностях не просто так в разы дороже и крупнее. Большая проблема — нагрев, и промышленные установки имеют водяное охлаждение электродов, хорошее сечение проводников, электроды из правильного сплава. И домашне-гаражное поделие после 10 точек нужно оставить остывать на 10 минут, а промышленный рассчитан делать точки каждые пару секунд, 24 часа в сутки 7 дней в неделю. Поэтому ниши разные, самодельный — скорее лабораторно-экспериментальный, если нужно иногда что то сварить. Промышленный — если вы работаете им с утра и до вечера и зарабатываете этим на жизнь.
- Из обычной бытовой розетки на 220В много электричества не вытянуть, а трехфазное подключение это совсем другая история, поэтому не стоит ждать, что у вас 2 кВт мощщи будет проваривать два листа в 5 мм.
- В точечной сварке работают вместе два фактора — нагрев электрическим током и давление электродов. Поэтому механика системы «две палки и петля от двери» будут работать плохо и нестабильно.
- В сварке тонкого железа (0,5 мм и менее), тонкой проволоки без реле времени делать вообще нечего, скорости и точности реакции для стабильного результата не хватит, будет или непровар или пережог.
План вырисовывается такой. Берем два (хотелось запас по мощности, и я не ошибся) трансформатора от микроволновки. Сами по себе трансформаторы примечательны выжиманием максимума ради экономии. По расчетам в программе, железо такого трансформатора будет тянуть всего 230 Вт мощности, но из него выжимают аж 800 Вт! Это дается дорогой ценой — снижен КПД, все греется, трансформатор не способен на длительную непрерывную работу, большой ток холостого хода.
Наматывать вторичку я решил кабелем 95 мм2. Чем ниже сопротивление кабеля — тем больший ток удастся развить, по крайней мере проводка не станет «бутылочным горлышком» системы. Были жалобы форумчан, что трансформатор «не варит» — а на фото — хвосты чуть ли не метр, при сечении что-то вроде 35 мм2. Чем толще провод — тем дальше можно вынеси электроды от трансформатора. Наматывать буду без размыкания железа — не нравится мне идея заиметь дополнительный зазор в паршивом трансформаторе.
Этап второй — сборка.
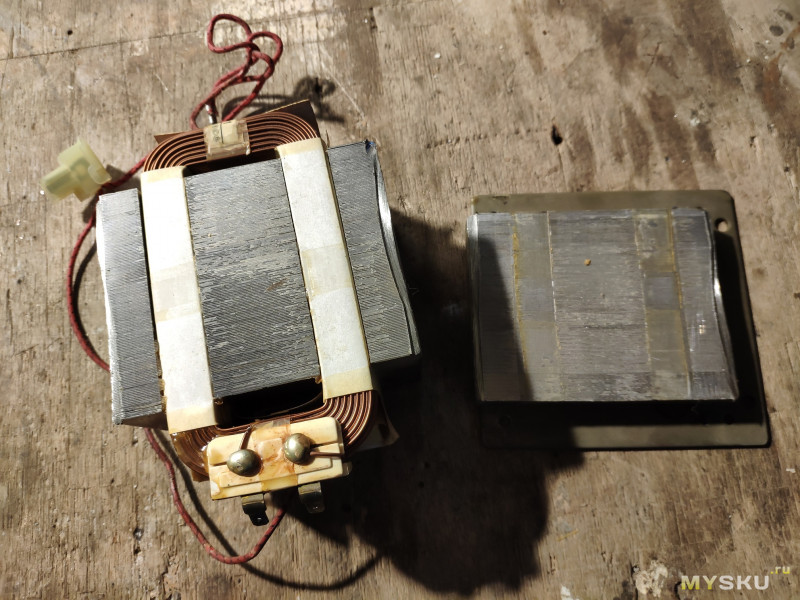
Были разговоры по поводу трансформаторов, из чего обмотки. Расставляю все точки над i:

Два внешне похожих трансформатора имеют разную начинку. Слева алюминиевые обмотки, справа медные.
В целях экономии производители стали заменять медь на алюминий (при этом еще и уменьшая габарит железа). Такие трансформаторы хуже по всем параметрам, алюминий проводит тепло и ток почти в два раза хуже меди, да и надежность ниже. Определить можно слегка пошкрябав изоляцию на проводе — оголится белый алюминий. Из-за того, что я планировал использовать два трансформатора в параллель — пришлось пустить на запчасти еще одну микроволновку — донора, трансформаторы должны быть близки по размерам и одинаковы по материалам обмоток.
Процесс переделки трансформаторов прост. Ножовкой срезаем вторичную обмотку (сделана тонким проводом и имеет одну клемму, второй вывод идет на корпус) с двух сторон .

Выбиваем обмотки куском болта. Возьмите болт подлиннее, чтобы не повредить первичную обмотку.
Зажимаем в тисках и болтом выбиваем обмотку. Заодно выбиваем магнитный шунт — пачка пластинок трансформаторной стали в окошке между обмоток — он замыкает часть магнитного потока через себя ограничивая мощность.

Резиновая изоляция избыточно толстая
Для проекта был куплен кабель 95 кв.мм в резиновой изоляции, длина 3 м (1,5 м на трансформатор, цена порядка 600 р/м) и сразу были куплены наконечники для 95 кв.мм. Изоляцию придется срезать — она слишком толстая и будет мешать, благо напряжение нас ожидает всего около 2 вольт. Если изоляция резиновая — то приготовьтесь, что проводники под изоляцией почерневшие насмерть. Я засунул жилы в толстую термоусадочную трубку, такой «шланг» гнуть проще — жилы могут перемещаться друг относительно друга внутри обеспечивая мне меньшие радиусы изгиба. После сборки феном термоусадка усаживается. В теории в окнах у меня должно было остаться много место. Но в теории теория работает, на практике несколько наоборот. Хорошая идея изолировать железо от термоусадки чем-либо термостойким — стеклотекстолит, гетинакс — если перегреем трансформатор и изоляция у нас поползет, иметь замыкание витков на железо нам бы не хотелось бы. Слабая изоляция между обмоткой и железом ставит крест на идее взять десяток таких трансформаторов по 2 кВ и получить соединив последовательно 20 кВ.



Намотав трансформаторы отложим их в сторонку. и приступим к механике.
Механику варил из профильной трубы — 15*15, 20*20, 40*20. Я боялся что труба 20*20 загнется, поэтому в местах ослаблений наваривал куски металла для усиления. Конструкция получилась избыточно мощной. Компоновка простая — два выносных рычага, трансформаторы в задней части друг над другом. Отдельно ломал голову над шарниром, регулировками, механизмом сведения.

Шарнир — важная часть, он не должен иметь люфтов. Дверные петли, мебельные петли, даже длинная рояльная петля — увы имели небольшой люфт, что означает, что электроды будут перемещаться не попадая остриями. Я категорически не хотел прибегать к токарке, и решение посетило внезапно при обходе кучи мусора и металлолома на заднем дворе. От одного старого неудачного проекта была взята стойка с велосипедной втулкой, с прикрепленным на втулку креплением руля. Жесткость, простота конструкции мне понравилась. Площадка со втулкой крепится на винтах к станине, что позволяет ослабив болты выставить соосность рычагов.
Механизм сведения тоже простой — это рычаг ручного тормоза от ВАЗовской девятки. Поставленный на ребро, при опускании рычаг тягой сводит рычаги вместе. Петля из тросика, коромысло и гайка на тяге позволяет отрегулировать степень сведения рычагов, на фото это все понятно. При желании иметь ножной привод — достаточно кинуть тросик с коромысла на педаль. Храповик на рычаге позволяет сжать детали о оставить в зафиксированном положении рычаги, не знаю насколько это окажется полезным.

В качестве возвратной пружины я взял обычный газлифт для мебели (6 кг усилия и всего 100 рублей).


Трансформаторы просто ставятся друг на друга и вместе стягиваются четырьмя шпильками и пластинкой. Для подстраховки пластинка и станина имеют наваренные уголки и выступы — трансформатору не так просто выскользнуть. Примеряем и отрезаем лишние хвосты. 95 мм2 кабель гнется крайне плохо. Теперь необходимо обжать наконечники.


И тут я передаю привет видеоблоггеру AlexGyver который предлагал обжимать наконечники ударом молотка, и припаяв их в конце. Ни первого ни второго делать ни в коем случае нельзя, наконечники нужно обжать соответствующей матрицей гидравлическими пресс-клещами. Мне это сделали по знакомству. Удар молотка по наконечнику вызовет только перераспределение свободного места внутри клеммы, не обеспечив плотный равномерный обжим со всех сторон. То, что прокатывает с сигнальными проводами, не прокатит тут. При токе 1000А каждые 0,001Ом — это лишние 1 кВт нагрева. Пайка тоже плохая идея, и дело тут не в том, что олово проводит ток даже хуже стали, а в том, что в месте клемм сильный нагрев, и он легко может достигать двух сотен градусов, а в паре с жесткими проводами, силой Ампера внезапно выскочивший из клеммы провод, под веселые брызги жидкого припоя может наделать бед.


Отдельной мозголомкой были электроды. Проблемы бы не было, если бы медный пруток продавался в каждом хозмаге, купил, выточил и работай. Поэтому идея такая — наконечники стягиваются меж собой, зажимая загнутый П-образно электрод. Электрод немного расплющен кувалдой для увеличения площади контакта наконечниками, и может упираться плоской полочкой для обеспечения усилия прижима (не понадобилось). П-образная форма проще для загибания, чем кольцо, особенно если пруток толстый.


В качестве материала электродов я использую сердцевину одножильного кабеля 35 мм2 — он был, но его не трудно купить в магазинах электроизделий. По мере износа такие электроды заменяются.

Токопроводящие части изолированы от металла корпуса при помощи стеклотекстолита — это прочный термостойкий диэлектрик, он при нагреве не ползет. Если стеклотекстолита нет — подойдет и фанера — напряжение всего 2В.


Не удержался. это ток КЗ одного трансформатора

Получается пока как то так:


С этого момента сварочный аппарат может уже варить детали для себя.
Этап 3 — система управления.
Регулировать можно два параметра — сварочный ток и длительность воздействия тока. Первый путь возможен через непрямую регулировку (напрямую не порегулировать — реостат на 1000А не будет отличаться хорошей надежностью и габаритами) — переключением витков вторичной обмотки или подключением сварочника через ЛАТР. Второй путь проще — мы просто используем реле, что бы включить сварку на заданное время.
Ток мы будем включать только при сведенных контактах — в противном случае при размыкании зажигается дуга которая прожигает дыры и сильно изнашивает электроды.



Лень победила — я не стал делать отдельный блок на микроконтроллере, я использовал обычное промышленное реле времени Autonics AT8N, твердотельное реле из китая, и гору всякого хлама. Примерная схема ниже:
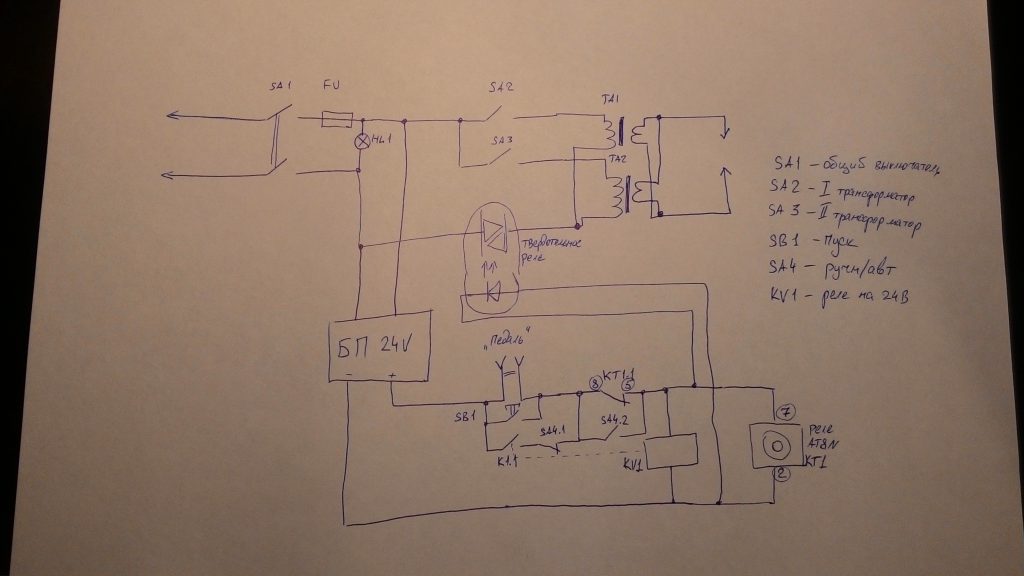
На схеме я нарисовал светодиод в твердотельном реле задом наперед, но на самом реле обычно диода не нарисовано а явно подписано + и -, так что будьте внимательны.
Педаль, по желанию подключается в разъем «педаль» и по сути параллельна кнопке «пуск».
При нажатии на кнопку через контакты SB1 включается реле KV1, которое своими контактами К1.1 шунтирует кнопку SB1 вставая на самоблокировку. Попутно при этом включается питание реле времени. Реле отработав заданное время (режим А) размыкает нормально замкнутые контакты KT1.1, через которые была запитана вся схема, что вызовет отключение реле времени и отключение реле KV1 со снятием с самоблокировки. Параллельно реле KV1 включен светодиод твердотельного реле, через которые питаются трансформаторы. Твердотельное реле позволяет избежать искрящихся контактов что повышает надежность. Трансформаторы включаются индивидуально (I, II или оба) при помощи выключателей SA2-SA3, что позволяет косвенно регулировать мощность. Переток тока во вторичной обмотке в невключенный трансформатор составляет порядка 120А, поэтому он греется не так сильно как рабочий, можно при работе с тонким железом переключать трансформаторы по очереди минимизируя нагрев. Контакты выключателя SA4.1 и SA4.2 отключают шунтирующий контакт реле и блокируют отключающий контакт реле времени, позволяя реализовать ручной режим — «варит пока жмешь кнопку». Если у вас нет твердотельного реле, и вы ставите обычный магнитный пускатель, то можно выбросить блок питания, и реле KV1 брать на 220В а не на 24В. Правда на кнопке и на педали будет высокое напряжение. По вкусу можно добавить индикацию и термопредохранители. Минус моей схемы — если педаль зажата и не отпускается — то она будет «стрелять» импульсами, так что придется отработать навык краткого нажатия на педаль, или переделать схему добавив пару реле.

Также для контроля тока сварки сделан стрелочный индикатор, включенный в самодельный трансформатор тока, ток откалиброван по токоизмерительным клещам (правда за пределами диапазона). Точность +/- пол километра. 500 витков любого обмоточного провода, магнитопровод из сваренного этим же аппаратом мебельного уголка, охватывающем сразу оба провода и скрепляющегося на винты. Измерительная головка с током отклонения 1 мА и подстроечный резистор на 47К. Магнитное поле такой силы, что на столе шурупы прыгают рядом с проводами вторички, поэтому вполне реально использовать головки с бОльшим током отклонения или делать меньшее количество витков провода.
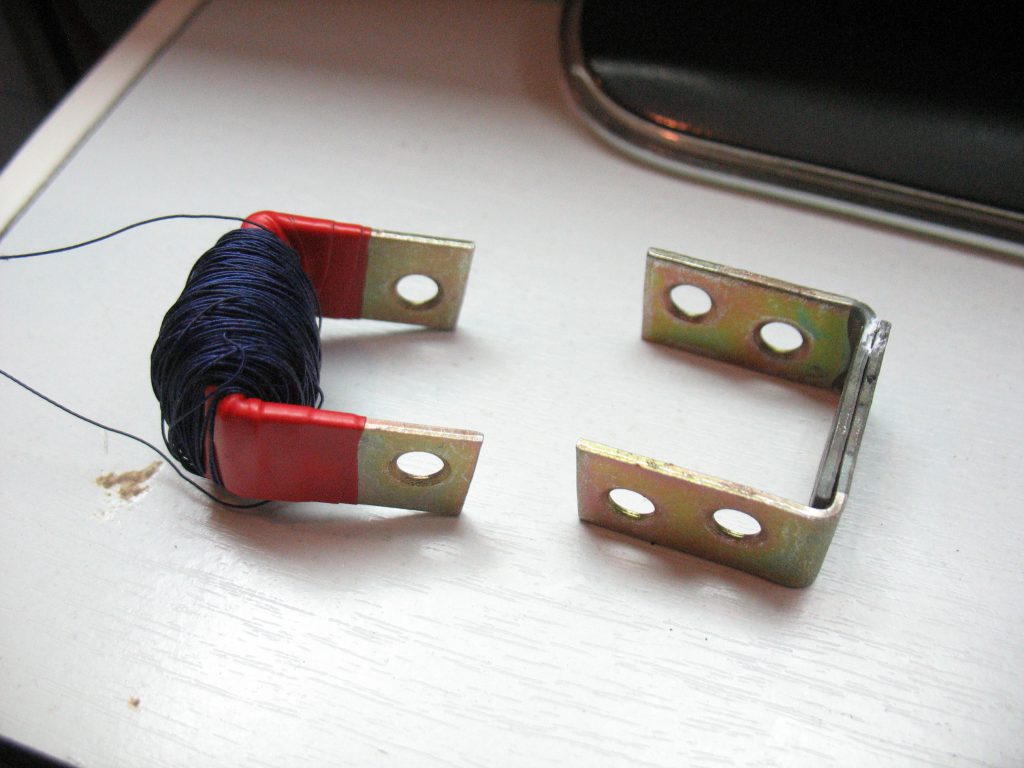
Трансформатор тока — обмотка и сердечник

Для обдува и циркуляции воздуха пригодился вентилятор от этой же самой микроволновки. В принципе в микроволновке всегда есть реле, которое включает трансформатор — его можно использовать по назначению, если контакты живые, но сколько проработает — малопредсказуемо.
Фото на тепловизор:

Что видим: самая нагруженная по тепловыделению — первичная обмотка. Вторичная разогревается равномерно, что говорит о хорошем контакте в обжатых клеммах — нет бутылочного горлышка и чрезмерного нагрева в этом месте. При работе с одним включенным трансформатором провода вторички до отключенного не греются практически.
Итог: (боковушки пока не стал ставить, будут из перфожелеза)


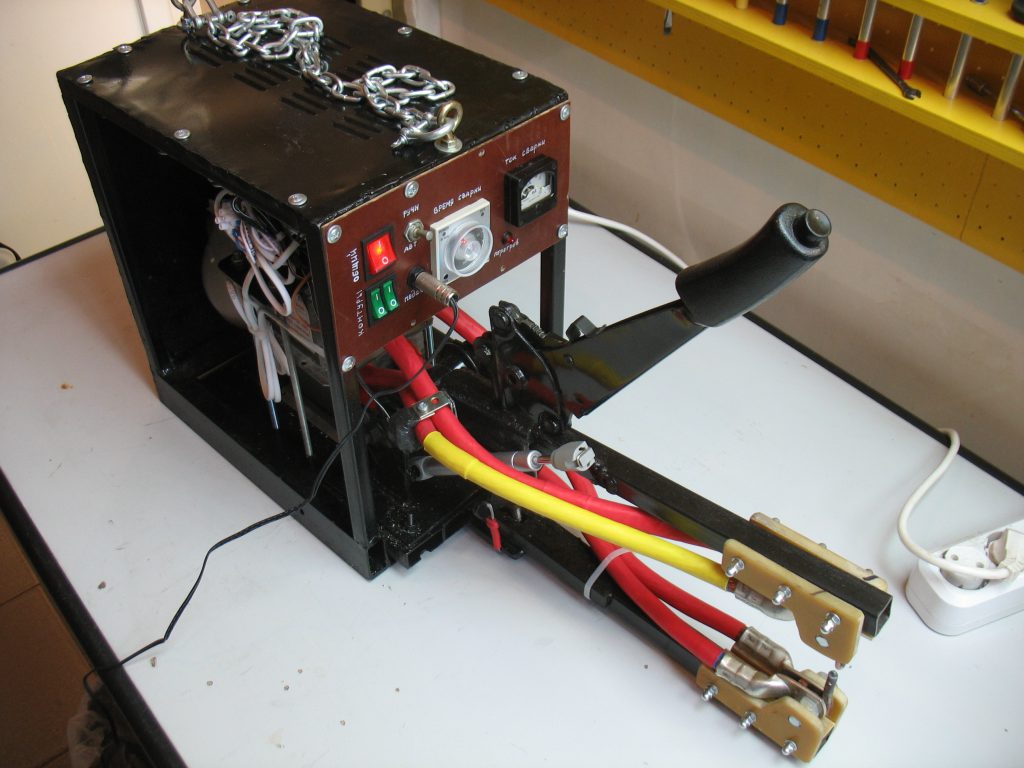
Ну и в итоге фото того как получилось варить:

Слева — не заточенные электроды. В середине заточенные, с подачей тока после смыкания, справа то же но смыкание и размыкание под напряжением. Видно, что дуга прожгла дырку в точке сварки и сильно изнашивает электрод. Вывод — электроды нужно точить, а ток включать только в сомкнутом состоянии.

Желтые пятна — это медь электродов сплавляется с цинком покрытия и образуя латунь. Когда будем много варить — сделаю апдейт к этой записи и добавлю еще фото и возможно видео. Тестовые сварки показали себя хорошо — не разодрать, гнутся но сварка держит. Максимальная толщина — две шайбы по 2,5 мм, но чувствуется, что это на пределе мощности.
Забавно, что ютуб — это тот же телевизор, но только с выбором того что смотреть, но с тем же самым недостатком — медленный способ восприятия, где найти время что бы смотреть видео?
Проблема ютубных каналов — в низком качестве, многие популярные «влогеры» в погоне за количеством теряют качество, Типичный канал про DIY — это когда неуч хипстер делает на коленке примитивную ерунду, не очень понимая теорию. Академическая ценность такого минимальна. Знаменитый креосан — при всем уважении к авторам, я бы описал как «техническая клоунада», когда в погоне за популярностью и вау эффектом все остальное приносится в жертву. Посмотрел видео канала Сергея Александровича, много одобрительных комментариев, мол Левша, что то руками делает, вау, супер. Увидел как этот кадр пилит штангенциркуль алмазным диском, выматерился, закрыл. Когда коту заняться нечем… Даня Крастер в тему высказался.
Но есть и жемчужины. Канал Виктора Леонтьева — монумантально, наглядно, четко и со знанием дела.
Канал Бена Краснова — тоже многие вещи очень наглядно и по делу.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Простой аппарат для точечной сварки

Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.

Сборка аппарата для сварки


Припаиваем конденсаторы между собой.
Делаем сварочную вилку. Для этого берем два отрезка толстой медной проволоки. И припаиваем к проводам, изолируем места пайки изолентой.
Корпусом вилки будет служить алюминиевая трубка с пластиковой заглушкой, через которую будут торчать сварочные вывода. Чтобы вывода не проваливались, сажаем их на клей.







То есть к сварочной вилке идут четыре провода: два для сварочных электродов и два для кнопки.
Собираем устройство, припаиваем вилку и кнопку.


Измеряем напряжение на конденсаторах. Оно примерно равно 30 В, что вполне приемлемо.
Пробуем сваривать металлы. В принципе терпимо, учитывая то что я взял не совсем новые конденсаторы. Лента держится довольно неплохо.







Первое, что бросается в глаза, так это большее число конденсаторов, что существенно повышает мощность всего аппарата.
Далее, вместо кнопки – резистор сопротивлением 10-100 Ом. Я решил, что хватит с кнопкой баловаться – все заряжается само через 1-2 секунды. Плюс ко всему кнопка не залипает. Ведь ток мгновенного заряда также порядочный.
И третье это дроссель в цепи вилки, состоящий из 30-100 витков толстой проволоки на ферритовом сердечнике. Благодаря этому дросселю будет увеличено мгновенное время сварки, что повысит её качество, и будет продлена жизнь конденсаторов.
Конденсаторы, эксплуатирующийся в таком аппарате контактной сварки обречены на ранний выход из строя, так как такие перегрузки им не желательны. Но их с лихвой хватит на несколько сотен сварочных соединений.
Сморите видео сборки и испытаний
Читайте также: