Трубы для сварки глушителя
Обновлено: 17.05.2024
Глушитель — важный элемент любого автомобиля, ведь благодаря ему подавляется шум, возникающий из-за двигателя внутреннего сгорания. Являясь частью выхлопной системы, помимо подавления шумов он ещё и снижает вредность выбросов. Поэтому, когда глушитель ломается — это серьёзная проблема, часто требующая немедленного решения. Со сломанным глушителем пользоваться автомобилем дальше не самая лучшая идея, но отремонтировать глушитель можно и без сварки. Есть несколько методов починки, самый популярный из них — холодная сварка для глушителя.
Причины поломки глушителя
Так как глушитель практически не имеет защиты от влияния внешней среды, его делают из прочных материалов, чтобы срок службы его был дольше. Качество дорог, препятствия и даже простые отскоки камней приводят к повреждениям глушителя.
Однако, механическое влияние — это не самая распространенная причина, приводящая к пробоям. В основном к поломкам приводят химические коррозии. Среда, в которой работает глушитель, можно назвать агрессивной. Потому что на его корпус попадает вода, снег, а также разнообразные реагенты для защиты дорог от обледенения. Всё это налипает на поверхность и приводит к прогоранию глушителя.
В конечном итоге в глушителе появляется дыра, которую проделывает ржавчина, или из-за тех самых препятствий на дорогах. Если повреждения серьёзные, то обычно глушитель меняют. Но если поломки небольшие, то используется один из способов его ремонта.

Способы ремонта выхлопной системы
Весь процесс сводится к заделыванию дырок в глушителе и трещин, возникших из-за разъедания металла или внешних повреждений. Выделяют следующие способы:
- Сварка. Чтобы её выполнить, швы должны быть определённой жёсткости и герметичности, а этого невозможно добиться при больших пробоинах или трещинах. Иногда правильно не сварить, а наварить на деталь новую часть. Но все эти работы требуют техники, помещения и навыков.
- Герметики. Можно использовать герметики, которые не восприимчивы к высокой температуре. Ими замазываются совсем незначительные пробоины, а также они герметизирует систему выхлопа при замене части в ней или сборке.
- Бандаж. Ленты на керамической основе тоже могут выдерживать большую температуру и являются простым способом починки глушителя. Чаще всего бандаж используется для небольших дыр и на местах стыков и сварки. . Она отличается от сварки обычной. Соединения происходят без воздействия температуры, за счёт проникновения сварочной массы в необходимые части.
Каждый из этих методов имеет плюсы и минусы, поэтому выбор не всегда прост. Из-за частого использования холодной сварки, которая не требует специального оборудования и подготовки, однако имеет очень действенный эффект, о ней стоит сказать подробнее.
Ремонт глушителя холодной сваркой
Чтобы понять, как заделать глушитель холодной сваркой, начать стоит с определения, что она собой представляет. Это 2-составной клей широкого применения. У него есть много преимуществ, среди которых:
- Стойкость к воздействию воды, реагентов, высоких температур (до 150 градусов).
- Противостояние ударным нагрузкам (до 120 кгс/ см²) и вибрациям.
- Простота применения, так что с холодной сваркой справится любой.
- Стоимость не велика.
- Сварка легко высыхает, но для полного схватывания обычно выжидают сутки.
- Применяется в любых условиях.
Конечно, есть и недостатки. Среди них:
- Пользоваться нужно с осторожностью из-за токсичности материала.
- Холодная сварка не подойдёт для масштабных пробоин.
- Необходимо подобрать правильный состав.
- Пользоваться только до окончания срока годности.
Преимуществ, конечно, больше чем недостатков, поэтому этот способ ремонта и приобрёл такую популярность. Среди положительных есть простота применения и это легко доказать, взглянув на алгоритм ремонта глушителя холодной сваркой:
- Для фиксации пригодятся ткань, жгут или струбцина.
- Перед работой поверхность очищается, обезжиривается и зачищается наждачной бумагой.
- Надеть перчатки, чтобы не повредить руки реагентами.
- Смесь смешивается по инструкции. Если она в шприце, стоит перемешать ещё раз.
- Чтобы избежать риска отравления, ремонт проводится на открытом воздухе. На склевываемые поверхности быстро укладывается клей, для высокой прочности соединения нужно подержать детали вместе.
- Всё фиксируется жгутом.
- Через час можно зачистить склеенное место от остатков клея. Сушка ускоряется до 20 минут, если привлечь температуру в 20-30 градусов.
- Смесь окрепнет через сутки и будет готова к новым нагрузкам.

Многие озадачены тем, можно ли холодной сваркой заварить глушитель. И ответ, конечно, положительный. Ведь это действенный и достаточно быстрый способ устранить все дефекты, а это самое главное.
Как выбрать холодную сварку
При выборе холодной сварки для ремонта глушителя нужно обратить внимание на такие параметры:
- Время первичного и полного застывания. Последнее обычно не отличается и составляет 24 часа, а вот первое меняется у разных производителей.
- Время пластичности. Показывает, сколько времени можно будет подгонять детали, пока клей не схватится.
- Температура использования. В среднем она будет от -20 до +15.
- Термостойкость. В среднем это значение находится где-то до +260 градусов по Цельсию. Если нужно что-то более стойкое, то есть и с пределом +1300 градусов по Цельсию.
- Расход клея. Зависит от плотности деталей, которые нужно соединить, и от опыта пользователя. На шов длиной 25-30 мм хватит обычного тюбика в 60 мл пастообразного клея.
С одной стороны, столько критериев подбора холодной сварки для глушителя усложняет выбор. Однако с другой стороны благодаря такому широкому выбору каждый подберёт себе подходящий материал.
Ремонт керамической лентой
Применять керамическую ленту легко:
- Очистить глушитель перед починкой.
- Смочить ленту водой.
- Обмотать вокруг места поврежденного места минимум в 2 слоя.

Керамическая лента всё же временный вариант и продержится до трех месяцев. Решить проблему окончательно с её помощью не получится, так что она подходит только как экстренная мера.
Ремонт глушителя герметиком
Используется для небольших поломок и для герметизации выхлопной системы. Этот метод один из самых простых, потому что не требует ничего, кроме действия по инструкции и внимательности.
Чтобы отремонтировать глушитель герметиком, следуют таким шагам:
- Участок под герметик зачищается наждачной бумагой.
- Перед нанесением состава поверхность смачивается водой.
- Нанести герметик.
- Подождать полчаса, пока он не высохнет.
- Запустить мотор на 15 минут, чтобы из герметика испарилась влага.
- Оставить двигатель на 12 часов.

Герметиками не получится залатать каждое повреждение. Их лучше всего использовать как дополнение.
Какой метод выбрать
Итак, как стало известно ранее, основных технологий ремонта глушителя без сварки три и выбрать среди них один получится, только если знать особенности действия каждого:
- Холодная сварка. Это простой и надёжный способ ремонта выхлопной системы. Она не требует никаких специальных навыков, обеспечивает прочность соединения, поэтому так популярная среди автолюбителей. Главное — подобрать правильный состав, а всё остальное сложностей не вызовет.
- Бандажи. Чаще всего используются для деталей, которые можно ими обмотать. Для выхлопных труб, к примеру. Имеют керамическую основу, а также пропитаны составами, позволяющим выдерживать большие температуры, до 1000 градусов по Цельсию.
- Герметики. Не долговечны, но для небольших повреждений, особенно в швах — незаменим
Если повреждение внушительное, то поможет только замена деталей. Это самый лучший выход из ситуации.
3 рабочих способа заварить глушитель на авто без посторонней помощи
Если у Вас прогорел глушитель и Вы хотите его отремонтировать, то о том, как это сделать просто и быстро мы расскажем в этой статье. Для Вас мы описали подходящие способы сварки и методике ремонта глушителя чтобы получилось даже у новичка без затрат времени и денег.
Чем варить глушитель — способы
Ремонт выхлопной трубы – дело всегда уникальное: прохудившиеся поверхности находятся в разных местах, требуют подхода под разным углом, а сам глушитель представляет собой тонкостенное изделие. С технической точки зрения существует 3 универсальных способа варить глушитель:
- электросварка штучными электродами;
- полуавтоматическая сварка в среде защитного газа; ».
Для краткосрочного заделывания трещин и дыр применяются герметики и лента на керамической основе – они помогают добраться до СТО, работая на нагретых поверхностях. Эти варианты помогут при ожидании ремонта и временном отсутствии средств на качественный ремонт или новый глушитель.
Как подобрать оптимальный способ? Наиболее правильное решение – обратиться к профессионалу с намётанным глазом, потому как следует оценивать целесообразность ремонта глушителя авто:
- местная, точечная деформация как следствие механического воздействия – вмятина с прорывом при целостности всего изделия: рекомендуется заварить проем;
- местное уменьшение толщины стенки до появления дыры – сварка «прохудившегося» места будет временной, причем можно применить «заплатку» («латку»);
- общее снижение толщины с одновременной масштабной коррозией – более целесообразно заменить все устройство.
При коррозии значительной поверхности выхлопной трубы придётся потратить много усилий: зачистить место сварки от ржавчины, подготовить накладки (причём достаточные для крепления на ещё толстом металле).
При поражении небольшого участка детали можно с помощью той же «заплатки»: если дефект имеет приличные габариты, или при образовании большого количества пор на ограниченной площади.
Для удобства выполнения манипуляций сварочной техникой процесс лучше планировать в смотровой яме. Это приведет к возможности удержания сварочной дуги под нужным углом, но также потребует полноценных СИЗ (одежда, обувь, перчатки, маска, головной убор).
Как заварить глушитель электросваркой самостоятельно
Типовой вопрос сварщику: можно ли заварить глушитель «подручными средствами»? Да, это возможно – но только опытному специалисту и качественными электродами.
Для работы оптимален диаметр электродов не более 2,0-2,6 мм. Режим сварки настраивается обычным способом – на минимальной величине сварочного тока и под минимальный диаметр электрода.
Сварочную дугу оптимально вести от толстого металла к более тонкому. При накладывании «заплатки» электрод переносится с нее на сам глушитель. Прерывать процесс можно простым отрывом электрода.

Особых требований к процессу нет, по его завершении нужно не забыть убрать шлаковые наслоения – с помощью молотка. Шов – осмотреть на наличие сторонних включений и пор: если их много, и они большие, рекомендуется обновить шов или наиболее проблемные его участки.
По достижении оптимального качества поверхность следует зачистить металлической щеткой или УШМ с подходящим диском – чем лучше удастся снять пленку окалины и всплывшего шлака, тем дольше проработает отремонтированный участок. Обработанную поверхность – окрасить термостойкой краской.
Предварительные работы перед сваркой
Сварка глушителя автомобиля начинается с подготовки: нужно заглушить двигатель, отключить бортовой аккумулятор. Можно не доставать его из машины – просто снять провода с клемм. Поверхности вокруг места работы лучше защитить несгораемой тканью, а сам процесс вести при находящемся неподалеку огнетушителе.
Для быстроты работы нужно изначально подобрать и разместить возле авто оснастку:
- сварочный аппарат – достаточно самой небольшой мощности;
- угловая шлифовальная машинка – для зачистки поверхности;
- наждачная бумага или металлическая щетка – для удаления загрязнений и ржавчины до и после сварки;
- растворитель и обезжириватель – для удаления химических загрязнений, плёнок и жиров;
- слесарный молоток, зубило – для удаления окалины и шлака с готовых швов;
- грунт, краска или мастика по металлу (необходимы теплостойкие марки) – для защиты швов от окисления и влаги.

В качестве расходного материала подбираются подходящие по размерам и геометрии куски листовой стали толщиной до 2 мм. Для совсем тонких стенок можно подобрать прочную жесть.
Преимущества и недостатки
Сварка выхлопной системы штучными электродами отличается такими достоинствами в сравнении с другими способами:
- возможность восстановить любую геометрию металла;
- универсальность – техническое оснащение и электроды для ремонта есть в любой сварочной мастерской;
- допускается применять широкий спектр электродов малой толщины (к примеру, УОНИ 13/45, УОНИ 13/55, ОК 46.00, ЦУ-5, LB52U и др.).
Есть у этого способа и «минусы»:
- квалификация сварщика — наиболее весомый фактор;
- необходимость в подъеме авто или в смотровой яме (без снятия глушителя).
Основная опасность – прожог стенок, поэтому заниматься самостоятельно без должной квалификации не рекомендуется.
Способ 2 – с помощью полуавтомата
Сварка глушителей обычным полуавтоматом даёт более качественный аккуратный результат. Сварочная оснастка для этого встречается реже, но её применение гарантирует более аккуратный и чистый шов.
Процесс подготовки и сварки
Перед тем как сваривать, важно подготовиться – чтобы не терять ценное время при ремонте:
- автомобильные инструменты – для демонтажа глушителя;
- сварочный аппарат под тонкую проволоку (до 1,2 мм);
- «болгарка» с дисками для качественной зачистки;
- наждачная бумага;
- растворитель;
- краска термостойкая (оптимальна целевая, «для глушителей» – КО 8111, КО 828).
Суть работы не отличается от сварки штучными электродами. Треснувшая или разбитая поверхность зачищается, «гнилые» части срезаются, готовится «заплатка», околошовная зона обезжиривается, выполняются сварочные швы, которые по остывании прокрашиваются краской.

Важно: термостойкая краска чаще всего наносится минимум в 2 слоя.
Полезная статья — Сварочный газ, что это и как выбрать
Плюсы и минусы
«Полуавтомат» хорош следующими своими достоинствами:
- в сравнении с РДС им легче варить тонкий металл;
- качественная защита металла от атмосферного кислорода;
- сохранение структуры материала ввиду отсутствия перегрева;
- легкое выполнение протяженных швов.
Однако имеются и «минусы»:
- стоимость технологии (проволока и баллон с газом стоят больше, чем пачка электродов);
- повышенные требования к защите сварочной ванны от сквозняков.
Несмотря на них «полуавтомат» обеспечивает высокое качество шва.
Можно ли варить, не снимая с автомобиля
Часто звучит вопрос, можно ли заварить глушитель без его демонтажа с машины?
Да, такой вариант ремонта возможен – важно только предварительно подготовить источник питания авто. Делается это простым отключением – с клемм снимается провод массы. После этого можно спокойно заваривать любые прожоги и дефекты.
В обратном случае при образовании сварочной дуги на аккумулятор будет замыкаться вся цепь. Это чревато коротким замыканием между пластинами, электрохимическими процессами между цветными металлами и электролитом, даже взрывом (известны и такие отзывы).
Способ 3 – холодная сварка
Отремонтировать автомобильный глушитель можно и другим способом – с помощью так называемой «холодной» сварки.
Суть работы – в заклеивании прорехи композитными материалами (стеклоткань и смолы) или специальным готовым двухкомпонентным клеем. После нанесения на проблемный участок реагенты застывают и образуют прочное покрытие.
Такой ремонт не нуждается в энергопитании, он может выполняться даже «в поле» и обеспечивает долговечность изделие после ремонта. Результат уверенно работает при высокой температуре и постоянной влажности.
Разновидности холодной сварки
Выпускаются такие разновидности составов:
- пластичный – из одного или двух компонентов: первый застывает почти сразу (не более 3-5 минут), второй остается в форме пластичного «теста» до 10-15 минут;
- жидкий – в тюбах, шприцах или банках: состав готов к нанесению, его достаточно только извлечь из тары и разместить на проблемный участок.
Их стоимость доступна для каждого водителя.
Подбор подходящего варианта основывается на характере повреждений – это описывается в инструкции к материалу. Суть основы у разной ХС практически одинакова, поэтому нужно обратить внимание на следующее:
- устойчивость к повреждениям извне и снаружи глушителя;
- наибольшая температура, поддерживаемая составом;
- наличие компонента для повышения адгезии с металлом (мелкие частицы);
Оптимальные предложения на рынке:
- Abro Steel (США): обеспечивает качественную адгезию с любой поверхностью, держит нагрев до 205°С, полностью высыхает за сутки;
- «Титан» (РФ): смешивается непосредственно перед применение, выдерживает 200°С, сохнет 24 часа;
Это – варианты с повышенной химической и механической устойчивостью шва, они легки в работе и гарантируют высокую прочность.
Подготовка детали
Применение «холодной сварки» не отличается значительной сложностью:
- обнаруживается проблемный участок: место выхода выхлопных газов будет видно по темному налету;
- с поверхности снимаются загрязнения и ржавчина (лучше – наждаком, для повышения адгезии);
- выполняется обезжиривание (рекомендуется применить вещество, прописанное в инструкции к ХС – бензин или растворитель определенной марки);
- замешивается состав (обязательно в защитных перчатках);
- готовый компаунд наносится на проблемный участок и разравнивается (это важно делать крайне быстро);
- деталь выдерживается в неподвижном положении на время застывания ХС.
Процесс во многом схож с обычной сваркой, отличие – в химической природе материалов, поэтому следует замешивать в хорошо проветриваемом помещении или на улице.
Последовательность проведения работ
Сварка глушителя автомобиля с помощью готового состава выполняется следующим образом:
- поверхность, которую нужно отремонтировать, зачищается механическим способом – от загрязнений и окислов;
- подготовленный участок и подходящая накладка (если она будет) обезжириваются;
- состав «холодной сварки» подготавливается в соответствии с инструкцией изготовителя;
- вещество размещается на обезжиренной поверхности: сверху в виде рулончика, вкладывается в дыру или под заплатку (в случае её наличия рекомендуется прижатие на полчаса с помощью резинового жгута);
- образуемый шов замазывается – до визуальной потери зазора между кромками дыры.

После прижатия вещества к металлу начинается реакция на химическом уровне – соединение будет иметь приличный запас прочности на отрыв. Этап первичного застывания длится от 3 до 5 минут, полного – до 1 суток.
Плюсы и минусы метода
«Приварить» обычной «холодной сваркой» – это получить поверхностное закрытие пробоины, не монолитное. Способ имеет много достоинств:
- значительная простота, доступная неопытным любителям;
- доступность и дешевизна расходных материалов;
- высокий уровень безопасности, получаемый отсутствием электрического тока и повышенной температуры;
- полная герметизация глушителя;
- возможность легкого придания необходимой формы в первые минуты нанесения из-за состояния, схожего с пластилином – не дольше 10 минут;
- универсальность и полное отсутствие капризности, выполняется даже в лесу под дождем.
Свойства состава делают его практичным с точки зрения мельчайших несплошностей металла. Он закрывает самые мелкие полости в вязком состоянии, а после затвердевания образует сплошную твердую поверхность. Существуют и некоторые «минусы» технологии:
- полное застывание потребует нескольких часов – в зависимости от типа склеивающего вещества;
- масштабные прорехи заделать будет сложно ввиду высокой пластичности на начальном этапе;
- выпускается несколько типов «холодной сварки», поэтому для оптимального результата рекомендуется подбирать продукт;
- необходимость в резиновых перчатках, оптимальна работа на свежем воздухе или при сильном сквозняке.
Упакованные и тем более вскрытые составы необходимо израсходовать до определенного срока – по его истечении материал потеряет полезные свойства.
Как проявляется поломка глушителя

Для легковой и грузовой машины глушитель является деталью, функционирующей в самых сложных условиях:
- он расположен под самым днищем, часто воспринимает удары и трение от внешней среды (камни, грунт), хотя на это не рассчитан;
- работает при непредсказуемо динамических движениях вместе с автомобилем, воспринимает концентрированные удары от собственного крепления;
- ввиду прохождения внутри него горячих выхлопных газов сильно нагревается (от 700°С на выходном коллекторе до 300°С на выходе) даже при сильном морозе;
- химическое воздействие со стороны «дорожной химии» (реагенты против скольжения или для таяния снега);
- образование конденсата – влаги, оседающей из-за разницы температур.
Эти факторы приводят к постоянному сильному коррозионному износу металла. Его поверхность ржавеет, толщина стенок неуклонно снижается, «заводские» сварные швы прогорают сильнее. В них образуются трещины, на поверхность «выходят» поры, которые становятся концентраторами механического и химического воздействий на глушитель.
Проявление его поломки сразу ощущается на слух: в работе двигателя появляется писк или даже рычание. При поездке возможен стук – когда отрывается крепление или часть глушителя, за которую он крепится к днищу. Звуки в основном идут со стороны багажника, из-под кузова. Они заметно усиливаются при резком сбросе или наборе скорости, при переключении скоростей (возможны характерные «выстрелы»).
При заведенном моторе изменяется цвет отработанных газов: выхлоп становится более густым, его цвет темнеет (вплоть до черноты). В салоне возможно появление запаха топлива.
При визуальном осмотре на детали будут видны коричневые и черные точки, полосы и даже пятна. Это – места, через которые просачиваются выхлопные газы, быть такого не должно.
Профилактика повреждений глушителя
Заваренный глушитель может работать и ремонтироваться до полного износа – но зачем так перенапрягать свой бюджет, если можно беречь деталь?
- аккуратная езда – без повышенной скорости и по ровной дороге (без явных сторонних объектов на ней), объезд ям и мусора;
- корректные переключение передач и работа двигателем на набор скорости и торможение;
- регулярное обслуживание днища машины и очистка самого глушителя (позволит вовремя обнаружить неисправность);
- сезонная обработка составами с антикоррозионными свойствами;
- применение качественного топлива;
- профилактика вибрации детали посредством установки гофрированной трубы – «мятый» металл будет воспринимать энергию, переходящую с коллектора на сам глушитель, и немного снижать температуру.

При этих мероприятиях не придется думать о том, сколько стоит ремонт глушителя.
Автомобильный глушитель, работая в агрессивной среде при высоких температурах и влажности, быстро приходит в негодность. Коррозия, разъедая металл, разрушает глушитель. Помимо негативного воздействия ржавчины, глушитель легко продырявить на ухабистой местности, ввиду его низкого расположения. Последствия таких повреждений весьма неприятны. Рев работающего мотора начинает резать слух, а выхлопные газы, теряя направленный поток, попадают в салон автомобиля. Конечно, решает все эти проблемы замена глушителя новым. Но можно обойтись и мене затратным способом — сваркой. На первый взгляд, сварка глушителя может показаться непростой задачей, однако в этом процессе нет ничего сложно, если немного разобраться в теории.
Предварительные работы перед сваркой
Для начала нужно подобрать инструменты и приспособления, а также подготовить поверхность.
Для работы нам потребуются:

Какой сваркой лучше варить глушитель
Вид сварки особой роли не играет, если придерживаться двух основных параметров:
- Минимальная сила тока.
- Минимальная толщина электрода.
Полуавтоматическая сварка обладает преимуществами при ремонте глушителя по сравнению с обычной электросваркой. Ее режимы, более щадящие для тонкого металла, а защитный углекислый газ не допустит перегрева и окисления сварного шва. Благодаря этому структура основного металла не изменится и не потеряет прочности. При работе обычной электросваркой, необходимо подобрать подходящие электроды под используемый металл.
Важно знать!
Перед сваркой глушителя следует отключать аккумулятор, что бы избежать замыкания на массу. Причем вынимать его, совсем не обязательно. Достаточно лишь отключить массу – провод со знаком минус. Он, как правило, черного цвета.
Ремонт глушителя электросваркой своими руками
Чтобы заварить глушитель самому достаточно иметь лишь небольшой навык работы с металлообработкой. Работу можно произвести в любых гаражных условиях. Сквозную коррозию необходимо полностью вырезать с помощью угловой или прямой шлифовальной машинкой с использованием шарошки.
В зависимости от диаметра дефекта выполнить работу можно двумя способами. Первый заключается в наложении заплатки, с последующей сваркой ее по периметру. Этот метод используют при крупных дефектах или при большом скоплении пор в одном месте.
Второй способ позволяет производить сварку без использования заплаток, при котором сквозные дыры сплавляются непосредственно электрической дугой. Этот способ применим лишь в том случае, если коррозия или дефект имеет небольшой размер. Залатать такие отверстия не составит труда как электродом, используя простую сварку, так и медной проволокой, при работе на полуавтомате
Чаще всего приходится сталкиваться с коррозией в месте, где соединяются корпус и труба глушителя. После зачистки и удаления ржавчины зазор между этими деталями значительно увеличивается. Нарастить необходимую толщину между ними можно присадочной проволокой (электродом) или сваривать с помощью кусочков заготовленного листового металла. После наложения металлического листа его следует прихватить, обеспечив его фиксацию с корпусом глушителя, а затем уже приступать к основной сварке.
По окончании работ следует закрасить околошовную зону и сам сварной шов краской. Такая обработка защитит металл от коррозии и продлит эксплуатацию детали. Перед покраской не забудьте зачистить шов от окалины металлической щеткой и обезжирить его поверхность. Следует помнить, что не всякая краска подойдет для глушителя. Для окрашивания выбирайте термостойкие краски или мастику.
Альтернативные методы ремонта глушителя
Следует отметить еще один способ сварки, не требующей применения сварочных аппаратов – холодная сварка. Здесь для ремонта поверхности используются композитные материалы на основе смол и стеклоткани.
Эти два компонента смешиваются с отвердителем и надежно приклеиваются к месту дефекта. Композитный материал не подвержен коррозии и не боится высоких температур. Этот метод, не потребует подключения к электросети и обходится без специального оборудования, что делает его наиболее удобным в поездках. Предварительные работы перед холодной сваркой следует выполнять точно так же как и перед обычной электросваркой.
Профилактические меры
Продлить срок службы глушителя можно благодаря систематическому уходу за ним, выполняя своевременную мойку и обработку его антикоррозионными составами. Кроме этого, в целях профилактики можно использовать гофрированную трубу, закрепляя ее между коллектором и корпусом детали. Такая сцепка будет способна поглощать лишние вибрации, сокращая трение и рабочую температуру глушителя.
Как самостоятельно поменять гофру на глушителе без сварки
Гофра предназначена для гашения вибраций выхлопной системы, поэтому её также называют виброгасителем, сильфоном, виброкомпенсатором. Её повреждение приводит к повышению уровня шума в салоне автомобиля и попаданию газа в моторный отсек. Ремонт можно произвести самостоятельно, но для замены гофры глушителя своими руками без сварки нужен аналогичный или близкий по параметрам виброгаситель.
Причины и признаки неисправности
Гофра может быть повреждена ударом о камень или ухаб при движении по грунтовой дороге. Нередко причиной выхода из строя бывает износ, так как ей приходится работать в тяжёлых условиях. Нередко причиной нарушения герметичности становится прогорание стенок. Неисправности трансмиссии тоже негативно влияют на герметичность гофры. Срок её службы сокращается при износе подушек двигателя и резиновых прокладок в сочленениях глушителя или если он неправильно установлен.
Разрушающее воздействие оказывают на материал детали химически активные вещества, рассыпаемые на дорогах в зимний период. Причиной нарушения целостности может стать загрязнённый катализатор. Быстро выведут из строя виброгаситель присадки к бензину при заправке некачественным топливом.
О повреждении гофра оповестит странными звуками при движении. Появятся и другие признаки неисправности выхлопной системы:
- автомобиль начнёт «чихать» вперемешку с хлопками;
- снизится мощность мотора, а работа станет не ритмичной;
- в салоне будет ощущаться запах выхлопных газов;
- на металлических частях оседает копоть.

Замена гофры с помощью хомутов
По длине новый виброгаситель должен быть больше на 5 — 6 см, чем расстояние между швами, оставшимися от старой детали. Внутренний диаметр патрубков гофры также должен быть больше на 0,5 — 1 мм размера труб выхлопной системы. Как заменить гофру глушителя без сварки с креплением хомутами, изложено в пошаговой инструкции:
- Автомобиль устанавливается на смотровой яме.
- Снимается участок с повреждённым виброгасителем.
- С помощью болгарки вплотную к швам вырезается вышедшая из строя гофра.
- Со срезов удаляются заусенцы.
- На торцах патрубков делаются несколько неглубоких запилов для обеспечения плотного прилегания к трубам. На надрезы и зачищенные места наносится герметик.
- Гофра надевается на трубы, но хомуты до конца не затягиваются, чтобы оставалась возможность коррекции положения.
- Конструкция устанавливается по месту с заменой старых прокладок.
- Если при проверке положения перекосы не обнаружены хомуты затягиваются до упора. Чтобы предотвратить самопроизвольное откручивание гаек резьбу возле них нужно накернить.
Для надёжности места соединений дополнительно обрабатываются герметиком или грунтовкой.

Судя по отзывам, такой способ крепления не уступает привариванию. Однако при продольном ударе гофра может соскользнуть с трубы. Поэтому на автомобилях с низкой посадкой нужно ездить осторожно.
Резьбовое соединение
Это не менее надежный способ замены без сварки повреждённой детали. Подготовка та же что и при использовании хомутов, но крепление производится иначе. Замена производится в следующей последовательности:
- Устанавливается новая гофра.
- В патрубке, надетом на выхлопную трубу, просверливаются 6 — 8 сквозных отверстий (зависит от её диаметра) диаметром 4,2 мм. Они должны равномерно расположиться по окружности.
- В отверстиях на трубе метчиком М5 нарезается резьба, а на патрубке рассверливаются до диаметра чуть больше 5 мм.
- После смазывания болтов и отверстий герметиком, один конец гофры крепится по месту с использованием граверных шайб.
- Не закрепляя второй конец, конструкция собирается и устанавливается на автомобиль. Отмечается линия размещения края патрубка, чтобы избежать перекоса.
- После снятия сверлятся отверстия, крепится второй патрубок.
- После окончательной сборки совершается пробная поездка.

Замена электросварки резьбовым соединением позволяет обходиться без обращения в СТО. Качество ремонта при этом не страдает, так как гофра успешно выдерживает продольные и поперечные воздействия.
Высокотемпературный герметик как временное решение
Такой ремонт гофры глушителя используется, если нет новой детали. Работа производится в следующей последовательности:
- гофра покрывается слоем герметика;
- из жести вырезается полоса шириной равной длине виброгасителя и в несколько слоёв наворачивается поверх герметика;
- затем с краёв и в центре её крепят хомутами;
- через сутки, необходимых для застывания герметика, можно ездить как прежде.

Гофра, отремонтированная этим способом, продержится не более месяца. Некоторые автовладельцы просто замазывают повреждённое место герметиком, не оборачивая жестью. В этом случае возможность пользоваться автомобилем сокращается до двух дней.
Эпоксидная смола
Это тоже временная мера, позволяющая в течение часа восстановить работоспособность виброкомпенсатора. Ею пользуются, когда нет времени на посещение СТО. Ремонт выполняется с помощью обычного медицинского бинта, желательно эластичного. Его пропитывают эпоксидной смолой и плотно наматывают на гофру. Дождавшись застывания, пользуются автомобилем как обычно. Эпоксидная смола продержится не более месяца. В качестве альтернативы можно использовать стеклоткань или специальную термостойкую ленту.
Рекомендации по выбору
В зависимости от того как устроена выхлопная система они бывают вертикальными и горизонтальными. Первые закреплены ниже выпускного коллектора и при работе мотора сжимаются и выпрямляются по вертикали без изгибания. Их длина составляет примерно 150 мм, а диаметр — 65. При выборе нужно обращать внимание на соответствие размеров.
Горизонтальные виды размещаются под первым коленом приёмной трубы, при работе изгибаются. Их длина доходит до 40 см, а диаметр — до 65 мм. Если предполагается менять гофру, не используя сварочный аппарат, её длину выбирают на несколько сантиметров больше, чтобы крепить к трубам хомутами или резьбовым способом.
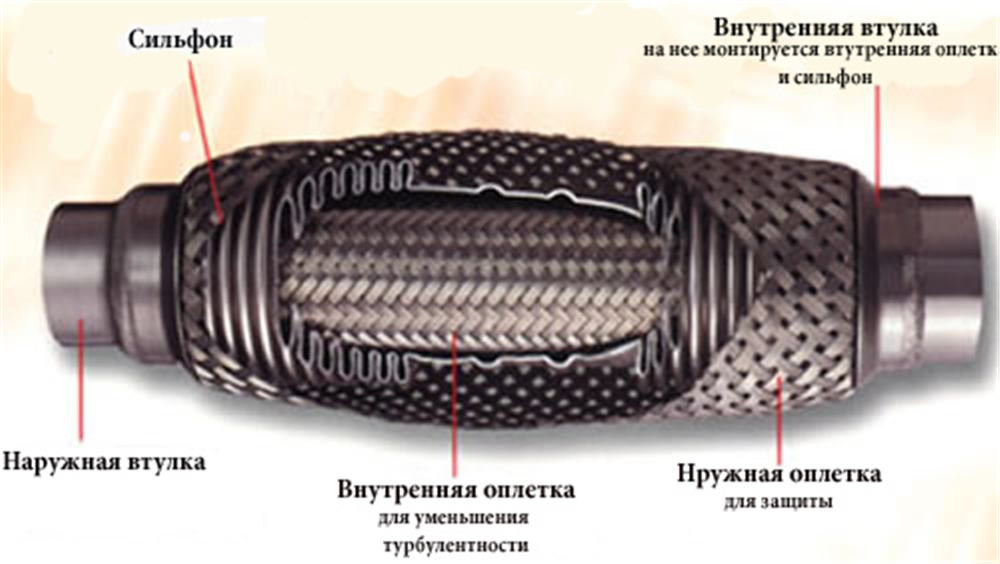
В магазинах предлагается три вида виброгасителей:
- однослойные, изготовленные из металлорукава с наружной оплёткой;
- двухслойные, у которых добавлена внутренняя оплётка;
- трёхслойные изготавливаются с дополнительным гофрированным металлорукавом, установленного между оплётками.
При выборе нужно ориентироваться на качество, которое хотелось бы иметь. Покупая гофру в однослойной оплётке нужно быть готовым к её ежегодной замене. Трёхслойный вариант обеспечит отсутствие проблем с глушителем в течение 8 -10 лет даже при интенсивной эксплуатации автомобиля.

Качество материала оценивается по следующим характеристикам:
- при выборе из одинаковых по внешнему виду деталей предпочтение отдаётся более тяжёлой;
- чем качественней — тем сталь ярче она блестит;
- патрубки должны быть с толстыми стенками, чтобы обеспечить надёжное соединение гофры;
- на качественном виброгасителе оплётка выполнена с минимальными просветами.
Заключение
Несмотря на скептические замечания работников СТО по поводу самостоятельной замены гофры глушителя без сварки, владельцы автомобилей считают этот способ надёжным. Главное правильно выбрать качественную деталь и аккуратно выполнить работу. Никаких специальных инструментов и навыков для этого не нужно. Всё необходимое для замены найдётся в домашней мастерской.
Варим выхлоп сами — часть 2

Год назад я писал о наших с Антохой экспериментах по сварке выхлопа, которые завершились изготовлением трассы от стокового коллектора, без ката, с механической обманкой второй лямбды. Почитать часть 1 можно здесь
Работы по изготовлению кастом коллектора затянулись на всю зиму, по причине не такого большого количества свободного времени, гемороя с главной деталью коллектора (сгон 4-1), да и временами просто было лень)
Таким образом, в течение годичной экплуатации нашего первого выхлопа на маленькой прямоточной банке Fujitsubo пришло понимание, что звук громковат для повседнева, а поскольку переделывать законченное изделие привычки не имеется, да и к тому же сварку с поддувом освоили, решено было новый выхлоп ПОЛНОСТЬЮ сделать с нуля.
Первым этапом была отрисовка фланца ГБЦ с оригинальной прокладки и изготовление его, а так же остальных фланцев выхлопной системы на гидрорезе. Затем, поскольку отдельного блока цилиндров мы под руками не имели, по стоковому коллектору мы изготовили оправку-стапель, на которую были закреплены францы, и затем мы туда уже вписывали весь коллектор.
Основной частью коллектора 4-1 является сгон 4х раннеров, которые, кстати, изготавливались из труб и отводов диаметром 38мм. Длины раннеров были подсмотрены у брендовых коллекторов, а так же посоветовались с людьми которые уже экспериментировали с этим. С изготовлением сгона нам пришлось прилично повозиться, так как у нас не было дорогостоящего кондуктора для отпиливания от трубы секторов под углом, но зато была ленточная пила, и мы изготовили свой кондуктор немного иного принципа действия.


Но, каждый раз получаемые нами заготовки не складывались как пазл в нужную нам конструкцию, и мы недоумевали почему же так происходит. В результате мы нашли ошибку в наших расчетах и наконец получили идеально стыкующиеся раннеры.


Возможно, угол стыковки можно было бы сделать более пологим, но тогда именно в таком исполнении было бы сложно стыковать и обваривать раннеры.
Далее все это дело обваривается и прикидывается на оправку.

Потом сгон отпиливается по длине, подгоняется его переход в трубу 50мм, прихватывается к фланцу, после чего начинается самый интересный процесс подгонки раннеров, в результате которого на глазах из пустого места рождается коллектор!
Для сборки мы использовали ПЭТ-ленту, которая держит приличную температуру, и позволяет зафиксировать трубы для последущией прихватки точками сварки. Очень удобная штука, в общем то.
В итоге получается вот такая красота.

Обваривали все с поддувом, поэтому изнутри швы гладенькие и вообще все супер.


И для сравнения фото уже готового кастом-коллектора и стокового.



Несмотря на то, что фланец во избежании его ведения от сварки был прикручен к профилю, его все равно повело.

Поэтому пришлось его шлифовать. Поиск в интернете выдал статью на драйве, где человек ездил шлифовать коллектор в МАДИ в цех мехобработки, поэтому я нарпавился туда же. После шлифовки всего за 1500р фланец стал идеальным.

Перед окончательной установкой в авто фланец обмотали термолентой "3градуса". Не реклама, но термолента СУПЕР! Российского производства, двуслойная, не колется, не требует вымачивания перед намоткой, стоит приемлемо.

После доделок по коллектору мы за пару дней сварганили полностью новый выхлоп. За оконечную банку на этот раз была взяла Apexi Hybrid Megaphone, изначально заточенная под фит, имеющая на входе трубу 50мм, то есть то что надо. При этом она довольно объемная, и, в силу своего названия, имеет гибридную конструкцию, то есть прямоток с камерой а-ля Гельмгольц.

Соответственно под вход этой банки и варился весь выхлоп. Явные плюсы тут в том, что не переделывая остальную кастом трассу, можно менять банку, если что-то не понравится.
Еще из отличий от предыдущей кастом-трассы можно выделить катализатор. Я его нашел на дроме за копейки, он был спилен с какого-то маркообразного, соответственно совсем другой диаметр трубы, но это мы решили эту проблему при помощи конусных переходов, тем самым создав конструкцию даже более правильной геометрии, чем заводская. Данный катализатор имеет плотность ячеек 200 на кв. дюйм, в отличие от штатного 600 на кв. дюйм, в следствии чего он гораздо лучше продувается. В принцпе, штатный катализотор, будучи в НОРМАЛЬНОМ состоянии (я сечас не про выгоревшие или оплавленные), не создает особых препятсвий потоку газов, зато прилично дробит волну и тем самым округляет звук.
Сварили новый "даунпайп", если его так можно назвать, используя 100мм четырехлойную гофру interlock от MG-race.

Остальную трассу старались максимально упрятать в дно автомобиля, чтобы ничего не свисало, особенно резонатор, который свисает ниже порога даже на штатной трассе. Кстати, резонатор снова камерный MG-Race, но этот раз 100х300мм.
Все крепежи сделаны из прутка нержи, гайки под лямбды тоже заказывал откуда-то издалека, ибо в Мск только из чернухи продают.

В итоге все выглядит и звучит очень здорово! Звук негромкий, до 2500-3000 оборотов басовитый, а при нажатии в отсечку, как мне кажется, становится тише но уходит в верхний диапазон частот. В общем, звук очень приятный, но на видео пока не заснят, не смотря на то, что езжу я с ним уже с начала июля)


По поводу динамики и расхода. Конечно, машина едет довольно приятно, и особенно кайфовый звук когда жмешь на газ в туннелях, он вроде бы агрессивный, но негромкий и округлый. Расход не вырос, наоборот немного упал. Термолента держится отлично, пробег на данный момент на этой трассе более 5000км. Нельзя не отметить тот факт, что финальным стимулом к доделке всего и вся стала поездка в Норвегию, ибо ехать 4700км (а имеено такой был наш суммарный пробег за путешествие) хочется с тихим и приятным выхлопом. Про эту поездку я скорее всего напишу отдельный пост, как только доделаю фото (а делаю я их долго обычно).
Теперь, когда есть полноценный выпуск и впуск, можно попробовать все это дело поднастроить, для это нужен субкомп piggiback, варианты пока рассматриваю. Ибо без настройки толку от этого дела немного, только приятный звук, но мы-то всегда хотим большего!)
Огромное спасибо Антохе за помощь в изготовлении выхлопа! Делать самим намного интереснее чем заказывать, пускай это даже и растягивается надолго, результат превзойдет все ожидания, а полученный опыт — бесценен.
Читайте также: