Торус 250 сварочный аппарат схема
Обновлено: 04.05.2024
Предложил клиенту попробовать резать пятеркой, не захотел. Боится!
Здравствуйте ! Помогите пожалуйста со схемой Торус-250. Я новичок. Заменил все ключи (выгорели) с резисторами 15 Ом - вентилятор вращается. 14,5 В есть, на плате управления сгорел 3,3 Ом, замена не помогла, греется микросхема драйвера. Надписи на м\с затерты. Для наглядности нашел схему Дуги. Насколько она соответствует? Спасибо
diod, Ответил.
Здравствуйте уважаемый TEHSVAR! есть вопрос и у меня по маркировки микросхем на плате управления Торус 250, заменил транзисторы, заменил IR2112, аппарат заработал, но ток не регулируется (максимум всегда), подскажите маркировку микросхемы PIN-8 плз. и в каких приделах должно меняться напряжение на 7-ой ноге, пробавал LM393, драйвер не работает, отпаял 7-ой пин драйвер заработал
Микру драйвера IR2110 поставьте. Они лучше работают, чем 2112 в этих аппаратах.
По LM Вам в личку ответил, но можно и тут - MAX941.
Я ставил IR2110S все отлично заработало!
вопрос и у меня по маркировки микросхем на плате управления Торус 250, заменил транзисторы, заменил IR2112.
В Торус 250 стоят IR2112? И этот чахлый драйверишка у них управляет "батареей" тяжёлых ключей? Извиняюсь, но это жосткое порно.
чукча,А не подскажите, какой (ключ) можно использовать вместо skw30n60hs,что бы не грелось (для самообразования нада)?
валера1963, а уже есть полная уверенность, что нада только поменять ключ, и наступит щасте? желательно таки разобраться сначала, а почему собсно греется, тоже для самообразования. Может и не в ключе дело.
чукча,Повышение ПВ (греется) образное выражение можно и обдув увеличить и жидкостью охлаждать.
К примеру инвертор 200А. (безопасный режим 120А.), а хочется 100процентов.
валера1963, греются вообще-то не только ключи, а ещё много чего. Например трансформатор. Или это будет следующий вопрос, и до него ещё не дошли?
чукча,Следующих вопросов не будет (про транс, дросель, dc/ac преобразоваталь и т. д.) только про skw.
валера1963, вот ты спросил, на что поменять этот skw? И если кто-то (например я) эдак лихо навскидку тебе скажет "меняй на вот это", и ты тут же побежишь менять - это будет глупо с твоей стороны.
чукча,Так я у Вас спросил, могу у tehsvar-а спросить (скока буков написал, устал).
Сдесь как то не принято вредительством заниматься и предлагать не то что надо ( если только по постоте душевной).
Столкнулся с таким вот говном как сварочный аппарат ТОРУС 250, и самое обидное что он мой, покупал его за 12000 руб и он явно не оправдывает свою цену, работал он мало и сгорел. Недавно вот чинил аппарат Brima Arc-200 так это весч, там защита организована гораздо лучше. Сгорел он так, заварил заглушку на заказе, потом он стоял включенный некоторое время, потом начал варить а дуга не зажигается и что-то начало взрываться внутри! и пока не выдернули вилку из розетки хлопки не прекратились. Хорошо что я взял ацетиленовую сварки и доварил заказ а так бы 9 этажей остались без воды.
Вскрытие показало что сгорели силовые транзисторы irfp360 (4 штуки из 8 на одной стороне) и диод Шотки 30cpq150. Походу дела сгорел диод сначала потому что товарищи уроды производители даже не удосужились промазать термопастой его к радиатору (на фото видно). Стали сгорать транзисторы.
После замены транзисторов решил проверить как работает управление и замерив подаваемое напряжение на ключи заметил что на сгоревшем плече моста оно 1,4 в вместо 7 вольт на целой части. Короче сгорела походу микросхема. Но товарищи уроды производители умудрились сточить затереть номиналы на микрухах.
Вообщем вопрос в следующем: какие номиналы у микросхем которые раскачивают ключи. Можно ли усилить схему поставив более современные, дорогие и сильные транзисторы и диоды шотки? Защита у аппарат организованно говено, тот же Brima Arc-200 сохранил до единого транзистора при сгоревшем диоде, тиристор там чутко работает. В общем не покупайте торус.
Нужна схема ТОРУС-250
Здравствуйте! Я новенький, только зарегистрировался. В поисках набрел на этот форум и решил попытать счастья, так как уже отчаялся что либо найти в сети. Нужна схема ТОРУС-250 или наименования микросхем платы управления! Принесли в ремонт, а на мс наименование затерто. Вылетели с одной стороны 5 штук из 8 IRFP360 и 15Ом сопротивления в затворах. До меня был у кого-то еще в ремонте, но там отказали клиенту. Обнаружил еще смд сопротивление 3Ом на плате управления в самом верху лопнувшее и одна половинка немного повернута. Видно мои предшественники по неосторожности чем-то зацепили. Транзисторы и затворные сопротивления поменял, а вместо СМД сопротивления на 3 Ом поставил обыкновенное с проволочными выводами, предварительно укоротив их до минимально возможной величины. Сопротивление наверное мощностью 0,125вт. СМД неизвестно на какую мощность было, но маленькое, как спичечная головка. Включил аппарат, на выходе 65в. ХХ. Через секунд 10-15 с 3х омного сопротивления повалил дымок и я выключил аппарат. Может смд керамика по мощности была больше 0,125вт!? Если бы что-то с мс, то ничего не заработало бы, или вообще силовые транзисторы снова погорели. Что посоветуете и как безопасно после ремонта проверить аппарат на работоспособность!? Спасибо.
Спасибо за ссылку, но на ТОРУС-250 я там информации не нашел! Меня интересуют названия драйверов, микросхемы ЗГ и мс защиты(8 ножек). Основная по моему TL494, а вот с остальными еще не разобрался. Маркировка везде затерта. Выходы драйверов 1 и 8 ножки, 12я и 14я - вход, 4,5,6 - соединены вместе,11я и 3я + питания. Сигнал с токового датчика приходит на 2 ногу мс защиты, а с 7й ноги идет на 13ю ножку драйвера. Сильно греется корпус драйвера, который завязан с мс защиты и горит сопротивление 3 Ома в цепи питания этого драйвера. Пожалуйста, кто может, помогите с ремонтом!
в личных данных есть телефон. Это представитель завода производителя.
Конечно он не подскажет номиналы микросхем. Но может скажет, что за резистор разлетелся. У меня сейчас этого чуда в ремонте нет и глянуть не где.
что найдете полезного.
зарабатываем и получаем удовольствие от процесса.
Уважаемый, вы проблему решили? Есть у вас еще какие-либо замечания или предложения?
Раз нет, тогда просто хочу вставить и свои пять копеек. для объективности.
Резистор там, скорее всего, 3 Ома. А разлетелся из-за того, что помер драйвер 2110 (один из). Не знаю, как в других сварочниках, но в Торусе при вылете МОСФЕТов обычно вылетает и драйвер.
З.Ы, у меня появился вопрос по ремонту Торуса, - прошу подсказки, ваять ли новую тему, или продолжить в этой ? я тут в первый раз, не хочу нарушать сложившиеся правила.
Тут пишите, что темы то плодить?
Пишу
Преамбула (для понимания-представления). Я не ремонтник сварочных, я в прошлом (на протяжении лет примерно 20) телемастер, в настоящее время - киповец на фабрике. Поскольку чинить сварочники некому, а потребность есть - взялся в добровольном (почти) порядке.
Итак. После удачно починенных Ресанты-250 и Ресанты-250 Проф взялся за Торус-255. Первичный осмотр показал : сгорели два (из 16-ти) IRF360, оба моста, резюк 3 Ома по питанию 2110. Заменили одну 2110, мосты, резюк. Для первоначального опробования по совету более опытного ремонтника поставил снятые с мёртвого сварочника 2SK4108 в кол-ве 4 штуки, по одному в плечо вместо 4-х 360-х. Почему 4108, а не родные 360 ? - их не жалко.
Включал ч-з лампу в 500 Ватт, - привычка после ремонта блоков питания телевизоров (и не только их). Торус запустился, лампа еле засветилась. После включения кнопочкой ВКЛ появилось напряжение на выходе, около 60-80 В (контролировал мультиметром типа 830 и автолампой на 24, две нити впослед) и одновременно увеличилась яркость лампы. Плюс к этому дважды прозвучали какие-то трески - тогда на это внимания не обратил ввиду эйфории "урааа, работает . ".
Поменял 4108 на родные 360, а поскольку их оставалось 14 штук, то вместо 4-х штук в плечо поставил по 3. Запустили, начали жечь электрод 4-ку. Что безусловно понравилось - при установке тока 60 А дуга зажигалась легко и легко же держалась, при том, что я не сварщик вообще. Далее при попытке поставить и проверить ток 120 и 200 - более опытный сварной вынес вердикт "тока не хватает", и вскоре после этого пошёл дымок откуда-то из потрохов и выбило автомат.
Вскрытие показало, что все 8 литов 220х400 вспухшие, а у одного прожгло стеночку. При этом сварочник ещё как-то работал.
Поменял литы, и поскольку таких же не нашёл, поставил снятые с другого Торуса 330х400, два вместо 4-х (они более габаритные, три не влезло). Пока менял - помянул незлым тихим словом конструкторов Торуса. Литы упакованы так, что и достать сложно, и сложно даже посмотреть на предмет "вздуло - не вздуло". Что ещё "порадовало" - это крепёж силовых деталек "под шестигранник на 5.5" - не 5 и не 6, да ещё затянутым с помощью метровой трубы-воротка.
Включили, начали проверять. 60 - есть, 120 - есть, 160 - есть, 200 - есть, даже режет. Потом "чпок !", и на виду - взорванный 360-й. Опять вскрытие. На этот раз померло два штуки 360-х и 2 резюка на их затворах. В блоке управления резюки целые, 2110 вроде бы тоже (замыкания по питанию нет).
А теперь вопрос.
Отчего такое могло произойти ? транзисторы точно не нагрелись, всё остальное тоже холодное. Плату управления мыл 646-м, место на радиаторах под ключи тоже мыл, платы с литами - мыл.
У меня предположение, что 2110-е нужно было менять парой, а не оставлять одну старую, одну новую - при милой привычке Торуса сошлифовывать наименование это ведь могли быть и не 2110, а, скажем, 2112 ?
Да, и что лучше - поставить 8 штук новых 360 в два плеча по 4, или докинуть по 2 штуки в пару к старым двум ?
Российские инверторы Торус глазами сервисного инженера.




Один из лучших сварочных аппаратов отечественного производства – Торус 250. Его отличительной особенностью стали уникальные параметры, которыми не обладают зарубежные аналоги и в России. Основу для производства профессиональных сварочных инверторов Торус 250 заложили российские ученые и инженеры – основоположники дуговой сварки. Приоритет страны на изобретение электродуговой сварки с использованием металлического электрода закрепил отечественный патент 1981 года и полученные в Англии, Франции, Германии, Австрии, Бельгии, Швеции, Италии, США.
Виды и особенности сварочных аппаратов Торус 250
Сварочный аппарат Торус 250 является профессиональным оборудованием, выпускается 2-мя разновидностями – ЭКСТРА и ЭКСТРА (НАКС). Запитывается от сети 220 V. Им можно работать на производстве и в домашних условиях, подключаясь к электросети через домашнюю розетку. Он работает также от электросети с просадками до 165 V и от бензогенератора.

Возможна длительная непрерывная сварка электродами 5-6 мм диаметра. Мощности Торус 250 хватает для удаленной сварки. Максимальная допустимая протяженность соединенных сварочных проводов 100 м.
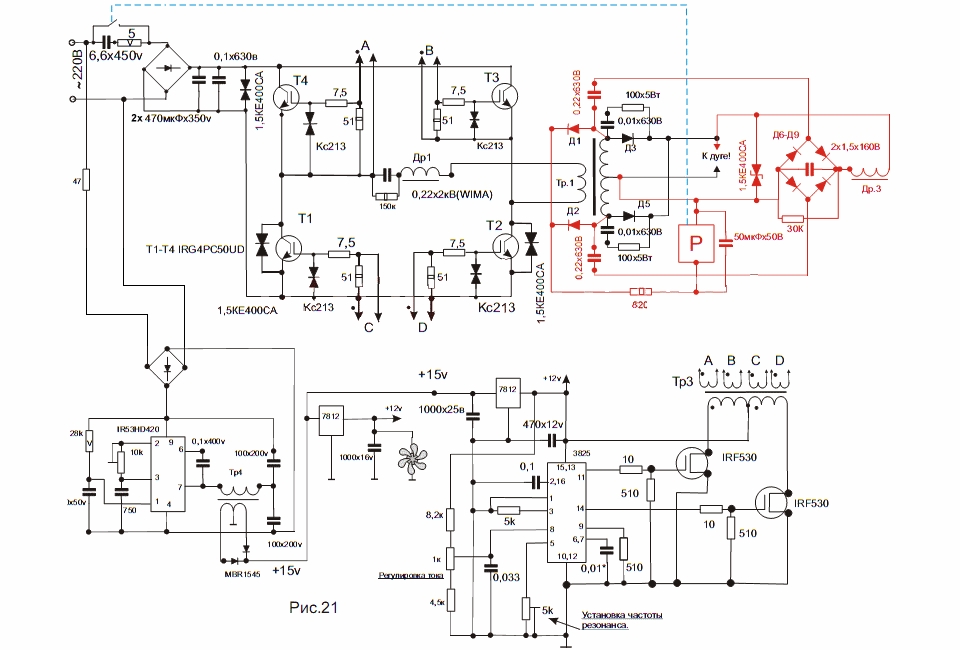
Схемы моделей ММА-200 и ММА-250
Большое распространение получили модели ММА-200 и ММА-250. Эти инверторы практически идентичны, разница заключается лишь в нижеприведенных моментах:
- Схема сварочного инвертора ММА 250 предусматривает наличие в выходном каскаде по 3 резистора полевого типа. Все ни подключены параллельно. Схема сварочного инвертора ММА 200 указывает лишь на наличие двух резисторов.
- У новой версии три импульсных трансформатора, в то время как у старой только два.
Основная схема обеих моделей практически полностью идентична.
Схема инвертора ММА-200
Устройство сварочных аппаратов Торус 250
В инверторах сварки, а таковым является Торус 250, переменный ток преобразовывается в постоянный. При сдвиге напряжения появляется возможность увеличивать силу и частоту тока. В версии 250 аппарата Торус электрическая схема преобразований модернизирована и дополнена электроникой. Для управления процессом сварки в нем, как в компьютере, используется электронная плата.
«Важно» Принципиальная разница между инверторными устройствами и трансформаторными сказывается на электропотреблении. Сварочные инверторы потребляются в 2 раза меньше электроэнергии. Еще их сварочной дугой обеспечиваются стабильные розжиг и горение при сварке.
Свежие записи
Заказчик оказался сознательным пользователем, что в конечном счете сэкономило ему не мало денег и ускорило процесс ремонта. Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Автоматика в данном случае не только учитывает и сглаживает перепады входного напряжения, но и корректирует даже такие помехи, как затухание сварочной дуги из-за сильного ветра. Схемы аппаратов Сварис Сварочный аппарат Сварис характеризуется простотой в применении и невысокой стоимостью.

При кузнечном или прочем ремонте используется точечная сварка. Забираем Оформляете забор техники в любой точке Москвы и области, либо привозите самостоятельно в наши сервисные , «Щелковская» , «Ленинский» , «Рязанский» , «Люберцы».

Далее проводим вторичный осмотр и делаем вывод, что данный аппарат уронили! Конденсатор был заменен, инвертор заработал.

Так как они включены в параллель и к выходу подключен резистор, сопротивление утечки было около 10 кОм.

Это напряжение питает мощный выходной каскад 2.

Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов. Только при учете конструктивных особенностей можно провести ремонт сварочного инвертора и его точную настройку. *В ремонте!* Инвертор «ТОРУС» (Финал)

Технические характеристики
| Модификация Торус 250 | ЭКСТРА | ЭКСТРА (НАКС) |
| Питающая электросеть (В) | 165-242, 50 Гц | 165-242, 50 Гц |
| Напряжение холостого хода (В) | 65 | 65 |
| Максимальная потребляемая мощность (кВт) | 8.2 | 8.2 |
| Назначение | ручная дуговая сварка (MMA) аргонодуговая сварка (TIG) | MMA и TIG |
| Диапазон сварочного тока (А) | 40-250 | 40-250 |
| Диаметр электродов (мм) | 2020-06-02 00:00:00 | 2020-06-02 00:00:00 |
| Процент времени работы, ПВ при 25 °С | 100 % при 225 А 60 % при 250 А | 100 % при 225 А 60 % при 250 А |
| Индикация сварочного тока | есть | есть |
| Вес | 5,7 кг | 5,7 кг |
| Габаритные размеры (мм) | 125*190*330 | 125*190*330 |
«Важно» Мощности модели Экстра достаточно для проведения сварочных бытовых работ электродами диаметром до 3 мм с подключением к электросети через обычную розетку.
ТОРУС-250 модификации НАКС рекомендуется когда сварка профессиональная, работы ведутся всю рабочую смену, важен запас мощности, а оборудование требуется мобильное и не тяжелое.
Пеимущества и недостатки
Сначала о преимуществах.
Инвертор ЭКСТРА используется для дуговой сварки с применением штучных электродов из легированного стального сплава, нержавеющего, низкоуглеродистого. Он подходит для эксплуатации во всех отраслях промышленного производства, в ЖКХ и сельском хозяйстве, ремонтном автосервисе, строительстве, быту. Аппарат отличает малый вес и компактная форма – важные характеристики для сварщика, которому приходится во время работы часто переходить с места на место. Подходит для сварочных наружных и внутренних работ.
Если говорить о качестве шва, скорости и удобстве работы как о положительных характеристиках, то это все относится к инверторам модификации ЭКСТРА. Компактный агрегат можно размещать вблизи от свариваемых деталей, избегая использования длинных проводов. При необходимости провода наращивают до 100-метровой длины.
Запитывание оборудования от бензогенератора стало весомым преимуществом для жителей сельской местности c нестабильной подачей электроэнергии. На работу от бензогенератора можно переходить и при коротком замыкании, не дожидаясь устранения неполадок в электросети.
Сочетание высокого КПД с небольшим потреблением электроэнергии очень привлекательно, когда важно снизить траты на энергоноситель.
Все аппараты собраны из компонентов ведущих мировых производителей. Изготовленное оборудование проходит многоэтапную проверку, поэтому производитель уверен в его качестве и дает 3-хлетнюю гарантию.
Теперь о недостатках. Основным недостатком инверторного оборудования ЭКСТРА – высокая цена. Еще нужно самим позаботиться об проводах для проведении сварки на удалении от источника электроэнергии – они не входят в комплект. Но этот минус спорный – они ведь нужны не всем пользователям. А для тех, кто не пользуется удаленной сваркой, это даже плюс – не надо платить за то, чем не пользуешься.
«Вывод» К пользовательским характеристикам агрегата недостатки не имеют никакого отношения.
Почему ломаются сварки?
В предыдущем посте меня попросили рассказать про типовые неисправности сварочных инверторов РЕСАНТА, но я решил что лучше все таки рассказать почему сварки вообще ломаются а потом уже дополнить пост типовыми неисправностями.
Для начала скажу что сварки в большинстве случаев ломает сам клиент. Не читает условия эксплуатации чем и в последствии гробит аппарат. Но есть несколько основных причин:
1. Причина. Попадание через систему охлаждения в сварку пыли, металлическая стружки, окалины, снега

2. Причина. Слабое питание. Слабые удлинители, плохие розетки, низкое напряжение сети, работа от генератора.
В общем все что вызывает просадку питающего напряжения. Из-за просадок растет ток в первичной цепи. Сварка то у нас ММА и что бы выдать к примеру 100А на выходе он при питающем 220В берет 15А, а вот когда у нас сеть просажена до 120в то из сети уже вместо 15А будет брать все 25А. Вся эта нагрузка возлагается на IGBT транзисторы что в свою очередь просто вышибает нафиг.
Поэтому проверяйте просадку напряжения в сети во время работы сварочного инвертора.
Принцип работы сварочных аппаратов Торус 250
Инверторы Topyc 250, как и вся линейка Торус, просты в эксплуатации. В них для регулировки силы тока есть специальная ручка. Для оповещения пользователя, включено оборудование или нет, используется световой индикатор – красным цветом сварщик информируется, что прибор выключен или перегрелся. Зеленым цветом сообщается, что агрегат работоспособен.
Убедившись, что аппарат выключен, к нему подсоединяют кабели, рабочие детали заземляют. Затем подготавливают электрод с электрододержателем для ручной дуговой сварки, устройство включают в сеть. Должны загореться зеленый и красный индикаторы и включиться вентилятор.

Затем выключатель переводят на позицию «1», красный индикатор должен погаснуть. Аппарат готов к работе, детали можно сваривать. Для сварки металлов электродом прикасаются к месту планируемого шва и зажигают дугу. Поворотом специальной ручки настраивают сварочный ток на нужную величину.
Рекомендации по работе с аппаратами
- Подготовку агрегата к работе нужно начинать с проверки состояния проводов, контактов, клемм. На их состояние рекомендуется обращать внимание и во время сварки.
- Когда агрегат отключился в автоматическом режиме, о чем сообщает индикатор красным цветом, его не нужно включать сразу. Аппарату нужно дать время, чтобы остыть.
- К агрегату нужно относиться бережно, не ронять и не допускать воздействий механического характера.
- Не рекомендуется эксплуатировать аппарат в помещениях с высокой степенью запыленности.
- Из-за образования конденсата есть ограничения на работу при минусовых температурах.
- После окончания работы не нужно спешить отключать агрегат от электросети. Нужно подождать несколько минут, дав вентилятору время для работы в холостом режиме. Так удастся продлить время до ремонта вентилятора и срок его жизни.
- Не рекомендуется длительное время без надобности оставлять электроды в держателе.
- Нельзя пользоваться разводными ключами при извлечении электродов.
При самостоятельном ремонте, а не в сервисном центре по обслуживанию оборудования Торус, пользователь теряет гарантийное обслуживание.

Элементы электрической схемы сварочных инверторов
Кроме того, инверторные аппараты являются наиболее эффективным типом оборудования, которое используется для сварки алюминия, нержавеющей стали и других сложносвариваемых металлов. Инвертор перестал варить.
Это один из конденсаторов, через которые подключаются выходные трансформаторы к выходному каскаду на полевиках. Без выпаивания здесь не обойтись и для этого удобно использовать паяльник с отсосом. Ранее для подобной обработки металла использовали обычные трансформаторы, которые характеризуются меньшей эффективностью.
Подобная проблема могла вывести из строя силовые транзисторы. Самостоятельно проверить блок можно только при наличии специального осциллографа и соответствующих навыков работы с ним. Если тактовые импульсы на ногах 10 и 12 то есть на входах есть, но нет импульсов на ножках 1 и 7 то есть на выходах нужно ногу 11 посадить на общий провод и если микросхема исправна, импульсы на выходах должны появиться.
Разработчики постоянно совершенствуют принципиальные электрические схемы инверторных аппаратов, что позволяет наделять их новыми функциями и улучшать их технические характеристики. Общий провод осциллографа соединяем с общим проводом платы управления занимает заметную часть площади лицевой стороны , а щупом проверяем сигналы на ногах 1 и 7 микросхем DD2 и DD3. Подаю переменные 3в и смотрю сигналы на выводах 1 и 7 микросхемы DD1 — короткие прямоугольные импульсы с частотой 50гц.
Оно немного выше и в пределах 55 В. Он представлен сочетанием датчика тока нагрузки и трансформатора. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся. Получить на выходе устройства ток достаточной силы для того, чтобы можно было с его помощью эффективно выполнять сварочные работы, позволяет понижающий напряжение трансформатор, установленный за инверторным блоком.
Все блоки электрической схемы, которые работают под большой нагрузкой и сильно нагреваются, не только обеспечены принудительным охлаждением, но также подключены к термодатчикам, отключающим их питание в том случае, если температура их нагрева превысила критическое значение. Далее устраняем поломку и заливаем трансформаторы термо-клеем.
Далее проводим вторичный осмотр и делаем вывод, что данный аппарат уронили! Модуль входного выпрямителя. Корпус с вентилятором. Видео по ремонту Выезжаем в любую точку Москвы и области! Состоит такой фильтр из дросселя и нескольких конденсаторов.
Сварис 200 Схема Электрическая Принципиальная

Его используют при сварке: Цветного металла.
Также, можно проверить, не замкнут ли один из двух датчиков перегрева на радиаторе выходного выпрямителя и на дросселе. Кроме того, в нем дополнительно предусмотрена выходная обмотка, обеспечивающая питание схемы управления.
Некоторые модели современных сварочных инверторов имеют функцию программирования, что позволяет точно и оперативно настраивать их режимы при выполнении работ определенного типа.
Сварка «Сварис 200»
Но подсчитать его не составит никакого труда.
Если это так, переходим к другому транзистору, в противном случае перепроверяем и выкусываем неисправный транзистор, поскольку так легче подготовить место для монтажа исправного транзистора. В каждом плече в параллель стоят по два или по три мощных полевика.
Если импульсы есть, следует проверить их прохождение до каждого затвора. Оценка статьи: голосов: 9, средняя оценка: 4,00 из 5 Загрузка
Рассмотрим конкретный пример. Не забудьте поделиться с друзьями Это тоже полезно посмотреть:.
Поскольку самой катушке не требуется повышать частоту, за счет этого она сохраняет свои миниатюрные размеры. В сумме это ампер постоянного тока.
Ремонт сварочного инвертора. Вода внутри. The welding inverter goes into protection.
Показатель напряжения холостого хода 62 В. Но подсчитать его не составит никакого труда.
Видео До недавних пор все сварочные работы выполнялись при помощи мощных понижающих трансформаторов, обладавших большими размерами и весом. Да и наличие электронной схемы управления позволяет плавно регулировать сварочный ток и осуществлять эффективную защиту от перегрузок.
Наиболее важные функции в схеме инвертора принадлежат понижающему трансформатору.
Такой показатель достигается за счет снижения затрат на нагрев деталей и компонентов. Сопротивление должно упасть почти до нуля и это означает, что транзистор открылся.
Комментарий: В начале лета, когда у меня самый разгар «калымов», я уже заработал некоторую сумму денег и решил потратиться на свой личный инструмент не всегда же пользоваться папиным. Низкое энергопотребление, примерно с 2 раза меньше, чем у обычных сварочных трансформаторов.
Поэтому его вес десятки килограмм, что не совсем удобно.
При этом измерялось напряжение на клеммах: Все работает нормально.
Ремонт дежурки инвертора РЕСАНТА САИ 220
2 пользователя(ей) сказали cпасибо:
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое. При изменении тока нагрузки они изменяются. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Ремонт сварочного инвертора Ресанта САИ220. Бахнул конденсатор.
Взаимодействие основных узлов и деталей инвертора
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Коротко о самой схеме. RDMMA относится к оборудованию нового типа, которое создается без применения трансформаторов.
Ремонт сварочного аппарата KAISER NBC 200 250. Схема
Читайте также: