Требования к сварочному трансформатору
Обновлено: 15.05.2024
Раздел 7. Электрооборудование специальных установок
Глава 7.6. Электросварочные установки
Установки электрической сварки (резки, наплавки) плавлением
7.6.45. Проходы между однопостовыми источниками сварочного тока — преобразователями (статическими и двигатель-генераторными) установок сварки (резки, наплавки) плавлением должны быть шириной не менее 0,8 м и между многопостовыми — не менее 1,5 м. Расстояние от одно- и многопостовых источников сварочного тока до стены должно быть не менее 0,5 м.
Проходы между группами сварочных трансформаторов должны быть шириной не менее 1 м. Расстояние между сварочными трансформаторами, стоящими рядом в одной группе, должно быть не менее 0,1 м.
Регулятор сварочного тока (если он выполнен в отдельной оболочке) следует устанавливать рядом со сварочным трансформатором или над ним. Установка сварочного трансформатора над регулятором тока не допускается.
7.6.46. Проходы с каждой стороны стеллажа для выполнения ручных сварочных работ на крупных деталях или конструкциях должны быть шириной не менее 1 м. Столы для мелких сварочных работ допускается примыкать с одной стороны непосредственно к стене кабины, с других сторон должны быть проходы шириной не менее 1 м. Кроме того, в сварочной мастерской (на участке) должны быть предусмотрены проходы, ширина которых устанавливается в зависимости от числа работающих, но не менее 1 м.
7.6.47. Проходы с каждой стороны установки автоматической дуговой сварки под флюсом крупных изделий, а также установок дуговой сварки в защитном газе, плазменной, электронно-лучевой и лазерной сварки должны быть шириной не менее 1,5 м.
7.6.48. Дня подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки (резки, наплавки) или к дуговой плазменной горелке прямого действия установки плазменной резки (сварки) должен применяться гибкий провод с резиновой изоляцией и в резиновой оболочке. Применение проводов с изоляцией или в оболочке из материалов, распространяющих горение, не допускается.
7.6.49. Электрические проводки установок и аппаратов, предназначенных для дуговой сварки ответственных конструкций судовых секций, несущих конструкций зданий, мостов, летательных аппаратов, подвижного состава железных дорог и других средств передвижения, сосудов, котлов и трубопроводов на давление более 5 МПа, трубопроводов для токсичных веществ и т.п., должны быть выполнены проводами с медными жилами.
7.6.50. В качестве обратного провода, соединяющего свариваемое изделие с источником сварочного тока в указанных в 7.6.48 установках стационарного использования, могут служить гибкие и жесткие провода, а также, где это возможно, стальные или алюминиевые шины любого профиля достаточного сечения, сварочные плиты, стеллаж и свариваемая конструкция (см. также 7.6.51-7.6.52).
В электросварочных установках с переносными и передвижными сварочными трансформаторами обратный провод должен быть изолированным так же, как и прямой, присоединяемый к электрододержателю.
Элементы, используемые в качестве обратного провода, должны надежно соединяться сваркой или с помощью болтов, струбцин либо зажимов.
7.6.51. В установках для автоматической дуговой сварки в случае необходимости (например, при сварке круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта соответствующей конструкции.
7.6.52. В качестве обратного провода не допускается использование металлических строительных конструкций зданий, трубопроводов, технологического оборудования, а также проводников сети заземления.
7.6.53. Электрододержатели для ручной дуговой сварки и резки металлическим и угольным электродами должны удовлетворять требованиям действующих стандартов.
7.6.54. Напряжение холостого хода источников сварочного тока установок дуговой сварки при номинальном напряжении питающей электрической сети не должно превышать для источников постоянного тока 100 В (среднее значение) и для источников переменного тока (действующее значение):
- 80 В — для установок ручной и полуавтоматической дуговой сварки на номинальный сварочный ток 630 А;
- 100 В — для установок автоматической дуговой сварки на номинальный сварочный ток 1000 А;
- 120 В — для установок автоматической дуговой сварки на номинальный сварочный ток 1600 А;
- 140 В — для установок автоматической дуговой сварки на номинальный сварочный ток 2000 А.
В цепи сварочного тока допускаются кратковременные пики напряжения при обрыве дуги длительностью не более 0,5 с.
7.6.55. Для возбуждения дуги в установках дуговой сварки (резки) без предварительного замыкания сварочной цепи между электродом и свариваемым изделием и повышения стабильности горения дуги допускается применение преобразователей повышенной частоты (осцилляторов).
Для повышения устойчивости горения дуги переменного тока допускается применение в установках дуговой сварки (резки) импульсных генераторов, резко поднимающих напряжение между электродом и свариваемым изделием в момент повторного возбуждения дуги. Импульсный генератор не должен увеличивать напряжение холостого хода сварочного трансформатора более чем на 1 В (действующее значение).
7.6.56. Номинальное напряжение электродвигателей и электротехнических устройств, расположенных на переносных частях электросварочных автоматов и полуавтоматов, должно быть не выше 50 В переменного или 110 В постоянного тока. Электродвигатели и электротехнические устройства переменного тока должны подключаться к питающей сети через понижающий трансформатор с заземленной вторичной обмоткой или через разделительный трансформатор, являющийся частью сварочного устройства. Корпуса электродвигателей и электротехнических устройств при этом допускается не заземлять. Электродвигатели и электротехнические устройства, расположенные на частях стационарных и передвижных электросварочных автоматов, смонтированных на стационарных установках, допускается питать от сети 220 и 380 В переменного тока или 220 и 440 В постоянного тока при обязательном заземлении их корпусов, которые должны быть электрически изолированы от частей, гальванически связанных со сварочной цепью.
7.6.57. Напряжение холостого хода источника сварочного тока установок плазменной обработки при номинальном напряжении сети должны быть не выше:
- 500 В — для установок автоматической резки, напыления и плазменно-механической обработки;
- 300 В — для установок полуавтоматической резки или напыления;
- 180 В — для установок ручной резки, сварки или наплавки.
7.6.58. Установки для автоматической плазменной резки должны иметь блокировку, исключающую шунтирование замыкающих контактов в цепи питания катушки коммутационного аппарата без электрической дуги.
7.6.59. Управление процессом механизированной плазменной резки должно быть дистанционным. Напряжение холостого хода на дуговую головку до появления «дежурной» дуги должно подаваться включением коммутационного аппарата при нажатии кнопки «Пуск», не имеющей самоблокировки. Кнопка «Пуск» должна блокироваться автоматически после возбуждения «дежурной» дуги.
7.6.60. Источники питания сварочным током электронных пушек установок электронно-лучевой сварки должны иметь разрядник, установленный между выводом положительного полюса выпрямителя и его заземленным корпусом. Кроме того, для предотвращения пробоев изоляции цепей низшего напряжения установки и изоляции в питающей электрической сети, к которой установка присоединяется, вызванных наведенными зарядами в первичных обмотках повышающих трансформаторов, между выводами первичной обмотки и землей должны включаться конденсаторы или приниматься другие меры защиты.
7.6.61. Сварочные электронно-лучевые установки должны иметь защиту от жесткого и мягкого рентгеновского излучения, обеспечивающую их полную радиационную безопасность, при которой уровень излучения на рабочих местах должен быть не выше допускаемого действующими нормативами для лиц, не работающих с источниками ионизирующих излучений.
Электробезопасность при производстве электросварочных работ
В качестве источников сварочного тока могут применяться трансформаторы, выпрямители и генераторы постоянного тока, специально для этого предназначенные. Непосредственное питание сварочной дуги от силовой (или осветительной) распределительной цеховой сети не допускается. Источники сварочного типа можно присоединять к распределительным электрическим сетям напряжением не выше 660 В. Нагрузка однофазных сварочных трансформаторов равномерно распределяется между отдельными фазами трехфазной сети.
В передвижных электросварочных установках для подключения их к сети следует предусматривать блокирование рубильников, исключающее возможность присоединения и отсоединения провода, когда зажимы находятся под напряжением.
Электросварочные установки должны включать в электросеть и отключать от нее, а также ремонтировать только электромонтеры. Выполнять эти операции сварщикам запрещается. Длина первичной цепи между пунктом питания и передвижной сварочной установкой не должна превышать 10 м.
Токоведущие части сварочной цепи необходимо надежно изолировать (сопротивление изоляции должно быть не менее 0,5 МОм) и защитить от механических повреждений. Сопротивление изоляции электрических цепей установки измеряют при текущих ремонтах в соответствии с ГОСТ на эксплуатируемое электросварочное оборудование. Сроки текущих и капитальных ремонтов сварочных установок определяет лицо, ответственное за электрохозяйство предприятия, исходя из местных условий и режима эксплуатации, а также указаний завода-изготовителя. Установку и ее пусковую аппаратуру следует осматривать и чистить не реже одного раза в месяц. Все открытые части сварочной установки, находящейся под напряжением питающей сети, надежно ограждаются.
Сопротивление изоляции необходимо проверять не реже одного раза в три месяца, а при автоматической сварке под флюсом — один раз в месяц. Изоляция должна выдерживать напряжение 2 кВ в течение 5 мин.
Корпуса электросварочного оборудования зануляются (заземляются). Для защитного зануления (заземления) корпуса источники питания, снабженные специальными болтами, присоединяют к проводу зануляющего (заземляющего) устройства. При этом каждую сварочную установку необходимо непосредственно соединять с зануляющим (за-земляющим) проводом. Последовательное соединение установок между собой и применение общего зануляющего (заземляющего) провода для группы установок не допускается. Несоблюдение этого требования может привести к тому, что при обрыве провода, последовательно соединяющего установки, некоторые из них окажутся неза-нуленными.
Правила электробезопасности при сварочных работах
Согласно правил электробезопасности, перед включением и отключением рубильника необходимо убедиться, занулен ли его кожух и изолирована ли ручка. При наличии повреждения рубильник отключают. Прежде чем приступить к работе, необходимо привести в порядок спецодежду; осмотреть рабочее место, проверить исправность электросварочной аппаратуры, наличие запломбированных электроизмерительных приборов; вытереть .насухо пол, если он окажется скользким (облит маслом, краской, водой); проверить исправность кабелей, проводов и их присоединения к узлам сварочной машины. При наличии неисправностей к электросварке приступать запрещается. Надо следить за тем, чтобы руки, обувь и одежда всегда были сухими.
По окончании сварки электросварщик обязан выключить сварочный трансформатор или генератор, отключить сварочный кабель с электродержателем, смотать провода в бухты и сложить в специально отведенное место.
Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием должны вестись электротехническим персоналом с квалификационной группой не ниже III.
Что можно использовать в качестве обратного провода при электросварке
В качестве обратного провода, соединяющего сва-риваемое изделие с источником сварочного тока, можно использовать гибкие провода, а также, где это возможно, стальные шины любого профиля достаточного сечения. Обратный провод должен быть изолирован так же, как и присоединенный к электродержателю. Использование в качестве обратного провода сети заземления металлических строительных конструкций зданий, коммуникаций и несварочного технологического оборудования запрещается.
Отдельные элементы, используемые в качестве обратного провода, тщательно соединяют между собой (сваркой или с помощью болтов, струбцин или зажимов). В установках для дуговой сварки в случае необходимости (например, при выполнении круговых швов) допускается соединение обратного провода со свариваемым изделием с помощью скользящего контакта.
Особенности электросварки в особо опасных условиях
При сварке внутри металлических конструкций, котлов, резервуаров, а также наружных установок (после дож- дл и снегопада) сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриком. При работе в закрытых емкостях необходимо также надевать резиновый шлем. Пользоваться металлическими щитками в этом случае запрещается.
Работы в закрытых емкостях ведутся не менее чем двумя лицами, причем один из них должен иметь квалификационную группу не ниже III и находиться снаружи свариваемой емкости для контроля за безопасным проведением работ сварщиком. Электросварщик, работающий внутри емкости, снабжается предохранительным поясом с веревкой, конец которой должен быть у второго лица, находящегося снаружи.
Ограничение напряжения холостого хода сварочного трансформатора
Все электросварочные установки при ручной дуговой сварке переменным током, предназначенные для сварки в особо опасных условиях (например, внутри металлических емкостей, в колодцах, туннелях, при нормальных работах в помещениях с повышенной опасностью и т.п.), должны быть оснащены устройствами ограничения напряжения холостого хода до 12 В эффективного действия с выдержкой времени не более 1 с.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Правила эксплуатации сварочных трансформаторов
Перед пуском в работу нового трансформатора требуется его расконсервировать, удалить смазку, продуть воздухом, проверить сопротивление изоляции, заземлить корпус трансформатора (к болту «Земля»), проверить соответствие напряжения в сети и трансформатора. К сети он подключается при помощи рубильников и предохранителей.
Сварочный трансформатор должен быть установлен вдали от источников тепла, нельзя допускать также работу с перегрузками во избежание перегрева трансформатора и повреждения изоляции его обмоток. Необходимо также защищать его от попадания влаги, иначе может произойти пробой изоляции и межвитковое замыкание. Обычно трансформаторы эксплуатируются при температуре -45. +40 градусов, однако условия эксплуатации следует проверять по техническим характеристикам аппарата в соответствии с его климатическим исполнением.
Концы рабочего кабеля не должны касаться друг друга, конец обратного провода и электрододержатель не должны одновременно касаться свариваемой конструкции в процессе работы.

Режим сварки устанавливается при помощи переключателя токов, его рукоятка должна перемещаться до упора при отключенном от сети аппарате.
Раз в месяц следует производить проверку сопротивления изоляции между вторичной и первичной катушками и корпусом, изоляции между обмотками, отключив предварительно конденсатор для подавления радиопомех. Если сопротивление изоляции не соответствует паспортному, необходимо просушить трансформатор теплым воздухом и замерить еще раз. Также нужно продувать трансформатор для очистки сердечника и обмотки от пыли и загрязнений, проверять состояние контактов, при необходимости очищать их от налета. Ежемесячно должна производиться обработка тугоплавкой смазкой винта подвижного элемента сердечника.
Смазывать также необходимо посадочные поверхности колес трансформатора, подпятники переключателей, поверхности подвижных катушек. Такое обслуживание производится раз в полгода.
Рекомендуется раз в три месяца проверить исправность конденсатора, устраняющего радиопомехи, при необходимости произвести его замену.

Наиболее частыми неисправностями сварочных трансформаторов являются следующие:
1. Сильный нагрев трансформатора. Это может произойти из-за неверного включения первичной обмотки в сеть, превышения силы тока, замыкания между витками катушки, нарушения изоляции между стальными листами сердечника. Нагрев зажимов обусловлен слабой затяжкой крепежных элементов, либо уменьшенным сечением провода в контакте.
2. Повышенный уровень шума трансформатора связан с ослаблением болтовых соединений, стягивающих сердечник, неравномерным креплением сердечника или механизма катушек, либо вследствие повреждения изоляции между катушками и корпусом трансформатора.
3. Не обеспечивается предел регулирования. Это может быть связано с неполным перемещением катушек вследствие заедания ходового винта или попадания посторонних предметов между стержнем и катушкой.
После ремонта сварочного трансформатора необходимо проверить еще раз напряжение холостого хода, интервал регулирования тока, и подготовить его к работе. Смотрите также: Электробезопасность при производстве электросварочных работ
ПТЭЭП. Правила технической эксплуатации электроустановок потребителей
3.1.1. Настоящая глава Правил распространяется на стационарные, передвижные (переносные) установки для дуговой сварки постоянного и переменного тока.
3.1.2. Электросварочные установки, их монтаж и расположение должны соответствовать установленным требованиям при проведении электросварочных работ.
3.1.3. Сварочные работы должны выполняться в соответствии с требованиями государственных стандартов, правил пожарной безопасности при проведении сварочных работ, указаний заводов-изготовителей электросварочного оборудования и настоящей главы Правил.
3.1.4. Во взрывоопасных и взрывопожароопасных помещениях электросварочные работы необходимо выполнять в соответствии с требованиями государственных стандартов по взрывобезопасности, инструкции по организации безопасного ведения огневых работ на взрывоопасных объектах и настоящей главы Правил.
3.1.5. Источники сварочного тока могут присоединяться к распределительным электрическим сетям напряжением не выше 660 В.
3.1.6. В качестве источников сварочного тока для всех видов дуговой сварки должны применяться только специально для этого предназначенные и удовлетворяющие требованиям действующих стандартов сварочные трансформаторы или преобразователи (статические или двигатель-генераторные) с электродвигателями либо с двигателями внутреннего сгорания.
3.1.7. Схема присоединения нескольких источников сварочного тока при работе их на одну сварочную дугу должна исключать возможность получения между изделием и электродом напряжения, превышающего наибольшее напряжение холостого хода одного из источников сварочного тока.
3.1.8. Для подвода тока от источника сварочного тока к электрододержателю установки ручной дуговой сварки должен использоваться гибкий сварочный медный кабель с резиновой изоляцией и в резиновой оболочке. Применение кабелей и проводов с изоляцией или в оболочке из полимерных материалов, распространяющих горение, не допускается.
3.1.9. Первичная цепь электросварочной установки должна содержать коммутационный (отключающий) и защитный электрические аппараты.
3.1.10. Электросварочные установки с многопостовым источником сварочного тока должны иметь устройство для защиты источника от перегрузки (автоматический выключатель, предохранители), а также коммутационный и защитный электрические аппараты на каждой линии, отходящей к сварочному посту.
3.1.11. Переносная (передвижная) электросварочная установка должна располагаться на таком расстоянии от коммутационного аппарата, чтобы длина соединяющего их гибкого кабеля была не более 15 м.
Данное требование не относится к питанию установок по троллейной системе и к тем случаям, когда иная длина предусмотрена конструкцией в соответствии с техническими условиями на установку. Передвижные электросварочные установки на время их передвижения необходимо отсоединять от сети.
3.1.12. Все электросварочные установки с источниками переменного и постоянного тока, предназначенные для сварки в особо опасных условиях (внутри металлических емкостей, колодцах, туннелях, на понтонах, в котлах, отсеках судов и т.д.) или для работы в помещениях с повышенной опасностью, должны быть оснащены устройствами автоматического отключения напряжения холостого хода при разрыве сварочной цепи или его ограничения до безопасного в данных условиях значения. Устройства должны иметь техническую документацию, утвержденную в установленном порядке, а их параметры соответствовать требованиям государственных стандартов на электросварочные устройства.
3.1.13. При проведении сварочных работ в закрытых помещениях необходимо предусматривать (при необходимости) местные отсосы, обеспечивающие улавливание сварочных аэрозолей непосредственно у места его образования. В вентиляционных устройствах помещений для электросварочных установок должны быть установлены фильтры, исключающие выброс вредных веществ в окружающую среду.
3.1.14. Потребители, строительные и другие организации, создающие сварочные участки, должны иметь приборы, методики и квалифицированный персонал для контроля опасных и вредных производственных факторов, указанных в соответствующих государственных стандартах. Результаты измерений должны регистрироваться. В случае превышения установленных норм должны быть приняты меры для снижения опасных и вредных факторов.
3.1.15. К выполнению электросварочных работ допускаются работники, прошедшие обучение, инструктаж и проверку знаний требований безопасности, имеющие группу по электробезопасности не ниже II и соответствующие удостоверения.
Электросварщикам, прошедшим специальное обучение, может присваиваться в установленном порядке группа по электробезопасности III и выше для работы в качестве оперативно-ремонтного персонала с правом присоединения и отсоединения от сети переносных и передвижных электросварочных установок.
3.1.16. Переносное, передвижное электросварочное оборудование закрепляется за электросварщиком, о чем делается запись в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним. Не закрепленные за электросварщиками передвижные и переносные источники тока для дуговой сварки должны храниться в запираемых на замок помещениях.
3.1.17. Присоединение и отсоединение от сети электросварочных установок, а также наблюдение за их исправным состоянием в процессе эксплуатации должен выполнять электротехнический персонал данного Потребителя с группой по электробезопасности не ниже III.
3.1.18. При выполнении сварочных работ в помещениях повышенной опасности, особо опасных помещениях и в особо неблагоприятных условиях сварщик кроме спецодежды обязан дополнительно пользоваться диэлектрическими перчатками, галошами и ковриками.
При работе в замкнутых или труднодоступных пространствах необходимо также надевать защитные (полиэтиленовые, текстолитовые или винипластовые) каски, пользоваться металлическими щитками в этом случае не допускается.
3.1.19. Работы в замкнутых или труднодоступных пространствах должен выполнять сварщик под контролем двух наблюдающих, один из которых должен иметь группу по электробезопасности не ниже III. Наблюдающие должны находиться снаружи для контроля над безопасным проведением работ сварщиком. Сварщик должен иметь лямочный предохранительный пояс с канатом, конец которого находится у наблюдающего. Электросварочные работы в этих условиях должны производиться только на установке, удовлетворяющей требованиям п.п.3.1.12., 3.1.13.
3.1.20. На закрытых сосудах, находящихся под давлением (котлы, баллоны, трубопроводы и т.п.), и сосудах, содержащих воспламеняющиеся или взрывоопасные вещества, производить сварочные работы не допускается. Электросварка и резка цистерн, баков, бочек, резервуаров и других емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов без тщательной предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием не допускается.
Выполнение сварочных работ в указанных емкостях разрешает работник, ответственный за безопасное проведение сварочных работ, после личной проверки емкостей.
3.1.21. Система технического обслуживания и ремонта электросварочных установок разрабатывается и осуществляется в соответствии с принятой у Потребителя схемой с учетом требований настоящей главы, инструкций по эксплуатации этих установок, указаний завода-изготовителя, норм испытания электрооборудования (Приложение 3) и местных условий.
3.1.22. Проведение испытаний и измерений на электросварочных установках осуществляется в соответствии с нормами испытания электрооборудования (Приложение 3), инструкциями заводов-изготовителей. Кроме того, измерение сопротивления изоляции этих установок проводится после длительного перерыва в их работе, при наличии видимых механических повреждений, но не реже 1 раза в 6 мес.
3.1.23. Ответственность за эксплуатацию сварочного оборудования, выполнение годового графика технического обслуживания и ремонта, безопасное проведение сварочных работ определяется должностными инструкциями, утвержденными в установленном порядке руководителем Потребителя. При наличии у Потребителя должности главного сварщика или работника, выполняющего его функции (например, главного механика), указанная ответственность возлагается на него.
Классификация и устройство сварочных трансформаторов
В сварочных трансформаторах в связи с необходимостью большого сдвига фаз напряжения и тока для обеспечения устойчивого зажигания дуги переменного тока при смене полярности требуется обеспечить увеличенное индуктивное сопротивление вторичной цепи.
С ростом индуктивного сопротивления растет и наклон внешней статической характеристики источника питания сварочной дуги на ее рабочем участке, что обеспечивает получение падающих характеристик в соответствии с требованиями общей устойчивости системы «источник питания – дуга».

В конструкциях сварочных трансформаторов первой половины 20-го века применялись трансформаторы с нормальным рассеянием магнитного поля в сочетании с отдельным или совмещенным дросселем. Регулирование тока производилось изменением воздушного зазора в магнитопроводе дросселя.
В современных сварочных трансформаторах, которые выпускаются с 60-х годов 20-го века эти требо в ания обеспечиваются за счет увеличения рассеяния магнитного поля.
Трансформатор как объект электротехники имеет эквивалентную схему, содержащую активное и индуктивное сопротивление.
Для сварочных трансформаторов, работающих в режиме нагрузки, потребляемая мощность на порядок больше, чем потери холостого хода, поэтому при работе под нагрузкой эту схему можно не учитывать.
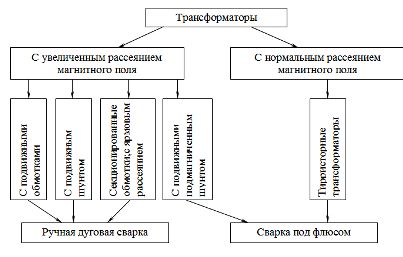
Рис. 1. Классификация сварочных трансформаторов
Для типичной схемы трансформатора основные потери магнитного поля на пути от первичной к вторичной обмотке происходят между стержнями магнитопровода.
Управление рассеянием магнитного поля производится изменением геометрии воздушного промежутка между первичной и вторичной обмотками (подвижные обмотки, подвижный шунт), согласованным изменением числа витков первичной и вторичной обмоток, изменением магнитной проницаемости между стержнями магнитопровода (подмагничиваемый шунт) .
При рассмотрении упрощенной схемы трансформатора с разнесенными обмотками можно получить зависимость индукционного сопротивления от основных параметров трансформатора
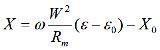
Rm - cопротивление на пути магнитного потока рассеяния, ε - относительное перемещение обмоток, W- число витков обмоток.
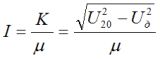
Тогда ток во вторичной цепи:
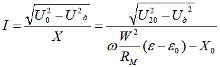
Диапазон плавного регулирования у современных сварочных трансформаторов: 1:3; 1:4.
У многих сварочных трансформаторов есть ступенчатое регулирование - переключение и первичной и вторичной обмотки на параллельное или последовательное включение.
У современных сварочных трансформаторов для снижения веса и стоимости на ступени больших токов сделано понижение напряжения холостого хода.
Сварчоные т рансформаторы с подвижными обмотками
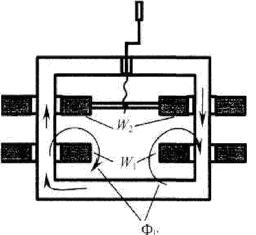
Рис. 2. Устройство сварочного трансформатора с подвижными обмотками: при полностью сдвинутых обмотках сварочный ток максимальный, при раздвинутых - минимальный.
Такая схема используется и в сварочных выпрямителях регулируемых трансформаторов.
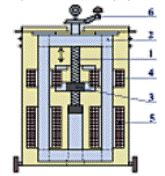
Рис. 3. Конструкция трансформатора с подвижными обмотками: 1 - ходовой винт, 2 - магнитопровод, 3 - ходовая гайка, 4,5 - вторичная и первичная обмотки, 6 - рукоятка.
Сварочные т рансформаторы с подвижным шунтом
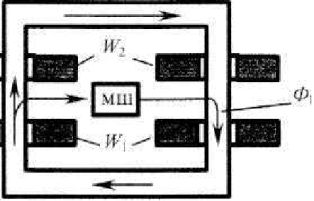
Рис. 4. Устройство сварочного трансформатора с подвижным шунтом
Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения длины и сечения элементов магнитного пути между стержнями магнитопровода. Т.к. магнитная проницаемость железа на два порядка больше, чем проницаемость воздуха, при движении магнитного шунта меняется магнитное сопротивление потока рассеяния, проходящего по воздуху. При полностью введенном шунте волна потока рассеяния и индуктивное сопротивление определяется воздушными зазорами между магнитопроводом и шунтом.
В настоящее время сварочные трансформаторы по такой схеме выпускаются для промышленных и бытовых целей, и такая схема используется в сварочных выпрямителях регулируемых трансформаторов.

Сварочный трансформатор ТДМ500-С
Сварочные трансформаторы с секционированными обмотками
Это монтажные и бытовые трансформаторы производства 60, 70, 80 годов.
Имеется несколько ступеней регулирования числа витков первичной и вторичной обмотки.
Сварочные трансформаторы с неподвижным подмагничиваемым шунтом
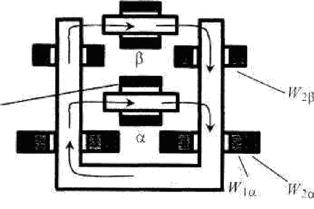
Рис. 4. Устройство сварочного трансформатора с неподвижным магнитным шунтом
Для управления используется падающий участок, т.е. работа сердечника шунта в режиме насыщения. Т.к. проходящий через шунт магнитный поток переменный, рабочая точка выбирается так, чтобы не выходить за пределы падающей ветки магнитной проницаемости.
С увеличением насыщения магнитопровода падает магнитная проницаемость шунта, соответственно увеличивается поток рассеяния, индуктивное сопротивление трансформатора и вследствие этого уменьшается сварочный ток.
Поскольку регулирование электрическое, то возможно дистанционное управление источником питания. Другим преимуществом схемы является отсутствие подвижных частей, т.к. управление электромагнитное, это позволяет упростить и облегчить конструкцию мощных трансформаторов. Электромагнитные усилия пропорциональны квадрату тока, поэтому на большом токе проблема с удержанием подвижных частей. Трансформаторы такого типа выпускались в 70-х и 80-х годах 20-го века.
Тиристорные сварочные трансформаторы
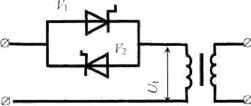
Рис. 5. Устройство тиристорного сварочного трансформатора
Принцип регулирования напряжения и тока тиристорами основан на фазовом сдвиге открытия тиристора в полупериод прямой для него полярности. При этом меняется среднее значение выпрямленного напряжения и, соответственно, тока за полупериод.
Для обеспечения регулирования однофазной сети нужны два встречно включенных тиристора, причем регулирование должно быть симметричным. Тиристорные трансформаторы имеют жесткую внешнюю статическую характеристику, регулирование которой производится по напряжению на выходе с помощью тиристоров.
Тиристоры удобны для регулирования напряжения и тока в цепях переменного напряжения, поскольку закрытие происходит автоматически при смене полярности.
В цепях постоянного тока для закрывания тиристоров обычно используют резонансные схемы с индуктивностью, что сложно и дорого, и ограничивает возможности регулирования.
В схемах тиристорных трансформаторов тиристоры устанавливаются в цепи первичной обмотки по 2-м причинам:
1. Поскольку вторичные токи сварочных источников питания намного больше, чем максимальный ток тиристоров (до 800 А).
2. Более высокий КПД, поскольку потери на падение напряжения на открытых вентилях в первичной цепи относительно рабочего напряжения меньше в несколько раз.
Кроме того, индуктивность трансформатора в данном случае обеспечивает большее сглаживание выпрямленного тока, чем случай установки тиристоров во вторичной цепи.
Все современные трансформаторы для сварки выполняются с алюминиевыми обмотками. Для надежности на концах приварены холодной сваркой медные накладки.
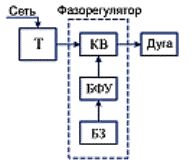
Рис. 6. Блок-схема тиристорного трансформатора: Т - понижающий трехфазный трансформатор, КВ - коммутирующие вентили (тиристоры), БФУ - блок фазового управления, БЗ- блок задания.
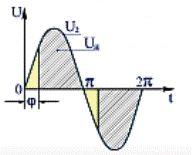
Рис. 7. Диаграмма напряжений: φ - угол (фаза) включения тиристоров.
С 80-х годов основная доля сварочных трансформаторов выполняется на холоднокатаном трансформаторном железе. Это дает в 1,5 раза большую индукцию и меньше вес магнитопровода.
Читайте также: