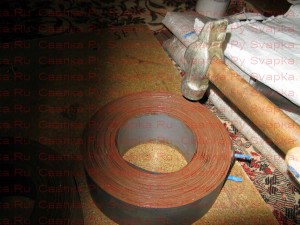
Тор для сварочного аппарата
Обновлено: 18.05.2024
25.06.20. Наша компания внесена в Национальный Реестр Надежных Поставщиков, финансовая и экономическая деятельность которых свидетельствует об их надежности как поставщиков товаров, работ, услуг и партнеров для предпренимательской деятельности в РФ.
28.08.19. НОВИНКА! Профессиональная серия инверторов пополнилась новой моделью: трехфазным инвертором ТОРУС-320. Аппарат вызвал интерес у многих потребителей.
20.12.18. Наша компания разработала и запустила в производство под брендом VIKING новую линейку инверторов MMA: VIKING-200, VIKING-220, VIKING-250, VIKING-270.
01.08.17. Производственная компания ООО «ТОР» представляет свою новую торговую марку сварочного оборудования «VIKING».
Сварочное оборудование «VIKING» собрано и произведено по новейшим технологиям с применением качественных и надежных комплектующих именитых брендов немецких и американских компаний.
07.09.15. По заказу ООО "ВСЕ ИНСТРУМЕНТЫ" в компании "ТОР" были разработаны и запущенны в серию инверторные сварочные аппараты "INFORCE 200 IN" и "INFORCE 250 IN".
20.10.14. Государство намерено усилить политику импортозамещения, полностью запретив госкомпаниям закупать автотехнику, продукцию металлургии и тяжелого машиностроения за рубежом при наличии соответствующих аналогов в России. Директива коснется всех организаций, у которых доля государства превышает 50%, сообщила газета "Коммерсантъ"
10.10.14. На прошедшей в Москве юбилейной международной выставке "Weldex-2014", наибольший интерес был проявлен к нашим моделям инверторов промышленной линии.
01.08.14. В профильной комиссии утверждают, что до 80% товаров на полках торговых сетей РФ зачастую представляют недобросовестные иностранные компании.
19.11.13. Национальное Агентство Контроля Сварки (НАКС) провела аттестацию наших аппаратов. Сертификаты НАКС получены на аппараты ТОРУС-200.
Аттестация НАКС позволяет использовать аппараты на опасных производственных объектах, сварка которых осуществляется аттестованными сварщиками с применением аттестованных сварочных материалов, сварочного оборудования и технологий сварки.
08.11.13. Московская международная выставка инструментов, оборудования, промышленных технологий MITEX-2013 вновь показала интерес у ее участников к нашим сварочным инверторам серии ТОРУС.
11.10.13. В Москве на международной выставке "Weldex-Россварка" наша компания представила два новых инверторных аппарата из профессиональной линии ТОРУС-255 и ТОРУС-235.
12.04.13. В Перми на международной выставке "Металлобработка и сварка" нашей фирме был вручен диплом за разработку и производство не имеющего аналогов на российском рынке компактного мощного инверторного сварочного аппарата ТОРУС-200.
29.03.13. В Новосибирске на Международной выставке "Mashex Siberia" были представлены новые модели инверторов серии ТОРУС с цифровым индикатором сварочного тока.
21.02.13. В Набережных Челнах прошел восьмой "Камский промышленный форум-2013", на котором были представлены наши инверторы серии ТОРУС.
14.12.12. Мы представили наши инверторы на 13-ой специализированной промышленно-технической выставке в Волгограде.
06.12.12. За разработку и производство инвертора "Торус-250" мы были награждены бронзовой медалью на 12-ой международной специализированной выставке-конференции "Сварка. Контроль и диагностика 2012" в Екатеринбурге.
10.11.12. Наша продукция была представлена в Уфе на 15-ой Межрегиональной специализированной выставке сварочного оборудования, технологий и материалов "Сварка и контроль - 2012".
23.10.12. На международной выставке "Weldex-Россварка-2012" нашей компанией были представлены модели инверторов серии Торус с цифровой индикацией.
01.09.12. Мы сделали это - 3 года гарантии на инверторные сварочные аппараты серии "ТОРУС"!
Все сварочное оборудование, производимое компанией ТОР проходит тщательную предпродажную проверку и жесткий контроль качества.
Разработчики и технологи компании уже многие годы непрерывно и тщательно совершенствуют и делают все более надежными и «неприхотливыми» наши сварочные аппараты. Поэтому компания ТОР дает увеличенную бесплатную гарантию на инверторные сварочные аппараты серии ТОРУС.
28.03.11. В очередной раз наше сварочное оборудование было представлено на Московском Международном Салоне Изобретений и Инновационных Технологий "АРХИМЕД-2011". Решением Международного жюри ООО "ТОР" было награждено дипломом и серебряной медалью за разработку "инверторного сварочного источника ТОРУС".
12.10.10. В октябре наше предприятие участвовало в юбилейной выставке WELDEX-2010. На стенде были представлены все сварочные инверторы серии ТОРУС: Торус-160, Торус-200, Торус-200с, Торус-250.
Как участнику всех десяти выставок - ООО "ТОР" было награждено специальным дипломом.
10.10.09. В октябре 2009 г. прошла очередная выставка WELDEX-2009, на которой наша компания представила два новых инверторных сварочных аппарата ТОРУС-160 и ТОРУС-250.
И на проходившем конкурсе "Мисс СВАРКА Мира (России) 2009", наша сотрудница Власова Виктория Алексеевна получила титул "Вице-мисс СВАРКА Мира (России) 2009".
Сварочный инверторный аппарат "ТОРУС-200" по решению экспертной комиссии Ростеста и жюри 19-ого международного конкурса "Всероссийская марка (III тысячелетие)" награжден золотым знаком "ЗНАК КАЧЕСТВА ХХI ВЕКА".
01.05.09. Расширяем дилерскую сеть! Нашим дилером может стать любое предприятие или частное лицо из любого региона России и зарубежья. С условиями можно ознакомиться здесь.
10.04.08. Замучили "зайчики" в глазах? Превратите свою сварочную маску в маску "Хамелеон", купив недорогой автоматический светофильтр АСФ.
31.01.08. После внесения конструктивных и схемотехнических улучшений, инверторный аппарат ТОРУС-200 становится хитом продаж!
29.01.08. О работе сварочного аппарата контактной сварки "Тор" и его нестандартном использовании в работе с металлом можно ознакомиться здесь.
11.01.08. Расширился ассортимент сварочного оборудования. На выбор отечественные и импортные сварочные аппараты фирм GYS (Франция), SELCO (Италия), SOLTER (Испания), DaiNet (Корея) и комплектующие.(см. прайс)
25.02.07. В Мэрии Москвы состоялась торжественная церемония награждения победителей Московского конкурса "Менеджер года - 2006". В номинации "Промышленность" вновь одним из лучших менеджеров года признан генеральный директор ООО "ТОР" Кривенков Сергей Евгеньевич.
11.05.06. Сварочный аппарат в кейсе и другая продукция нашей фирмы в видеоролике компании АльянсМедиа.
24.04.06. 24 апреля, в Центральном доме предпринимателя столицы прошла церемония награждения победителей конкурса "Московский предприниматель 2005". Первое место в номинации "Производство товаров народного потребления" заняла наша производственная фирма.
20.04.06.С 24 по 27 апреля 2006 г. на выставочном комплексе Красная Пресня в павильоне №1 проходила выставка "Высокие технологии XXI века". На нашем стенде были представлены усовершенствованный сварочный аппарат "ТОРУС-200" и остальная продукция фирмы.
О результатах выставки можно ознакомиться здесь.
21.02.06 В Мэрии Москвы состоялась Торжественная церемония награждения победителей Московского конкурса "Менеджер года - 2005". В номинации "Промышленность" одним из лучших менеджеров года признан генеральный директор ООО "ТОР" Кривенков Сергей Евгеньевич.
30.04.05. Внимание! Теперь вы можете заказать аппараты с доставкой не только по Москве, но и по Московской области и близлежащим областям. Звоните.
07.06.04. Запущена в производство и в продажу новая модель собственной разработки промышленного трехфазного сварочного выпрямителя ВД-306т/400, имеющий рекордно малый вес из серии аппаратов ВД-306 при максимальном токе 400 А.
20.09.02. На выставке "Сварка-2002" 17-20 сентября нами была представлена новая разработка сварочного аппарата инверторного типа "Торус-200".
Все для сварки: сварочные аппараты и сварочные агрегаты, сварочные инверторы, сварочные электроды, кабель силовой, газосварочное оборудование, кабель сварочный, сварочные маски "хамелеон", электрододержатели и силовые зажимы, а также сварочное оборудование для контактной и точечной сварки.
На нашем сайте вы узнаете о ручной сварке, о сварке нержавейки в аргоне, о контактной сварке, сварке плазмой, а так же о различных типах сварочных аппаратов - это и переносные сварочные аппараты, и стационарные промышленные сварочные аппараты, сварочные высокочастотные инверторные аппараты, дуговые трансформаторы, сварочные выпрямители, полуавтоматы, плазматроны, производимых нами и другими производителями (MMA,TIG,MIG).
Помимо сварочных аппаратов собственного производства (ТОР, ТОРУС 165, ТОРУС 175, ТОРУС-200, ТОРУС-200С, ТОРУС-210, ТОРУС-235, ТОРУС-250, ТОРУС 255, ТЕРМИНАТОР, ТОРНАДО-180, ВД-306), наша компания реализует широкий ассортимент импортного и российского оборудования (GYSMI, SELCO, SOLTER, POWER MAN, ДУГА, Минисварка, Линкор, Русич), Мультиплаз, ПЛАЗАРИУМ, Горыныч, посредством которых становится возможной сварка любых металлоконструкций, в частности, сварка труб, автоматическая сварка нержавейки в аргоне, ручная сварка плазмой и другие сложные операции.
Есть в наличии устройство подачи проволоки ППУ-400 с горелкой ГДПГ-4601 для полуавтомата.
Мы предлагаем газосварочный аппарат работающий на воде, переносные сварочные аппараты для работы от бензогенераторов в "полевых условиях" и другую технику высочайшего качества - это и сварочный аппарат "Плазма", сварочный аппарат "Лига", сварочный агрегат "Плазматрон" и другое оборудование.
В наше время ведется активное строительство, развивается производство и здесь без сварки не обойтись. При выполнении сварочных работ сварочный аппарат, сварочный полуавтомат должен быть качественным и надежным. Все оборудование для сварки проходит контроль качества.
Среди зарубежных устройств для сварки стоит отметить аппараты Gysmi 131, Gysmi 161, Gysmi 165, FoxWeld, POWER MAN, предназначенные для ручной электросварки, а также аргонодуговой сварки. Аппараты Gysmi комплектуется маской, комплектом проводов с электрододержателем и земляным зажимом.
Также стоит отметить продукцию, изготовленную в России. Так, например, сварочный выпрямитель "Дуга 318м", потребляя до 9 кВА, имеет номинальный сварочный ток 300 Ампер. Аппарат "Дуга 318м" может использоваться как в бытовых, так и в промышленных условиях эксплуатации.
На нашем сайте Вы ознакомитесь с теорией сварки (сварочный шов, тип и вид сварки ,типы сварочного оборудования), узнаете как правильно выбрать аппарат и получите ответы на вопросы по применению сварочных аппаратов различного типа (ММА,TIG,MIG, плазма). При желании можно самим попробовать аппараты в работе на нашем сварочном стенде и сравнить различные сварочные аппараты. А также узнаете где и как приобрести сварочные аппараты и способах получения и доставки.
Возможности аппарата контактной сварки "ТОР"
В своих советах мы писали о нестандартном использовании аппарата контактной сварки "Тор". И очень интересно и приятно получать от наших покупателей письма, в которых они расказывают о своих "придумках" и использовании аппарата по "непрямому назначению".
Одно из таких писем (см. ниже) мы решили опубликовать, добавив к нему наши фотографии.
Работу аппарата демонстрирует Владимир Стекларь.
Примеры сварки прутков и листового материала
Ремонтируем сетку.
Сварка прутков
Изготовим крышку. Сварка
листового материала
И на телеге подварим полосу
И на оцинковке поставим "точки"
Починим половник
Две половинки половника
Делаем "раз", делаем "два"
Две точки и ручка на месте
Без заклепок и винтов
А вот разорвать не удалось
Сварка полосы и прутка
Мини-кузня
Отвинтим гайку. после нагрева
Ржавчина - не помеха
Нагрели, теперь открутим
Письмо
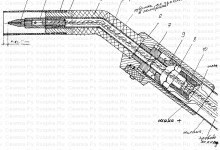
Хороший инструмент - это первое и главное условие для качественного выполнения работ. Так и случилось когда в руки мне попал достаточно редкий инструмент – сварочный аппарат контактной сварки "Тор". Почти все знают о дуговой сварке электродом, тем более, что рынок насыщен дуговыми сварочными аппаратами. Узкий круг людей пользуется сварочным полуавтоматом для сварки проволокой, в простонародье называемым "кэмпи". А про контактную или точечную сварку многие слышали, а вот использовать ее в бытовых (домашних, гаражных, дачных) условиях, пожалуй, никому и не приходилось. Во-первых, по причине отсутствия такого аппарата для бытового применения, и, во-вторых - не знания всех возможностей этого устройства.
Люблю я ходить на разные технические выставки, особенно, инструментальные. Когда вижу ладно скроенный инструмент - руки просто зудят - дай подержать в руках, да, и по возможности, приобрести. И когда я увидел этот аппарат, то сначала и не понял - для чего "это"? Круглая черная банка, через которую проходит изогнутый толстый медный стержень с двумя острыми жалами, как у паяльника, и рукоятка. Но ребята со стенда быстро меня просветили что "это" и для чего и, самое главное, продемонстрировали работу аппарата, сварив за пару секунд две жестяные пластинки. Как таковой сварки и не было: зажав между электродами пластинки, нажали кнопку и . все! Маленькое пятнышко - этакая точечка - намертво соединила пластинки. Вот почему этот вид сварки еще называют и точечной. А узнав про цену, понял, что этот инструмент обязан быть в моей домашней мастерской. Потом, позже, я видел похожие импортные аппараты, но они были гораздо тяжелее, да и цена была за пределами домашнего бюджета.
Первое, что было сделано дома на радость женщинам - это починка половника из нержавейки. Выбросить было жалко - отломалась у него ручка. Ручка была из прутка, расплющенного на конце. Кстати, приварена она была именно контактным способом. И в голову, кроме как соединить две части заклепкой, ничего не приходило. Просверлить нержавейку - с трудом - можно было, а клепать медной или алюминиевой заклепкой не хотелось. А здесь - несколько секунд - две точки и половник снова как новый.
Эх! Будь этот аппарат в руках несколько лет назад, когда делал самодельный аквариум. Тогда для изготовления каркаса, уголки из миллиметровой стали, пришлось соединять заклепками. Это было трудоемко и неудобно. А с этим аппаратом ни дырок не пришлось бы сверлить, ни заклепывать. Две секунды - и точка. Прошелся бы по восьми углам каркаса и готово!
Итак, первое применение аппарата - это работа с листовым материалом и прутками. Для пробы вместо прутка (арматуры) взял пару гвоздей и попробовал крестом сварить их. Получилось. Правда, сразу решил, что для сварки прутков надо прикупить еще пару электродов, притупить их и сделать на концах небольшое углубление.
Видя как раскаляется металл в месте сварки, подумалось: а что если использовать аппарат для разогрева металла? На глаза попалась отвертка, которую хотел как-то согнуть под прямым углом. Но тогда это не получилось - отвертка была из каленой стали, и гнуться не собиралась. Тут же отвертка посредине была зажата между электродами, нажатие на кнопку, и на глазах - в месте контакта - металл разогрелся до бела! Через секунду отвертка была согнута под прямым углом. Фантазия заработала. И я представил себя этаким кузнецом. Горна нет, вокруг металл, в руках аппарат, местный разогрев, удары молотком, здесь расплющил, там согнул. Здорово!
Тут же вспомнил про моток стальной проволоки на даче. Тогда, чтобы сделать ее мягкой, пришлось нагревать ее над пламенем газовой плиты. А если ее нагреть током? Проволоки под руками не было. Поэтому, взявши гвоздь-сотку, согнул V-образно. Аппарат зажал в тиски для удобства, прикоснулся к электродам (держа плоскогубцами), нажал кнопку и . гвоздь чуть не расплавился! По сути, сами электроды как таковые и не нужны были: аппарат здесь выступал в роли мощного источника тока для нагрева и расплава металла. Вот его и второе назначение. А если сделать маленький тигелек, так в нем и металл расплавить можно, или сплав какой-нибудь "сварить".
- А током тебя не ударит? - спросила тут жена.
- Исключено - ответил я. Отличная изоляция - раз, и два - напряжение на электродах всего полтора вольта, как у пальчиковой батарейки.
- Раз он такой безопасный, да и легкий, может я его в школе своей покажу трудовику. Пусть на уроке труда старшеклассникам покажет. А там глядишь, и директор для нашей мастерской купит. Уж больно вещь полезная!
- Да и мастеровым из металлоремонта надо рекламку показать - найдут обязательно ему применение, подумалось мне.
P.S. В выходной с этим аппаратом пойду в гараж к соседу. Он тут посетовал, что не удается ему рулевую сошку снять с вала. Нагреть ее немного паяльной лампой побоялся - открытый огонь все-таки. А с этим аппаратом и проблем таких нет. Вот только пару электродов покороче и тупых сделаю, чтобы можно было "обхватить" сошку. А заодно разогреем пару заржавевших гаек - открутятся уж точно! Да и местному мастеру-жестянщику покажем аппарат. Приварить крыло, пороги или другую "железяку" ему будет проще простого этим чудо-аппаратом.
Все для сварки: инверторы, полуавтоматы, выпрямители, газосварочные аппараты для сварки трубопроводов, сварочный аппарат Плазма, Лига, Gysmi 131, Дуга 318м, переносные сварочные аппараты, ручная сварка в аргоне, сварка плазмой.
Расчет трансформатора для сварочного полуавтомата, сварочного аппарата.
На самом деле ни чего сложного здесь нет. Этот расчет относится как к простым (П и Ш образным) так и к тороидальным трансформаторам.
Для начала определим габаритную мощность будущего сварочного трансформатора:

Подставляя нужные значения упрощаем формулу, она будет иметь вид:
P габаритн = 1.9*Sc*So для торов (ОЛ).
P габаритн = 1.7*Sc*So для ПЛ,ШЛ.
P габаритн = 1.5*Sc*So для П,Ш.
Например у нас ОЛ сердечник (тор).
Площадь сердечника Sс = 45 см.кв.
Площадь окна сердечника So = 80 см.кв.
Формула для тора (ОЛ):
P габаритн = 1.9*Sc*So
P = 1.9*45*80 = 6840 ватт.
Далее нужно рассчитать количество витков для первичной и вторичной обмотки. Для этого сначала рассчитаем необходимое количество витков на 1 вольт.
Для этого используем формулу:
K = 50/S
Так как у нас ОЛ сердечник (тор), примем коэффициент равный 35.
К = 35/45 = 0.77 витка на 1 вольт.
Далее рассчитываем сколько нужно витков для первичной и вторичной обмоток.
Здесь у нас два пути расчета:
- если нам нужен трансформатор с единой первичной обмоткой, то есть мы не собираемся регулировать ток по первичной обмотке ступенями.
- если мы собираемся регулировать ток по первичной обмотке и нам нужно рассчитать ступени регулирования.
Регулировка ступенями по вторичной обмотке трансформатора экономически не выгодна, требует дорогостоящих коммутирующих элементов, также требует увеличение длины провода вторичной обмотки, тем самым утяжеляя конструкцию и поэтому здесь не рассматривается.
1. Рассчитаем количество витков для первичной и вторичной обмотки в варианте без регулирования по первичной обмотке ступенями.
Рассчитаем количество витков первичной обмотки по формуле:
W1 = U1*K
W1 = 220*0.77 = 170 витков.
Примем максимальное напряжение вторичной обмотки равным U2 = 35 вольт
Рассчитаем количество витков вторичной обмотки по формуле:
W2 = U2*K
W2=35*0.77=27 витков
Далее рассчитываем площадь сечения провода первичной и вторичной обмоток. Для этого нам нужно знать, какой максимальный ток течет в данной обмотке.
Для этого мы воспользуемся формулой:
Для первичной обмотки.
I первич_max = P габаритн/U первич
I первич_max = 6840/220 = 31 А
Для вторичной обмотки:
Сразу хочу сказать, что я не теоретик, но попытаюсь объяснить формирование величины сварочного тока в трансформаторе, как понимаю это я.
Напряжение дуги для сварки проволокой в среде углекислого газа равно:
Uд = 14+0.05*Iсв
Выводим формулу тока вторички при конкретном напряжении дуги:
Iсв = (Uд - 14)/0.05
Далее рассчитаем для полуавтомата.
1. Принимаем напряжение дуги 25 вольт, получаем требуемую мощность трансформатора:
Iвторич = (25-14)/0.05 = 220 ампер
220*25 = 5500 вт.. Но у нас габаритная мощность трансформатора больше.
2. Принимаем напряжение дуги равным 26 вольт, получаем требуемую мощность трансформатора:
Iвторич = (26-14)/0.05 = 240 ампер
240*26 = 6240 вт. Почти рядом.
3. Принимаем напряжение дуги равным 27 вольт, получаем требуемую мощность трансформатора:
Iвторич = (27-14)/0.05 = 260 ампер.
260*27 = 7020вт. Требуемая габаритная мощность выше чем имеющаяся, это говорит о том, что при данном напряжении дуги не будет тока 260 ампер, так как не хватает габаритной мощности трансформатора.
Из выше перечислительных расчетов, можно сделать вывод, что при напряжении дуги в 26 вольт обеспечивается максимальный ток в 240 ампер при данной габаритной мощности трансформатора и именно этот ток вторички мы примем за максимальный:
Iвторич max = 240 ампер.
Для расчета максимального сварочного тока для сварки электродом, рассчитываем так же, только по другой формуле..
Uд = 20+0.04*Iсв
Iсв = (Uд - 20)/0.04 (считать не будем, я думаю понятно).
Из справочных материалов нам известно, что плотность тока в меди равна 5 ампер на мм.кв, в алюминии 2 ампера на мм.кв.
Исходя из этих данных можно рассчитать площадь сечения обмоток трансформатора.
Сечения проводов для продолжительной работы трансформатора ПН = 80% и выше:
Для меди:
S первич медь = 31/5 = 6.2 мм.кв
S вторичн медь = 250/5 = 50 мм.кв.
Для алюминия:
S первич алюмин = 31/2 = 16 мм.кв.
S вторичн алюмин = 250/2 = 125 мм.кв.
Итак мы имеем трансформатор с габаритной мощностью 6840 ватт. Сетевое напряжение 220 вольт. Напряжение вторичной обмотки 35 вольт.
Первичная обмотка содержит 170 витков провода площадью 6.2 мм.кв из меди или 16 мм.кв. из алюминия.
Вторичная обмотка содержит 27 витков провода площадью 50 мм.кв. из меди или 125 мм.кв. из алюминия.
Для ПН = 40% сечения первички и вторички можно уменьшить в 2 раза.
Для ПН = 20% сечения первички и вторички можно уменьшить в 3 раза.
Например ПН = 20% - это значит, что если взять за 100% 1 час работы трансформатора под нагрузкой, то 12 минут варим 48 минут отдыхаем, иначе трансформатор перегреется и перегорит (этот режим больше всего годится для не больших домашних дел). Я думаю тут понятно.
ПН - продолжительность нагрузки.
ПВ - продолжительность включения.
ПР - продолжительность работы.
Все эти термины одно и тоже, измеряются в процентах.
2. Рассчитаем количество витков для первичной и вторичной обмотки в варианте с регулированием ступенями по первичной обмотке.
Например, нам нужен трансформатор с регулированием сварочного тока 16 ступенями например используемого в этой схеме сварочного полуавтомата.
Выбираем номинальное напряжение вторичной обмотки.
Uномин = Uмакс - Uмакс*10/100
Рассчитываем, Uмакс = 35 вольт
Uномин = 35 - 35*10/100 = 32 вольт.
Рассчитаем количество витков для вторичной обмотки номинальным напряжением 32 вольт, тип сердечника ОЛ (тор).
K = 35/S
W2 =U2*K = 32*0.77 = 25 витков
Теперь рассчитаем ступени первичной обмотки.
W1_ст = (220*W2)/Uст2
Как мы рассчитали ранее количество витков обмотки W2 = 25 витков.
Мотаем первичную обмотку трансформатора до 157 витка, делаем отвод, он будет соответствовать 35 вольтам на вторичке.
Далее мотаем 4 витка до 161 витка и делаем отвод, он будет соответствовать напряжению на вторичке 34 вольт.
Далее мотаем 5 витков и делаем отвод на 166 витке, он будет соответствовать напряжению на вторичке 33 вольт и т.д. согласно выше приведенному расчету.
Заканчиваем намотку первичной обмотки на 275 витке, он будет соответствовать напряжению на вторичке 20 вольт.
В итоге у нас получился трансформатор габаритной мощностью в 6840 ватт, первичной обмоткой с 16 ступенями регулирования.
Сечение обмоток такие же, как в первом варианте расчета.
На данном этапе мы заканчиваем расчет трансформатора.
Таким образом было рассчитано много трансформаторов и они прекрасно работают в сварочных полуавтоматах и сварочных аппаратах.
Не нужно бояться форсированного режима работы трансформатора (это такой режим, когда к обмотке трансформатора рассчитанного например на 190 вольт приложено напряжение 220 вольт), трансформатор прекрасно работает в таком режиме. Имея маломощный трансформатор, можно вытянуть из него все возможности используя форсированный режим для комфортного процесса сварки с помощью сварочного полуавтомата.
Ответ на комментарий.
Как наматывать на П-образный сердечник:
Первичная обмотка.
Вариант 1. Мотаем две одинаковые обмотки (клоны) в одну сторону и соединяем их начала. Концы этих обмоток используем для подключения к сети 220 вольт.
Вариант 2. Мотаем две одинаковые обмотки (клоны) в одну сторону, делаем отводы. Замыкая эти отводы, регулируем сварочный ток. Начало этих обмоток используем для подключения к сети 220 вольт.
Вторичная обмотка.
Мотаем две одинаковые обмотки в одну сторону и соединяем их концы. Начала этих обмоток используем для сварки.
Расчет площади сердечника и площади окна сердечника Sc и So.
По этим формулам, можно рассчитать требуемые величины.
Если возникнут вопросы, задавайте их в комментариях.
Спасибо Вам большое за такое подробное описание.Все очень понятно и что немаловажно, все видно как это на практике происходит.Спасибо.
Добрый вечер, скажите как повлияет увеличение сечения провода обмоток, имеется алюминиевая шинка 8.13мм2 и 50мм2. нужно ли производить перерасчет или же увеличение сечения даст запас прочности?
Владимир
В вашем случае шинка 8.13 мм.кв будет выдерживать ток 8.13*2=16.26 ампер.
Шинка 50 мм.кв будет выдерживать ток 50*2=100 ампер.
Хотя на практике эти значения гораздо больше, то есть выдержат и токи 20 и 130 ампер соответственно. Сила тока, выдаваемая трансформатором, зависит от напряжения вторичной обмотки. Если вы будете использовать трансформатор для сварочного полуавтомата, то мощность трансформатора будет:
Р тр = 130*30 = 4000 вт. 30 - максимальное напряжение для вторичной обмотки сварочного полуавтомата и соответственно для этого нужно будет использовать сердечник площадью:
Если используется сердечник меньшего сечения, сварочный ток будет меньше , придется рассчитать по новой количество витков обоих обмоток. Увеличенные сечения проводов повлияют только на увеличение размера самих обмоток, и на массу трансформатора. Увеличенное сечение обмоток даст только запас по прочности.
Олег
Спасибо за комментарий. Мы рады, что статья является полезной.
Спасибо большое за ответ, хочу сделать полуавтомат, нашол Ваш сайт- очень всё грамотно и доходчиво написано, 5+ правда розмеры тора у меня у меня другие, но по расщетам получается все ок, были неясности с сечением, теперь всё понятно, спасибо!
что такое трансформатор сварочный
kak zdelono sto v mekrovolnofki 1.2kw a secenije sterznia transformatora tolko 21 kvadratnyj cm a okno dlia obmotok 9.6 kvadratnyj cm. chotelosby etu technologiju ispolzavat v drugich transformatorach dlia kontaknoi svarki
Здравствуйте
как сделано что в микроволновке 1.2 кВ а сечение стержня трансформатора только 21 квадратный см, а окно для обмоток 9.6 квадратный см. хотелось бы эту технологию использовать в других трансформаторах для контактной сварки.
Трансформаторы в микроволновке работают в режиме полного насыщения, это означает, что ток холостого тока трансформатора будет от 4 ампер и выше. Трансформатор в таком режиме будет очень сильно греется даже на холостом ходу, не говоря уже про режим сварки. Если попытаться сделать такой трансформатор для сварки, то скорей всего он у вас быстро перегорит.
P.S. Пишите пожалуйста кириллицей.
Спасибо! Очень полезная информация.
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка. очень не хочется доделывать и тем более разбирать потом. Буду очень признателен за Вашу помощь. Заранее Спасибо.
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Возник еще один вопрос,подскажите в моем случае коэффициент К,как правильно рассчитать,чему должен равняться коэффициент для трансформаторов 50,или 40,ведь у меня мощность получается менее 1.5 Вт.Еще раз спасибо.
Олег
Здравствуйте, всегда с удовольствием читаю Ваши статьи. Спасибо Вам большое за все объяснения. Хочу спросить у Вас совет. Имею возможность собрать сварочный аппарат, из трансформаторной стали набрал уже сердечник, получилось 35 кв. см. железа. Хотелось бы ,чтоб ,,тянула ,,тройку,и четверку (по необходимости) Подскажите,какое напряжение лучше рассчитать для вторичной обмотки в моем случае (50,или 40 вольт) или может какая-то другая цифра……. И еще такой вопрос,как рассчитать правильно кол-во витков, чтобы знать на каком этапе сделать отводы для работы с (тройкой, и четверкой) Хочется сделать один раз, и чтоб наверняка…… очень не хочется доделывать и тем более разбирать потом….. Буду очень признателен за Вашу помощь. Заранее Спасибо.
При площади 35 см.кв. номинальное количество витков (220 вольт) равно 282 витка.
Вторичную обмотку рассчитывайте на 50 вольт (номинальная) равна 64 витка.
Сделайте 5 ступеней регулирования. две форсированных , одна номинальная и две пассивного режима.
Первый отвод делайте от 225 витка. напряжение на вторичной будет 60 вольт.
Второй от 253 витка. напряжение на вторичной будет 55 вольт.
Третий от 282 витка напряжение 50 вольт.
Четвертый от 310 витка, напряжение 45 вольт.
Пятый (последний, дальше не мотаем) 338 виток. напряжение на вторичке 40 вольт.
Хочу заметить, что нормальная работа трансформатора будет зависеть от многих факторов, например от напряжения сети.. если будет 220 вольт, то нормально. а вот если пониженное.. например 190-200 вольт или еще меньше (такое напряжение обычно бывает в гаражных массивах или в часы повышенной нагрузки на сеть.. вечером и т.д.), то ни о какой сварке на повышенных токах не может идти речи.
P.S. При намотке трансформатора придерживайтесь правила.. ток холостого хода трансформатора должен быть в пределах от 0.2 ампер (пассивный режим) до 1.5 ампер максимум (форсированный режим).
Проверяйте ток холостого хода при намотке трансформатора, если вы попадете в эти значения тока, то считайте, что намотали правильно. Всё остальное - ток сварки, качество шва и т.п. будет зависеть только от вашего сердечника.
И еще.. варить четверкой при данной площади трансформатора, занятие сомнительное.. Варить будет (плохо), и трансформатор будет греться и греться очень сильно.. так что учтите этот момент.
Делаем тороидальный сварочный трансформатор
По всем характеристикам тороидальные трансформаторы превосходят П и Ш образные трансформаторы примерно в 1.5.. 2 раза. Также по весу торы в намного легче.
В связи с этим лучше делать тороидальный трансформатор для сварочных аппаратов.
Об изготовлении тороидального трансформатора в домашних условиях пойдет речь в нашей статье.
В наличии имелось железо от какого то трансформатора размерами 7 см х 65 см.

Берем пластины и обкатываем их круглым предметом, например бутылкой.


Берем одну пластину сворачиваем ее в кольцо и закрепляем саморезами. Это будет оправка для набора пластин.

Начинаем укладывать пластины начиная от края во внутрь. Так как внутренний диаметр самом начале большой, то сначала укладываем ровные пластины, не обкатанные бутылкой.

Набрав небольшое количество пластин, обязательно поджимаем их.

Примерно вот что должно получится. Так как внутренний диаметр кольца уменьшается, то далее применяем пластины, которые обкатывали бутылкой.

Первое кольцо магнитопровода тороидального трансформатора готово. Выглядит оно вот так.
Далее подготавливаем вторую оправку для второго кольца магнитопровода нашего трансформатора.

Продолжаем укладывать пластины от края во внутрь. Процесс повторяется, делать нужно то же самое, что и для первого кольца.

Стремитесь укладывать пластины без зазорно, то есть стык в стык. Конечно в начале будет получаться хорошо, но в конце все равно не получится.

Не забываем обжимать пластины. Делаем это постоянно. От этого зависит качество сборки тора. Лишние зазоры нам ни к чему.

Вот собственно оба кольца. Фотка получилась не резкой.

Далее обстукиваем торцы получившихся колец молотком.
Берем эпоксидный клей, разводим его растворителем.

Пропитываем клеем оба кольца магнитопровода. Клей не жалеем.

Затем склеиваем оба кольца.

Вот такой вот сердечник тороидального трансформатора у нас получился. Высота сердечника получилась 14 см и набор пластин 4 см. Площадь сердечника 56 см.кв. Учитывая небольшие зазоры, которые образовались при сборке, принимаем площадь сердечника 50 см.кв.
Теперь необходимо за изолировать сердечник. Для этого вырезаем из картона куги и накладываем на сердечник.

Далее берем тряпочную черную изоляционную ленту и обматываем сердечник.

Вот что получилось.

Обматываем еще раз сердечник молярным скотчем.


Все готово для намотки обмоток трансформатора. Провод для первичной обмотки наматываем на самодельный челнок, сделанный из куска ДСП.

Обматываем конец провода филенкой.

Начинаем мотать. Просовываем челнок через отверстие в торе и аккуратно прижимаем каждый виток, равномерно распределяя по поверхности сердечника.

Намотав первый ряд обмотки, обматываем обмотку изоляционной лентой.

Далее мотаем второй ряд первичной обмотки, делая отводы для регулирования тока по первичной обмотке.
После того как первичная обмотка намотана, проверяем ток холостого тока трансформатора. Он должен быть в пределах от 0,2 А до 1,2 А.
На изображениях показаны замеры тока в в нормальном и форсированном режиме работы трансформатора. Цифровым мультиметром производился замер напряжения вторичной обмотки (для дальнейшего точного расчета количества витков вторичной обмотки), в качестве которой был намотан кусок провода из 4 витков.


Обматываем второй конец первичной обмотки филенкой и изолируем первичную обмотку.

Далее мотаем вторичную обмотку точно так же как первичную, только без применения челнока.

После намотки изолируем ее.

Далее вырезаем из текстолита или подобного материала два круга, сверлим отверстия под крепление обмоток.

В результате мы получаем вот такой вот сварочный трансформатор.

Данный тороидальный трансформатор был установлен в сварочный полуавтомат. При интенсивном использовании сварочного полуавтомата, температура трансформатора не повышалась выше 60 градусов. Трансформатор работает тихо без потрескиваний и гула.
Вес данного экземпляра в собранном виде равен 16 кг.
Ответы на комментарии:

Пропитка сердечника эпоксидным клеем.

Расчет площади сердечника.

Площадь сердечника равна S=А*Б
Шпильки для тора
Похожие записи


Вы молодец .я тоже по холоду трансы мотаю в квартире.схемы и технология толковые.
Геннадий спасибо за отзыв.
Цель данной статьи - показать, что сделать сварочный трансформатор не сложно, было бы желание.
У меня трансформаторное железо было покрыто местами ржавчиной. Ржавчину я удалил мет.щеткой, понятное дело до голого металла. Местами снялась пленка лака.
Подскажите есть необходимость покрывать каждую пластину лаком или другим изолирующим материалом. Я читал что замыкание пластин НЕЖЕЛАТЕЛЬНО.
Конечно замыкание пластин не желательно. Но если посмотреть на это с другой стороны, если взять железо для трансформатора от электродвигателя, то в нем пластины вообще ни как не за изолированы между собой. Мало того они еще и сварены сплошными швами для прочности. И такие трансформаторы как ни странно работают.
Собирайте трансформатор, потом после сборки пропитайте железо лаком или эпоксидной смолой, разбавленной растворителем. Не стоит покрывать каждую пластину.
При сборке просто нужно стараться укладывать пластины так, что бы они контачили открытыми участками меньшей площадью между собой.
P.S. Был у нас такой трансформатор (ржавый).. собрали и. работает.
Спасибо, будем пробовать.
Статья очень полезная. Спасибо. Я сейчас делаю такой же сварочный из пластин
трансформатора 8,5см х 65см х 0,35мм Если можно, мне нужны данные по размеру тора: внутренний диаметр, колличество слоев первичной обмотки , колличество слоев вторичной обмотки , сечение провода, как мотались обмотки с жесткой или крутопадающей характеристикой? Какое осталось окно внутри тора после его намотки и намотки изоляции? Я не могу определить минимальный внутренний размер тора достаточный для того чтобы уложить обмотки. Размер намотанного мной пробного тора 21см х 15см х 8,5см его вес чистого железа около 12кг. Не могу решить делать в два тора один на один или мотать ширину тора 6см вес добавиться многократно, поэто-му мне нужно знать минимальное внутренее окно тора чтобы потом поместить обмотки.
Александр
Внутренний диаметр тора 12 см, наружный 20 см, высота (общая) 14 см.
Первичная обмотка была намотана в 2 слоя, проводом из меди диаметр = 2.7 мм.= 5.7 мм.кв. и имела 220 витков.
Вторичная обмотка была намотана в 2 слоя, проводом из меди диаметр = 6 мм.= 28 мм.кв. и имела 30 витков.
Моталась сначала первичная обмотка, распределенная равномерно по тору, по верх неё вторичная, тоже равномерно распределенная.
В принципе, тороидальные трансформаторы имеют жесткую характеристику, при условии, что обмотки распределены равномерно. Но так как вторичная обмотка моталась по верх первичной, то соответственно ее активное сопротивление увеличено, что ведет к уменьшению тока КЗ, тем самым говорит нам, что трансформатор имеет падающую характеристику.
Трансформатор мотался как говорится на скорую руку (не старались укладывать), внутренний диаметр после сборки был равен примерно 3. 5 см.
Имея в наличии провод для первичной и вторичной обмоток и зная расчетное количество витков, в принципе не трудно подсчитать, какой необходим внутренний диаметр сердечника для конкретного случая.
Спасибо за ответ. У меня уже все готово. Завтра приступаю к изготовлению. Еще раз спасибо за предоставленную информацию.
когда-то на работе тоже мотал торы. железо брал с ТСВП. далее две обоймы от подшипников. одна достаточно большая, другая маленькая. между ними укладывал железо. как набрал, потом нарезал небольшие куски из железа по высоте тора и по ширине 5-10 см. и забивал пробелы в торе, тем самым уплотняя его.
постепенно сдвигая верхнюю обойму а потом и внутреннюю, фиксировал внешнее а потом и внутреннее кольца железа фосфористой медью (с понижающего транса брал 5-15 вольт(уже не помню) и через графитовые стержни плавил медь прямо на железе). потом полностью снимал обоймы. тор готов.
далее заливал тем , что было. в основном нитрокраской и изолировал картоном и киперной лентой достаточно толстым слоем. иначе при транспортировке готового транса может повредиться первичка.
далее мотал первичку проводом 2,5-3мм. (больше нельзя- сопртивление обмотки упадет и на расчитаное число витков будет греться обмотка), равномерно располагая витки. слои изолировал лакотканью. готовую первичку изолировал опять лакотканью и сверху киперкой с заливкой все той-же краской. вторичку мотал шинкой. вторичку изолировать нежелательно иначе транс постоянно будет горячий.
теперь о расчетах.
обычно для расчета кол-ва витков для ш-образного транса применима формула:
W=50/S, где 50- частота сети, S- сечение магнитопровода в квадратных сантиметрах.
но у нас тор, и мы можем для повышения его характеристик, снижения расходных материалов и еще чего-то там применить ту же формулу, но с числом 47 вместо 50.
почему такое, ну не знаю. вывел по опыту и по давним расчетам (давно это было, в юности еще).
все. транс расчитан и намотан.
ага, одна неточность. по формуле получаем число витков на один вольт. потом полученное число умножаем на напряжение в сети.
Сергей
ага, одна неточность. по формуле получаем число витков на один вольт. потом полученное число умножаем на напряжение в сети.
все.
А где именно в этой статье вы видите неточность?
Сергей
.
W=50/S, где 50- частота сети, S- сечение магнитопровода в квадратных сантиметрах.
но у нас тор, и мы можем для повышения его характеристик, снижения расходных материалов и еще чего-то там применить ту же формулу, но с числом 47 вместо 50.
.
Можно конечно взять и 47, но так как мы расчитывали трансформатор с форсированным режимом работы, мы остановились всё таки на 50.
неточность у меня в 9 пункте про количество витков.
в 10 пункте я поправил.
сердечник можно уполовинить ))
внутренний диаметр беру 11-12см ,склепываю
первую полосу в кольцо и последующие наращиваю снаружи
главное хорошо закрутить полосы,для этого использую приспособление
из вальцов для отжима белья от советской стиралки с закрепленным
и еще острые грани получившегося сердечника закругляю болгаркой с R=3 мм
на внутреннем и внешнем диаметрах
и напоследок--не стоит на формулах заморачиваться,так как конечный результат
очень зависит от используемого железа и качества стяжки бублика
с уважением king1972
king1972
Можно делать и так как вы написали. У каждого своя технология сборки трансформаторов. В нашем случае мы пошли в сторону увеличения площади сердечника и тем самым повысили надежность трансформатора.
Спасибо за комментарий.
Вопрос: какой ток максимальный можно получить с сварочного трансформатора
на реальных экземплярах выходной ток достигал 140-145 (при токе короткого замыкания 180-200) при электроде четверке
(брать от бытовой сети больше 150-160 ампер не стоит)
но я обмотки располагаю не одна поверх другой,а разнесенно: 2/3 кольца--первичка,
1/3--вторичка,чтобы получить падающую ВАХ
А тора от двигателя в 28 кв.см хватит для полуавтомата с проволокой 0.8 мм.
Для полуавтомата не хватит.. Можно конечно выжать из этого сердечника всё, что можно, но будет варить листовой металл толщиной 1 мм максимум и то не качественно.
Во всяком случае можно попробовать.. Вы как замеряли площадь сердечника.. с зазорами для обмоток или без них?
Просто я видел железо от двигателя площадью 28 см.кв. Во первых весит около 22 кг. и размер внушительный.. во вторых это уже не полуавтомат получится.. вес большой будет.. размер, расход провода и т.д.
Спасибо большое. Трансформаторов не мотаю,но очень познавательная статья!Приятно,что есть еще люди ,которым не жалко поделиться знаниями. Удачи и здоровья автору.
Иван
Спасибо большое. Трансформаторов не мотаю,но очень познавательная статья!Приятно,что есть еще люди ,которым не жалко поделиться знаниями. Удачи и здоровья автору.
И вам спасибо за комментарий
я вообще в шоке от увиденного. В магазинах готовых сколь хочешь и всяких-и по деньгам но такое в наше время- Страничку я сохраню-может пригодится-а Вам спасибо.
нужен совет по намотке тора для сварочного аппарота.

Всем доброго времени суток! Вчера наматал на бублик первичку по феншую как вычеслил онлайн калькулятор! 207 витков 1,2мм проводом. И получился косяк! 😂😂😂 короче печка получилась, лампы в доме стали гореть тускней) пришлось мотать еще 100 витков результат практически тотже, наматал еще 50 это уже 350 и всеравно без вторички довольно сильно грелся пришлось ещё наматать 50 сделал с отводами через 10 витков. Вот теперь не знаю получится у меня сваррчник или нет бублик D22 d16 h10 такого размера
Вобщем каким проводом мотать вторичку? Для полуавтомата и для дуговой сварки два в одно хочу что-бы было








Комментарии 209
Войдите или зарегистрируйтесь, чтобы писать комментарии, задавать вопросы и участвовать в обсуждении.

По железу 30см кв. это не более 900 вт. Откровенно мало для сварки. 1 Квт трансформатор только для маломощного полуавтомата. А это ещё меньше. Около 2 вит. на вольт должно быть. Тогда ток хх будет не более 1А. Больший ток будет сильно греть провод. Максимум можно из него сделать пускозарядное устройство для авто.


Один маленький нюансик. Если для того что бы избавиться от обмотки статор отжигами, то можете забыть про положительные характеристики . Трансформаторное железо на всегда потеряло свои свойства.

michael3110
Д 22 д 16 х 10 30 вроде как
При таком сечении железа получается 1,7 витка на 1 вольт, т. е на 220 вольт необходимо намотать 374 витка, что у тебя приблизительно и получилось после чего он перестал греться. При диаметре провода 1,2 мм его сечение 0,86 кв. мм, и с такой обмотки можно снять максимум 13 — 15 ампер. Вот теперь можешь прикинуть, какой ток при заданном напряжении можно получить со вторичной обмотки.

Ну во наматал 350 аж и без вторички пускал и тогда стало нормально теплый но не печка
Под вторичку места не хватит.-1. Характеристика крутая (связь жеская) -2. При намотке(протаскивании) нарушение изоляции- витковое КЗ -3. При пробое первички на вторичку -поражение эл.током -4. Оставь эту затею мой совет.

За старание ставлю плюсик . Но я бы, применил транс. в другом месте. Лучше купи себе для сварки инвектор, плюсы понижение напряжение, можно варить нержавейку, варить любыми электродами да и легкий. А транс прошлый век одни минусы…

я мотал на железо намотаное из ленты толщина 0.35м это многовато, ширина 50мм длина наглаз, бублик примерно был 10см.Таких бубликов сделал три.Железо было цельным не резал.Провод1.6мм Витки мотал на глаз, включал через автомат на 15 ампер.Примерно на110-120 витках без второй обмотки работал тихо, потреблял 2-3 ампера.Намотал вторую на 65 вольт, при 1.6-1,8 вольт на виток.потребление на холостом возросло, до 4 А.
На бубликих сварка плохая.Нет падения в зоне горения, соответственно кратер выбивает.Постоянно дрочить нада.обрывать дугу.А это уже онанизм, а не работа.
Если делать тор, нада резать железо на четыри прихватив преждевремено чтобы не рассыпалось.Тогда будет падениея, не будет кратеро.
Есть выход наматать на пол бублика первичку на вторую вторичку тогда будет падение
тут не бублик будет нужен, а бубляра!Я вторую обычно мотал многопроволочным гибким кабелем, плотность тока была хорошая
Я. Тоже собираюсь купить сварочный кабель 6ку снять с него эту черную изоляцию и термоусадкой за изолировать и тоньше и до 125 градусов держит
Но не забывай что кабель постоянно шевелится, и когдато протрётся, в самый ненужный момент.Я мотал киперкой пропитывал битумом и сверху матерчатой изолентой.до сих пор ещо иногда включаю.Лутше конечно бублик внутри увеличь, или возьми старый асинхроник, только железо.хорошо работает.
У меня корпус движка 22 16 10
30 квадратов 9120ватт примерно
очень важно железо.и толщина оного, желательно 0.15.чем толще тем больше фуко там разводится, вот оно и греет.пример ктайские трансы от всяких зарядок, за 10 минут до 80 грелись
Читайте также: