Угловое сварочное соединение труб
Обновлено: 19.05.2024
Настоящий стандарт распространяется на сварные соединения трубопроводов из сталей и устанавливает основные типы, конструктивные элементы и размеры сварных соединений труб с трубами и арматурой.
Стандарт не распространяется на сварные соединения, применяемые для изготовления самих труб из листового или полосового материала.
| Обозначение: | ГОСТ 16037-80* |
| Название рус.: | Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры |
| Статус: | действующий (Переиздание с изменением N 1.) |
| Заменяет собой: | ГОСТ 16037-70 |
| Дата актуализации текста: | 01.10.2008 |
| Дата добавления в базу: | 01.02.2009 |
| Дата введения в действие: | 01.07.1981 |
| Утвержден: | Госстандарт СССР (24.04.1980) |
| Опубликован: | ИПК Издательство стандартов № 1991 |
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХТРУБОПРОВОДОВ
Основные типы,конструктивные элементы и размеры
ГОСТ 16037-80
СОЕДИНЕНИЯ СВАРНЫЕ СТАЛЬНЫХ ТРУБОПРОВОДОВ
Основные типы, конструктивные элементы и размеры
Welded joints in steel pipelines. Main types, design elements and dimensions
ГОСТ
16037-80
Срокдействия с01.07.81
1. Настоящий стандарт распространяется на сварныесоединения трубопроводов из сталей и устанавливает основные типы,конструктивные элементы и размеры сварных соединений труб с трубами иарматурой.
Стандарт не распространяетсяна сварные соединения, применяемые для изготовления самих труб из листового илиполосового материала.
Требования настоящегостандарта являются обязательными.
2. В стандарте приняты следующиеобозначения способов сварки:
ЗП - дуговая сварка в защитном газе плавящимся электродом;
ЗН - дуговая сварка в защитном газе неплавящимся электродом;
Р -ручная дуговая сварка;
Ф -дуговая сварка под флюсом;
Г -газовая сварка.
Для конструктивных элементовтруб, арматуры и сварных соединений приняты следующие обозначения:
s , s1 - толщины стенок свариваемых деталей;
b - зазор между кромкамисвариваемых деталей после прихватки;
e - ширина сварного шва;
g - выпуклость сварного шва;
d - толщина подкладногокольца;
а -толщина шва;
с -притупление кромки;
В -ширина нахлестки;
l - длина муфты;
K - катет углового шва;
K 1 - катет углового шва со стороны разъема фланца;
Dn - наружный диаметр трубы;
f - фаска фланца.
1, 2. (Измененная редакция, Изм. № 1).
3. Основные типы сварных соединений должнысоответствовать указанным в табл. 1.
4. Конструктивные элементы иих размеры должны соответствовать указанным в табл. 2-33.
Для угловыхшвов в таблицах приведен расчетный катет.
Форма подготовленных кромок
Характер сварного шва
Форма поперечного сечения
Толщина стенки и минимальный наружный диаметр трубы, мм, для способов сварки
Условное обозначение сварного соединения
Стыковое соединение трубы с трубой или с арматурой
Без скоса кромок
Односторонний на съемной подкладке
Односторонний на остающейся цилиндрической подкладке
Со скосом одной кромки
Со скосом кромок
Односторонний с расплавляемой вставкой
С криволинейным скосом кромок
С криволинейным скосом кромок с расточкой
Со скосом кромок с расточкой
Односторонний на остающейся конической подкладке
Со скосом кромок с раздачей
Стыковое соединение секторов колеи (отводов)
Стыковое соединение фланца с трубой
С двумя несимметричными скосами двух кромок
Нахлесточное соединение промежуточного штуцера или ниппеля с трубой
Нахлесточное соединение труб с раздачей одного конца трубы
Нахлесточное соединение труб муфтой
Угловое соединение фланца или кольца с трубой
Односторонний с раздачей и развальцовкой
С симметричным скосом одной кромки
Угловое соединение отростка с трубой равных размеров
Угловое соединение отростка, ответвительного штуцера или приварыша с трубой
Угловое соединение ответвительного штуцера или приварыша с трубой
Односторонний на цилиндрическом усе
Примечание . В графе «Толщина стенки и минимальный наружныйдиаметр трубы для способов сварки» в числителе приведены предельные толщиныстенок, а в знаменателе – минимальные наружные диаметры труб за исключениемугловых соединений, для которых приведены предельные толщины стенок иминимальные наружные диаметры ответвлений (отростков, ответвительных штуцеров иприварышей); для соединений, выполненных газовой сваркой, в знаменателеприведены предельные значения наружных диаметров.
Конструктивные элементы и размеры
подготовленных кромок свариваемых деталей
Конструктивные элементы
Конструктивные элементы и размеры
Примечание . При способе сварки 3Н зазор b = 0 +0,5 .
* Допускаетсяувеличение до 2 мм.
2,5 (при D у до 150 включ.) 3,0 (при D уболее 150)
Примечание . При способе сварки 3Н зазор b = 2,5 +1,0 .
Конструкционные элементы и размеры
Примечание . Допускается применение штуцерови ниппелей с фаской.
В, не более
30 (при D ндо 32 включ.)
40 (при D нсв. 32 до 108 включ.)
50 (при D н свыше 108)
40 (при D н менее 32)
50 (при D н св. 32 до 108 включ.)
60 (при D н более 108)
K , не менее
b , не более
Примечание . Значение «К» определяется при проектировании.
0,5 (при D н до 45 включ.)
s (при s до 3 включ.)
1,0 (при D н св. 45 до 194 включ.)
1,5 (при D н св. 194)
3 (при s св. 3)
К, не менее
1,3 толщины более тонкой детали
Примечание . Соединение применяется приотношении наружного диаметра ответвления к наружному диаметру трубы не более0,5.
1. При способесварки 3Н зазор b = 2,0 +0,5 .
2. Длинапротачиваемой части приварыша, входящей в трубу, устанавливается припроектировании соединения.
3. Величина s2 приведена после растопки.
Примечание . При способе сварки НЗ зазор b = 2 +0,5 .
5. При изготовлениитройников и крестовин из труб должны применяться типы сварных соединений,установленные для отростков с трубами, а при сварке тройников, крестовин ипереходов с трубами или фланцами - соответственно типы сварных соединений трубс трубами или труб с фланцами.
6. Сварка стыковыхсоединений деталей неодинаковой толщины при разнице, не превышающей значений,указанных в табл. 34, должна производиться так же, как деталей одинаковойтолщины; конструктивные элементы подготовленных кромок и размеры сварного шваследует выбирать по большей толщине.
Толщина тонкой детали
Разность толщин деталей
Для осуществления плавного перехода от одной деталик другой допускается наклонное расположение поверхности шва (черт. 1).
При разнице в толщинесвариваемых деталей свыше значений, указанных в табл. 34, на детали, имеющейбольшую толщину s 1 , должен быть сделан скос до толщины тонкой детали s , как указано на черт. 2 и3. При этом конструктивные элементы подготовленных кромок и размеры сварногошва следует выбирать по меньшей толщине.
7. Шероховатостьобрабатываемых под сварку поверхностей - Rz не более 80 мкм по ГОСТ 2789-73 .
8. Остающиеся подкладки имуфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистойстали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и20 по ГОСТ1050-88 .
9. Зазор между остающейся подкладкой и трубой длясварных соединений, контролируемых радиографическим метолом, должен быть неболее 0,2 мм, а для соединений, не контролируемых радиографированием, - неболее 0,5 мм.
Местные зазоры для указанныхсоединений допускаются до 0,5 мм и 1,0 мм соответственно.
10. Зазор междурасплавляемой вставкой и торцевой или внутренней поверхностью трубы должен бытьне более 0,5 мм.
11. В сварных соединенияхотростков с трубами допускается присоединение отростков под углом до 45° к оситрубы.
12. В соединениях У18 и У19 размеры е и g в сечении А-А должныустанавливаться при проектировании, при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезкеотверстия, на величину до 3 мм, а размер адолжен быть не менее минимальной толщины стенки свариваемых деталей.
13. Швы с привалочнойстороны фланцев допускается заменять развальцовкой конца трубы.
14. Предельные отклонениякатета углового шва К, К1 от номинального в случаях,не оговоренных в таблицах, должны соответствовать:
+2 мм - при К £ 5 мм;
+5 мм - при К > 12 мм.
15. Допускается выпуклостьуглового шва до 2 мм при сварке в нижнем положении и до 3 мм при сварке вдругих пространственных положениях. Вогнутость углового шва до 30 % величиныкатета, но не более 3 мм.
(Измененная редакция, Изм. № 1).
16. Для сварных соединенийтруб с толщиной стенки более 4 мм допускается сварка корня шва способом,отличным от основного способа сварки.
ИНФОРМАЦИОННЫЕДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПостановлениемГосударственного комитета СССР по стандартам от 24.04.80 № 1876
Сварка труб под углом

Сварка труб под углом имеет свои нюансы. Она несколько сложнее, чем другие способы соединения элементов конструкции. Чтобы хорошо выполнить такую работу, специалист должен обладать определенными знаниями и опытом.
С другой стороны, благодаря подобной сварке отпадает нужда в использовании разного рода отводов, тройников и крестовин для сборки системы труб. И данную возможность сэкономить упускать просто-напросто неразумно.
4 основных способа сварки труб между собой
Для сварки труб между собой существует несколько способов, выбор которых будет зависеть от типа соединения:
- Сварка встык – при этом методе детали находятся напротив друг друга, к примеру, это концы двух труб.
- В тавр, или тавровый стык – чаще всего этот способ используют при врезании в трубу под углом 90°, то есть расположенных перпендикулярно друг к другу (в форме буквы «Т»).
- Внахлест – применяют для повышенной герметичности при сборке двух труб, а также при разнице в диаметрах или при наличии неровностей. При таком методе конец одной трубы развальцовывают (увеличивают диаметр края при помощи специального приспособления, растягивают ее поверхность изнутри) и затем надевают ее на край другой трубы.
- Угловое соединение – это процесс сварки квадратных или круглых труб с определенным углом относительно друг друга. Обычно используют стандартные значения – под углами 45°, 60° или 90°.

Преимущественно для угловой сварки применяются стальные трубы. Такое соединение участков используют и при изготовлении арматур из конструкционных сплавов, и при производстве труб из высоколегированных сталей. Для металлических изделий с разными свойствами требуются различные технологии сварки и определенный тип электродов.
С помощью сварки (пайки), помимо прочего, можно соединять также алюминиевые или медные трубы. Правда, в таких случаях необходим специальный аргонодуговой аппарат, возбуждающий электрическую дугу в среде инертного газа (аргона). При этом в качестве электрода может быть использована обычная медная или алюминиевая проволока.
Кроме того, применяя технологию термической сварки давлением, можно соединить и полимерные трубы. Эту технику даже используют для изготовления сегментарных фитингов, собираемых из вырезанных фрагментов труб.
Профессиональная разметка труб для последующей сварки
Перенесение необходимых размеров с чертежа на трубу для создания детали или части трубопровода называется разметкой. Этот процесс является важной и ответственной операцией, требующей точности исполнения. Специалист, наносящий метки, должен хорошо уметь читать чертежи, а также обладать развитым воображением, уметь производить геометрические построения и чертить развертки, разбираться в размерах припусков под последующую обработку деталей и труб, учитывать расход материалов, в целях экономии используя разные обрезки.
VT-metall предлагает услуги:
Лазерная резка металла Гибка металла Порошковая покраска металла Сварочные работы
При разметке для геометрических построений знаков и линий пользуются мерительными инструментами и шаблонами. В перечень основных приспособлений можно включить линейку и угольник, циркуль и рулетку, транспортир и чертилку, уровень, нутромер, кернер, рейсмус, молоток и штангенциркуль.

Помимо этого, следует использовать и шаблоны. Они служат для разметки однотипных деталей. Материалом для изготовления, в основном, служит толь, жесть или картон.
Для нанесения знаков и меток обычно используют меловую краску с различными примесями, состоящими из жидкого стекла или столярного клея. На один литр воды достаточно взять 120 г мела и 7 г столярного клея. Таким раствором окрашивают поверхность, затем чертилкой наносят риски и, чтобы предотвратить их истирание, производят кернение. Во избежание неточностей и ошибок использовать для таких целей мел является недопустимым.
Рекомендуем статьи по металлообработке
Варианты разметки труб перед сваркой для начинающих
Процесс сварки труб под углом для начинающих сварщиков представляет определенную сложность. В первую очередь необходимо разметить трубу, после этого ровно отрезать ее при помощи болгарки и вварить в другую. Какие при этом существуют тонкости? Как правильно и быстро сделать отрезку трубы под углом?
Особенно легко произвести сварку труб под углом в 90° или 45°, а для ее разметки использовать обычный бумажный листок. Необходимо квадратный лист бумаги сложить по диагонали. Таким образом, получается простейший шаблон для нанесения угловой разметочной линии.
Можно для таких целей воспользоваться и какой-нибудь емкостью с водой, но такой метод подойдет для разметки труб небольшого диаметра. Наклонив емкость на необходимый угол, следует опустить вертикально в воду трубу, после этого надо вынуть ее и обвести полученную меточную линию.
Помимо предыдущего варианта, имеется еще один простой способ разметки труб под сварку, при использовании которого применяют небольшой металлический уголок. Его слегка прихватывают электродом в том месте, где планируется произвести сварку труб под углом, и после этого по нему ввариваемая труба обводится мелом.
Следующий метод для быстрой разметки труб и последующей их сварки под углом – с помощью приспособления в виде длинных шпажек с резинками. Для такого вида разметки нужно подставить ввариваемую трубу к другой, надев на нее две резинки, а затем плотно вставить шпажки. Достижение необходимого угла производится вытягиванием шпажек, потом производится обрезка трубы.

По завершении разметки надо взять карандаш или остро заточенный мел и нанести черту на поверхности трубы по краям шпажек. После этого, при обрезке трубы по разметочной линии, получается правильный угол для сварки.
Есть и другие высокотехнологичные способы для нанесения разметки труб под углом при сварке, к примеру, с использованием компьютерных программ. Однако такие технологии редко применяются, в основном обходятся простыми методами.
Виды угловых стыков
Основным нормативным документом, контролирующим сварку труб под углом, является ГОСТ 16037-80, в котором отражено, что, кроме пяти способов сварки тройников (крестовин), есть еще и восемь методов стыковки секторов в отводе (элементов в колее). Кроме того, угловое сопряжение, означающее стыковку магистралей под каким-либо углом, осуществляется при помощи следующих разновидностей соединений:
- Угловой стык – с одинаковым диаметром без кромочного скоса с использованием одностороннего сварочного шва. Этот метод закреплен в ГОСТ – У16. Выполнение кромок труб происходит практически без зазора, а проекцией линии сопряжения является геометрическая фигура треугольника.
- Угловая сварка штуцера или трубы (приварка или отростка) – односторонним сварочным швом, регламентировано ГОСТами У17, У18. Проекция сварочного стыка представляет собой форму полуокружности. Кромки должны быть подогнаны друг к другу с минимальным зазором.
- Соединение со скосом кромок и односторонним швом, имеющее шифр У19. Линия сопряжения напоминает сектор окружности. Торец нижней трубы в сущности без обработки, фаска снимается только на верхней трубе.
- Соединение, имеющее скос кромки на цилиндрическом торце, выполненное односторонним швом (шифр У20). При проекции линий сопряжения получается сектор дуги, а кромки нижней трубы также не поддаются обработке.
- С разделом и размещением вкладыша кольцевого исполнения внутри трубы на односторонней прокладке. Шов наносят с наружной стороны и маркируют в сборочной технической документации как У21.
Соединение труб сваркой под углом производится с помощью следующих типов сварочных швов:
- Без применения скосов (разделов) кромок, когда сопрягаемые секторы соединяются при помощи втулки (съемной подкладки), устанавливаемой внутри или встык. При использовании такого метода применяется шов одностороннего исполнения.
- С односторонним кромочным скосом и точной обработкой торцевой поверхности одного сектора. Такой стык можно изготовить как при помощи съемной прокладки, так и без нее.
- С кромочными скосами, предполагающими условную точность торцов трубы. При данной технологии используются два вида подкладок – цилиндрические и кольцеобразные. Образующую фаску можно нарезать как с наружной, так и с внутренней стороны торцов. Иными словами, односторонний вид шва накладывается не только с внешней, но и с внутренней части трубы, формируя сварное соединение с тупым и острым углом.
- С развальцовкой (расточкой) внутренней поверхности торца стыка и скосом кромок по наружной стороне. В соответствии с ГОСТом есть шесть разновидностей внутренней расточки кромок.
Соответственно, при таком разнообразии сварочных швов предполагается применение разных способов и техник сварки, начиная со стандартного электродугового метода и заканчивая газовой пайкой.
Технология сварки
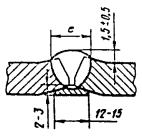
Газовую, аргонодуговую или электродуговую сварку без применения кромочных скосов начинают с подгонки торцов. Минимальный зазор между трубами в данном случае – 0,5 мм, а максимальный – 1,5 мм. Помимо этого, подобную технику разрешается использовать только при толщине стенок труб от 1 до 6 мм. Процесс необходимо начинать с прихватывания точечными швами углового сопряжения, после этого выполнить правку расположения труб и обварить стык снаружи по всему диаметру.
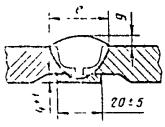
Для углового сопряжения с односторонним торцом предполагается изготовление фаски с углом 50°. А при двустороннем разделе предполагается применение двух фасок, выполненных под углом в 30°. В первом варианте величина зазора между кромками составляет 1-2 мм, а во втором – 2–5 мм. Другими словами, о правильности исполнения торцевых поверхностей практически можно не заботиться. При таком способе стыковки толщина стенок труб колеблется в диапазоне от 2 до 20 мм.
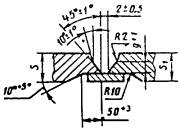
При угловом сопряжении со скосом кромок и разделом предполагается стыковка труб толщиной стенок от 6 до 60 мм. Ширина раздела будет изменяться в пределах от 18 до 48 мм. Такие значения подразумевают использование особой техники заполнения сварочной ванны.
3 метода сварки профильных труб под прямым углом
Чаще всего при изготовлении приспособлений, металлоконструкций и каркасов различного оборудования используется профильная труба. При ее применении в конструкциях почти всегда необходимо выполнить сварку, чаще всего под прямым углом.
Сварочные работы выполняют различными способами, все зависит от того, что является приоритетным – эстетичность или скорость выполнения работ.

Применяется при использовании черновых профильных заготовок, невидимых со стороны конструкций. При сварке два куска профильной трубы необходимо приложить друг к другу под прямым углом (чаще всего при помощи угловой струбцины) и обварить.
В результате образуется качественное и надежное соединение частей, которое выполняется за считанные минуты. Тем не менее, один из трубных торцов остается открытым, и это неприемлемо для использования конструкций, в которых стык такого вида будет просматриваться.
На заготовке в месте планируемого сгиба наносится поперечная линия. Затем влево и вправо от нее под углом в 45° проводятся лучи. То же самое делается и на противоположной стенке трубы – аккуратно напротив. Если использовать угольник, то на нанесение разметки уйдут считанные секунды.
Далее необходимо при помощи болгарки выполнить резы размеченной части трубы, чтобы осталась только поверхность стенки начала выхода лучей. После этого производится сгибание и выравнивание трубы, пока не появится прямой угол. В результате между стенками, предназначенными для стыка, остается зазор, не превышающий 2 мм. Владея определенным опытом, такую сварку можно произвести идеально и просто.
Этот способ почти полностью совпадает с предыдущим, но после сгибания не остаются те самые зазоры, которые порой сложно заварить аккуратно. Для его изготовления необходимо измерить толщину стенки профильной трубы, затем на заготовке прочертить поперечную линию, но при нанесении лучей под 45° необходимо сделать отступ от края, равный толщине стенки.
После этого следует вырезать отмеченную область и согнуть трубу. Наличие такого отступа при сгибе позволяет полностью устранить зазор. В итоге получается, что аккуратно нанести такой шов сможет даже сварщик с начальным уровнем подготовки. Эта технология является более кропотливой, но результаты в эстетическом плане намного качественнее.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
13. Сварные соединения трубопроводов
Типы, конструктивные элементы и их размеры установлены ГОСТ 16037-80 в ред. 1991г.
Условные обозначения способов сварки трубопроводов из сталей: ручной дуговой сварки Р; дуговой сварки в защитном газе: ЗП - плавящимся электродом; ЗН - неплавящимся электродом; Ф - дуговой сварки под флюсом; Г - газовой сварки.
Конструктивные элементы и размеры сварных соединений стальных трубопроводов приведены в табл. 22.
Технические требования и принятые обозначения.
1. При изготовлении тройников и крестовин из труб должны применяться типы сварных соединений, установленные для отростков с трубами, а при сварке тройников, крестовин и переходов с трубами или фланцами — соответственно типы сварных соединений труб с трубами или труб с фланцами.
2. Сварка стыковых соединений деталей неодинаковой толщины при разнице, не превышающей значений, указанных ниже в табл. 22а, должны производиться так же, как деталей одинаковой толщины; конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по большей толщине.
Для осуществления плавного перехода от одной детали к другой допускается наклонное расположение поверхности шва. При разнице в толщине свариваемых деталей свыше значений, указанных в табл. 22а, на детали, имеющей большую толщину, должен быть сделан скос до толщины тонкой детали. При этом конструктивные элементы подготовленных кромок и размеры сварного шва следует выбирать по меньшей толщине.
22а. Разность толщин свариваемых деталей
Толщина тонкой
детали
Разность толщин
деталей, мм
3. Шероховатость обрабатываемых под сварку поверхностей не более 80мкм.
4. Остающиеся подкладки и муфты должны изготовляться из стали той же марки, из которой изготовлены трубы.
Для труб из углеродистой стали допускается изготовлять остающиеся подкладки и муфты из сталей марок 10 и 20 по ГОСТ 1050-88.
5. Зазор между остающейся подкладкой и трубой для сварных соединений, контролируемых радиографическим методом, должен быть не более 0,2мм, а для соединений, не контролируемых радиографированием, - не более 0,5мм. Местные зазоры для указанных соединений допускаются до 0,5 и 1,0мм соответственно.
6. Зазор между расплавляемой вставкой и торцовой или внутренней поверхностью трубы должен быть не более 0,5мм.
7. В сварных соединениях отростков с трубами допускается присоединение отростков под углом до 45 ° к оси трубы.
8. В сварных соединениях У18 и У19 размеры е и g в сечении А-А должны устанавливаться при проектировании; при этом размер е должен перекрывать утонение стенки трубы, образуемое при вырезке отверстия, на величину до 3мм, а размер а должен быть не менее минимальной толщины стенки свариваемой детали.
9. Швы с привалочной стороны фланцев допускается заменять развальцовкой конца трубы.
10. Предельные отклонения катетов углового шва К, К1 от номинального в случаях, не оговоренных в табл. 22, должны соответствовать:
+5мм при К > 12мм.
11. Допускается выпуклость углового шва до 2мм при сварке в нижнем положении и до 3мм при сварке в других пространственных положениях. Вогнутость углового шва до 30% величины катета, но не более 3мм.
12. Для сварных соединений труб с толщиной стенки более 4мм допускается сварка корня шва способом, отличным от осевого способа сварки.
Читайте также: