Ттк на сварку трубопроводов
Обновлено: 14.05.2024
Приложение 1 Технологическая карта сварки труб из полиэтилена встык нагретым инструментом (НИ-01-СК/СБ)
1 Область применения
2. Нормативные ссылки
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение ГОСТ 18599-2001 Трубы напорные из полиэтилена. Технические условия
ГОСТ 32415-2013 Трубы напорные из термопластов и соединительные детали к ним для систем водоснабжения и отопления. Общие технические условия
ГОСТ Р 53652.3-2009 Трубы из термопластов. Метод определения свойств при растяжении. Часть 3. Трубы из полиолефинов
ГОСТ Р ИСО 12176-1-2011 Трубы и фитинги пластмассовые. Оборудование для сварки полиэтиленовых систем. Часть 1. Сварка нагретым инструментом встык
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков
3.1.1. Сварщики и специалисты сварочного производства, выполняющие работы по сварке нагретым инструментом труб должны быть аттестованы в соответствии с ПБ 03-273-99 и РД 03-495-02 [3].
3.1.2. Сварку допускных стыков осуществляют в условиях, приближенных к производственным. Допускные образцы изготавливаются из отрезков полиэтиленовых труб длиной не менее 300 мм. Допускные образцы подвергают визуальному и измерительному контролю и испытанию на осевое растяжение.
3.2 Свариваемые материалы
3.2.2. Документ о качестве, сопровождающий каждую партию труб (деталей), содержит: наименование и (или) товарный знак предприятия-изготовителя; номер партии и дату изготовления; условное обозначение трубы (детали); размер партии в метрах (штуках); марку сырья; условия и сроки хранения; результаты испытаний или подтверждение о соответствии качества требованиям нормативной документации.
3.2.4 В случае неполноты приведённых данных в документе о качестве или при необходимости проверки качества труб из полиэтилена, при входном контроле проводят испытания на осевое растяжение. Контроль выполняют в аттестованной лаборатории.
3.3 Сварочное оборудование
3.3.1 Работы должны проводиться при температуре воздуха не ниже -10°С и не выше +35°С. При более широком интервале температур сварочные работы следует выполнять в помещениях (укрытиях), обеспечивающих соблюдение заданного температурного интервала.
3.3.3 При подготовке сварочного оборудования подбираются зажимы и вкладыши, соответствующие диаметру свариваемых труб. Вкладыши зажимов должны быть чистыми, без сколов и заусенцев, которые могли бы повредить поверхность труб. Рабочие поверхности нагревателя и инструмента для обработки полиэтиленовых труб очищаются от пыли и остатков полиэтилена.
3.3.4 Работоспособность оборудования определяется при визуальной проверке комплектующих узлов сварочных машин, аппаратов, приспособлений и их контрольном включении. У сварочных машин стыковой сварки проверяют плавность перемещения подвижного зажима центратора и работу торцевателя. Особое внимание уделяется визуальной проверке изоляции электрических кабелей и заземлителей.
3.3.5 При сварке встык свободный конец трубы или плети закрывают инвентарными заглушками для предотвращения сквозняков внутри свариваемых труб.
3.3.6 Оборудование перед использованием должно быть проконтролировано на наличие паспорта завода-изготовителя, комплектность и исправность, и должно обеспечивать заданные режимы работы. Оборудование должно быть аттестовано согласно РД 03-614-03 [3].
3.4 Требования к организации сварочного производства
Организация, производитель сварочных работ, должна пройти процедуры проверки готовности на использование аттестованной сварочной технологии в соответствии с РД 03-615-03 [5].
4. Требования к сборке и сварке
4.1. Стыковая сварка рекомендуется для соединения между собой труб и соединительных деталей наружным диаметром более 50 мм и толщиной стенки более 4 мм.
 | |
| 866 × 1379 пикс. Открыть в новом окне | |
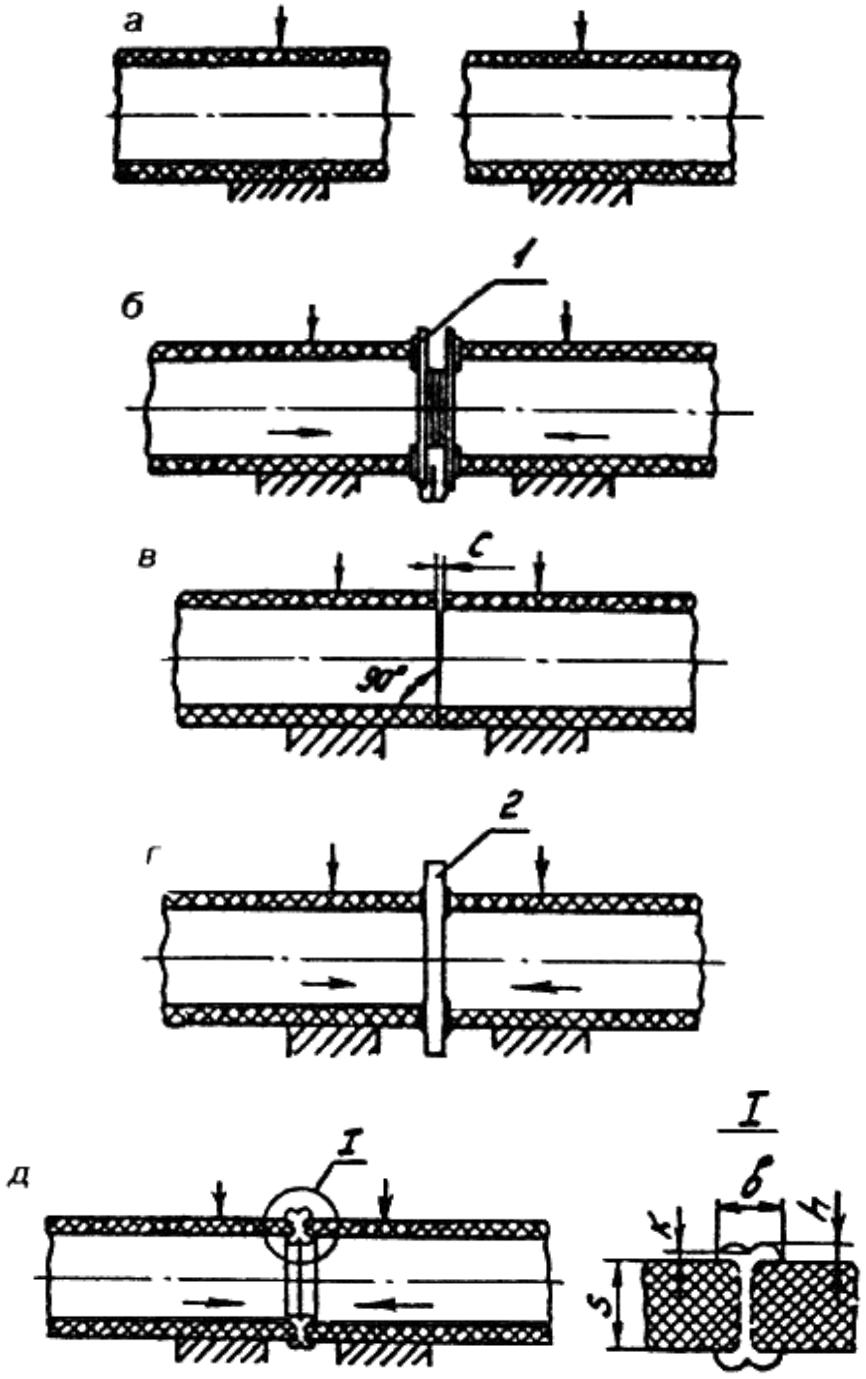
а - центровка и закрепление в зажимах сварочной машины концов свариваемых труб; б - механическая обработка торцов труб с помощью торцовки 1; в - проверка точности совпадения торцов по величине зазора с; г - нагрев и оплавление свариваемых поверхностей нагретым инструментом 2; д - осадка стыка
4.2. Основными параметрами при сварке нагретым инструментом встык являются температура нагретого инструмента (Тн) и величины давления (Роп, Рн и Рос) и времени (tоп, tн, tп, tд и tохл). Значение параметров принимается в соответствии с рекомендациями завода-изготовителя сварочного оборудования.
Прочность шва снижается как при понижении, так и при повышении температуры расплава, поэтому большинство опасных дефектов возникает именно при перегреве или недогреве торцов свариваемых труб.
Ттк на сварку трубопроводов
Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
ПОЛУАВТОМАТИЧЕСКАЯ СВАРКА СТЫКОВ СТАЛЬНЫХ ТРУБ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА ПРОЦЕССОМ STT ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (далее ТТК) - комплексный нормативный документ, устанавливающий по определённо заданной технологии организацию рабочих процессов по строительству сооружения с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ. Она рассчитана на некоторые средние условия производства работ. ТТК предназначена для использования при разработке Проектов производства работ (ППР), другой организационно-технологической документации, а также с целью ознакомления (обучения) рабочих и инженерно-технических работников с технологией односторонней полуавтоматической сварки корневого слоя шва поворотных и неповоротных стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа.
Процесс STT - это инновационный метод сварки, основанный на переносе металла за счет сил поверхностного натяжения (Surface Tension Transfer™ - STT).
Главными особенностями сварочного процесса STT являются:
- величина сварочного тока регулируется автоматически в зависимости от требований сварочной дуги;
- время реакции системы на изменения, происходящие в сварочной ванне, составляет единицы микросекунд;
- параметры дуги оптимизируются в каждый момент времени в течение всего процесса образования и переноса каждой капли расплавленного металла с электрода в сварочную ванну.
Рис.1. Циклограмма процесса STT
- базовый ток; - обжатие капли и вычисление скорости изменения напряжения; - отделение капли; - рост плазменного столба; - стабилизация
1.2. В настоящей карте приведены указания по организации производства работ и технология полуавтоматической сварки стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа рациональными средствами механизации, приведены данные по контролю качества и приемке работ, требования промышленной безопасности и охраны труда при производстве работ.
1.3. Нормативной базой для разработки технологических карт являются:
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
- нормы и расценки на строительно-монтажные работы (ГЭСН-2001, ЕНиР); производственные нормы расхода материалов (НПРМ);
- местные прогрессивные нормы и расценки, нормы затрат труда, нормы расхода материально-технических ресурсов.
1.4. Цель создания ТК - описание решений по организации производства работ и технологии полуавтоматической сварки стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа, с целью обеспечения их высокого качества, а также:
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- организация ритмичной работы;
- рациональное использование трудовых ресурсов и машин;
- унификация технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ по полуавтоматической сварке стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа. Рабочие технологические карты разрабатываются на основе типовых карт для конкретных условий данной строительной организации с учетом её проектных материалов, природных условий, имеющегося парка машин и строительных материалов, привязанных к местным условиям. Рабочие технологические карты регламентируют средства технологического обеспечения и правила выполнения технологических процессов при производстве работ.
Конструктивные особенности полуавтоматической сварки стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ. Рабочие технологические карты рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации, по согласованию с организацией Заказчика, Технического надзора Заказчика.
1.6. Технологическая карта предназначена для производителей работ, мастеров и бригадиров, выполняющих полуавтоматическую сварку стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа, а также работников технического надзора Заказчика и рассчитана на конкретные условия производства работ в III-й температурной зоне.
Параметры сварки стальных труб:
- 1420 мм;
- толщина стенки труб
- 21,6 мм;
- сварка первого (корневого) слоя шва
- процессом STT;
- сварка заполняющих и облицовочного швов
- проволокой Innershield.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на полуавтоматическую сварку стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа.
2.2. Полуавтоматическая сварка стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа выполняется в одну смену, продолжительность рабочего времени в течение смены составляет:
где 0,06 - коэффициент снижения работоспособности за счет увеличения продолжительности рабочей смены с 8 часов до 10 часов, а также время, связанное с подготовкой к работе и проведением ЕТО, перерывы, связанные с организацией и технологией производственного процесса и отдыха машинистов строительных машин и рабочих - 10 мин через каждый час работы.
2.3. В состав работ, последовательно выполняемых при полуавтоматической сварке стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа, входят:
- подготовка кромок труб;
- предварительный подогрев кромок стыка труб;
- сборка стыка труб с помощью внутреннего центратора;
- полуавтоматическая сварка корневого слоя шва процессом STT проволокой сплошного сечения в среде углекислого газа;
- полуавтоматическая сварка заполняющих и облицовочного слоев шва с использованием самозащитной поршковой проволоки Innershield.
2.4. Для полуавтоматической сварки корневого слоя стыков стальных труб применяются: стальная омедненная сварочная проволока Super Arc L-56 1,14 мм фирмы The Lincoln Electric Company (США); 100% углекислый газ высшего сорта по ГОСТ 8050; для полуавтоматической сварки заполняющих и облицовочного слоев - самозащитная проволока марки Innershield NR-208S 2,0 мм.
Рис.2. Сварочная проволока Super Arc L-56
2.5. Технологической картой предусмотрено выполнение работ комплексным механизированным звеном в составе: кран-трубоукладчик Komatsu D355C-з (длина стрелы 8,56 м, максимальная грузоподъемность 92 т); бульдозер Б10М (емкость отвала 4,75 м); механизм подачи проволоки LN-27 (2-х роликовый блок протяжки высокой мощности, проволока сплошная 0,61,6 мм, габаритные размеры 585x190x360 мм, вес механизма 15,0 кг); сварочная горелка Magnum 200FM (шланг коаксиальный кабель на массу с клеммой* заземления длиной 22,68 м, кабель управления длиной 25,0 м для удаления от источника питания, вес горелки 2,0 кг); 225-ти амперный инверторный источник сварочного тока STT II (диапазон регулировки сварочного тока от 5 до 450 А, сеть питания - 200-440 V, со встроенным измерителем потока углекислого газа, габаритные размеры 589x336х620 мм, вес 59,0 кг); внутренний центратор типа ЦВ-147 (масса без штанги 1935 кг; 3000 мм; 1420 мм; число жимков в одном центрирующем ряду 20 шт.; рабочее давление в гидросистеме 17 МПа); газовый баллон с редуктором и подогревателем газа; самоходная сварочная установка АСТ-4А на шасси треллевочного трактора ТТ-4М (2 поста сварки, автономная дизельная электростанция 100 кВт, 2 инверторных выпрямителя Invertec STT II, манипулятор для подвешивания защитных палаток, сварочных кабелей и газовых коммуникаций 1,0 т, рампа для баллонов с защитными газами, компрессор для привода внутреннего центратора) в качестве ведущего механизма.
* Текст соответствует оригиналу. - Примечание изготовителя базы данных.
Рис. 3. Механизм подачи проволоки LN-27
Рис.4. Сварочная горелка Magnum 200FM
Рис.5. Источник тока Invertec STT II
Рис.6. Внутренний центратор ЦВ 147
Рис.7. Трубоукладчик Komatsu D355C-з
Рис.8. Бульдозер Б170М1.03ВР*
Рис.9. Самоходная сварочная установка АСТ-4А
2.6. Полуавтоматическую сварку стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа следует выполнять руководствуясь требованиями следующих нормативных документов:
- СТО Газпром 2-2.2-136-2007. Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I;
- СТО Газпром 2-2.2-115-2007. Инструкция по сварке магистральных газопроводов с рабочим давлением до 9,8 МПа включительно;
- СНиП 12-03-2001. Безопасность труда в строительстве. Часть 1. Общие требования;
- СНиП 12-04-2002. Безопасность труда в строительстве. Часть 2. Строительное производство;
- РД 11-02-2006. Требования к составу и порядку ведения исполнительной документации при строительстве, реконструкции, капитальном ремонте объектов капитального строительства и требования, предъявляемые к актам освидетельствования работ, конструкций, участков сетей инженерно-технического обеспечения;
- РД 11-05-2007. Порядок ведения общего и (или) специального журнала учета выполнения работ при строительстве, реконструкции, капитальном ремонте объектов капитального строительства.
III. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ
3.1. В соответствии с СП 48.13330.2001 "Организация строительства" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение на выполнение строительно-монтажных работ. Выполнение работ без разрешения запрещается.
3.2. До начала производства работ по сварке стыков стальных труб процессом STT проволокой сплошного сечения в среде углекислого газа необходимо провести комплекс организационно-технических мероприятий, в том числе:
- назначить лиц, ответственных за качественное и безопасное выполнение работ, а также их контроль и качество выполнения;
ТИПОВАЯ ТЕХНОЛОГИЧЕСКАЯ КАРТА (ТТК)
АВТОМАТИЧЕСКАЯ СВАРКА СТЫКОВ СТАЛЬНЫХ ТРУБ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА ПРОВОЛОКОЙ СПЛОШНОГО СЕЧЕНИЯ В СРЕДЕ ЗАЩИТНОГО ГАЗА КОМПЛЕКСОМ ОБОРУДОВАНИЯ ФИРМЫ "CRC-Evans AW"
I. ОБЛАСТЬ ПРИМЕНЕНИЯ
1.1. Типовая технологическая карта (далее ТТК) - комплексный нормативный документ, устанавливающий по определённо заданной технологии организацию рабочих процессов по строительству сооружения с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ. Она рассчитана на некоторые средние условия производства работ. ТТК предназначена для использования при разработке Проектов производства работ (ППР), другой организационно-технологической документации, а также с целью ознакомления (обучения) рабочих и инженерно-технических работников с технологией двухсторонней, автоматической сварки неповоротных стыков стальных труб в специальную узкую разделку при сооружении протяженных участков линейной части магистральных газопроводов диаметром от 630 до 1420 мм проволокой сплошного сечения в среде защитного газа, системой автоматической сварки "СRС-Еvans AW".
Первым и очень важным фактором, определяющим стабильное качество стыков, выполняемых с использованием автоматической сварки, является качество подготовки кромок труб. В системе автоматической сварки CRC-EVANS Automatic Welding это достигается путем механической переточки кромок труб под узкую разделку с помощью установок для обработки кромок. Специальная разделка кромок позволяет резко повысить качество сварки и повторяемость результатов, увеличить производительность и уменьшить объем наплавляемого металла, время горения дуги и расход сварочных материалов.
Рис.1. Колонна автоматической сварки CRC-Evans
1.2. В настоящей карте приведены указания по организации производства работ и технология автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", рациональными средствами механизации, приведены данные по контролю качества и приемке работ, требования промышленной безопасности и охраны труда при производстве работ.
- нормы и расценки на строительно-монтажных работы (ГЭСН-2001 ЕНиР);
- производственные нормы расхода материалов (НПРМ);
1.4. Цель создания ТК - описание решений по организации производства работ и технологии автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", с целью обеспечения их высокого качества, а также:
- организации ритмичной работы;
- унификации технологических решений.
1.5. На базе ТТК в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW". Рабочие технологические карты разрабатываются на основе типовых карт для конкретных условий данной строительной организации с учетом её проектных материалов, природных условий, имеющегося парка машин и строительных материалов, привязанных к местным условиям. Рабочие технологические карты регламентируют средства технологического обеспечения и правила выполнения технологических процессов при производстве работ.
Конструктивные особенности автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ. Рабочие технологические карты рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации, по согласованию с организацией Заказчика, Технического надзора Заказчика.
1.6. Технологическая карта предназначена для производителей работ, мастеров и бригадиров выполняющих автоматической сварки стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", а также работников технического надзора Заказчика и рассчитана на конкретные условия производства работ в III-й температурной зоне.
- 1000 м;
- диаметр и толщина стенки труб
- 1420х21,6 мм; 1420х25,8 мм.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на автоматическую сварку стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW".
2.2. Автоматическая сварка стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", выполняется в одну смену, продолжительность рабочего времени в течение смены составляет:
где 0,06 - коэффициент снижения работоспособности за счет увеличения продолжительности рабочей смены с 8 часов до 10 часов, а так же время, связанное с подготовкой к работе и проведение ЕТО, перерывы, связанные с организацией и технологией производственного процесса и отдыха машинистов строительных машин и рабочих -10 мин через каждый час работы.
2.3. В состав работ, последовательно выполняемых при автоматической сварке стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", входят:
- подготовка кромок труб и установка направляющих поясов для наружных сварочных головок;
- предварительный подогрев кромок труб;
- сборка и сварка внутреннего (корневого) слоя шва с помощью внутреннего центратора-сварочной станции;
- автоматическая сварка первого наружного слоя шва ("горячего прохода") с использованием наружных сварочных головок;
- автоматическая сварка заполняющих и облицовочного слоев шва с использованием наружных сварочных головок.
2.4. Для автоматической сварки стыков стальных труб применяются: стальная омедненная сварочная проволока TS-6 0,9 мм фирмы Bohler Thyssen Schweisstechnik Deutschland GmbH (Германия); в качестве защитного газа для сварки корневого и облицовочного слоев шва используется готовая смесь газов 75%+25%, для сварки горячего прохода и заполняющих слоев шва - 100% углекислый газ высшего сорта по ГОСТ 8050.
Рис.2. Сварочная проволока
2.5. В состав сборочно-сварочной колонны входят следующие агрегаты и механизмы: кран-трубоукладчик Komatsu D355C-з (длина стрелы 8,56 м, максимальная грузоподъемность 92 т); бульдозер Б170М1.03ВР (емкость отвала 4,75 м); установка для обработки кромок труб PFM вес установки 3810 кг; внутренний центратор-сварочная станция IPLC 56 представляет собой самоходный внутренний пневматический центратор, который перемещается внутри трубы к следующему стыку, с многоголовочным сварочным автоматом IWM фирмы Internal Welding Machine, вес центратора 2450 кг; самоходная сварочная установка АСТ-4-А на шасси трелёвочного трактора ТТ-4М укомплектованная: автономной дизельной электростанцией 100 кВт, 2-мя сварочными выпрямителями тиристорного типа DC-400 фирмы The Lincoln Electric Company (США) на 4 поста сварки; 2-мя автоматами (сварочными головками) СRC-Р-260 наружной сварки с направляющими поясами; манипулятором для подвешивания защитных палаток, сварочных кабелей и газовых коммуникаций 1,0 т; рампой для баллонов с защитными газами и устройствами сопутствующего подогрева стыков; компрессором для привода внутреннего центратора; индукционная система нагрева ProHeat 35 компании Miller (США), предназначенная для предварительного (до +204 °С) и межслойного подогрева стальных труб; передвижная мастерская для наладки и ремонта оборудования и хранения запасных частей МТО-АМ1 на базе автомобиля Урал-43203-41 обеспечивает следующие виды работ: диагностические; подъемно-транспортные (до 2,0 т), разборочно-сборочные и слесарно-монтажные; электросварочные; заряд и техническое обслуживание аккумуляторных батарей; проверку, ремонт и регулировку агрегатов, приборов системы питания и электрооборудования; агрегат электросварочный передвижной АЭП-52 предназначен для ремонта сварных стыков.
Рис.3. Установка для обработки кромок труб PFM
Рис.4. Сварочная головка Р-260
Рис.5. Внутренний пневматический центратор-сварочная станция
Рис.6. трубоукладчик Komatsu D355C-з
Рис.7. Бульдозер Б170М1.03ВР
Рис.8. Самоходная сварочная установка АСТ-4А
2.6. Автоматическую сварку стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", следует выполнять, руководствуясь требованиями следующих нормативных документов:
3.2. До начала производства работ автоматической сваркой стыков стальных труб проволокой сплошного сечения в среде защитного газа, сварочным комплексом "СRС-Еvans AW", необходимо провести комплекс организационно-технических мероприятий, в том числе:
- провести инструктаж членов бригады по технике безопасности;
- доставить в зону производства работ необходимые машины, механизмы и инвентарь;
- разработать схемы и устроить временные подъездные пути для движения транспорта к месту производства работ;
- обеспечить связь для оперативно-диспетчерского управления производством работ;
- установить временные инвентарные бытовые помещения для хранения строительных материалов, инструмента, инвентаря, обогрева рабочих, приёма пищи, сушки и хранения рабочей одежды, санузлов и т.п.;
ТЕХНОЛОГИЧЕСКАЯ КАРТА СВАРКИ (ТКС)
ТЕХНОЛОГИЯ СБОРКИ И РУЧНОЙ ЭЛЕКТРОДУГОВОЙ СВАРКИ РАЗНОТОЛЩИННЫХ СОЕДИНЕНИЙ ТРУБ, СОЕДИНИТЕЛЬНЫХ ДЕТАЛЕЙ ТРУБОПРОВОДОВ, ЗАПОРНОЙ И РЕГУЛИРУЮЩЕЙ АРМАТУРЫ
1.1. Технологическая карта сварки (далее ТКС) - комплексный нормативный документ, устанавливающий по определённо заданной технологии организацию рабочих процессов по строительству сооружения с применением наиболее современных средств механизации, прогрессивных конструкций и способов выполнения работ. Она рассчитана на некоторые средние условия производства работ. ТКС предназначена для использования при разработке Проектов производства работ (ППР), другой организационно-технологической документации, а также с целью ознакомления (обучения) рабочих и инженерно-технических работников с технологией ручной электродуговой сварки разнотолщинных соединений труб, соединительных деталей трубопроводов (СТД), запорной и регулирующей аппаратуры (ЗРА) при сооружении участков линейной части магистральных газопроводов диаметром до 1420 мм.
К разнотолщинным соединениям относятся:
- соединения труб, отличающихся по нормативной толщине более чем на 2,0 мм;
- соединения деталей трубопроводов и труб с переходными кольцами;
- соединения запорной арматуры с трубами или переходными кольцами.
1.2. В настоящей карте приведены указания по организации производства работ и технология ручной электродуговой сварки разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, рациональными средствами механизации, приведены данные по контролю качества и приемке работ, требования промышленной безопасности и охраны труда при производстве работ.
1.4. Цель создания ТК - описание решений по организации производства работ и технологии ручной электродуговой сварки разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, с целью обеспечения их высокого качества, а также:
1.5. На базе ТКС в составе ППР (как обязательные составляющие Проекта производства работ) разрабатываются Рабочие технологические карты (РТК) на выполнение отдельных видов работ ручной электродуговой сварки разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры. Рабочие технологические карты разрабатываются на основе типовых карт для конкретных условий данной строительной организации с учетом её проектных материалов, природных условий, имеющегося парка машин и строительных материалов, привязанных к местным условиям. Рабочие технологические карты регламентируют средства технологического обеспечения и правила выполнения технологических процессов при производстве работ.
Конструктивные особенности ручной электродуговой сварки разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, решаются в каждом конкретном случае Рабочим проектом. Состав и степень детализации материалов, разрабатываемых в РТК, устанавливаются соответствующей подрядной строительной организацией, исходя из специфики и объема выполняемых работ. Рабочие технологические карты рассматриваются и утверждаются в составе ППР руководителем Генеральной подрядной строительной организации, по согласованию с организацией Заказчика, Технического надзора Заказчика.
1.6. Технологическая карта предназначена для производителей работ, мастеров и бригадиров, выполняющих ручную электродуговую сварку разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, а также работников технического надзора Заказчика и рассчитана на конкретные условия производства работ в III-й температурной зоне.
- 21,6 мм; 25,8 мм.
II. ОБЩИЕ ПОЛОЖЕНИЯ
2.1. Технологическая карта разработана на ручную электродуговую сварку разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры.
2.2. Ручная электродуговая сварка разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, выполняется в одну смену, продолжительность рабочего времени в течение смены составляет:
где 0,06 - коэффициент снижения работоспособности за счет увеличения продолжительности рабочей смены с 8 часов до 10 часов, а также время, связанное с подготовкой к работе и проведение ЕТО, перерывы, связанные с организацией и технологией производственного процесса и отдыха машинистов строительных машин и рабочих -10 мин через каждый час работы.
2.3. В состав работ, последовательно выполняемых при ручной электродуговой сварке разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, входят:
- очистка переходных колец, соединительных деталей и задвижки;
- подготовка кромок труб и поверхностей под сварку;
- сборка переходного кольца с задвижкой, соединительными деталями;
- подогрев торцов переходного кольца и соединительных деталей;
- подогрев торцов переходного кольца и арматуры;
- сварка внутреннего (корневого), первого наружного слоя ("горячего прохода"), заполняющих и облицовочного слоев сварного шва;
- контроль качества сварки.
2.4. Для ручной электродуговой сварки разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры применяются: сварочные электроды УОНИ 13/55 (Э50А) 3,0-3,2 мм производитель СИБЭС (Россия); Фокс ЕВ50 3,0-3,2 мм производитель Bohler-Thyssen Welding (Австрия); ОК 48.04 4,0 и 3,0-3,2 мм производитель ESAB AB (Швеция); Линкольн 18Р 4,0 мм производитель Lincoln Electric (США).

Рис.1. Сварочные электроды
2.5. В состав сборочно-сварочной колонны входят следующие агрегаты и механизмы: кран-трубоукладчик Komatsu D355C-з (длина стрелы 8,56 м, максимальная грузоподъемность 92 т); бульдозер Б170М1.03ВР (емкость отвала 4,75 м); внутренний центратор типа ЦВ-147 (масса без штанги 1935 кг; 3000 мм; 1420 мм; число жимков в одном центрирующем ряду 20 шт.; рабочее давление в гидросистеме 17 МПа); 4-х постовый сварочный агрегат АДД-4х2501В на двухосном автомобильном прицепе модели 83412, укомплектованный автономной дизельной электростанцией 40 кВт, 4-мя сварочными выпрямителями с номинальным током поста 250 А, номинальным рабочим напряжением 30 В, мощность двигателя 62 л.с.; габаритные размеры 3000х1000х1400 мм, масса 2400 кг, индукционная система нагрева ProHeat 35 компании Miller (США), предназначенная для предварительного (до +204 °С) и межслойного подогрева стальных труб, мощность 2х35 кВт, сила тока 2х76 А, габаритные размеры 2х(635х552х9х33), масса 2х120 кг.

Рис.2. трубоукладчик Komatsu D355C-з

Рис.3. Бульдозер Б170М1.03ВР

Рис.4. Сварочный агрегат АДД-4х2501В


Рис.5. Внутренний центратор ЦВ 147

Рис.6. Гибкий индуктор ProHeat 35
2.6. Ручную электродуговую сварку разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры следует выполнять, руководствуясь требованиями следующих нормативных документов:
3.1. В соответствии с СП 48.13330.2001* "Организация строительства" до начала выполнения строительно-монтажных работ на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение на выполнение строительно-монтажных работ. Выполнение работ без разрешения запрещается.
* Вероятно, ошибка оригинала. Следует читать СП 48.13330.2011. - Примечание изготовителя базы данных.
3.2. До начала производства работ по ручной электродуговой сварке разнотолщинных соединений труб, соединительных деталей трубопроводов, запорной и регулирующей аппаратуры, необходимо провести комплекс организационно-технических мероприятий, в том числе:
- обеспечить рабочих инструментами и средствами индивидуальной защиты;
- подготовить места для складирования материалов, инвентаря и другого необходимого оборудования;
Читайте также: