Толщина медного покрытия сварочной проволоки
Обновлено: 25.04.2024
Все время своего существования люди развиваются, стараются сделать больше и лучше и для этого они непрерывно развивают и способы изготовления тех или иных изделий. Начиная от примитивной палки, до промышленной революции и современных методов автоматизации производства люди непрерывно совершенствовали свои умения и технологии. И до сих пор этот процесс продолжается и не собирается останавливаться. Так происходит со всеми отраслями производства, в том числе и со сваркой. И один из этапов развития данной отрасли – это появление методов сварки проволокой в среде защитных газов / самозащитной.
Сварочная проволока имеет ряд ощутимых преимуществ перед старыми методами сварки. Так, например возможность регулирования воздействия на свариваемые детали путем изменения состава защитного газа и проволоки. Так же появилась возможность автоматизировать процесс сваривания, ведь подача сварочной проволоки происходит из катушки, объемы которой бывают совершенно разные и в отличие от электродной сварки катушки не нужно менять очень часто. Это уменьшает потенциальное количество вмешательств человека в процесс производства, оптимизируя и увеличивая его темпы, откуда возникает и следующее преимущество – повышение производительности сварки. Еще одно преимущество – это возможность применения такого типа сварки в большем количестве случаев. Например при сварке тонких или просто маленьких деталей, ведь при помощи сварочной проволоки можно достичь относительно меньших площадей термического воздействия на свариваемые поверхности. Все это – несомненно серьезные преимущества методов сварки проволокой.
Сварочная проволока бывает омедненная и неомедненная. Омедненная проволока отличается низким контактным сопротивлением, что обеспечивает больший токопровод. Это позволяет обеспечит стабильное горение сварочной дуги. Помимо всего прочего омедненное покрытие обеспечивает меньшее разбрызгивание металла при сварке, что так же сказывается на качестве получаемого шва и уменьшает расход. Медное покрытие так же обеспечивает более стабильную подачу сварочной проволоки в сравнении с технологической смазкой. Очередное преимущество омедненной сварочной проволоки – меньшее количество вредных примесей в получаемом шве. Ведь все та же технологическая смазка, которая безусловно остается на проволоке в некоторых количествах добавляет эти самые примеси, тем самым уменьшая прочность и надежность получаемого изделия. Омедненная сварочная проволока чаще всего используется при сварке низкоуглеродистой и низколегированной сталей.

Омедненная сварочная проволока
Поверхность проволоки при сварке аргонодуговыми сварочными аппаратами, автоматами и полуавтоматами сильно влияет на конечное состояние шва, поэтому ее качество постоянно улучшается. Способы производства проволоки и научные исследования в области сварки способствовали появлению на рынке высококачественной полированной сварочной проволоки. Такая проволока имеет ряд преимуществ в сравнении с омедненной. Так, например увеличение длительности эксплуатации сварочного оборудования – одно из преимуществ полированной сварочной проволоки. Медное покрытие само по себе более мягкое, чем материал, из которого изготовлена проволока. В связи с этим в механизме подачи происходит разрушение этого слоя, что приводит к его загрязнению, уменьшения срока службы и дополнительным затратам сил при его прочистке. Полированная сварочная проволока же не имеет данного изъяна. В связи с теми же свойствами медного покрытия подача такой проволоки происходит менее стабильно, чем у полированных аналогов, что сказывается на стабильности горения сварочной дуги и на качество результата. Износ наконечников у обеих типов проволоки одинаков. В общем и целом полированная проволока обладает всеми преимуществами омедненной, при этом выводя их на новый уровень.

Полированная сварочная проволока
Правильный выбор сварочного электрода - очень важный этап. Менеджеры магазина Свартехкомплект всегда помогут Вам сделать правильный выбор и подскажут ответы на интересующие вопросы. А посмотреть цены на сварочные электроды и прочее сварочное оборудование всегда можно в нашем каталоге .
медная сварочная проволока

При сварке различных видов меди и ее сплавов (бронза, латунь) в качестве присадочного материала применяется сварочная медная проволока.
Область применения, назначение
Медь и ее сплавы обладают высокой теплопроводностью и электропроводностью, имеют высокую коррозионную стойкость. Эти свойства широко используются в электротехнической, химической промышленности и отраслях, связанных с энергетикой. Часто встречающиеся теплообменники на основе меди — яркий пример использования ее физических свойств.
Медь и ее сплавы в расплавленном состоянии активно взаимодействуют с кислородом и водородом воздуха, что негативно сказывается на качестве шва. Поэтому сварка выполняется в среде защитных газов. Лучшими являются инертные – аргон и гелий. Азот также не вступает в реакцию с элементами, входящими в состав медных сплавов и может быть защитным газом для сварочного шва. Наиболее распространена ручная, автоматическая и полуавтоматическая аргонодуговая сварка, что делает материалы для сварки в среде аргона популярными. Для сварки неответственных соединений применяется газовая сварка.

Сварочная медная проволока ESAB OK Autrod 19.12. Фото 220Вольт
Медная сварочная проволока используется в наплавочных операциях для придания поверхностям особых дополнительных свойств (износостойкость, коррозионная стойкость и других).
Обозначения и маркировки
Принципы обозначения и маркировки заложены в ГОСТ 16130-90. Согласно этому документу в обозначение входит следующая информация:
- способ изготовления (холодно-деформируемая или тянутая обозначается символом «Д», горячедеформированная или прессованная имеет символ «Г»);
- форма сечения проволоки всегда круглая и имеет символ «КР»;
- данные по точности изготовления, обычно отсутствуют, в таком случае ставится знак «Х»;
- по состоянию проволоки она может быть твердой (символ «Т») и более пластичной мягкой (символ «М»);
- размер (диаметр);
- в какой форме находится длина проволоки, прутка ( в мотках или бухтах «БТ», катушках «КТ», барабанах «БР», сердечниках «СР», немерной длины «НД»);
- марка сплава;
- наименование стандарта.
В качестве примера приведем обозначение тянутой сварочной проволоки, мягкой, диаметром 2,5 мм, в катушках из сплава марки БрХНТ:
ДКРХМ 2,5 КТ БрХНТ ГОСТ 16130-90.
Зарубежная сварочная проволока обозначается согласно требований американского общества по сварке (AWS) или по общеевропейскому стандарту.

Сварочная проволока медная М1. Фото БВБ-Альянс
Химический состав медной присадочной проволоки, который в значительной мере отличается от омедненной, должен быть близок к составу свариваемых медных сплавов. Поэтому количество видов соответствует существующим маркам меди и сплавов на ее основе.
- Для сварочных швов, где прочностные характеристики не так важны, используется присадочный материал из технической меди. Сварочная проволока М1 как раз относится к таким материалам.
- Сварка сплавов меди, где никель является основным легирующим элементом (константан, мельхиор и другие) выполняется с помощью медно-никелевой присадочной проволоки, такой, например, как легированная проволокаМНЖ5-1.
- Медно-алюминиевая присадочная проволока, например, CuAl8, применяется для сварки алюминиевых бронз.
- Медно-кремниевая СuSi3 применяется для сварки медно-кремниевых, медно-цинковых сплавов и оцинкованной стали в среде инертного газа аргон.
- Медно-оловянный присадочный материал (БрОФ6,5-0,15) используется для сварки в защитных газах оловянно-фосфористой бронзы и других оловянных бронз.
- Латунная проволока и прутки из нее (Л63, Л60-1 и другие) применяются в газовой сварке латуни и наплавочных операция для улучшения свойств углеродистых сталей.
Отличительные особенности, достоинства и недостатки
Сварочная проволока алюмомедная Bercoweld A8 (CuAl8), 1мм., 5кг. Фото Сварочные Технологии
В обычном состоянии медь и ее сплавы не проявляют активности во взаимодействии с окружающей средой. При нагревании она начинает интенсивно реагировать с кислородом, водородом, серой, фосфором и другими элементами.
Окислы меди при остывании сварочного шва являются инициатором образования трещин. Для уменьшения влияния кислорода в присадочную проволоку добавляются раскислительные элементы, а также зона сварки защищается инертными газами или азотом.
Водород является одной из основных причин пористости шва. Медь, обладая высокой теплопроводностью, быстро кристаллизуется после окончания сварки. Водород, который обладает хорошей растворимостью в расплавленной меди, не успевает испариться и образуются поры.
Особенность сварки латуни связана с выгоранием цинка. Температура плавления цинка ниже, чем у основного металла, что и приводит к его испарению. Технологическими приемами можно уменьшить этот процесс.
Следует учесть! Защитные газы и прокаливание присадочного материала снижают отрицательное влияние водорода.
Рекомендации по использованию
Для уменьшения влияния повышенных теплоемкости, теплопроводности и большого коэффициента линейного расширения на процесс сварки меди и ее сплавов (горячие трещины) рекомендуется место сварки подогревать. Для сварки заготовок из меди подогрев выдерживать до температуры 250°С — 300°С, из бронз 500°С — 600°С.
Так как медь в расплавленном состоянии обладает повышенной жидкотекучестью, необходимо с обратной стороны шва применять подкладки из графита, асбеста и других подобных материалов.
Перед сваркой присадочный материал и поверхность сварочного шва рекомендуется зачистить металлической щеткой или некрупным абразивом и протравить в растворе кислот с промывкой в щелочной среде и горячей сушкой.
Рекомендуется перед началом работ выполнить расчет расхода сварочной проволоки.
Производители
Компания ESAB выпускает медную сварочную проволоку для работы с практически всеми материалами на основе меди. Защитная среда из инертных газов обязательное условие качественного применения проволоки ESAB. Некоторые марки медной проволоки этой компании: OK Autrod 19.12; OK Autrod 19.20; OK Autrod 19.30; OK Autrod 19.40; OK Autrod 19.49.
Справка. Ведущие производители сварочной проволоки: DEKA, БАРС, Lincoln Electric и прочие — предлагают широкий выбор расходных материалов. Крупные предприятия выпускают качественную проволоку разных типов: полированная, титановая, нержавеющая, стальная, порошковая, алюминиевая. Среди широчайшего спектра марок проволок особого рассмотрения требуют СВ08Г2С, ER70S-6, ВТ1-ооСв, ПАНЧ-11.
Где купить
Компании, представленные в разделе «Где купить сварочную проволоку», реализуют широкий сортамент присадочных материалов, в том числе и медных. Ознакомиться с представленным ассортиментом возможно на официальных сайтах торговых предприятий.
Омедненная сварочная проволока – особенности и применение
Сварочная проволока применяется в качестве расходного материала при полуавтоматической сварке. Современные производители выпускают ее в двух вариантах: с медным покрытием и без него. Чем и почему омедненная проволока отличается от обычной? Попробуем разобраться.
Изготовление омедненной проволоки
Для получения омедненной проволоки используется метод контактного нанесения покрытия. Для этого стальная заготовка погружается в раствор медного купороса. Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Толщина конечного покрытия составляет 6 мкм. Общее содержание меди в стальной проволоке, согласно ГОСТу 2246-70, не должно превышать 0,25 %. Европейский стандарт DIN 8559 допускает увеличение этого показателя до 0,30 %. Если сварочная проволока содержит большее количество меди, то сформированные с ее помощью швы отличаются пониженными показателями стойкости к образованию трещин и ударной вязкости.
Всего российские предприятия выпускают 77 различных марок сварочной проволоки. Из них 41 марка предназначена для работы с цветными металлами, 30 – с углеродистыми сталями и 6 – с низколегированными.
Особенности омедненной проволоки
Омедненная проволока имеет эстетичный внешний вид, но ценится не за это. Одной из ее главных характеристик является низкое контактное сопротивление, а значит, лучший токоподвод. По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
Состояние поверхности оказывает непосредственное влияние на равномерность подачи проволоки и необходимое для этого усилие. Например, для проволоки без медного покрытия характерна нестабильная подача, высокий абразивный износ токоподводящего наконечника и прихватывание к внутренней поверхности его канала. При этом технологическая смазка является причиной увеличения количества таких прихваток. Омедненная проволока требует меньшего усилия для проталкивания и не способствует быстрому износу канала наконечника. Она поставляется в катушках или кассетах и в форме упорядоченной и тугой порядовой намотки. Это обеспечивает непрерывность и равномерность ее подачи.
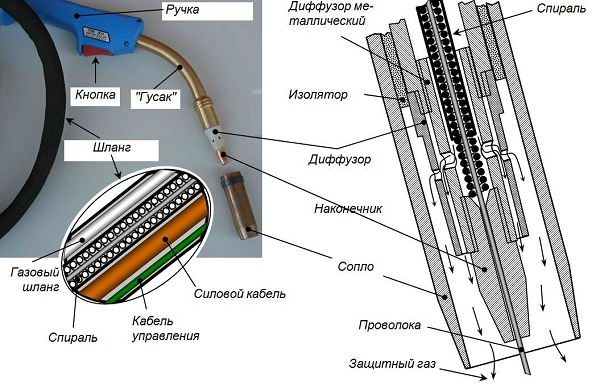
Горелка сварочного полуавтомата
Еще одно несомненное преимущество омедненной проволоки – минимальное количество вредных для сварочного шва примесей. Ее аналог без медного покрытия является активным поставщиком водорода. Виновник такой ситуации – все та же технологическая смазка. В ее состав входят жирные кислоты, щелочи и вода. Помимо этого, она способна адсорбировать влагу из воздуха. В результате ускоряется процесс коррозии проволоки, а в швы попадает водород, вызывая их пористость.
Омедненная проволока сокращает время от первого касания поверхности металла до стабильного горения дуги в 2-3 раза по сравнению с неомедненной. Она способствует образованию симметричных и одинаковых по размеру капель металла на торце электрода и их равномерному переносу в сварочную ванну. В результате улучшается качество швов, а разбрызгивание уменьшается ориентировочно на 40 %.
Дополнительно следует отметить, что благодаря медному покрытию удается улучшить характеристики сварных швов. Повышается их сопротивление разрыву или ударным нагрузкам, улучшается способность переносить перепады температур, уменьшается количество дефектов. Помимо этого, благодаря гладкому покрытию увеличивается скорость подачи проволоки и производительность труда.
Медь используется не только для сварки металлов. Ею покрывают хирургические скальпели. В данном случае медь обеспечивает подвод электричества для нагрева лезвия. В результате скальпели во время операций одновременно используются для прижигания.
Применение омедненной проволоки
Главным потребительским преимуществом омедненной проволоки является возможность получения бездефектных швов и улучшения их свойств. Она востребована при изготовлении изделий с высокими требованиями к качеству. Чаще всего такой расходный материал применяется для работы с низкоуглеродистыми и низколегированными сталями. Омедненная проволока используется при изготовлении трубопроводов и резервуаров, эксплуатирующихся под давлением, применяется в судо- и машиностроении, без нее не обходится производство грузовых и пассажирских железнодорожных вагонов.
На что обратить внимание при выборе омедненной проволоки
Первый показатель, на который следует обратить внимание, – стоимость. Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену. От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
У проволоки, намотанной в кассетах, есть несколько слабых мест, на которые тоже следует обращать внимание. Так, при некачественной намотке со слабиной витки могут образовывать «горку», на которую затем накладываются следующие слои. В результате проволока в этих местах деформируется и может застрять в калибрующих отверстиях сварочного аппарата. Еще одна проблема возникает при неплотной укладке рядов. В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.

Катушка с омедненной проволокой
Особое внимание необходимо обращать на упаковку проволоки. Медное покрытие, несмотря на видимую сплошность, имеет микротрещины и поры, поэтому полностью защитить сталь от коррозии не может, хотя существенно замедляет ее воздействие. Для упаковки кассет часто используется водоотталкивающая бумага или ткань. Следует учитывать, что они способны пропускать влагу, а при перепадах температур вода конденсируется на поверхности проволоки. Единственная надежная защита – ингибиторная бумага. При длительном хранении омедненной проволоки она снижает скорость ее коррозии в 10 раз.
В заключение следует отметить, что приобретать подобные расходные материалы необходимо, конечно, в специализированных магазинах. Они не только самостоятельно контролируют качество проволоки, но и хранят ее в требуемых условиях. В таком случае определяющей будет репутация изготовителя и компании-продавца.
Самое главное про проволоку для полуавтомата
Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
Проволока для полуавтомата применяется в видах сварки MIG и MAG, проходящих в среде инертных и активных газов. Сама проволока выступает одновременно электродом и присадочным металлом. Напряжение от источника тока передается по кабелю на токосъемный наконечник, а с него на саму проволоку. Дуга горит между изделием и концом электрода,благодаря чему появляется сварочная ванна и формируется шов.
Поскольку проволока подается непрерывно от катушки, возможно создавать швы увеличенной длины, по сравнению с использованием методов сварки покрытыми электродами. Значительно возрастает скорость сварки. Каждый сварщик должен уметь правильно выбирать сварочную проволоку для полуавтомата, поскольку она непосредственно влияет на результат. Рассмотрим формы выпуска, маркировку, виды и особенности сварочной проволоки, что пригодится для грамотного подбора расходников под конкретные работы.
Форма выпуска сварочной проволоки

Сварочная проволока для полуавтоматов выпускается на пластмассовых катушках или металлических каркасных кассетах. Пластмассовые катушки применяются для намотки проволоки с общим весом 1-5 кг, а иногда 12-22 кг. Исходя из количества проволоки на бобине, ее диаметр варьирует от 10 до 20 см, а в редких случаях до 30 см. Обозначаются они соответственно – D200 и D300.
На металлических каркасных кассетах проволока выпускается с весом 12-20 кг, но бывают бобины и на 30 кг для крупных промышленных полуавтоматов. В документации такая оснастка обозначается как К300 и К415, что соответствует наружному диаметру кассет.
При выборе сварочной проволоки для полуавтомата нужно учитывать массу кассеты и ее наружный диаметр. В небольшие аппараты для MIG-сварки помещаются только катушки весом до 5 кг и диаметром 20 см. В крупные аппараты можно установить как маленькие, так и большие кассеты. Большие катушки удобны, поскольку при ежедневной многочасовой сварке не требуется регулярно их менять. Килограммовые бобины быстро заканчиваются и приходится тратить дополнительное время на заправку новой проволоки в канал, протяжку, снятие-установку катушки.
Маркировка и расшифровка обозначений сварочной проволоки
В России вся проволока маркируется согласно ГОСТ, чтобы по краткому обозначению сварщик мог быстро понять ее свойства. Поэтому нужно знать, что подразумевается под буквами и цифрами.

Рассмотрим пример: маркировка проволоки Св-08Г2С-О ГОСТ 2246-70 расшифровывается так:
- Св – продукция предназначена для проведения сварочных работ;
- 0,8 – содержание углерода в составе достигает 0,08%;
- Г2 – в состав входит марганец 2%;
- С – буква без цифры подразумевает содержание вещества менее 1% от общей массы, в данном случае речь идет о кремние;
- О – сварочная проволока содержит омедненное покрытие.
Мы не случайно привели в пример проволоку Св-08Г2С, поскольку по объемам продаж она занимает 95% и отлично подходит для сварки труб, уголков, швеллеров и другого металлопроката из низкоуглеродистой стали.
По маркировке сварочной проволоки сварщик может легко определить состав и предназначение расходника. Кроме углерода и марганца, в электроды добавляют:
- цирконий (Ц);
- азот (А);
- ванадий (Ф);
- ниобий (Б);
- алюминий (Ю);
- вольфрам (В);
- хром (Х);
- медь (Д);
- никель (Н);
- титан (Т);
- кремний (С)

В конце маркировки может стоять еще одна буква “А”. Это означает, что для изготовления проволоки использовалась очищенная сталь с меньшим содержанием вредных примесей. Две “АА” подразумевают еще более высокую очистку материала.
Виды сварочной проволоки по типу

Сварочная проволока для MIG/MAG сварки выпускается диаметром 0,6/0,8/1,0/1,2/1,6/2,0 мм. Толщина элемента подбирается исходя из силы тока и сечения свариваемых деталей. Тонкая проволока на больших токах быстро плавится, не успевая долететь до заготовки. Толстая создает избыточное сопротивление и не вплавляется в металл, а накладывается сверху, поэтому правильный подбор диаметра сварочной проволоки для полуавтомата играет важную роль. Исходя из диаметра проволоки подбираются ролики подающего механизма и канал в рукаве горелки. Если часто приходится варить попеременно тонкий и толстый металл, понадобится несколько комплектов роликов и каналов.
Сварочная проволока бывает полая и сплошная. Первая изготавливается в виде трубки, в середину которой засыпается порошок – флюс. Он создает дополнительную защиту сварочной ванны. Но полая проволока более хрупкая и больше подвержена перегибам. Ее нельзя сильно прижимать роликом подающего механизма.
Еще сварочная проволока бывает с покрытием или однородная. Чаще всего покрытие бывает медным и стоит такая продукция дороже обычной. Медь обеспечивает гладкое скольжение проволоки в канале и меньше оставляет стружки в местах соприкосновения. Еще покрытие содействует надежному контакту как с мундштуком, так и с изделием, что дает стабильную дугу. Наличие меди защищает металлическую проволоку от коррозии при длительном хранении. Попадая в сварочную ванну и плавясь в ней, медь содействует формированию швов с повышенным коэффициентом растяжения.
Виды сварочной проволоки по предназначению
Согласно ГОСТ 2246-70, существует 77 марок сварочной проволоки, которые делятся между собой на легированную, низколегированную и высоколегированную. Это определяет сферы ее применения при сварке металлов.
Самый распространенный и востребованный вид сварочной проволоки – для низколегированных и углеродистых сталей, поскольку большинство конструкций состоят именно из таких металлов. Это швеллеры, уголки, круглые трубы, профильные трубы, арматура и пр. Такая проволока востребована как на производстве, так и в быту. Если вы начинающий сварщик, то заварить забор, навес калитки, бак или каркас теплицы с навесом получится именно с такой проволокой. Выбирайте, например, БАРСВЕЛД СВ-08Г2С ⌀ 0,8 мм в катушках по 5 кг.


Сварочная проволока для меди и ее сплавов состоит из меди и кремния. Она имеет сплошную структуру. Подходит для сварки полуавтоматом любых медных изделий, а также для наплавки под последующую проточку. Образует однородный шов по составу с основным металлом. Один из популярных вариантов такой сварочной проволоки – БАРСВЕЛД CuSi ⌀ 0,8 мм.
Аустенитные стали свариваются полуавтоматом с применением проволоки для нержавейки. В ее составе хром, никель в качестве легирующих элементов. Процентное соотношение этих добавок определяется исходя из уровня легирования основного металла изделия. Поскольку от высокой температуры электрической дуги легирующие элементы выгорают из изделия, их наличие в проволоке компенсирует потерю и металл остается коррозионностойким. Сварка нержавейки обычно проволокой приведет к быстрому появлению ржавчины на швах. Хороший вариант проволоки для аустенитных сплавов – БАРСВЕЛД 308LSi ⌀ 0,8 мм.


Алюминий и его сплавы (силумин и пр.) свариваются специальной проволокой для алюминия, которая в качестве добавочного компонента содержит магний. Во время сварки магний интенсивно испаряется из основного металла, поэтому его наличие в проволоке компенсирует потери. Шов не окисляется и обладает теми же свойствами, что и материал изделия. Если предстоит варить алюминий, обратите внимание на проволоку БАРСВЕЛД AlMg5 ⌀ 0,8 мм, которая продается в кассетах по 2 кг. Этого хватит для ответственной работы, а цена товара вполне доступна, поскольку у бухты малый вес.
Особенности порошковой сварочной проволоки
Порошковая проволока бывает самозащитная и для работы в среде инертного газа. Самозащитная проволока предназначена для работы полуавтоматом без использования баллона. Это актуально для полевых условий, сварки на высоте или под землей, что упрощает транспортировку оборудования. Но качество швов самозащитной проволоки не самое высокое, поэтому такой метод подойдет лишь для неответственных конструкций или в качестве экстренной ремонтной меры с последующей переделкой швов другими методами сварки.
Порошковая проволока для работы в среде инертного газа обеспечивает повышенную защиту сварочной ванны от воздействия внешней среды. Это оправдано в случае ответственных швов на емкостях для химической промышленности. После сварки шов покрыт шлаком, как при работе с покрытыми электродами. Наличие шлаковой корки обеспечивает медленное остывание соединения и лучшее формирование кристаллической решетки.

Важность правильного подбора сварочной проволоки
Если неправильно подобрать сварочную проволоку для полуавтомата, то сварку будет вести неудобно, снизится качество соединения. Присадочный металл будет сильно разбрызгиваться, потребуется больше времени на последующую зачистку поверхностей. Неверный выбор диаметра проволоки приводит к тому, что электрод “гуляет” в сопле, трудно контролировать дугу и управлять сварочной ванной. Слишком толстая проволока может забиться в канале.
Настройка аппарата для работы со сварочной проволокой
| Толщина металла, мм | Диаметр сварочной проволоки, мм | Сила тока, А | Скорость подачи проволоки, м/ч |
|---|---|---|---|
| 1-1,5 | 0,6-0,8 | 75-120 | 130-200 |
| 2 | 1,2 | 130-170 | 150-250 |
| 3 | 1,2 | 180-250 | 350-480 |
| 4-5 | 1,2-1,6 | 200-300 | 450-650 |
| 6-8 | 1,6 | 250-400 | 500-700 |
Чугун хорошо варится омедненной сварочной проволокой, обеспечивающей низкое разбрызгивание присадочного металла. Дополнительно медь делает основной металл более тягучим, поэтому снижается вероятность горячих и холодных трещин.
Проволока дергается из-за пробуксовывания ролика в механизме подачи или забитого канала в рукаве. Попробуйте немного подтянуть прижимной ролик; если он сильно изношен, замените на новый. Канал для подачи проволоки следует чистить раз в месяц проволокой большего диаметра, поскольку в нем скапливается грязь, сужающая пропускную способность.
При ежедневной сварке полуавтоматом по 6-8 часов мундштук меняют 1-2 раза в день. Если этого не делать, проволока начнет “гулять” и труднее станет контролировать дугу. Шов может получиться неровным.
При сварке нержавеющей стали, когда дуга потухла, на конце проволоки образуется небольшая застывшая капля. Она диэлектрическая, поэтому для последующего возбуждения дуги понадобится ее откусить бокорезами. В случае работы с проволокой для черных металлов, особенно когда в качестве защитного газа применяется углекислота (активный компонент), обрезать шарик не проволоке не требуется – дуга загорится и так.
Нет, нельзя! Это приведет к разбалтыванию катушки на валу, осложнит работу подающего механизма. Катушку подбирают строго по посадочному диаметру вращающейся оси полуавтомата.
Читайте также: