Точечная сварка с пистолетом
Обновлено: 02.05.2024
Аппарат точечной сварки для устранения вмятин с поверхности стальных поверхностей кузова. Аппарат контактной сварки Fubag TS 3800T прост в использовании за счет микропроцессорного управления и наличия пистолета с автоматическим разрядом и наглядной панели управления.
Аппарат для точечной сварки, который работает от сети с напряжением 220 вольт. В комплектацию входит шпилечный пистолет для максимального удобства работы. Ведение сварки возможно на расстоянии 6 метров от точки подключения к сети, что обеспечивается длиной специального кабеля.
Аппарат точечной сварки нового поколения, предназначен для устранение вмятин с помощью инерционного молотка, приварка гвоздей, заклепок, шпонок, шпилек, шайб и болтов, удаления ямок и других мелких повреждений, осадка поверхностей с помощью угольного электрода.
Машина контактной сварки МТ-1928 предназначена для электрической контактной сварки деталей из низкоуглеродистых сталей, легированной стали 12X18H9T, титановых сплавов ОТ4 и крестообразных соединений стержней арматуры классов АI, ВI, AII и AIII.
Трансформаторы ТВК 75 применяются не только в сварочных установках, но и для плавки базальтового камня, а также стеклокомпозитных материалов.
Ручные сварочные клещи АДаМ-1.1 предназначен для точечной контактной сварки изделий из низкоуглеродистой стали, а также для точечной сварки при выполнении кузовных работ в ремонтных мастерских.
Споттер для кузовного ремонта (выправка стальных видовых поверхностей из стали), максимальный ток сварки 3800А. В комплекте с аксессуарами арт. 050075 и обратным молотком 1,1 кг.
Профессиональный аппарат для выполнения кузовных работ по выравниванию металлических поверхностей.
Аппарат ТСС PRO SW-2500, предназначен для приварки шпилек методом конденсаторной сварки. Аппарат подходит для сварки стали, нержавеющей стали, алюминия, латуни. Применяется для пpивapки шпилeк нa тoнкocтeнныx тoнкoлиcтoвыx мeтaллax c минимaльнoй тoлщинoй 0,6 мм.
Легкие и надежные ручные клещи для точечной сварки при ремонте автомобильных кузовов Со встроенным электронным таймером (2-65 циклов) и полупроводниковым контактором
Конденсаторно-разрядная сварка шпилек с концевым поджигом служит прежде всего для приварки металлических стержней диаметром от 1 до 10 мм к тoнкoлиcтoвым изделиям толщиной от 0,5 мм. Она подразделяется на контактную сварку и сварку по зазору.
Модель имеет компактные габариты и небольшой вес, ее удобно применять для выполнения сварки в различных условиях, в том числе в труднодоступных местах.
Telwin DIGITAL CAR SPOTTER 5500 сварочный аппарат с микропроцессорным управлением, предназначенный для точечной сварки тонкостенного металла.
Сварочный аппарат нового поколения, предназначен для устранения вмятин с помощью инерционного молотка, приварки гвоздей, заклепок, шпонок, шпилек, шайб и болтов, удаления ямок и других мелких повреждений, осадка поверхностей с помощью угольного электрода.
Максимальная мощность: 12.3 кВт Сварочный ток: 3800 A
Машина с радиальным ходом электродов предназначена для электрической контактной сварки листовых или проволочных деталей из низкоуглеродистой стали при повторно-кратковременном режиме.
Аппарат для профессионального использования при выполнении кузовных работ по выравниванию металлических поверхностей и односторонней точечной сварки.
Сравнительно компактный и мощный аппарат, позволяющий осуществлять качественную точечную сварку. Оснащен реле времени, удобной ножной педалью для комфортной работы. Ступенчатый переключатель мощности позволяет настроить оборудование для сварки любых металлов, независимо от их толщины.
Однофазный переносной разрядно-конденсаторный сварочный аппарат для точечной сварки болтов из металлов и сплавов на необработанных или неоксидированных поверхностях из стали, нержавеющей стали, оцинкованной стали, латуни, алюминия.
Клещи сварочные КС-200 - предназначены исключительно для точечной сварки листов, прутков, проволоки из низкоуглеродистой, углеродистой и легированной стали
Электронная сварочная установка с сопротивлением (сварочная установка точечной сварки), управляемая при помощи микропроцессора, подходит для применения в секторе авторемонта и в промышленной среде.
Сварочные установки с сопротивлением (сварочная установка точечной сварки), с электронным контролем времени точечной сварки.
Машина контактной сварки МТР-2401 предназначена для контактной точечной сварки деталей из листовой низкоуглеродистой, нержавеющей стали, алюминиевых сплавов, и крестообразных соединений стержней арматуры при повторно-кратковременном режиме.
МТ-501 предназначена для контактной точечной сварки изделий из малоуглеродистых и низколегированных сталей на переменном токе. Машина состоит из вертикально расположенного корпуса, в котором установлен силовой блок, блок управления и система ножного педального привода сварочных электродов.
HAMMER T-34 - аппарат для правки панелей из стали. Идеально подходит для кузовного ремонта любой сложности. Позволяет производить ремонт без разборки.
HAMMER DDT - аппарат контактной сварки с автоматической / ручной настройкой. Идеально подходит для эксплуатации в небольших кузовных цехах, а также в производстве металлической мебели, коробов вентиляции и т. д.
Технология сварочного процесса конденсаторной сварки основана на разряде энергии, накопленной в конденсаторной батарее большой емкости, через выступающий кончик основания привариваемого крепежа.
Подвесная машина МТП-1110 предназначена для точечной контактной сварки в поточных линиях переменным током деталей из низкоуглеродистых и коррозионностойких сталей и крестообразных соединений стержней арматуры.
Аппарат для точечной сварки металлов с четырьмя уровнями мощности, переключаемыми поэтапно. Оснащен реле времени, позволяющим обеспечить максимальное качество соединения металлов разной толщины. Имеется система жидкостного охлаждения сварочных электродов.
Машина МТ-2103 предназначена для точечной сварки переменным током деталей из легированных и нержавеющих сплавов, легированных сталей, титановых сплавов, алюминиевых сплавов и крестообразных соединений стержней арматуры.
DIGITAL CAR SPOTTER 5500 – это электронная сварочная установка с микропроцессорным управлением, которая будет наиболее полезна для выполнения сварочных работ в авторемонтных мастерских.
Машина контактной сварки МТР-1701 предназначена для контактной точечной сварки деталей из листовой низкоуглеродистой, нержавеющей стали, алюминиевых сплавов, и крестообразных соединений стержней арматуры при повторно-кратковременном режиме.
Telwin DIGITAL SPOTTER 7000 400V +ACC сварочный аппарат с микропроцессорным управлением, предназначенный для точечной сварки тонкостенного металла.
Аппарат ТСС PRO SW-1600, предназначен для приварки шпилек методом конденсаторной сварки. Аппарат подходит для сварки стали, нержавеющей стали, алюминия, латуни. Применяется для пpивapки шпилeк нa тoнкocтeнныx тoнкoлиcтoвыx мeтaллax c минимaльнoй тoлщинoй 0,6 мм.
HAMMER T-26 - аппарат для правки панелей из стали. Идеально подходит для кузовного ремонта любой сложности. Позволяет производить ремонт без разборки.
Предназначена для электрической сварки сопротивлением проволоки из бухт и катушек в условиях волочильного производства, а также короткомерных заготовок.
Аппарат для правки стали 230В мощностью 3800A идеален для всех работ вытяжки и правки стали. Простое использование благодаря пистолету с автоматическим разрядом и наглядной панели управления.
Профессиональный аппарат для выполнения кузовных работ по выравниванию металлических поверхностей и односторонней точечной сварки.
GYSPOT ALU PRO разработан для ремонтных работ по алюминиевым кузовам с небольшими повреждениями, царапинами или вмятинами от града. Этот метод ремонта обеспечивает рентабельность и выигрыш времени благодаря одноточечному или многоточечному вытягиванию без демонтирования кузова.
Аппарат контактной сварки Fubag TS 3800 прост в использовании за счет микропроцессорного управления и наличия пистолета с автоматическим разрядом и наглядной панели управления.
Аппарат контактной точечной сварки с цифровым управлением на основе микропроцессора.
Сварочные аппараты с сопротивлением (сварочные аппараты точечной сварки) на стойке, с раскачивающимся плечом, с встроенным синхронным управлением тиристорами.
Аппарат точечной сварки подключается к трехфазной сети, демонстрирует высокую мощность при сравнительно небольших габаритах. Длительная работа обеспечивается наличием системы жидкостного охлаждения. Можно установить время сварки, по окончании которого происходит автоматическое отключение устройства.
Электронная сварочная установка с сопротивлением (сварочная машина точечной сварки), управляемая при помощи микропроцессора, подходит для применения в авторемонтных мастерских.
Виды сварочных пистолетов
Переносное оконечное устройство, предназначенное для электросварки, называют сварочным пистолетом. С его помощью соединяют различные детали конструкции, сваривают материалы, находящиеся в труднодоступных местах. Материалами могут быть различные пластмассы, черные, цветные металлы и их сплавы.
С одним электродом
Сварочный пистолет для контактной сварки – это устройство, внешне действительно напоминающее огнестрельное оружие. На рукоятке имеется спусковой крючок, роль ствола выполняет несгораемый электрод из меди.
Пистолет соединен с источником питания мощным кабелем. При нажатии на спусковой крючок на электрод поступает короткий импульс напряжения. Если конец электрода прижат к свариваемому листу металла, а к основе подсоединен второй полюс источника питания (масса), то через него проходит ток короткого замыкания.
В точке контакта происходит расплавление и последующее соединение металла.

Сварочные пистолеты односторонней точечной сварки получили широкое распространение в авторемонтных мастерских и небольших производствах имеющих дело с тонкостенными листовыми материалами. Благодаря своей форме, удобству пистолет может производить сварку в труднодоступных местах. При кузовных работах может:
- устранять вмятины с помощью метода обратного молотка, удалять ямки;
- приваривать заклепки, шпильки, гайки к тонкостенному кузову;
- осаживать поверхности с помощью угольного электрода.
Он удобен при приваривании приспособлений для крепления молдингов и резиновых элементов кузова.
Два электрода и шовная сварка
Другой тип сварочных пистолетов представляет устройство с двумя электродами расположенными рядом. В этом случае не требуется к основе подсоединять кабель массы.
Достаточно — плотно прижать свариваемую деталь и нажать на пуск. Цепь замкнется и между электродами через соединяемые листы металла пройдет ток короткого замыкания.
В точках перехода электрод-металл сопротивление будет гораздо больше, чем кабеля и электрода. Поэтому основное тепло выделится в этих точках, что приведет к расплавлению металла в данной области.
Некоторые модели сварочных пистолетов позволяют проводить, помимо точечной, и шовную сварку. Они имеют сменные головки, и по нажатию кнопки пуск производится непрерывная очередь коротких импульсов. Необходимо просто перемещать пистолет вдоль стыка с перекрытием сварных точек для получения сплошного шва.
Большинство современных аппаратов точечной полуавтоматической сварки имеют микропроцессорное управление с регулировкой параметров под различные материалы, могут тестировать сварочные пистолеты.
Для точечной сварки высокого качества достаточно указать толщину и вид свариваемого металла. Остальные параметры выставит процессор, что значительно уменьшает время подготовительных работ.
Все пистолеты имеют воздушное или водяное охлаждение. Это связано с большими токами, проходящими через пистолет и выделением огромного количества тепла в месте контакта электрода с металлом.
Для аргоновой и плазменной сварки
Горелки для полуавтоматической сварки тоже называют зачастую пистолетами из-за наличия кнопки на рукоятке. При включении аппарата происходит подача сварочной проволоки и защитного газа в область сварки.
Для полуавтомата надо выставить правильно параметры сварки. Исполнителю достаточно вести пистолет вдоль стыка и поддерживать нормальную длину дуги, в результате получится качественный шов. При использовании несгораемого вольфрамового электрода в пистолете сварочная проволока подается отдельно.
В плазменной сварке сварочный пистолет называется плазмотроном или резаком. В нем при образовании электрической дуги и подаче газа или воды происходит формирование плазменной струи, которая расплавляет и режет металл. Если нужна сварка, то дополнительно используется сварочная проволока.
Для сварки пластмасс
Сварочный пистолет для соединения пластмассовых изделий представляет собой мощный фен, который имеет нагревательный элемент, нагнетатель горячего воздуха и сопло для подачи его к месту соединения пластмасс.

Мощность ручных термопистолетов лежит в пределах 1600-2000 Вт, что позволяет создать струю воздуха температурой до 700 ⁰С. Этого достаточно для расплавления любой пластмассы.
Термопистолеты часто идут в составе термовоздушной станции наряду с паяльником и большим набором насадок. Это позволяет работать практически со всеми видами пластмасс.
Термопистолеты для пластика имеют плавную или дискретную регулировку температуры от +80 до +600-700 ⁰С. По возможности лучше приобретать аппараты с плавной регулировкой температуры и защитой от перегрева.
Перед соединением пластмассы нужно определить ее вид, чтобы можно было выставить оптимальную температуру сварки, очистить от различных наслоений и жира. Затем область сварки разогревают и плотно соединяют. После остывания получается монолитное изделие.
Термопистолеты используются для сварки листовых материалов. Для пластиковых труб небольшого диаметра используется специальное оборудование, где роль фена выполняет так называемый утюжок, который разогревает трубу изнутри и снаружи.
Главное достоинство сварочных пистолетов, независимо от вида сварочного оборудования, – их эргономичная конструкция, малые габариты и вес, что позволяет производить сварку в труднодоступных местах.
Компактный сварочный аппарат (ММА) в форме "пистолета"

Всем привет! Раньше я видел мелкие сварочные аппараты и удивлялся, как они не горят на первом же электроде, но эта модель самая компактная, при этом заявлен ток до 140А, а пиковая мощность 3000Вт. На OLED дисплей выводится выставленный ток, диаметр электрода, которому он соответствует, толщина стенки заготовки, текущее значение тока во время работы и температура радиатора, плюс еще можно зайти в настройки и откорректировать форсирование дуги, частоту, отключить безопасный режим. В общем, сабж по описанию выглядел интересно, посмотрим что получится на практике.
Характеристики
Напряжение питания: 220В
Диаметр электрода: до 3.2мм
Типы электродов:углеродистая сталь, нержавеющая сталь, сталь
Сварочный материал: нержавеющая сталь, легированная сталь, углеродистая сталь, чугун
Толщина свариваемых деталей: 2-14 мм
Номинальная мощность: 3000 Вт
Размер: 240x230x80 мм
Вес: 1.5 кг
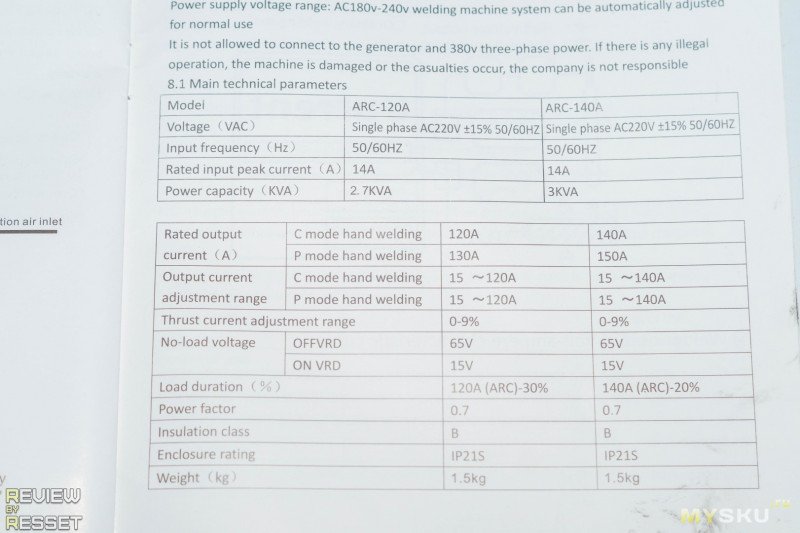
А вот нормальные данные из инструкции, модель ARC-140A
Распаковка и внешний вид
Обычная картонная коробка со скромным принтом, но что внутри понятно
В комплекте сам аппарат, плюсовая клемма, переходник-фиксатор электродов и инструкция
Размером очень похож на строительный фен, что кроме меня подтвердили еще несколько человек
Кнопки активации нет, да и не нужна она, это же не полуавтомат
Единственный элемент управления это энкодер в верхней части, чуть ниже находится OLED дисплей
Вентилятор находится в задней части, оттуда происходит забор воздуха
Плюсовую клемму расположили в нижней части рукояти, минусовую у «сопла»
А вот и минусовой коннектор. Крепление стандартное, при желании можно использовать классический кабель
Винтом можно зажать электроды диаметром до 3.2мм
Тушка имеет размеры 24x23x8см и вес 1.5кг, в комплектную сумку легко помещается полный набор
И фиг кто догадается, что ты несешь на плече сварочный аппарат
Включение и настройка
Включение осуществляется однократным нажатием энкодера, до запуска происходит тестирование системы
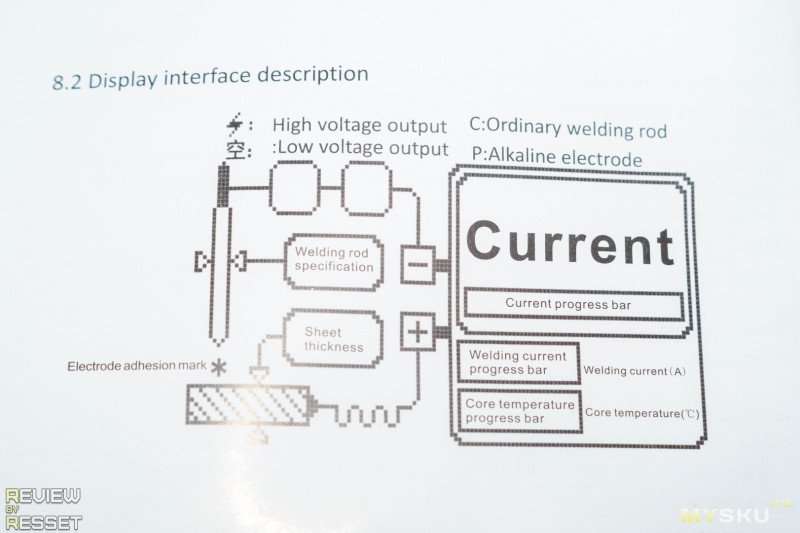
При этом на дисплее отображаются подсказки с рекомендуемым диаметром электродов и толщины заготовки
Вращением можно добавить или убавить ток в диапазоне от 15A до 140А

До 30А используются щелочные электроды(P) не больше 1.6мм, толщина заготовки до 2мм. В диапазоне от 31 до 40А те же параметры, но электроды в классической обмазке(C). От 41 до 65А рекомендуется использовать электроды диаметром 2мм. От 66 до 110А диаметр можно поднять до 2.5мм, а толщину заготовки до 4мм. От 111 до 122А диаметр 3.2мм, рекомендуемая толщина до 5мм. Ну а диапазон от 122 до 140А вроде как предназначен для работы электродом диаметром 4мм
Если зажать энкодер на несколько секунд, можно войти в меню настроек
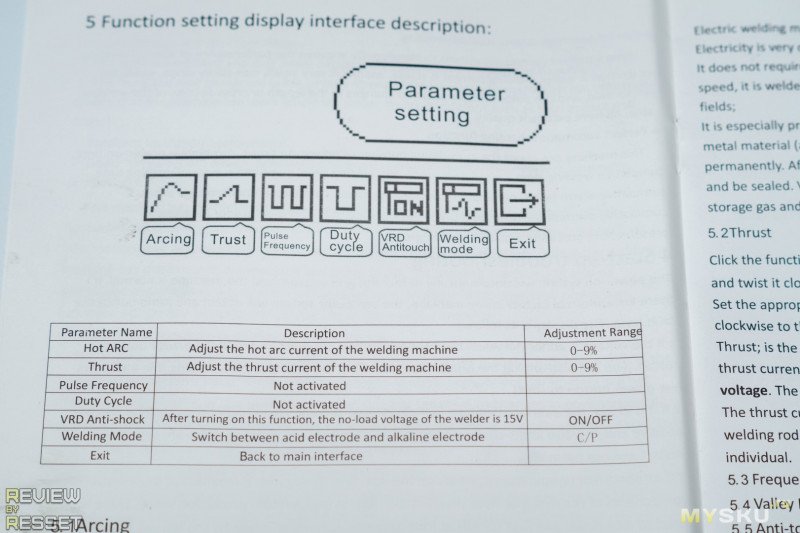
В инструкции кратко расписан каждый пункт
Первый форсирует розжиг, увеличивая начальный ток, второй отвечает за коррекцию тока поддержки дуги. Оба параметра регулируются в диапазоне от 0 до 9%
Частота и рабочий цикл в данной модели ни на что не влияют и вроде как предназначены для TIG сварки
VRD это защита от высокого напряжения, когда включена до розжига дуги напряжение на клеммах составляет 15В, что безопасно для человека. Если выключить, на выходе сразу будет 65В и трогать контакты голыми руками уже запрещено, зато разжечь дугу в таком режиме становится проще.
Ну и последний позволяет выбрать тип покрытия электродов между кислотными(C) и щелочными(P). Насколько я понял, классическая обмазка обладает кислотными свойствами, а вот щелочные мне не попадались, возможно имеются ввиду рутиловые? В любом случае во время теста изменение этой настройки никак не отразилось на результате или изменения были минимальны.
Тестирование
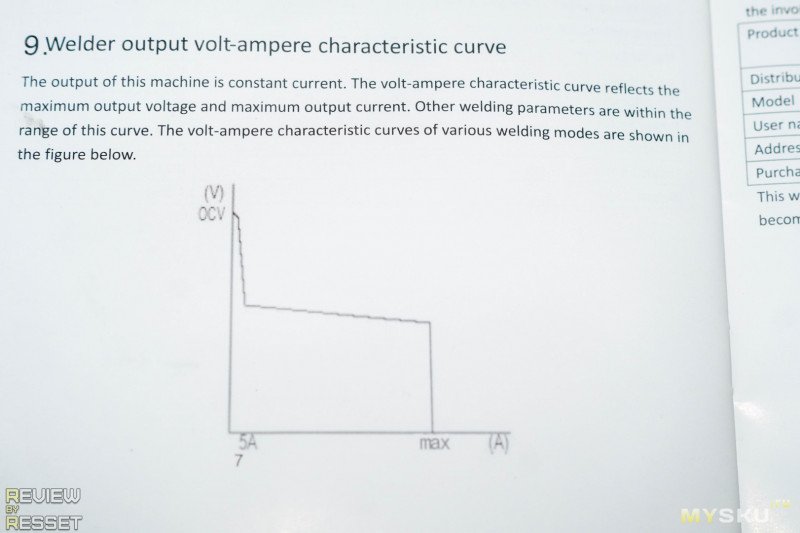
В инструкции есть кривая вольт-амперной характеристики, проверить ее достоверность мне нечем

Начал не логично: с 3мм электрода, т… к меньшего размера на тот момент не было в наличии
Выставил ток 60А, который рекомендован для диаметра 2-2.5мм. Чуда не произошло, дуга нормально не разжигается
А вот при 80А хоть и слабенькая, но держится, электроника считает оптимальным диаметр 2.5мм
Дошел до привычных мне 110А, рекомендуемый диаметр 3.2мм(3мм пропустили), работать комфортно
Во время работы под выставленным значением тока отображается текущее в реальном времени. Частота обновления высокая, токовые клещи так быстро обновлять данные не умеют, но в среднем получилось довольно близко, так что верить показаниям можно. Вот только есть одно «но»… после образования дуги на экран смотреть не безопасно, а в очках ничерта не видно, но может для диагностики и может пригодиться, ну или при использовании классического кабеля вместо комплектного сопла
Ну и максималка 140А, 3мм электрод заканчивается быстрее, а если чуть передержать, 5мм лист прожигает
Подвезли 2мм электроды, убавил ток до 40А, что находится на границе между рекомендуемым 1.6 и 2мм. Кое-как искра зажглась, но была явно слабовата, хотя при работе с тонким металлом можно и поизвращаться если других вариантов нет
50А уже веселее, если верить информации на дисплее, это как раз золотая середина для данного диаметра
60А максимум для 2мм, после 66А уже рекомендуется 2.5мм, дуга хорошая, электрод заканчивается быстро
Вообще «двойкой» можно варить и до 80А, но тонкостенные заготовки можно прожечь, а для более толстых уже проще взять 3мм. Как писал выше, привык пользоваться как раз 3мм электродами и током 90-110А в зависимости от толщины материала. Под руку попался кусок профиля, для примера соединил с листом
Автор ни разу не квалифицированный сварщик и использует данный инструмент только для своих домашних нужд, так что результат может быть далек от идеала, но прошлогодний навес пока не рухнул )
А вот пластинки, на которых тестировались электроды, верхняя и вертикальный шов нижней 3мм, остальное 2мм
С обратной стороны можно оценить нагрев стенок, прожиг был на 140А при медленном движении
Всё то же самое в формате видео, может кому будет интересен звук работы

Вместо сопла спокойно можно подключить классический кабель, 2 и 3мм электроды ведут себя нормально, но вот этот серый 4мм разжечь не смог, знакомый сказал, что он предназначен для промышленных сварочников, работающих с переменным током
При температуре окружающего воздуха 16°C, на радиаторе за время тестирования она не поднялась выше 30°C, да и корпус был холодным, только в носовой части чувствовался чуть теплый воздух на выходе, так что в таких условиях система охлаждения со своей задачей справляется нормально, но вот что будет летом при 40 в тени, сложно прогнозировать.
Начинка
В инструкции есть схема, но мне было интересно посмотреть на элементы платы
Для начала нужно снять заглушку с рукояти и выкрутить горсть винтов
Компоновка очень компактная, почти нет свободного места в корпусе, а весь нагнетаемый воздушный поток от вентилятора проходит через радиаторы и катушку, отсюда такая эффективность системы охлаждения
В рукояти разместили крупный конденсатор
Радиаторы расположены с двух сторон, первый охлаждает пару мосфетов и диодов, к нему прицепили и термопару
С обратной стороны еще два таких же диода(вроде как на 200В 60А каждый) и lиодный мост GBU2510
Сверху расположена плата с мозгами, но контроллер видимо впаян под ней, туда не добрался
Внизу еще одна, но элементов на ней не очень много
В носовой части разместили катушку, там же можно заметить мелки модуль для измерения силы тока
Купон
A6O7E3OKOGTW дает скидку $8, делая ценник довольно гуманным
Итоги
После тестирования остались двоякие впечатления. С одной стороны сварочный аппарат очень легкий и компактный, на плече во время транспортировке практически не ощущается, да и во время работы держать не особо тяжело, привычные мне 3мм электроды «переваривает» нормально, настройка удобная, есть подсказки для новичков, не перегревается, но и шумит как строительный фен.
Кстати, вот эта самая форма фена и непривычна, т.к. кисть во время работы приходится держать иначе, в неудобные места подлазить сложнее, а в комплектное сопло можно устанавливать электроды только до 3мм. Так то больше наверное и не стоит нагружать, но думаю при острой необходимости можно и 4мм работать, контролируя нагрев.
Последний минус легко решается установкой обычного кабеля вместо сопла, в этом случае получаем просто компактный легкий сварочник в форме фена, который может без проблем висеть на проводах, но тогда смысл заморачиваться с подобным форм-фактором, практичнее было бы сделать мелкую коробочку с поясным ремнем.
Так то со временем привык к нему и даже в некоторых моментом им было удобнее пользоваться, чем обычной моделью. Например, подключил аппарат в удлинитель, встал на стремянку и точечно прошелся по беседке, перемещая струбцины с кабелем массы, в итоге получилось довольно быстро и справился один. Потом уже основательно проварил стыки привычной моделью без необходимости залазить и слазить с тяжелой тушкой по несколько раз в одном месте.
Как всегда, приветствуется обмен опытом и конструктивная критика в комментариях. Всем добра =)
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Особенности точечной сварки и аппарат для нее
В качестве разновидности контактного метода соединения металлов односторонняя точечная сварка достаточно востребована в современном производстве и широко применяется при сборке самых различных листовых изделий. Для тех, кто интересуется методом, интересно будет узнать о принципах организации точечной сварки, а также о том, как собрать аппарат точечной сварки своими руками.
Принцип действия и преимущества
Формируемое по методу точечной сварки соединение образуется за счёт нагревания металла в зоне контакта и последующем сжатии. Нагревание происходит от воздействия электрического тока.

Для того чтобы варить заготовки точечной сваркой было удобнее, их плотно обжимают посредством специальных приспособлений, а при сваривании крепят между собой сразу в нескольких в точках.
Прочность получившегося соединения зависит от параметров самого контакта (от его размера, глубины и формы). Последние, в свою очередь, определяются такими характеристиками сварочного процесса, как марка электродов, величина тока и время его действия при плавке.
Качество сопряжения при точечной сварке определяется прилагаемым усилием и структурой соединяемых деталей.
Электроды для этой разновидности контактной сварки изготавливаются из компонентов с высокой электропроводностью (их обозначение на фото привязано к значкам усилия сжатия). При увеличении этого показателя, что равносильно снижению сопротивления, удаётся достичь требуемых значений контактного тока.
За счет того, что сопротивление в зоне точечного соприкосновения имеет большее значение, самый сильный нагрев происходит именно в этих местах. В результате плавления металла образуется контактная точка, напоминающая по своему виду литое ядро диаметром порядка 4-12 миллиметров.
Отметим также, что рассматриваемый вид сплавления имеет целый ряд достоинств, а именно:
- высокая прочность контактного соединения;
- возможность автоматизации процесса сварки;
- невысокая стоимость оборудования.
Отдельно надо обсудить особенности самостоятельного изготовления оборудования для точечного сплавления деталей.
Самостоятельная сборка

Для сборки аппарата точечной сварки своими руками потребуется трансформатор достаточной мощности (не менее 1 киловатта), обеспечивающий достаточную для работы силу тока. Для выполнения этого требования он должен иметь повышенный коэффициент трансформации по току, получаемый за счёт низкого вторичного напряжения.
Наиболее подходящим по заявленным параметрам является преобразовательное устройство, входящее в состав микроволновой печи и развивающее требуемую мощность. Для его переделки достаточно удалить имеющуюся вторичную обмотку и намотать новую (электрическая схема устройства приведена на фото).
При демонтаже старой вторичной обмотки следует действовать очень аккуратно и постараться не повредить имеющийся сердечник трансформатора. При наличии на нём дополнительных токовых шунтов их также следует удалить (снять).
После разборки старой понижающей обмотки можно переходить к самостоятельному изготовлению новой катушки, подходящей для сварки точечными токами. Но прежде следует запастись толстой медной жилой, подходящей для работы во вторичной обмотке преобразователя (её толщину следует выбрать не менее одного сантиметра).
Для получения нужного напряжения (2 вольта) достаточно будет трёх витков этого провода. На чертеже, приведённом выше, такая обмотка указана в самом конце схемы.
Для изготовления аппарата большей мощности потребуется последовательно включить два (или больше) таких трансформатора. При этом обязателен учёт возможностей действующей электросети, исключающий её работу в режиме перегрузки.
Подготовка сварочных электродов (стержней)
Ещё один ответственный момент сборки точечного агрегата своими руками – изготовление сварочных электродов. Для этого лучше всего подходят медные прутья, соответствующие требуемому для сварки размеру (их толщину рекомендуется выбирать не менее чем у подводящих проводов).
При планировании сборки сварочного аппарата вручную допускается использовать старые жала обычных электрических паяльников, рассчитанных на значительную мощность (более 100 ватт).
В условиях точечной контактной сварки с течением времени форма таких электродов будет изменяться. Сначала их можно слегка подточить, а после длительной эксплуатации заменить новыми.
При самостоятельной сборке агрегата также нужно позаботиться о том, чтобы идущий от трансформатора провод для электродов был предельно коротким и имел минимум промежуточных соединений.
На концах проводов следует сделать специальные медные наконечники, посредством которых они будут подсоединяться к проводам. Каждый такой наконечник должен надёжно спаиваться с подводящим ток проводом, что исключит возможность снижения проводимости из-за окисления меди.
Для выполнения этой непростой задачи лучше всего воспользоваться фирменными лужеными изделиями, рассчитанными под пайку и продающимися в любом магазине электротехники.
Причиной завышенного сопротивления в цепи точечной сварки может быть и некачественный контакт в соединениях наконечников и электродов. Поскольку стержни должны периодически сниматься, то сделать что-то в этой части цепи не представляется возможным.
Единственное, что можно предпринять для снижения переходного сопротивления в контактной зоне, это периодически очищать их от появляющегося в процессе эксплуатации окисла.
Управление сварочной процедурой
После того, как сварочный аппарат готов, следует побеспокоиться о том, чтобы он был легко управляем. Блок управления агрегатом должен состоять из специального выключателя и рычага подачи; причём последний должен быть рассчитан на достаточно большое усилие, развиваемое при сжатии сварочных элементов (электродов).
В случае обработки толстых листовых заготовок желательно воспользоваться более мощной системой сжатия (с более длинным рычагом). Однако увеличивать его длину допускается ровно настолько, чтобы это не сказалось на прочности данного элемента.
К этому нужно добавить, что для удобства работы со сварочным устройством в него может быть встроен таймер для точечной сварки, обеспечивающий контроль времени непрерывного сжатия заготовок.
С целью увеличения усилия сжатия в контактной зоне можно воспользоваться специальной системой прижима, выполненной в виде винтовой стяжки (она размещается между надёжным основанием и рычагом). При желании допускается применение других подручных средств, обеспечивающих удобную работу точечным методом.
Выключатель агрегата устанавливается в цепи первичной обмотки питания, где ток имеет небольшие значения. К тому же в этом случае он не будет задействован в основной цепи и не повлияет на переходные характеристики процесса точечной сварки.
В тех случаях, когда проводится сварка полуавтоматом, например, такой выключатель удобнее всего разместить на ручке рычага сжатия, что позволит управлять включением-выключением без отвлечения от работы.
Разборка сваренных изделий
Многим пользователям (владельцам автомобилей, в частности) приходится обращаться к процедуре, обратной точечной сварке и предполагающей разборку сваренных листовых изделий.
Для этого нужно воспользоваться специальным сверлом для точечной сварки, с помощью которого удаётся демонтировать подлежащие замене кузовные и другие детали.
Особенностью таких свёрл является их повышенная прочность, что естественным образом сказывается на стоимости этих изделий. Однако их высокая цена с лихвой окупается следующими преимуществами:
- при наличии такого сверла не требуется специальная подготовка зоны контакта к высверливанию;
- возможность сверления в непрерывном режиме (без каких-либо пауз);
- при пользовании таким сверлом нижний лист металла остаётся неповреждённым, что позволяет повторно использовать её по своему усмотрению.
К этому следует добавить, что при наличии специального оборудования всегда можно будет заточить сверло, рассчитанное на длительные сроки эксплуатации.
Надо отметить, что достоинства рассмотренной технологии (включая точечную сварку инвертором) не вызывают сомнений у большинства заинтересованных пользователей. Однако для реализации этих преимуществ необходимо чётко усвоить принципы и методологию её проведения и строго придерживаться рекомендаций специалистов.
Читайте также: