Углекислота для сварки полуавтоматом гост
Обновлено: 15.04.2024
1. Настоящий стандарт устанавливает основные типы, конструктивные элементы и размеры сварных соединений из сталей, а также сплавов на железоникелевой и никелевой основах, выполняемых дуговой сваркой в защитном газе.
Стандарт не устанавливает основные типы, конструктивные элементы и размеры сварных соединений стальных трубопроводов по ГОСТ 16037-80.
2. В стандарте приняты следующие обозначения способов сварки:
ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
3. Основные типы сварных соединений должны соответствовать указанным в табл. 1.
Форма подготовленных кромок
Характер выполненного шва
Форма поперечного сечения
Толщина свариваемых деталей, мм, для способов сварки
Условное обозначение сварного соединения
С отбортовкой двух кромок
С отбортовкой одной кромки
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся подкладке
Со скосом одной кромки
Односторонний на съемной прокладке
Односторонний на остающейся прокладке
С криволинейным скосом одной кромки
С ломаным скосом одной кромки
С двумя симметричными скосами одной кромки
С двумя симметричными криволинейными скосами одной кромки
Со скосом двух кромок
Со ступенчатым скосом двух кромок
С криволинейным скосом двух кромок
С ломаным скосом двух кромок
С двумя симметричными скосами двух кромок
С двумя симметричными криволинейными скосами двух кромок
С двумя симметричными ломаными скосами двух кромок
С двумя симметричны
ми скосами одной кромки
Со скосом одной кромок
4. Конструктивные элементы сварных соединений, их размеры и предельные отклонения по ним должны соответствовать указанным в табл. 2-47. Кроме указанных способов сварки, допускается применять другие способы дуговой сварки в защитных газах.
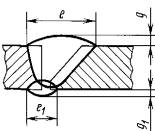
подготовленных кромок свариваемых деталей
шва сварного соединения
* Размер для справок
подготовленных кромок
свариваемых деталей
* Размер для справок
шва сварного
соединения
подготовленных
кромок свариваемых
деталей


* Размер для справок.




(Измененная редакция, Изм. № 1, 2, 3).
5. При выполнении корня многослойного шва способом сварки, отличным от основного способа, которым производится заполнение разделки кромок, значения конструктивных элементов сварного соединения необходимо выбирать по основному способу сварки. При этом обозначение способа сварки следует производить дробью, в числителе которой дается обозначение способа сварки корня шва, а в знаменателе - обозначение основного способа сварки.
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Разность толщин деталей
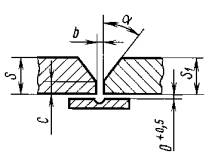
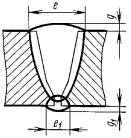
7. Сварка встык деталей неодинаковой толщины в случае разницы по толщине, не превышающей значений, указанных в табл. 48, должна производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва (черт. 1).
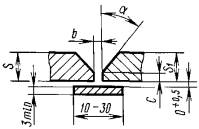
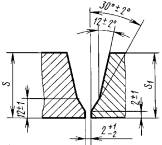
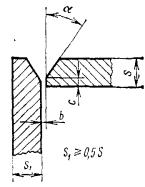
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
(Измененная редакция, Изм. № 3).
9. (Исключен, Изм. № 1).
10. (Исключен, Изм. № 3).
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание. Катетом Кn является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет Кn принимается любой из равных катетов, при несимметричном шве - меньший.
12. Допускается перед сваркой смещение кромок относительно друг друга не более:
0,2s мм - для деталей толщиной до 4 мм;
0,1s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
13. При сварке в углекислом газе электродной проволокой диаметром 0,8 - 1,4 мм допускается применять основные типы сварных соединений и их конструктивные элементы по ГОСТ 5264-80.
14. Минимальные значения катетов угловых швов приведены в приложении 1.
15. При применении сварки в углекислом газе взамен ручной дуговой сварки катет расчетного углового шва может быть уменьшен до значений, приведенных в приложении 2.
16. При сварке в углекислом газе электродной проволокой, обеспечивающей получение металла шва с более высоким временным сопротивлением разрыву, чем у основного металла, катет расчетного углового шва может быть уменьшен до значений, приведенных в рекомендуемом приложении 3.
14 - 16. (Введены дополнительно, Изм. № 1).
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
18. Допускается в местах перекрытия сварных швов и в местах исправления дефектов увеличение размеров швов до 30 % номинального значения.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
17 - 19. (Введены дополнительно, Изм. № 3).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Минимальный катет углового шва для толщины более толстого из свариваемых элементов
Углекислота для сварки полуавтоматом гост
ГОСТ Р ИСО 14175-2010
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГАЗЫ И ГАЗОВЫЕ СМЕСИ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ И РОДСТВЕННЫХ ПРОЦЕССОВ
Welding consumables. Gases and gas mixtures for fusion welding and allied processes
* В ИУС 11-2011 ГОСТ Р ИСО 14175-2010 приводится с ОКС 25.160.20, 71.100.20. -
Примечание изготовителя базы данных.
Дата введения 2012-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС), ООО Аттестационный центр "Сплав" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
4 Настоящий стандарт идентичен международному стандарту ИСО 14175:2008* "Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов" (ISO 14175:2008 "Welding consumables - Gases and gas mixtures for fusion welding and allied processes", IDT).
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - Примечание изготовителя базы данных.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
1 Область применения
Настоящий стандарт устанавливает требования к классификации газов и газовых смесей, предназначенных для сварки плавлением и родственных процессов, включая следующие способы сварки:
- дуговая сварка вольфрамовым электродом (141);
- дуговая сварка в защитном газе плавящимся электродом (13);
- плазменная сварка (15);
- плазменная резка (83);
- лазерная сварка (52);
- лазерная резка (84);
- дуговая пайкосварка (972).
Примечание - В скобках указаны шифры способов сварки в соответствии с ИСО 4063.
Настоящий стандарт устанавливает классификацию и обозначение защитных газов и газовых смесей, предназначенных для сварки плавлением, в том числе для защиты обратной стороны шва и других вспомогательных целей, в соответствии с их химическими свойствами и металлургическим поведением. Стандарт могут использовать потребители данной продукции в целях правильного выбора по назначению перед выполнением сварочных работ, а также для целей проведения возможных квалификационных процедур.
Чистота газа и допустимые отклонения компонентов от номинального состава заранее (до поставки) оговариваются между поставщиком (производителем) и потребителем.
Газы и газовые смеси могут быть поставлены в жидком и газообразном состоянии, однако для сварки плавлением и родственных процессов газы и газовые смеси всегда используют только в газообразном состоянии.
Настоящий стандарт не распространяется на горючие газы, например ацетилен, природный газ, пропан и т.д., а также на газы, используемые в резонаторных камерах газовых лазеров.
Транспортирование и обращение с газами и транспортировочной тарой следует производить в соответствии с национальными и другими стандартами и правилами.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)
ISO 31-0:1992, Quantities and units - Part 0: General principles (Величины и единицы измерения. Часть 0. Общие принципы)
Заменен на ISO 80000-1:2009.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа.
3.2 классификация (classification): Обозначение газа или газовой смеси, включающее номер настоящего стандарта и группу индексов (основную группу и подгруппу), идентифицирующих газ или газовую смесь.
Примечание - Группы индексов приведены в 5.1 (см. таблицу 2).
3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11% в аргоне, считают компонентом, а аргон - основным газом).
3.4 емкость (container): Баллон, сосуд, цистерна или другая тара, используемая для транспортирования и/или хранения однокомпонентных или смешанных газов в газообразном или жидком состоянии.
3.5 классификационное обозначение (designation): Полное обозначение газа или газовой смеси, включающее номер настоящего стандарта и группу индексов (основную группу и подгруппу), идентифицирующих газ или газовую смесь, а также группу индексов, обозначающих все газы, входящие в смесь и объемную долю (в процентах) компонентов, входящих в смесь (например, газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента с объемной долей 11%, имеет следующее классификационное обозначение: ISO 14175-М20-ArC-11).
Примечание - Группы индексов для обозначения компонентов приведены в 5.2.
3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов.
3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов.
3.8 номинальное значение (nominal value): Процентное содержание компонентов газовой смеси, назначаемое производителем или поставщиком и указываемое в классификационном обозначении.
3.9 группа индексов (symbol): Основная группа индексов и подгруппа в газовой смеси (например, М20 - группа индексов для обозначения газовой смеси, содержащей в качестве основного газа Ar, в качестве компонента с объемной долей 11%).
Примечание - Группы индексов приведены в таблице 2 (см. также 5.1).
4 Свойства газов
4.1 Общие положения
Основные физические и химические свойства газов, на которые распространяется настоящий стандарт, указаны в таблице 1.
Таблица 1 - Свойства газов
Полный текст этого документа доступен на портале с 20 до 24 часов по московскому времени 7 дней в неделю .
Также этот документ или информация о нем всегда доступны в профессиональных справочных системах «Техэксперт» и «Кодекс».
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. № 184-ФЗ «О техническом регулировании», а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 «Стандартизация в Российской Федерации. Основные положения»
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным учреждением «Научно-учебный центр «Сварка и контроль» при МГТУ им. Н.Э. Баумана (ФГУ НУЦСК при МГТУ им. Н.Э. Баумана), Национальным агентством контроля и сварки (НАКС), ООО Аттестационный центр «Сплав» на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 30 ноября 2010 г. № 607-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 14175:2008 «Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов» (ISO 14175:2008 «Welding consumables - Gases and gas mixtures for fusion welding and allied processes»)
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты Российской Федерации и межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе «Национальные стандарты», а текст изменений и поправок - в ежемесячно издаваемых информационных указателях «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
СОДЕРЖАНИЕ
1 Область применения
2 Нормативные ссылки
3 Термины и определения
4 Свойства газов
5 Классификация и классификационное обозначение
6 Допустимые отклонения содержания компонентов
7 Чистота и точка росы газов
8 Испытания
9 Повторные испытания
10 Маркировка
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов ссылочным национальным стандартам Российской Федерации (и действующим в этом качестве межгосударственным стандартам)
Библиография
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Материалы сварочные
ГАЗЫ И ГАЗОВЫЕ СМЕСИ ДЛЯ СВАРКИ ПЛАВЛЕНИЕМ
И РОДСТВЕННЫХ ПРОЦЕССОВ
Welding consumables. Gases and gas mixtures for fusion welding and allied processes
Дата введения - 2012-01-01
Настоящий стандарт устанавливает требования к классификации газов и газовых смесей, предназначенных для сварки плавлением и родственных процессов, включая следующие способы сварки:
- дуговая сварка вольфрамовым электродом (141);
- дуговая сварка в защитном газе плавящимся электродом (13);
- плазменная сварка (15);
- плазменная резка (83);
- лазерная сварка (52);
- лазерная резка (84);
- дуговая пайкосварка (972).
Примечание - В скобках указаны шифры способов сварки в соответствии с ИСО 4063.
Настоящий стандарт устанавливает классификацию и обозначение защитных газов и газовых смесей, предназначенных для сварки плавлением, в том числе для защиты обратной стороны шва и других вспомогательных целей, в соответствии с их химическими свойствами и металлургическим поведением. Стандарт могут использовать потребители данной продукции в целях правильного выбора по назначению перед выполнением сварочных работ, а также для целей проведения возможных квалификационных процедур.
Чистота газа и допустимые отклонения компонентов от номинального состава заранее (до поставки) оговариваются между поставщиком (производителем) и потребителем.
Газы и газовые смеси могут быть поставлены в жидком и газообразном состоянии, однако для сварки плавлением и родственных процессов газы и газовые смеси всегда используют только в газообразном состоянии.
Настоящий стандарт не распространяется на горючие газы, например ацетилен, природный газ, пропан и т.д., а также на газы, используемые в резонаторных камерах газовых лазеров.
Транспортирование и обращение с газами и транспортировочной тарой следует производить в соответствии с национальными и другими стандартами и правилами.
Следующая нормативная ссылка является обязательной для применения в настоящем стандарте:
ИСО 80000-1:20091) Величины и единицы. Часть 1. Общие положения (ISO 80000-1:2009, Quantities and units - Part 1: General)
____________
1) Взамен ИСО 31-0:1992.
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 основной газ (base gas): Газ, составляющий большую часть объема газовой смеси, или единственный компонент чистого газа.
3.2 классификация (classification): Обозначение газа или газовой смеси, включающее номер настоящего стандарта и группу индексов (основную группу и подгруппу), идентифицирующих газ или газовую смесь.
Примечание - Группы индексов приведены в 5.1 (см. таблицу 2).
3.3 компонент (component): Составная часть газовой смеси, оказывающая влияние на служебные свойства и характеристики газовой смеси (например, в смеси, содержащей 11 % СО2 в аргоне, СО2 считают компонентом, а аргон - основным газом).
3.4 емкость (container): Баллон, сосуд, цистерна или другая тара, используемая для транспортирования и/или хранения однокомпонентных или смешанных газов в газообразном или жидком состоянии.
3.5 классификационное обозначение (designation): Полное обозначение газа или газовой смеси, включающее номер настоящего стандарта и группу индексов (основную группу и подгруппу), идентифицирующих газ или газовую смесь, а также группу индексов, обозначающих все газы, входящие в смесь и объемную долю (в процентах) компонентов, входящих в смесь (например, газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента СО2 с объемной долей 11 %, имеет следующее классификационное обозначение: ISO 14175-M20-ArC-11).
Примечание - Группы индексов для обозначения компонентов приведены в 5.2.
3.6 примесь (impurity): Вещество с химическим составом, отличным от основного газа и/или компонентов.
3.7 газовая смесь (mixture): Газ, состоящий из основного газа и одного или более компонентов.
3.8 номинальное значение (nominal value): Процентное содержание компонентов газовой смеси, назначаемое производителем или поставщиком и указываемое в классификационном обозначении.
3.9 группа индексов (symbol): Основная группа индексов и подгруппа в газовой смеси (например, М20 - группа индексов для обозначения газовой смеси, содержащей в качестве основного газа Аr, в качестве компонента СO2 с объемной долей 11 %).
Примечание - Группы индексов приведены в таблице 2 (см. также 5.1).
4.1 Общие положения
Основные физические и химические свойства газов, на которые распространяется настоящий стандарт, указаны в таблице 1.
Таблица 1 - Свойства газов
Плотностьа) (плотность воздуха = 1,293), кг/м 3
Плотность относительно плотности воздухаа)
Точка кипения при 0,101 МПа, °С
Реакционная способность при сварке
Двуокись углерода (углекислый газ)
a) Характеристики газов при температуре 0 °С и давлении 0,101 МПа (1,013 бар).
b) Температура сублимации (температура перехода из твердого состояния в газообразное).
c) Поведение азота варьируется в зависимости от материалов, с которыми он взаимодействует, и области применения газа. Возможность и условия применения азота для сварки определяет потребитель.
4.2 Правила округления результатов испытаний
При определении соответствия контролируемых параметров требованиям настоящего стандарта фактические значения этих параметров округляют в соответствии с методиками, приведенными в ИСО 80000-1:2009 (приложение В, инструкция А). Если измеренные значения получены с помощью оборудования, использующего единицы измерения, отличные от тех, которые применены в настоящем стандарте, то измеренные значения перед округлением необходимо перевести в единицы измерения, приведенные в настоящем стандарте. Если контролируемым параметром является среднее значение, то округление делают только после расчета среднего значения. В случае если стандарты на методы испытаний, упомянутые в нормативных ссылках настоящего стандарта, содержат указания по округлению, которые противоречат настоящему стандарту, следует руководствоваться указаниями, приведенными в соответствующих стандартах на методы испытаний. По числу значащих цифр результаты округления должны соответствовать значениям, приведенным в соответствующих таблицах настоящего стандарта, содержащих данные о классификации.
5 Классификация и классификационное обозначение
5.1 Классификация
5.1.1 Общие положения
Газы и газовые смеси классифицируют посредством указания номера настоящего стандарта и группы индексов, соответствующей конкретному газу или газовой смеси, в соответствии с таблицей 2. Группу индексов подразделяют на основную группу (кроме Z) и подгруппу.
Примечание - Классификация основана на реакционной способности газа или газовой смеси.
5.1.2 Основная группа
Для основных групп используют следующие обозначения:
- I - инертные газы и инертные газовые смеси;
- М1, М2 и М3 - смеси, содержащие кислород и/или двуокись углерода, являющиеся окислителями;
- С - газ и газовые смеси, являющиеся сильными окислителями;
- R - газовые смеси, являющиеся восстановителями;
- N - малоактивный газ (азот) или газовые смеси, являющиеся восстановителями, содержащие азот;
- О - кислород;
- Z - газовые смеси, содержащие компоненты, не указанные в таблице 2, или имеющие химический состав, выходящий за пределы диапазонов, указанных в таблице 2.
5.1.3 Подгруппа
Деление на подгруппы производят с учетом процентного содержания основного газа и/или компонентов, влияющих на химическую активность газа или газовой смеси (см. таблицу 2). Значения, указанные в таблице 2, являются номинальными.
5.1.4 Примеры классификации
Пример 1 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонентов 6 % СO2 и 4 % O2.
Классификация: ISO 14175-M25.
Пример 2 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 30 % Не.
Классификация: ISO 14175-I3.
Пример 3 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 5 % Н2.
Классификация: ISO 14175-R1.
Пример 4 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05 % O2.
Классификация: ISO 14175-Z.
5.2 Классификационное обозначение
5.2.1 Общие положения
Классификационное обозначение газов и газовых смесей включает классификацию (см. 5.1) и дополняется группами индексов, обозначающих газы, входящие в смесь и объемную долю компонентов (в процентах), входящих в газовую смесь.
В настоящем стандарте использованы следующие обозначения газов:
- Ar - аргон;
- С - двуокись углерода;
- Н - водород;
- N - азот;
- О - кислород;
- Не - гелий.
Группа индексов, обозначающих газы, строится таким образом, что после обозначения основного газа указывают компоненты в убывающем по процентному соотношению порядке, и соответственно строится группа индексов, обозначающих объемную долю компонентов (в процентах), входящих в газовую смесь. Группы индексов разделяются между собой через тире.
5.2.2 Примеры классификационного обозначения
Пример 1 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонентов 6 % СO2 и 4 % O2.
Классификация: ISO 14175-M25.
Классификационное обозначение: ISO 14175-M25-ArCO-6/4.
Пример 2 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 30 % Не.
Классификация: ISO 14175-I3.
Классификационное обозначение: ISO 14175-I3-ArНе-30.
Пример 3 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 5 % Н2.
Классификация: ISO 14175-R1.
Классификационное обозначение: ISO 14175-R1-ArН-5.
Пример 4 - Газовая смесь, содержащая в качестве основного газа Не, в качестве компонентов 7,5 % Ar и 2,5 % СO2.
Классификация: ISO 14175-M12.
Классификационное обозначение: ISO 14175-M12-НеArС-7,5/2,5.
Для обозначения газовых смесей, содержащих компоненты, выходящие за пределы диапазонов, указанных в таблице 2, в основной группе индексов, идентифицирующих газ или газовую смесь, используют обозначение Z, которое указывают перед группами индексов, обозначающих газы, входящие в смесь и объемную долю компонентов (в процентах), входящих в газовую смесь. Группы индексов разделяются между собой через тире.
Пример 5 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05 % O2.
Классификация: ISO 14175-Z.
Классификационное обозначение: ISO 14175-Z-ArO-0,05.
Для обозначения газовых смесей, содержащих компоненты, не указанные в таблице 2, в основной группе индексов, идентифицирующих газ или газовую смесь, также используют обозначение Z, которое указывают перед группами индексов, обозначающих газы, входящие в смесь и объемную долю компонентов (в процентах), входящих в газовую смесь. При этом перед компонентом, который не указан в таблице, ставят знак «+», затем приводят объемные доли компонентов (в процентах), входящих в газовую смесь. Группы индексов разделяются между собой тире.
Пример 6 - Газовая смесь, содержащая в качестве основного газа Ar, в качестве компонента 0,05 % Хе (ксенон).
Классификация: ISO 14175-Z.
Классификационное обозначение: ISO 14175-Z-Ar+Хе-0,05.
Таблица 2 - Группы индексов, входящие в классификацию газов, предназначенных для сварки плавлением и других родственных процессов
Гост на сварку полуавтоматом в среде углекислого газа – ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Гост полуавтоматическая сварка в среде углекислого газа
Сварка арматуры по ГОСТ 14771 76 — полуавтоматическая сварка
Каждая продукция или услуга имеет определенные стандарты качества. В России стандарты выполнения сварочных работ соотносятся с ГОСТами. Арматура сваривается при помощи полуавтоматической сварки. Качество контролирует документ «Сварка ГОСТ 14771-76».
Этот стандарт качества применяется для выполнения определенных сварочных работ. В этом случае дуговая сварка производится в защитном газе.
Этот стандарт качества указывает основные типы и конструктивные части. Кроме этого, в стандарте указывается размер сварных соединений. Данный ГОСТ применим для работы со стандартной сталью и некоторыми сплавами на никелевой основе. Все работы производятся дуговой сваркой. Сварка происходит в среде защитных газов.
ГОСТ 2.312-72 Единая система конструкторской документации. Условные изображения и обозначения швов сварных соединений.
ГОСТ 20549-75 Диффузионная сварка в вакууме рабочих элементов разделительных и формообразующих штампов. Типовой технологический процесс
ГОСТ Р ИСО 17659-2009 Сварка. Термины многоязычные для сварных соединений.
ГОСТ Р ИСО 857-1-2009 Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения.
Сварочные ГОСТы: соединения, элементы и размеры.
ГОСТ: ручная дуговая сварка
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
ГОСТ: сварка под флюсом
ГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост сварка +в среде защитных газов
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры
Гост: сварка алюминия
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные.
Основные типы, конструктивные элементы и размеры
ГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размеры
гост точечная сварка
ГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размеры
ГОСТ: cварка трубопроводов
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры
ГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размеры.
ГОСТ 16130-90 Проволока и прутки из меди и сплавов на медной основе сварочные. Технические условия
ГОСТы: сварочные материалы
ГОСТ Р ЕН 13479-2010 Материалы сварочные. Общие требования к присадочным материалам и флюсам для сварки металлов плавлением
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ 7871-75 Проволока сварочная из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ Р ИСО 2560-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
ГОСТ Р ИСО 3580-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки жаропрочных сталей. Классификация
ГОСТ Р ИСО 3581-2009 Материалы сварочные. Электроды покрытые для ручной дуговой сварки коррозионно-стойких и жаростойких сталей. Классификация
ГОСТ 2246-70 Проволока стальная сварочная. Технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10052-75 Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы
ГОСТ 10543-98 Проволока стальная наплавочная. Технические условия
ГОСТ 21449-75 Прутки для наплавки. Технические услови
ГОСТ 23949-80 Электроды вольфрамовые сварочные неплавящиеся. Технические условия
ГОСТ 26101-84 Проволока порошковая наплавочная. Технические условия
ГОСТ 26271-84 Проволока порошковая для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ 26467-85 Лента порошковая наплавочная. Общие технические условия
ГОСТ 9087-81 Флюсы сварочные плавленые. Технические условия
ГОСТ 28555-90 Флюсы керамические для дуговой сварки углеродистых и низколегированных сталей. Общие технические условия
ГОСТ Р ИСО 14174-2010 Материалы сварочные. Флюсы д
ГОСТ 30756-2001 Флюсы для электрошлаковых технологи
ГОСТ 5.1215-72 Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции
ГОСТ 22366-93 Лента электродная наплавочная спеченная на основе железа. Технические условия.
ГОСТы на технические газы
ГОСТ 4417-75 Песок кварцевый для сварочных материалов
ГОСТ Р ИСО 14175-2010 Материалы сварочные. Газы и газовые смеси для сварки плавлением и родственных процессов
ГОСТ 5583-78 Кислород газообразный технический и медицинский. Технические условия.
ГОСТ 10157-79 Аргон газообразный и жидкий. Технические условия.
ГОСТ 8050-85 Двуокись углерода газообразная и жидкая. Технические условия.
ГОСТ 5457-75 Ацетилен растворенный и газообразный технический. Технические условия.
ГОСТ 3022-80 Водород технический. Технические условия.
ГОСТ 9293-74 Азот газообразный и жидкий. Технические условия.
ГОСТ 1460-81 Карбид кальция. Технические условия.
ГОСТ 4421-73 Концентрат плавиковошпатовый для сварочных материалов. Технические условия
ГОСТ Р 51526-99 Совместимость технических средств электромагнитная. Оборудование для дуговой сварки. Требования и методы испытаний
ГОСТ 1429.1-77 Припои оловянно-свинцовые. Методы определения сурьмы
ГОСТ 17349-79 Пайка. Классификация способов
ГОСТ 28920-95 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 16883.3-71 Серебряно-медно-цинковые припои. Спектральный метод определения свинца, железа и висмута
ГОСТ 21694-94 Оборудование сварочное механическое. Общие технические условия
ГОСТ 7219-83 Электропаяльники бытовые. Общие технические условия
ГОСТ 26054-85 Роботы промышленные для контактной сварки. Общие технические условия
ГОСТ 7237-82 Преобразователи сварочные. Общие технические условия
ГОСТ 22974.5-96 Флюсы сварочные плавленные. Методы определения оксида кальция и оксида магния
ГОСТ 11930.9-79 Материалы наплавочные. Методы определения бора
ГОСТ 22974.12-96 Флюсы сварочные плавленные. Метод определения серы
ГОСТ 1429.11-77 Припои оловянно-свинцовые. Метод определения кадмия
ГОСТ 5191-79 Резаки инжекторные для ручной кислородной резки. Типы, основные параметры и общие технические требования
ГОСТ 1429.15-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута, мышьяка, железа, свинца
ГОСТ 22974.0-85 Флюсы сварочные плавленые. Общие требования к методам анализа
ГОСТ 29090-91 Материалы, используемые в оборудовании для газовой сварки, резки и аналогичных процессов. Общие требования
ГОСТ 12221-79 Аппаратура для плазменно-дуговой резки металлов. Типы и основные параметры
ГОСТ 11930.7-79 Материалы наплавочные. Методы определения железа
ГОСТ 27776-88 Модули производственные гибкие дуговой сварки и плазменной обработки. Основные параметры
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 28920-91 Вращатели сварочные роликовые. Типы, основные параметры и размеры
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 1429.0-77 Припои оловянно-свинцовые. Общие требования к методам анализа
ГОСТ 23240-78 Конструкции сварные. Метод оценки хладостойкости по реакции на ожог сварочной дугой
ГОСТ 3.1704-81 Единая система технологической документации. Правила записи операций и переходов. Пайка и лужение
ГОСТ 16882.2-71 Серебряно-медно-фосфорные припои. Методы определения массовой доли фосфора, свинца, железа и висмута
ГОСТ 23556-90 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 27387-87 Роботы промышленные для контактной точечной сварки. Основные параметры и размеры
ГОСТ 22974.10-96 Флюсы сварочные плавленные. Методы определения оксида натрия и оксида калия
ГОСТ 19249-73 Соединения паяные. Основные типы и параметры
ГОСТ 30260-96 Оборудование для наплавки поверхностей тел вращения. Типы, основные параметры и размеры
ГОСТ 14327-82 Слюда мусковит молотая электродная. Технические условия
ГОСТ 30295-96 Кантователи сварочные. Типы, основные параметры и размеры
ГОСТ 8856-72 Аппаратура для газопламенной обработки. Давление горючих газов
ГОСТ 22974.12-85 Флюсы сварочные плавленые. Метод определения серы
ГОСТ 28332-89 Модули производственные гибкие дуговой сварки. Нормы надежности и основные требования к методам контроля
ГОСТ 8213-75 Автоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 16883.1-71 Серебряно-медно-цинковые припои. Метод определения массовой доли серебра
ГОСТ 11930.10-79 Материалы наплавочные. Метод определения вольфрама
ГОСТ 31.2031.01-91 Приспособления сборно-разборные переналаживаемые для сборки деталей под сварку. Типы, параметры и размеры
ГОСТ 30220-95 Манипуляторы для контактной точечной сварки. Типы, основные параметры и размеры
ГОСТ 19140-94 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
ГОСТ 1077-79 Горелки однопламенные универсальные для ацетилено-кислородной сварки, пайки и подогрева. Типы, основные параметры и размеры и общие технические требования
ГОСТ 31.211.42-93 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Технические требования. Правила приемки. Методы контроля. Маркировка, упаковка, транспортирование и хранение
ГОСТ 14792-80 Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза
ГОСТ 18130-79 Полуавтоматы для дуговой сварки плавящимся электродом. Общие технические условия
ГОСТ 25445-82 Барабаны, катушки и сердечники для сварочной проволоки. Основные размеры
ГОСТ 1429.2-77 Припои оловянно-свинцовые. Метод определения олова
ГОСТ 21547-76 Пайка. Метод определения температуры распайки
ГОСТ 25616-83 Источники питания для дуговой сварки. Методы испытания сварочных свойств
ГОСТ 11930.2-79 Материалы наплавочные. Метод определения серы
ГОСТ 22974.9-96 Флюсы сварочные плавленные. Методы определения оксида титана (IV)
ГОСТ 1429.13-77 Припои оловянно-свинцовые. Спектральный метод определения примесей сурьмы, меди, висмута,
мышьяка, железа, никеля, цинка, алюминия с использованием синтетических градуировочных образцов
ГОСТ 14111-90 Электроды прямые для контактной точечной сварки. Типы и размеры
ГОСТ 22974.2-85 Флюсы сварочные плавленые. Методы определения оксида кремния
ГОСТ 22974.2-96 Флюсы сварочные плавленные. Методы определения оксида кремния
ГОСТ 22974.5-85 Флюсы сварочные плавленые. Методы определения оксида кальция и оксида магния
ГОСТ 20485-75 Пайка. Метод определения затекания припоя в зазор
ГОСТ 23556-95 Колонны для сварочных автоматов. Типы, основные параметры и размеры
ГОСТ 28944-91 Оборудование сварочное механическое. Методы испытаний
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 30242-97 Дефекты соединений при сварке металлов плавлением. Классификация, обозначение и определения
ГОСТ 19143-84 Вращатели сварочные универсальные. Типы, основные параметры и размеры
ГОСТ 1429.3-77 Припои оловянно-свинцовые. Метод определения железа
ГОСТ 13861-89 Редукторы для газопламенной обработки. Общие технические условия
ГОСТ 31.211.41-83 Детали и сборочные единицы сборно-разборных приспособлений для сборочно-сварочных работ. Основные конструктивные элементы и параметры. Нормы точности
ГОСТ 23904-79 Пайка. Метод определения смачивания материалов припоями
ГОСТ 1429.10-77 Припои оловянно-свинцовые. Метод определения мышьяка
ГОСТ 22974.13-96 Флюсы сварочные плавленные. Метод определения углерода
ГОСТ 4.44-89 Система показателей качества продукции. Оборудование сварочное механическое. Номенклатура показателей
ГОСТ 11930.1-79 Материалы наплавочные. Методы определения углерода
ГОСТ 24715-81 Соединения паяные. Методы контроля качества
ы контроля качества. Общие требования
ГОСТ 19140-84 Вращатели сварочные горизонтальные двухстоечные. Типы, основные параметры и размеры
Полуавтоматическая сварка в среде углекислого газа: режимы, ГОСТ
Существует много различных способов сварки металла. Использование полуавтомата для этого является одним из лучших вариантов получить действительно качественный шов с минимальной вероятностью появления брака. Полуавтоматическая сварка в среде углекислого газа является не только качественным, но и относительно дешевым процессом. Использование профессионального оборудования позволяет добиться надежной защиты для сварочной ванны, и как следствие, получить отличный шов. Здесь соблюден принцип, который используется во всех полуавтоматических аппаратах. Главной особенностью данного процесса является автоматическая подача проволоки в сварочную ванну.
Процесс полуавтоматической сварки в среде углекислого газа
Сварка полуавтоматом в среде углекислого газа производится на постоянном токе, полярность которого является обратной, так как при прямой полярности дуга оказывается излишне нестабильной. При наплавке металла лучше использовать как раз прямую полярность, так как коэффициент наплавки при этом будет значительно больше, чем при других параметрах.
Область применения
Применяется такой тип сварки преимущественно для простых соединений. Углекислота уступает аргону по защитным свойствам, но для стандартных видов металла, которых используется в промышленности большинство, он отлично подходит. Это как бюджетная замена другим газам, обладающая более безопасными свойствами хранения и использования. Углекислый газ для полуавтоматической сварки не рекомендуется использовать в закрытых и плохо проветриваемых помещениях, так как он вызывает удушье.
Данная технология находит применение в строительстве, когда делаются каркасы для металлоконструкций. Заводы по производству металлических изделий, а также предприятия, где возникает потребность в ремонте, часто используют полуавтоматы с углекислым газом. Это легкодоступный и освоенный в газ, который может применяться практически везде, где возникает необходимость в соединении металлических изделий
Преимущества
Преимущества полуавтоматической сварки в углекислом газе состоят в следующих основных факторах:
- Обеспечивается высокое качество соединения, в котором минимизируется появление бракованных изделий;
- Защитный газ обладает относительно низкой стоимостью;
- Сварочный процесс можно проводить даже на весу без подкладки;
- Здесь не возникает проблем со сваркой металла на малых толщинах, а также при сварке электрозаклепками;
- Соединение металла может осуществляться практически в любом пространственном положении, если правильно подобраны режимы;
- Рационально используется тепло сварочной дуги, что дает высокую производительность сварки.
Недостатки
Помимо преимуществ, здесь присутствуют и недостатки:
- Сварка металлов, которые трудно поддаются соединению, здесь может происходить с проблемами, одной из которых является пористость шва;
- Здесь не рекомендуется проводить многослойную сварку, так как специалисты в большинстве случаев проводят полуавтоматом только первый корневой слой;
- При использовании в плохо проветриваемом помещении углекислота может вызывать удушье;
- Не совсем удобно применять данный способ, если нужно сварить что-либо по-быстрому, так как процесс подготовки самого оборудования занимает много места.
Режимы сварки
Режимы полуавтоматической сварки в среде защитных газов определяются тем, какова толщина металла заготовки. Здесь можно проводит соединение как самых тонких деталей, данный параметр которых составляет 1-2 мм, так и более толстых, более 6 мм. В среднем же толщина основного металла колеблется в пределах от 3 до 5 мм, если речь идет о стандартных заготовках. От этого значения металла зависит диаметр используемой проволоки или непокрытого электрода, сила тока и напряжения, скорость подачи расходного материала и сколько газа будет затрачено при данном процессе. В среднем, параметры режима для толщины выглядят следующим образом:
ГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры

ИН - в инертных газах неплавящимся электродом без присадочного металла;
ИНп - в инертных газах неплавящимся электродом с присадочным металлом;
ИП - в инертных газах и их смесях с углекислым газом и кислородом плавящимся электродом;
УП - в углекислом газе и его смеси с кислородом плавящимся электродом.
Условное обозначение сварного соединения
С двумя симметричны
ми скосами одной кромки
e , не более
* Размер для справок
От s 1 до 2 s 1
1,5(s + s1) + 1,5
s + s1 + 2
1,5(s + s1) + 2,5
s + s1 + 3
s - 2s
s - 3s
подготовленных кромок сваривае
е 1 (пред. откл. ± 2)
* Размер для справок.
s - 2s
s - 3s
Св. 0,5 s до s
Св. 0,5 s до s
0,08s - 0,25 s
0,05s - 0,15s
(Измененная редакция, Изм. №1, 2, 3).
6. Для сварных соединений С12, С21, С23, С24, У7, У10, Т7, имеющих толщину деталей s = 12 мм и более, а также для соединений С15, С16, С25, С27, У8, Т8, имеющих толщину деталей s = 20 мм и более, выполняемых способом сварки УП, допускается притупление с = 5 ± 2 мм.
Толщина тонкой детали
При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 48, на детали, имеющей большую толщину s1 должен быть сделан скос с одной или двух сторон до толщины тонкой детали s, как указано на черт. 2 и 3. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
8. Размер и предельные отклонения катета углового шва К и K1 должны быть установлены при проектировании. При этом размер катета должен быть не более 3 мм для деталей толщиной до 3 мм включительно и 1,2 толщины более тонкой детали при сварке деталей толщиной свыше 3 мм. Предельные отклонения размера катета угловых швов от номинального значения приведены в приложении 4.
11. Допускается выпуклость или вогнутость углового шва до 30 % его катета, но не более 3 мм. При этом вогнутость не должна приводить к уменьшению значения катета Кп (черт. 4), установленного при проектировании.
Примечание . Катетом К n является катет наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. При симметричном шве за катет К n принимается любой из равных катетов, при несимметричном шве - меньший.
0,2 s мм - для деталей толщиной до 4 мм;
0,1 s + 0,5 мм - для деталей толщиной 5 - 25 мм;
3 мм - для деталей толщиной 25 - 50 мм;
0,04 s + 1,0 мм - для деталей толщиной 50 - 100 мм;
0,01 s + 4,0 мм, но не более 6 мм - для деталей толщиной более 100 мм.
17. В стыковых, тавровых и угловых соединениях толщиной более 16 мм, выполняемых в монтажных условиях, допускается увеличение номинального значения размера b до 4 мм. При этом соответственно может быть увеличена ширина шва е, е1.
19. При подготовке кромок с применением ручного инструмента предельные отклонения угла скоса кромок могут быть увеличены до ± 5°. При этом соответственно может быть изменена ширина шва е, e1.
ПРИЛОЖЕНИЕ 1
Рекомендуемое
Предел текучести свариваемой стали, МПа
Читайте также: