Трубы пнд для водопровода сварка
Обновлено: 18.05.2024
Для сборки разводки из полиэтиленовых (ПЭ) труб необходимы определённые умения по их сварке и соединению с помощью фитингов. Для этой работы подойдет и оборудование, используемое для монтажа полипропиленовых трубопроводов.
Сварка полиэтиленовых труб производится специальными аппаратами и требует определенных знаний, о чем мы и будем говорить в этой статье. Детально рассмотрим особенности подготовки оборудования к процессу сварки, приведем рекомендации по выполнению качественного сварного шва. Также рассмотрим различные варианты сварки труб из полиэтилена.
Подготовка оборудования к сварке
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду.
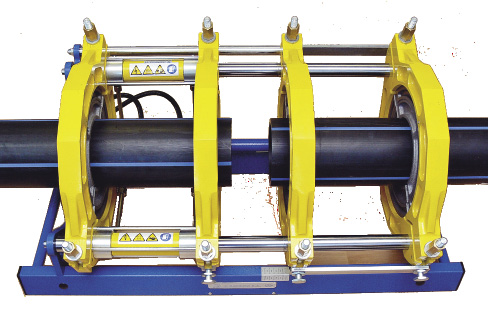
Используемое сварочное оборудование
Оборудование для раструбной пайки стоит в пределах 100-200 долларов, поэтому вопрос о приобретении сварочного аппарата каждый решает самостоятельно.
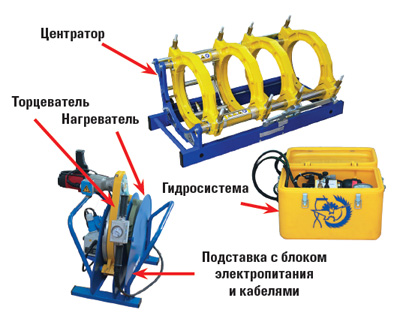
В стандартный набор устройств для стыковой сварки полиэтиленовых труб входит:
По сути, комплект оборудования представляет собой самостоятельные приспособления, выполняющие определенные функции на различных этапах сварочного процесса. Они могут быть как предназначенные для сугубо ручной сварки, так и для соединения труб в полностью автоматическом режиме.
Для монтажа электромуфтовых соединений применяется соответствующий сварочный аппарат со встроенным сканнером штрих-кодов. Дополнительных устройств для этого процесса не требуется.

Стыковая сварка применяется преимущество у труб с диаметром более 50 мм, поэтому и оборудование для неё имеет немалый размер
Для раструбной сварки будет необходимо приобретение такого комплекта:
- электросварочный аппарат; ;
- подставка;
- калибратор и фаскосниматель;
- насадки для разогрева соединяемых элементов.
Помимо указанного оборудования, для монтажа труб могут понадобиться и общехозяйственные инструменты: разводной ключ, рулетка, маркер и другие.
Из полиэтиленовых труб собирают преимущественно наружные части коммуникационных сетей, прокладываемых как открытым способом, так и в траншеях
Оборудование для сварки ПЭ труб предназначено для работы в полевых условиях. Однако может использоваться и в мастерской для сварки труб небольшого и среднего диаметра
Сварку труб большого диаметра, применяемых в сооружении магистральных линий водо-, электро-, газоснабжения, канализации производят непосредственно на объекте. Это решение проще в реализации и дешевле
Полиэтиленовые трубы соединяют тремя способами: электромуфтовой, раструбной и стыковой сваркой. Электромуфтовый вариант предполагает использование муфты, которая после проведения работ остается на сваренном участке
Раструбная технология предполагает погружения одной части трубы в соединительный элемент или в смежный отрезок трубы
Самый распространенный метод сварки производится по стыковой технологии. При этом не нужны дополнительные соединители и расход энергии наименьший
Все методы сварки полиэтиленовой трубы могут проводиться в зимний период с учетом температурных ограничений, указанных производителем оборудования. Желательно в неблагоприятную для работ погоду над зоной соединения сооружать тент
Независимо от технологии, все способы сварки полиэтиленовых труб предопределяют расплавление соединяемых участков и диффузное слияние их на молекулярном уровне. В результате формируется абсолютно герметичная система
Соединение труб ПНД с различными материалами для устройства единого трубопровода

Полиэтилен низкого давления востребован по ряду положительных характеристик: вес, цена, срок службы, универсальность. Нередко коммуникации представлены каналами из стали или чугуна, пенопропилена, ПВХ или металлопластика. Рассмотрим, как устроить соединение ПНД труб с другими материалами, чтобы не пришлось менять всю систему. Читайте до конца и вопросов про устройство водопровода и газопровода будет значительно меньше.
Что из себя представляют трубы ПНД
ПНД производят методом экструзии из полимеризованного этилена. Готовая продукция в виде труб применяется для строительства магистралей под транспортировку жидких и газообразных сред. Это могут быть природное топливо, питьевая или техническая вода, стоки. Классификация также основывается на допустимом давлении внутри каналов. Высоконапорные справляются с 2,5 МПа, низконапорные с 0,6 МПа, безнапорные предназначены для устройства самотёчного провода.
Базовые технические характеристики труб ПНД выглядят следующим образом:
Кроме строительства магистралей с помощью изделий ПНД допускается устройство защиты для электропроводки. Служит продукция около 50 лет. На торговых площадках трубы представлены в виде бухт по 100, 200 и 1000 м или отрезков до 12 м.
Преимущества и эксплуатационные особенности труб ПНД
Универсальность относительно применения труб ПНД объясняется герметичностью, эластичностью и устойчивостью материала к агрессивным условиям эксплуатации. Внутренняя поверхность изделий гладкая, что практически исключает риск скапливания ила с налётом, обеспечивает эффективное пользование проводом в течение всего срока службы.
Также к преимуществам подобной продукции можно отнести следующие свойства:
- устойчивость к коррозии;
- инертность к химической среде;
- легковесность (почти в 6 раз меньше, чем сталь);
- пластичность (допустимо движение без разгерметизации на 5-7% от исходного положения, что актуально в случае замерзания транспортируемых жидкостей);
- стойкость к гидроударам;
- простота относительно монтажа и обслуживания;
- низкая стоимость.
Материал экологически безопасен и допускает самостоятельный монтаж. Но существуют недостатки, которые необходимо учитывать перед выбором. Для отопительного оборудования использовать трубы ПНД недопустимо. Для прокладки каналов в грунт нужно учитывать его подвижность. Ультрафиолетовое излучение отрицательно сказывается на технических характеристиках материала.
Определение применимости
Для упрощения выбора труб из полиэтилена низкого давления производители маркируют готовую продукцию и наносят цветовой индикатор. Так, жёлтая продольная полоса говорит о предназначении для газопровода, красная и синяя – для холодной и горячей воды соответственно. Относительно предельного давления наносятся обозначения ПЭ 63, ПЭ 80 и ПЭ 100. Под этим скрывается 6,3, 8 и 10 МПа.
Ещё один способ (также указывается в маркировке) подразумевает отслеживание показателя SDR. Это размерный коэффициент, скрывающий отношение поперечного сечения к толщине стенки. Выглядит это следующим образом (SDR/предел давления):
- Для напорных магистральных систем, газопроводов и канализаций актуальны такие показатели: 6/25, 7,4/20, 9/16, 11/12.
- Оросительные установки и слабонапорные водопроводы: 13,6/10, 17/8, 17,6/7.
- Водоснабжение малоэтажных домов обеспечивается трубами с SDR 21 и допустимым давлением в 6 Атм.
Для внутреннего обслуживания домов питьевой водой, устройства самотёчной канализации применяются изделия с размерным коэффициентом 26, 33 или 41. Это соответствует давлению от 4 до 5 Атмосфер.
Способы соединения
Как соединить трубы ПНД между собой – ответ в технологии. Однородные патрубки можно связать посредством фитингов или устройства сварного шва. Герметичность в обоих случаях сохраняется, правда в случае с дополнительными деталями результат в значительной степени зависит от качества изделий и соблюдения правил монтажа.
Сварное соединение
Для неразъёмного соединения полиэтиленовых труб необходимо специальное оборудование. Сварной шов образует сплошной шов, но прибор стоит дорого, что в итоге сказывается на стоимости строительства и ремонта коммуникаций. Также стоит отметить невозможность повторного соединения в случае ошибки.
Подобного рода монтаж проводится 2 способами: стык в стык или посредством электромуфты. В первом случае концы труб подлежат плавлению. Второй вариант подразумевает использование полиэтиленовой детали со встроенной металлической спиралью. Последнюю нагревают с помощью электрического тока, что способствует образованию сварного шва.
Разъёмное соединение
Разъёмное соединение предполагает возможность демонтажа и повторного соединения труб без нарушения целостности труб и разборки всей магистрали. Для монтажа труб ПНД используются специальные герметичные фитинги, которые можно использовать неоднократно. Преимуществом такого способа является отсутствие необходимости в специальном оборудовании и недорогие муфты.
Видео описание
В видео показано как собирать фитинг ПНД:

Подобный способ рекомендован для устройства каналов, которые не подвергаются высокому давлению. Соединения также могут быть реализованы двумя путями: Компрессионные фитинги достаточно прочно закрепить. Раструбный узел устраивается редко, так как выделяется относительно слабой герметичностью. Монтаж подразумевает вставку одного патрубка в другой и размещение между ними уплотняющей резиновой прокладки.
Фитинги
В зависимости от конструктивного исполнения фитинги могут быть использованы в качестве соединительных деталей на прямом участке, разветвлённых и поворотных. Также рассматриваются варианты переходников относительно диаметров труб и разнородных материалов. Отдельным видом являются заглушки.
Соединение ПНД трубы фитингами производится в 4 действия:
- выбор муфты в соответствии с диаметром и глубиной погружения в неё патрубка;
- обеспечение максимального скольжения посредством мыльного раствора;
- раскручивание гайки и вставка трубы до нужного предела.
Завершающим действием является фиксация изделий. Для этого нужно до упора затянуть прижимную гайку. От степени затягивания зависит уровень герметичности узлового соединения.
Узловые соединения труб из ПНД и других материалов
В старых домах и квартирах проведены каналы для воды, газа и стоков из стали или чугуна. Многие заменили коммуникации на полипропилен или металлопластик. В случае с устройством новых систем из полиэтилена низкого давления, чтобы не разбирать всю магистраль, узловые соединения устраиваются между разными материалами.

Как соединить трубу ПНД с металлической трубой
Для устройства такого соединения существуют фитинги с разными концами. Для монтажа с трубой ПНД входная часть изготовлена из полиэтилена и имеет гладкую текстуру. Другая сторона представлена металлическим цилиндром с внутренней резьбой.
Другой вариант предполагает установку фланцев. Они также исполнены из аналогичных трубам материалов. В результате стягивания накладок болтами получается надёжное сцепление.
Соединение труб из ПНД и ПВХ
Для реализации соединения труб ПНД и ПВХ между собой применяются резьбовые фитинги, комбинированные или цанговые муфты, фланцы. Первый вариант предусматривает разборку деталей и устройство сварного шва. Во втором случае сначала проводится работа с каждой из труб, потом они между собой соединяются. Последний актуален для каналов большого диаметра: стояки, канализация. Дополнительно рекомендуется использовать уплотняющие средства: фум-лента, прокладки из асбеста или резины.
Комбинированные муфты могут исполнены в разных вариантах. Соединитель с внутренней или наружной резьбой. Существуют изделия с металлическими гранями под ключ. Разъёмные детали или американки устанавливают на патрубки съёмного оборудования. Продукты с накидной гайкой и запрессованным штуцером также актуальны в случаях необходимости демонтажа приборов в любое время.

Как соединить ПНД трубу с полипропиленовой
Переход с ПНД на полипропилен посредством сварочного оборудования исключается. Здесь возможно только использование фитингов. На трубы предварительно устанавливаются муфты с внутренней резьбой. Посредством этих элементов накручивается изделие, называемое американкой.
Если диаметр значительный, то лучше использовать фланцы. Они могут быть накидными или монтироваться на приваренную втулку. Главное, чтобы диаметры труб совпадали.
В видео рассмотрен самый простой способ соединения ПП и ПНД труб:
Соединение полипропиленовых труб с металлопластиковыми
В случае перехода с ПНД на металл лучшим вариантом фитингов являются резьбовые изделия. Это объясняется разными марками полиэтилена и присутствием алюминиевой армирующей прослойки у металлопластика. Фланцы применимы для труб диаметром более 50 мм, а в этом случае предел составляет всего 40 мм, что исключает их использование.
Советы опытных специалистов
На герметичности отрицательно может сказаться эллиптичность материала. Швы в таком случае получатся низкого качества. Если контакт осуществлён методом сварки, то важно отслеживать неподвижность труб до полного застывания материалов.
Торцы соединяемых изделий необходимо предварительно подготовить. Под этим подразумевается удаление грязи с пылью. Дополнительно нужно обработать поверхность обезжиривателем.
Если применяются фитинги с зажимными гайками, то важно их накручивать до предела, но не значительно. Преувеличение силы может привести к тому, что элемент лопнет. А цанга в таком случае способна раздавить торцевую часть трубы.

Коротко о главном
Трубы ПНД могут быть использованы для устройства провода под газ, питьевую воду и стоки.
Соединить однородные материалы можно с помощью сварки или разборного узла посредством фитингов.
С помощью различных переходников допустимо соединение труб ПНД с патрубками из других материалов.
Эта информация поможет сэкономить сотни тысяч рублей!
Мы хотим стать вашим подрядчиком по сварке ПНД труб
СинСтрой отвечает за свои слова, предоставляя проверяемые факты:

Качество и честность
Свое оборудование находится в полной технической исправности. готовы показать при встрече!
Сварочное оборудование для ПНД труб должно иметь поверки, запрашивайте документы перед заключением контракта! Они у нас есть в полном комплекте.
В 2013 году мы открыли это направление. С тех пор успешно выполнено более 1500 заказов от 500+ клиентов на 150+ млн рублей. Сотни км сваренных трубопроводов. Приезжайте к нам в гости и проверьте, все эти данные в единой базе. Получите рекомендации от довольных заказчиков на ВАШ выбор.
Нет текучки кадров, опытные сварщики с опытом работы в нише сварки ПНД от 5 лет!
гарантии
Проверяйте благонадежность контрагентов! Наше юр. лицо НЕ МЕНЯЕТСЯ с 2011 года.
Проверяйте судебную практику и обороты. Наша гарантия не только на бумаге, нам есть чем отвечать по своим обязательствам.
Структура компании прозрачна.
рыночная цена
У нас нет тяжелой строительной техники, мы варим пнд трубы. Вы платите только за это! Уровень цен мы всегда держим не выше любого благонадежного подрядчика.
Мы не конкурируем с частными исполнителями по цене. Т.к. они не могут предоставить сравнимый уровень сервиса, документооборот и исполнение гарантии. Выбор за вами.
В отличие от дешевых конкурентов, мы не сорвем сроки, не нарушим технологию и на 100% выполним задачу

Прайс-лист
| Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб. | |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 18000 |
| 110 | 1100 | до 20 | 19000 |
| 125 | 1100 | до 20 | 19000 |
| 140 | 1500 | до 15 | 19000 |
| 160 | 1500 | до 15 | 20000 |
| 180 | 1500 | до 15 | 20000 |
| 200 | 2000 | до 10 | 20000 |
| 225 | 2000 | до 10 | 20000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 22000 |
| 355 | 3000 | до 8 | 22000 |
| 400 | 4000 | до 8 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 5 | 25000 |
| 630 | 6300 | до 5 | 25000 |
| Цена за 1 стык, руб | Кол-во стыков за смену (шт) норма | Сумма мин. заказа, руб. | |
|---|---|---|---|
| 63 | 900 | до 20 | 17000 |
| 75 | 900 | до 20 | 17000 |
| 90 | 900 | до 20 | 17000 |
| 110 | 1100 | до 15 | 17000 |
| 125 | 1100 | до 15 | 17000 |
| 140 | 1500 | до 15 | 17000 |
| 160 | 1500 | до 15 | 19000 |
| 180 | 1500 | до 15 | 19000 |
| 200 | 2000 | до 15 | 19000 |
| 225 | 2000 | до 10 | 19000 |
| 250 | 2500 | до 10 | 21000 |
| 280 | 2500 | до 10 | 21000 |
| 315 | 3000 | до 10 | 21000 |
| 355 | 3000 | до 5 | 21000 |
| 400 | 4000 | до 5 | 23000 |
| 450 | 4500 | до 5 | 23000 |
| 500 | 5500 | до 5 | 23000 |
| 560 | 6000 | до 4 | 23000 |
| 630 | 6300 | до 5 | 23000 |
| 710 | 6900 | до 5 | 23000 |

Нам доверяют:









Оставить заявку любым удобным способом:
Москва, Варшавское ш., дом 42, офис 3277
Как мы это делаем









Типы соединений
В процессе конструирования или ремонта участков водопроводных сетей из полиэтиленовых труб немаловажным является их надлежащее соединение. Рассмотрим несколько вариантов соединений, включая сварку полиэтиленовых труб. Так, в зависимости от функционального назначения соединения подразделяются подразделяются на две группы:
01 Разъемные
могут быть демонтированы в течение срока службы, что оптимально для безнапорных систем.
а) фланцевые. Выполняются с помощью втулок под фланцы для ПЭ труб, привариваемых к торцам труб, а также накидных фланцев из металла.
б) компрессионные. Выполняются для труб диаметром менее 50 мм и при соединении с элементами из других материалов (металл). Оптимальны при замене отдельных участков трубопровода.
в) цанговые обжимные. Рассчитаны на давление до 25 атм, герметичность достигается благодаря наличию резинового уплотнительного кольца.
02 Неразъемные
в течение срока службы демонтаж не предусмотрен.
а) стыковая сварка ПНД. Предусматривает использование нагретого инструмента. Используется для сварки ПНД труб диаметром 63 мм и более, а прочность в месте сварки сравнима с прочностью однородного участка. Сварка встык - наиболее универсальный и эффективный способ соединения, поэтому рассмотрим технологию сварки ПНД труб подробнее.
б) сварка муфтой с закладными электрическими нагревателями . Рассчитано на давление 16 Атм , незаменима в условиях высокой стесненности, однако является наиболее экономически затратным видом сварки труб.
03 Стыковая сварка ПНД труб
Концы соединяемых элементов фиксируются в центраторе аппарата для сварки встык. После очищения х/б тканью от грязи и пыли поверхности подвергаются торцовке, или механической обработке до параллельности труб. Затем торцы нагреваются и оплавляются, смыкаются при одновременном поднятии давления прижима. Шов после стыковой сварки полиэтиленовых труб охлаждается в течение требуемого промежутка времени.
04 Контроль качества швов
Контроль качества пайки ПНД труб прежде всего производится визуально:
- шов не должен быть ниже уровня поверхности трубы,
- допускается взаимное смещение не более 10% от толщины стенки трубы,
- высота валика, снаружи и внутри, должна быть не более 2-2,5 мм (толщина трубы до 5 мм) и не более 3-5 мм (толщина – 6-20 мм).
Сварка полиэтиленовых труб ПНД своими руками
Полиэтиленовые трубы для устройства системы водопровода используются все чаще благодаря свойствам материала. Основными характеристиками полиэтилена являются пластичность, прочность, устойчивость к агрессивным средам (для туб из полиэтилена низкого давления ПНД) и инертность к перепадам температур. Именно поэтому напорные полиэтиленовые элементы пригодны для монтажа наружной части системы водоснабжения или газопровода частного дома. А для соединения магистрали в единое целое используется сварка полиэтиленовых труб.
Как выполняется соединение трубных элементов из ПЭ (полиэтилена) своими руками, разбираем в материале ниже.
Типы соединений труб из ПЭ

Полиэтиленовые трубы можно соединять в единую магистраль при помощи разных способов. При этом каждый из них пригоден для конкретных условий.
- Так, стыковка туб из ПНД при помощи фитингов и муфт (раструбная сварка) используется в основном для устройства внутренней части системы водопровода в доме.
- Монтаж трубопровода своими руками с помощью стыковой сварки . Этот способ используется для монтажа протяженного участка коммуникации наружного назначения. При этом трубы можно укладывать и по поверхности грунта, и в траншею с последующим закрытием их грунтом.
- Электромуфтовая сварка . Этот способ соединения туб из ПНД производят с помощью специальных пластиковых муфт со встроенными в них спиральными элементами, которые нагреваются в результате подачи тока к ней.
Рассмотрим подробнее каждый из способов.
Рекомендации для правильной сварки труб ПЭ

Полиэтиленовые трубы можно сваривать при помощи специального оборудования, именуемого паяльником. При этом существует ряд определенных правил, которые позволят сделать соединение элементов ровным, качественным и герметичным.
Требования выглядят следующим образом:
- Перед выполнением работ стоит изучить характеристики ПНД для каждой трубы и убедиться из сертификатов об их соответствии. В противном случае тубы просто не состыкуются в единую герметичную конструкцию.
- Внутренний просвет туб (диаметр) должен быть идентичным у каждого отреза, предназначенного для монтажа коммуникации.
- Концы труб из ПЭ перед сваркой своими руками необходимо очистить от пыли и грязи, а также обезжирить.
- Процедуру сварки нужно выполнять только в сухом прогреваемом помещении, в котором исключены сквозняки и повышенная влажность.
- После стыкования двух элементов из ПЭ следует избегать любой подвижности магистрали до полного остывания трубопровода, чтобы не допустить нарушения просвета коммуникации.
- К тому же стоит укрывать сварочный шов от прямого попадания солнечных лучей.
Важно: концы туб, с противоположной стороны от свариваемых, следует надежно закрывать для предотвращения попадания в просвет холодного воздуха. Низкая температура способна нарушить технологию сварки труб из ПНД.
Сварка в раструб (муфтовая)

Соединение труб с помощью муфт и фитингов показано для труб из ПНД диаметром до 63 мм. Для этих целей используют ручной бытовой паяльник (сварочный аппарат). Тубы ПЭ большего диаметра сваривают с помощью механического аппарата промышленного.
Важно: перед выполнением раструбной сварки необходимо запастись нужным количеством фитингов плюс небольшой запас на случай брака в работе.
Для проведения раструбной сварки кроме паяльника нужно подготовить труборез и рулетку.
Работу по сварке ПНД туб выполняют таким образом:
- Сварочный аппарат устанавливают на платформу и надёжно закрепляют его. На нагревательную поверхность крепят насадки нужного диаметра при помощи специального ключа. Сварочный аппарат устанавливают на нужную температуру. Для труб из ПЭ (полиэтилена) она должна быть 220-230 градусов.
- Подготовленные к сварке детали надевают на насадки и удерживают до качественного прогревания пластика. Как правило, это 5-7 секунд.
- После того как детали прогрелись, необходимо не спеша, но до упора соединить два элемента и удерживать их в таком состоянии не менее 10 секунд, чтобы фитинг и труба не изменили своего сваренного положения.
- После таких манипуляций внутренний просвет трубы остаётся гладки и герметичным, а полимер, обработанный сварочным аппаратом, образует единое целое.
Важно: следует избегать чрезмерного перегрева труб. Иначе при соединении двух элементов пластик просто сложится в гармошку, что нарушит и внутренний просвет труб, и качество соединения.
Совет: после выполнения каждой процедуры сварки нужно обязательно счищать плавленый полимер с тефлоновой поверхности насадок. Иначе он будет мешать следующему процессу сварки. Причём снимать пластик нужно исключительно деревянным шпателем. Так можно сохранить тефлон целым и невредимым. Убирать пластик в холодном виде и металлическими предметами запрещено.
Стыковая сварка

Сваривать трубы ПНД своими руками можно и встык. Стыковую сварку выполняют при помощи специального оборудования с механическим или гидравлическим приводом. Такой сварочный аппарат позволит состыковать два элемента туб до полного и плотного соединения. Самыми востребованными аппаратами считаются те, которые имеют программное управление. Подобное оборудование отличается полной автоматизацией и возможностью контролировать процесс сварки без вмешательства оператора в плане физических усилий.
Перед выполнением работ своими руками следует отобрать трубы ПНД с едиными техническими характеристиками. Желательно сваривать тубы даже из одной партии. Поскольку здесь соединение полимера происходит на молекулярном уровне, то такой подход позволит сделать сварочный шов более герметичным и надежным.
Важно: для стыковой сварки пригодны тубы, толщина стенок которых не менее 5 мм, а диаметр превышает 50 мм.
Принцип стыковой сварки заключается в нагревании концов трубы на специальной пластине. После плавления ПЭ пластину между концами двух свариваемых труб убирается и происходит механическое сжатие элементов до полного перемешивания и спаивания полимера. После чего трубам нужно дать полностью остыть.
Важно: при разметке туб и их резке стоит брать во внимание техническое уменьшение длины трубы после сварки. Для того чтобы правильно высчитать коэффициент сокращения длины, можно воспользоваться данными ниже:
- Так, для труб сечением 20 мм длина плавления (глубина сварки) составит 14,5 мм;
- Элементы 25 мм — 16 мм;
- Для туб диаметром 32 мм — 18 мм;
- Для туб сечением 40 мм — 20 мм;
- Трубы с диаметром 50 мм — 23 мм.
Сварка электромуфтовая

Сварка полиэтиленовых труб электромуфтовым способом используется в том случае, если магистраль монтируется в ограниченном пространстве, где мастер не имеет возможности передвигаться свободно. Кроме того такой способ сварки применим для соединения туб с разной толщиной стенок, с различными диаметрами или для монтажа систем канализации.
ЧИТАТЬ ТАКЖЕ: Выбор сварочного аппарата для полиэтиленовых труб: советы, особенности сварки, рейтинг моделей
Электромуфтовая сварка полиэтиленовых труб считается самой дорогостоящей, но при этом соединения, полученные таким способом, пригодны для эксплуатации при давлении 16 атм. Работа по стыковке туб таким методом выполняется с использованием специальных муфт, в конструкции которых имеется нагревательный спиральный элемент.
Сварка выполняется таким образом:
- В первую очередь подготавливают все необходимые отрезы труб с их обязательным обезжириванием и очисткой от грязи, пыли. Таким же образом обрабатывают и внутреннюю часть электромуфты. Желательно в этих целях использовать специальные салфетки, пропитанные спиртовым летучим веществом.
- Концы свариваемых труб следует освободить от производственной окиси методом механической зачистки. При этом те же концы следует ровно обрезать, чтобы соединение было максимально плотным и предотвращало протекание пластика вовнутрь туб.
- Трубы помещают в позиционер и надевают на стык электромуфту. Концы труб с противоположной стороны магистрали на момент выполнения сварки своими руками следует закрыть, чтобы избежать теплопотерь.
- К выводам надетой электромуфты подводят электрический ток и доводят процесс до плавления ПЭ-трубы и качественного её соединения.
Важно: сваренная таким образом ПНД труба должна оставаться недвижимой до полного остывания. Иначе есть риск нарушить геометрию сварного шва.
Контролируем качество работ

Сварка полиэтиленовых труб — дело хоть и не сложное, все же требует тщательного контроля над качеством сварного шва. Поскольку полимер имеет повышенную вязкость при плавлении, то и шов может получиться не всегда ровным. Поэтому при выполнении работ следует внимательно осматривать результаты:
- Полученный сварной шов должен быть приблизительно ровным. Исключается чрезмерная впалость или выпусклость шва.
- Сам шов не должен критично смещаться относительно уровня магистрали в целом. Смещение вовнутрь (прогиб) допустимо в пределах 10% от толщины стенок свариваемой тубы. Выпуклость допускается в пределах 2,5 мм для трубы со стенками 5 мм. Для толщины стенок тубы 6-20 мм допускается толщина выпуклости в пределах 5 мм.
Соответствие этим параметрам контроля позволит получить рабочую и правильно сваренную магистраль, которая прослужит не одно десятилетие.
Сварка полиэтиленовых труб — способы, инструкция по монтажу

Надежность и исправное функционирование пластикового трубопровода (особенно если он напорный) напрямую зависит от способа соединения труб, из которых он состоит. Самым прочным способом является, безусловно, сварка полиэтиленовых труб. С ее помощью можно соединить элементы трубопровода не только между собой, но и с фитингами. О технологии мастер сантехник расскажет в статье.
Промышленный полиэтилен низкого давления (ПНД) является термопластичным материалом, свойства которого не изменяются в процессе циклов нагрева-остывания. Поэтому он прекрасно подходит для монтажа бытовых и промышленных трубопроводов.
Соединение отдельных ПНД труб и фитингов между собой происходит с помощью разъёмных резьбовых соединений или следующих способов сварки:
Трубы с толщиной стенки до 4,5 мм (диаметр до 50-110 мм) паяются первыми двумя способами, а для более толстостенных труб используется бесфитинговый стыковой способ сварки.
Обратите внимание! ПНД чувствителен к повышенным температурам, поэтому применяется только для водоснабжения с рабочей температурой до + 40 °С или кратковременным её повышением до + 60 °С
Для каждого вида сварки применяется различное оборудование. Приобретать его для разовой сборки коммуникаций стыковым и электросварным методом нет смысла, потому что стоимость комплекта составляет несколько тысяч долларов. Лучше воспользоваться услугами сторонних компаний или взять технику в аренду .
- Электросварочный аппарат;
- Ножницы-труборезы;
- Подставка;
- Калибратор и фаскосниматель;
- Насадки для разогрева соединяемых элементов.
Немаловажным фактором качественной сварки трубопроводов из ПНД является их предварительная подготовка. Необходимые манипуляции для формирования хорошего сварочного шва будут представлены в виде инструкции.
- Убедиться в идентичности материала и маркировки спаиваемых деталей.
- Очистить и обезжирить стыки соединяемых изделий.
- Центрировать трубы и жестко их зафиксировать.
- Обработать срезы торцевателем до образования непрерывной ленты длиной в две окружности трубы.
- После всего необходимо очистить края соединяемых деталей от стружки.
Обратите внимание! Торцеватель с электроприводом значительно ускоряет процесс монтажа, особенно при больших объемах работы, но его стоимость слишком высокая для разовой работы
После тщательной подготовки полиэтиленовых труб и фитингов к сварке можно быть уверенным, что качественный шов наполовину гарантирован.

Во время стыковой сварки важно контролировать критические параметры: температуру инструмента и пластика, прижимное усилие и продолжительность операций. При отсутствии датчиков этих значений стабильно получать качественный шов вряд ли удастся.
Рассматривать пошаговую инструкцию по стыковой сварке полиэтиленовых труб лучше на примере полуавтоматического оборудования с гидравлическим приводом.
После обработки торцов труб, сварочное зеркало нагревается до температуры 200-230 градусов и помещается в середину центратора. Затем, с помощью гидравлического привода, к нему плотно прижимаются края ПНД труб с усилием 4-6 кг/см2.
После приближения размеров грата к минимально допустимым значениям усилие снижают до 0,2-0,5 кг/см2 и продолжают нагревать пластик в течение всего нормативного времени. Сварка допустима при температурах от 15 мороза до 45 тепла, но в холодных условиях время нагрева может быть увеличено.

Обратите внимание! Прижимное давление контролируется встроенным в гидравлический механизм манометром. При его отсутствии необходимое усилие определяют визуально по виду образующихся валиков грата
После необходимого нагрева и расплавления ПНД на стыках, трубы разводят гидравлическим приводом, убирают зеркало и опять приводом прижимают свариваемые поверхности друг к другу с усилием 1-3 кг/см2. Размеры грата контролируются визуально, поэтому и прижимное давление может отличаться.

Обратите внимание! Излишнее усилие при сплавлении торцов труб вредит не меньше его недостаточности. Это ведет к формированию большого внутреннего валика, который будет создавать вихревые потоки и снижать давление воды
Трубы продолжают быть придавленными друг к другу до полного охлаждения соединения. После снятия усилия с гидравлического привода трубы извлекаются из зажимов центратора, и проводится оценка состояния сварного шва и грата. Если их параметры в норме, то труба готова к эксплуатации.
После предварительной обрезки и подготовки ПНД труб и деталей можно начинать их раструбную сварку. Процесс будет рассмотрен в виде пошаговой инструкции.
Оптимальная температура сварки полиэтиленовых труб колеблется в пределах 210 °C, поэтому подойдут только паяльники с регулируемым нагревом. Перед подключением к сети необходимо накрутить на утюг специальные двусторонние насадки (гильзу и дорн) и поставить паяльник на крестовидную подставку.
Обратите внимание! Чем больше мощность паяльника, тем большее количество ПНД труб он может соединить в единицу времени. Для домашних работ будет достаточно 800-ваттного электроприбора
Производить работы с горячими трубами безопаснее в перчатках. Для нагревания деталей необходимо одновременно одну соединяемую деталь натянуть на дорн, а потом вторую всунуть в металлическую гильзу.
Обратите внимание! Присоединять и разъединять ПНД детали с паяльником нужно прямо без вращательных движений. Аналогичное правило применяется и при соединении нагретых изделий
Чтобы соблюсти глубину соединения, можно заранее нанести маркером соответствующую пометку на трубе, а потом ориентироваться по ней при состыковывании разогретых изделий.
Выше приведена таблица с ориентировочными временными рамками прогрева, стыкования и остывания труб, а также глубиной всовывания в раструб. При минусовой температуре время прогрева материала можно увеличить на 1-2 секунды.
Обратите внимание! Приведенные в таблице данные являются ориентировочными, а полагаться следует только на информацию, указанную в инструкции к сварочному аппарату
После прогрева, изделия необходимо одновременно отсоединить от насадок и сильным прямым движением ввести трубу в раструб до отмеченной черты. Крутить детали относительно друг друга нельзя. Через 5-10 секунд после соединения любые перемещения могут привести к резкому снижению прочности стыка.
После остывания желательно обследовать образовавшийся внутренний шов на наличие наплывов, перегораживающих просвет трубы. Если он сужен, то лучше перепаять соединение для предупреждения падения давления в системе.

Сварка полиэтиленовых труб с помощью электромуфты является наиболее простым и быстрым способом. Пластиковые фитинги имеют встроенную металлическую спираль, которая самостоятельно разогревает соединяемые поверхности и расплавляет ПЭ.
При этом способе приходится дополнительно тратиться на электромуфты, стоимость которых начинается с 3-4 долларов за штуку. Поэтому такая сварка применяется только в тех местах, где недоступны стыковой и раструбный методы. Преимуществом электромуфтового способа является возможность соединения труб с толщиной от 4,5 мм и менее.

- Очистка и механическая обработка фитинга и концов труб;
- Центрирование и вставка трубы в электромуфту;
- Подсоединение фитинга к электроконтактам специального сварочного аппарата, нагрев соединения.

Обратите внимание! Электромуфтовое стыковое соединение более прочное, чем сама труба. При тестах на растяжение происходит разрыв самой трубы, а не места сварочного шва
На электромуфтах имеется штрих-код с закодированными параметрами времени нагрева, силы тока и напряжения. Он считывается сканером сварочного аппарата, который затем осуществляет процесс пайки в автоматическом режиме. Изделия получаются плотно и надежно спаяны на большой площади.
Правильность выполнения всех сварочных инструкций можно оценить по итоговому внешнему виду полиэтиленового соединения. В случае формирования неправильного шва и высокого риска нарушения герметичности при дальнейшей эксплуатации, лучше обрезать соединение по краям и сварить новое.
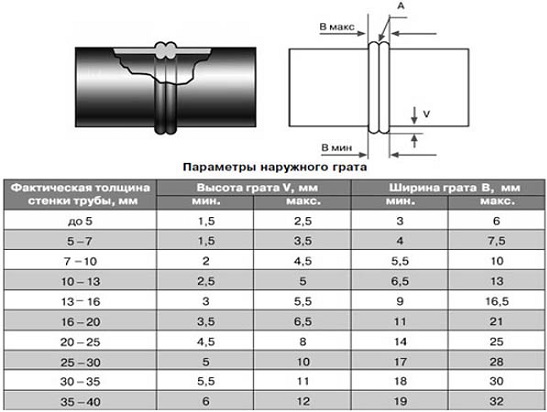 |
| Таблица параметров сварного шва. Нормативные параметры рассчитаны на основе лабораторных испытаний. Их соблюдение гарантирует высокую надежность шва и длительный срок эксплуатации трубопровода |
- Симметричность и равномерность по всей окружности стыка;
- Смещение стенок труб в радиальной плоскости не должно быть более 10% их толщины;
- Цвет валиков должен быть идентичен окрасу трубы;
- Впадина между гратами не должна заходить глубже уровня наружной поверхности труб.
 |
| 1. Нормальный сварной шов. Валики правильного шва имеют округлые размеры и формы, не выходящие за установленные нормы. 2. Шов с маленьким гратом. Маленький грат свидетельствует о недостаточном времени прогрева или слабом сдавлении труб при осадке |
 |
| 3. Валики с увеличенными сверх нормы размерами. Увеличенный сварной шов может быть результатом избыточной температуры нагревательного оборудования или его неисправностью. 4. Радиальное смещение валиков. Радиальное смещение труб резко снижает прочность соединения и может привести к его разрыву уже на этапе укладки |
Причиной несимметричности валиков по окружности может быть некачественное предварительное торцевание или расположение торцевателя под наклоном к трубе.
Самостоятельный монтаж полиэтиленовых водопроводов требует некоторых знаний и умений, но вполне выполним при соблюдении вышеперечисленных правил. При отсутствии специального оборудования собрать водопровод можно вообще без инструментов, используя исключительно компрессионные фитинги.
Вариантов монтажа много, но использовать нужно тот, который обеспечит результат с минимумом финансовых затрат.
Читайте также: