Угольные электроды для сварки меди
Обновлено: 09.05.2024
Сварка меди со сталью является изначально сложной задачей. Применение того или иного технологического приема зависит от конструкции изделий, условий работы свариваемого соединения и требований, предъявляемых к ним.
Влияние особенностей меди на выбор способа её сварки со сталью
На выбор технологии сварки влияют следующие особенности меди :
- Высокая теплопроводность затрудняет точечный разогрев.
- Быстрая окисляемость провоцирует засорение металла шва, делая его неоднородным и менее прочным.
- Медь при расплавлении поглощает большое количество водорода, приводя к образованию в шве дефектов.
- Сильная растекаемость расплавленной меди приводит к необходимости вести сварку в нижнем положении с использованием подкладок.
- Очень сильно влияет на свариваемость меди качественный и количественный состав примесей, входящих в её состав.
Аргонодуговая сварка
Сваривание происходит при помощи электрической дуги в аргоне, т. е. в инертной среде, при использовании плавящихся или неплавящихся электродов. В качестве неплавящегося чаще всего используют вольфрамовый электрод. Подача присадки производится к зоне дуги извне, в электрическую цепь не подсоединяется. Аргонодуговую сварку обычно применяют для соединения небольших изделий.
Качество сварного соединения зависит от степени проплавления стали и будет более приемлемо при возможно меньшем количестве стали в получившемся шве. Это достигается корректной регулировкой нагрева и контролем плавления обоих металлов: большую температуру дуги концентрируют на меди, а сталь нагревается и оплавляется, благодаря тепловой энергии, поступающей от получившейся сварной ванны.
С учётом этой особенности для сварки меди с толстым железом предварительный прогрев не производят. При этом сварку лучше выполнять на флюсе. Чтобы предотвратить вытекание жидкого металла, при таком подходе используют соответствующие ограничители со стороны меди.
При использовании неплавящегося электрода используется постоянный ток прямой полярности и чистый аргон без примесей. Материал толще 4 мм приваривают после предварительного прогрева до 800°С. Сварку лучше вести, наклоняя электрод к свариваемому участку на 85-90°, при этом присадочную проволоку нужно наклонять на 15-20° , а вылет электрода поддерживать на 5-10 мм. Также очень важно правильно выбрать присадочный материал. Обычно используют различные сплавы меди.
Сварка угольным электродом
Данный вид сварки не гарантирует качественное соединение, поэтому угольные электроды оправданно использовать при малой толщине меди. На толщине более 15 мм целесообразнее применение графитовых электродов.
Работа выполняется постоянным током прямой полярности и ведётся длинной дугой с целью избежать нежелательного влияния на качество выделяющегося оксида углерода. Поддерживают расстояние от присадочного материала до ванны 5 мм, не погружая в ванну, под углом 30° к изделию. Угол электрода к рабочей поверхности в 70-90°.
Обязательно применение присадочного материала с фосфором, а часто и флюс. Слой флюса наносят на предварительно обработанные жидким стеклом свариваемые кромки и хорошо просушивают.
Детали из совсем тонкой меди приваривают угольной дугой. При необходимости сварить более объёмные детали также допустимо использовать угольный электрод, но обязательно использование присадочного материала, в состав которого входят борный ангидрид, борная кислота, бура. Этим же составом можно обмазывать электроды.
Газовая сварка
При ремонтных работах и при изготовлении тонкостенных изделий из стали и цветных сплавов широко используется газовая сварка. Газовой сваркой выполняются такие же виды сварных соединений, как и электродуговой сваркой. Особенностью процесса является то, что под воздействием струи кислорода газ нагревается до температуры, достаточной для плавки.
Этапы газовой сварки меди:
- Подготовительный этап. Зачистка кромок свариваемых деталей, совмещение компонентов изделия и фиксация деталей прихватками. Длина прихваток и их расположение определяется толщиной меди – от 4-6 мм прихватки располагаются на расстоянии 70–110 мм друг от друга, а при толщине меди до 15-25 мм с расстоянием между ними – до 450–550 мм.
- Правильная установка компонентов изготавливаемой конструкции. Для качественной сварки установка происходит с небольшим наклоном к горизонтали (порядка 15 градусов).
- Выбор режима сварки. Режим определяется толщиной свариваемых деталей. При толщине 3–4 мм выбирается мощность 150–175 л/ч на 1 мм толщины, а при толщине от 8 до 10 мм мощность горелки выбирается из расчета 175–230 л/ч на 1 мм.
- Процесс сваривания.
- Заключительный этап. Состоит из проковки шва и очистки его от остатков флюса. Делается это азотной или серной кислотой с последующим удалением остатков кислоты водой.
Угольные электроды для сварки медных проводов
Угольные электроды используются для прошивки отверстий в легированных и низколегированных стальных заготовках, для строжки и резки металла, а также для сваривания проводов из меди. Они активно используются в отраслях сталелитейной промышленности, при изготовлении металлических конструкций, а также в судостроении, машиностроении и прочих сферах. Эта разновидность относится к неметаллическим и неплавким электродам. Во время работы он практически не расходует свои ресурсы, так что не требует частой замены, поэтому, работать им весьма удобно. Это далеко не самый распространенный тип и используется он в большинстве случаев промышленности, а не в частной сфере.
Если сравнивать со стандартными способами резки, такими как пильное полотно, кислородная резка и прочее, такие электроды оказываются выгоднее. Ведь здесь:
- Получается простой способ использования, для чего требуется только сам электрод, электрический ток и сжатый воздух;
- Резка происходит сразу с удалением лишнего металла;
- Материал раскрывает широкий диапазон материалов, с которыми он может вести работу, куда входит чугун, нержавеющая сталь, легкие сплавы, медь и прочее.
Основной принцип работы основан на том, что от неплавкого электрода зажигается дуга, которая расплавляет окружающий металл. При резке воздушная струя сразу сдувает оставшиеся части, что позволяет сделать ровные края.
Сварка угольным электродом медных проводов осуществляется в том случае, если они омедненные. Их еще называют «карандаш». В некоторых случаях допускается, что вместо омедненных может использоваться простой угольный стержень.

Угольный электрод для сварки медных проводов
Виды угольных электродовЭлектроды угольные сварочные представлены на рынке в нескольких различных вариантах:
- Омедненный круглый – используется в различных сферах и может иметь диаметр от 3,2 до 19 мм.
- Бесконечные омедненные – являются весьма экономными и значительно сокращают свой расход. Их работа практически безотходна. Чтобы ими было удобнее пользоваться, используется специальная машинка. Сечение у данных изделий является круглым, а диаметр начинается от 8 до 25 мм.
- Плоские омедненные – имеют квадратное или прямоугольное сечение. Имеют сечение от 8 до 25 мм, хотя под заказ можно сделать электроды и больших размеров.
- Омедненные полукруглые – из всех разновидностей являются наиболее широко употребляемыми. С одной стороны у них плоское сечение, а с другой – круглое. Таким образом, он может решать любые проблемы с резкой металла. С его помощью можно сформировать канавку требуемой формы. Размеры сечения колеблются от 10 до 19 мм.
- Полые омедненные – используются для строжки и могут формировать канавки U-образной формы. На рынке встречаются достаточно редко и диапазон диаметров здесь составляет от 5 до 13 мм.
Для каждой из разновидностей, будь то угольные электроды омедненные или другие, имеются свои номинальные размеры.
ХарактеристикиПомимо размеров угольный электрод для сварки медных проводов имеет еще ряд важных характеристик, которые влияют на его выбор:
- Диапазон тока, с которым он может работать. Ведь от этого зависит, может ли он подойти под то или иное оборудование, или нет. Также здесь имеет значение, с чем придется сталкиваться изделию, так как для крупных операций может потребоваться большая сила тока, которую сам электрод может не выдержать.
- Размер и форма формируемой канавки. Данный параметр зависит от профиля конца, а также физических размеров самого изделия. Здесь все подбирается под определенный ряд операций, но круглые разновидности являются самыми популярными и востребованными.
- Удаление металла – что очень удобно, когда идет продолжительная работа и по краям остаются нежелательные куски. При сварке этот параметр не так важен.
- Толщина среза зависит от мощности тока, которую способно выдержать изделие и от его физических параметров.
Угольные электроды ВДК подбираются согласно тому, для каких функций они предназначаются. Несмотря на то, что такая разновидность, как омедненные полукруглые, является востребованной и во многом универсальной, имеется ряд узкопрофильных направлений, к которым нужен особый подход. Для сварки меди желательно использовать электроды с острым концом небольшого диаметра. Провода редко когда бывают толстыми, а слишком широкий стержень приведет к тому, что на нем будет оставаться слишком большое количество расплавленного металла.
Воздушно дуговая строжка угольным электродом требует наличие возможности удаления лишнего металла с разу во время рабочего процесса, так что тут также требуется своя разновидность. Крупные изделия применяются очень редко и преимущественно при крупном производстве.
Выбор диаметра угольного электрода
Рекомендации по сварке медных проводовЕсли с резкой все достаточно понятно, то как варить угольным электродом может оказаться неясным.
- В первую очередь следует подготовить провода, предварительно сняв с них изоляцию и оболочку.
- После этого их требуется скрутить в месте сваривания.
- Затем скрутка срезается так, чтобы все провода в ней были на одном уровне, при этом длина скрутки должна быть не меньше, чем 5 см.
- На скрутку нужно отвести медный теплоотводящий зажим, после чего подключается «масса» сварочного аппарата.
- Угольный электрод заряжается в специальный держак.
- Его конец следует поднести к скрутке.
- При непосредственном контакте подключенного электрода с местом соединения меди, через некоторое время образуется шарик расплавленного металла.
- Когда это случится, то процесс сварки стоит прекратить.
Есть вероятность, что при длительном нагреве начнет плавиться изоляция проводов. Чтобы этого избежать, не стоит продолжать сваривание более 2 секунд после образования шарика. Когда провода остынут, их нужно заизолировать любым удобным способом.
Техника безопасности
Электроды угольно медные имеют достаточно специфическую сферу применения, поэтому, с ними нужно тщательно соблюдать технику безопасности.
Сварка меди угольным электродом
Установки для автоматической сварки продольных швов обечаек - в наличии на складе!
Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе!
Защита от излучения при сварке и резке. Большой выбор.
Доставка по всей России!
Дуговая сварка угольным электродом (способ Бенардоса) принципиально отличается от сварки металлическим электродом. При дуговой сварке угольным электродом дуга горит между свариваемыми элементами и электродом. Электрод в этом случае является только проводником электричества, присадочный же металл по мере надобности вводится в сварочную ванну дополнительно.
Род тока. Сварку меди угольной дугой выполняют только с применением постоянного тока на прямой полярности (положительный полюс машины присоединяется к изделию, а отрицательный — к электроду). На переменном токе сварку выполнить невозможно, так как дуга горит неустойчиво.
Сварка меди угольной дугой на обратной полярности не выполняется, так как в этом случае дуга горит неустойчиво и происходит быстрое сгорание угольного (графитового) электрода. При обратной полярности положительный полюс машины подключается к держателю, а отрицательный — к изделию. После запуска сварочной машины необходимо проверить ее полярность, не доверяясь маркировке на главных зажимах, так как генераторы часто перемагничиваются.
Каждый сварщик должен уметь определять полярность машины. Внешними признаками для определения полярности являются: а) при обратной полярности затруднено возбуждение дуги, дуга горит неустойчиво — «блуждает» по изделию, поддержание дуги возможно при небольшой ее длине, наблюдается чрезмерно быстрый разогрев электрода до светлокрасного каления, и на поверхности пробной планки образуется черный налет угольных частиц; б) при прямой полярности дуга горит устойчиво, дугу можно «растягивать» примерно до 50 мм, в процессе сварки конец электрода «самозатачивается», в то время как при обратной полярности конец электрода делается тупым. При прямой полярности угольный налет отсутствует.
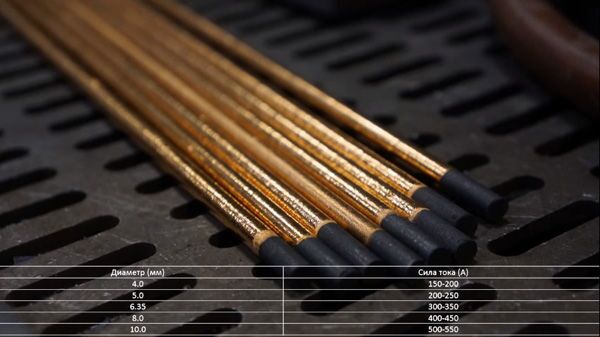
Электроды. Сварку меди угольной дугой можно выполнять угольным и графитовым электродами. Необходимое поперечное сечение электродов зависит от материала, из которого они изготовлены, и силы применяемого сварочного тока. Рекомендуемые в литературе сечения для угольных и графитовых электродов в зависимости от силы сварочного тока приведены в табл. 15.
Таблица 15. Диаметр присадочных прутков для сварки меди угольным электродом
Угольные электроды применяются круглого сечения, а графитовые — прямоугольного или квадратного и реже круглого сечения. Длина электродов может быть различной и зависит главным образом от площади их поперечного сечения, а также от удобства выполнения сварки. Чем больше площадь поперечного сечения, тем больше может быть длина электрода.
Практикой установлена длина электрода порядка 120—150 мм. При слишком большой длине рабочей части возрастает омическое сопротивление электрода, что вызывает его перегрев и быстрое сгорание.
В целях экономии времени на перестановку электродов в держателе, а также меньшего нагрева электрода в процессе сварки электрод может быть заточен с обоих концов.
По мере сгорания или чрезмерного нагрева одного конца электрода держатель поворачивается, и сварка производится другим концом.
При сварке угольной дугой целесообразно применять два параллельно подключенных электрододержателя, что дает возможность избежать перегрева электрода и держателя, так как сварка в этом случае производится попеременно то одним, то другим держателем.
Присадочный металл. Из рекомендуемых марок присадочного металла для сварки меди угольной дугой широкое применение получила бронза марки БрОФ9-0,3, как обеспечивающая высокие механические свойства сварного соединения; худшие результаты дает применение бронзы марки БрКМцЗ-1 и меди марки M1.
Все сварные соединения, в которых требуется высокая механическая прочность и плотность сварного шва, должны выполняться с присадкой марки БрОФ9-0,3. Применение марки БрКМцЗ-1 в качестве присадочного металла может быть рекомендовано для приварки вспомогательных элементов, штуцеров и наварышей.
Сварка контактов тока проводящих шин выполняется с присадкой марки M1, так как в этом случае металл шва мало чем будет отличаться от основного, что имеет большое значение для электропроводности.
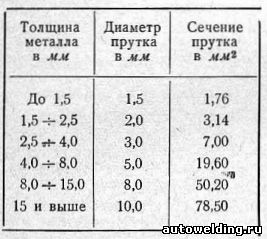
На качество сварного соединения оказывает существенное влияние сечение присадочного прутка, которым выполнялась сварка. При больших сечениях прутка возможен непровар кромок, а при малых — пережог наплавленного и основного металла.
Выбор диаметра прутка зависит от толщины свариваемых деталей и формы подготовки кромок под сварку.
В литературе рекомендуются диаметры прутков в зависимости от толщины свариваемых деталей (табл. 15).
Там же рекомендуется пользоваться следующими формулами: для малой толщины (до 4 мм)
для большой толщины (больше 4 мм)
где d — диаметр присадочной проволоки в мм;
S — толщина свариваемой меди в мм.
Длина присадочных прутков может быть различной: для литых — не менее 300 мм; для проволоки — порядка 450—500 мм.
Применяемые прутки перед сваркой должны быть освобождены от окислов, масла, жира и других загрязнений, иначе неизбежно появление пор в металле шва.
В процессе сварки необходимо следить, чтобы флюс полностью расплавлялся и не оставался в металле шва, а равномерно покрывал Шов и околошовную зону на расстояние не менее 10—15 мм по обе стороны.
Режимы сварки. Сила сварочного тока не является величиной постоянной и не может быть заранее задана для всех случаев сварки. Сварочный ток колеблется в значительных пределах и определяется в зависимости от толщины и размеров свариваемых элементов, формы подготовки кромок под сварку, удобства выполнения сварки и квалификации сварщика. В процессе выполнения сварочных работ ток корректируется самим сварщиком.
Режимы сварки меди угольным и графитовым электродом, с применением в качестве присадки медных прутков, рекомендуемые в литературе, приведены в табл. 16.
Рекомендуемые режимы сварки меди встык угольной дугой с применением присадочного металла марки БрOФ9-0,3 и БрКМцЗ-1 даны в табл. 17.
Режимы, приведенные в табл. 17, несколько отличаются от данных табл. 16 в сторону снижения тока, что может быть объяснено более низкой температурой плавления марок БрОФ9-0,3 и БрКМц3-1.
Таблица 16. Режимы для ручной сварки меди угольным и графитовым электродом
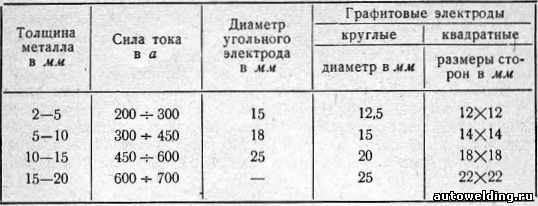
Таблица 17. Режимы сварки меди встык угольной дугой

Приемы сварки стыковых швов. Сварка стыковых соединений может быть выполнена только в «нижнем» положении или при небольшом угле подъема — до 15—20° с обязательной подфор-мовкой вершины шва и предварительным местным или общим подогревом до температуры 250÷350° С. Сварку необходимо выполнять длинной дугой порядка 25÷40 мм при напряжении на дуге 35÷45 в. Выполняя сварку длинной дугой, следует увеличивать ее мощность, так как с увеличением длины дуги растет напряжение на ней, а мощность находится в прямой зависимости от напряжения. При сварке на короткой дуге в зоне, находящейся на расстоянии порядка до 12 мм от конца электрода, выделяется окись углерода, которая при высокой температуре легко проникает внутрь твердой меди и при наличии в ней закиси меди восстанавливает ее, образуя углекислый газ.
Углекислый газ нерастворим в меди; находясь под высоким давлением, он разрывает металл, образуя крупные и мелкие межкристаллические трещины. При сварке на длинной дуге образовавшаяся окись углерода успевает сгореть в углекислый газ, который, находясь снаружи, не оказывает вредного влияния на сварное соединение. Сварку меди угольной дугой можно выполнять «правым» и «левым» способом сварки. При «правой» сварке электрод движется слева направо вдоль оси шва, а присадочный пруток находится между швом и электродом. При «левой» сварке электрод движется справа налево, присадка находится впереди электрода, а шов позади электрода.
Схема «левой» и «правой» сварки показана на рис. 21.
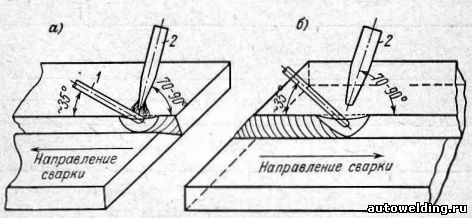
Рис. 21. Схема сварки:
а — „левая" сварка; б — „правая" сварка. 1 — присадка; 2 — угольный (графитовый) электрод.
Несмотря на то, что «правая» сварка в сравнении с «левой» сваркой имеет некоторые преимущества, например наиболее эффективное использование тепла электрической дуги и возможность сваривать медь большей толщины без разделки фаски, что повышает скорость сварки на 20—25%, в практике наиболее широко применяется «левая» сварка.
При «левой» сварке сварщику лучше наблюдать за процессами, происходящими в сварочной ванне; держа присадочный пруток в левой руке, сварщик его концом может легко удалять с поверхности жидкого металла окислы и шлаки.
В процессе сварки дугу необходимо направлять на сварочную ванну, не выходя на основной металл; в момент подачи присадочного металла в дугу следует делать небольшие петлеобразные движения электродом. Конец присадочного прутка должен быть погружен в сварочную ванну и должен расплавляться под действием теплоты металла ванны и дуги. По мере расплавления присадка подается в сварочную ванну; одновременно с присадкой сварочная ванна перемешивается.
Если присадка находится вне сварочной ванны, возможно окисление присадочного металла в момент перехода его в сварочную ванну через воздушный промежуток.
Скорость сварки должна быть такой, при которой свариваемые кромки только слегка оплавляются по поверхности, а жидкий металл во время сварки не должен забегать на холодный основной металл. Для предупреждения возможных ожогов теплом электрической дуги руки сварщика, а которой находится присадочный металл, и более полного использования последнего, необходимо пруток присадочного металла зажимать в держатель, свободный от провода, тем самым удаляя руку от пламени электрической дуги.
Выполнить сварку угловых швов угольным электродом качественно не представляется возможным. Хорошее качество сварки может быть получено только при положении шва «в лодочку».
При сварке угольная дуга легко отклоняется от своей продольной оси под действием магнитных полей. Особенно это проявляется, когда сварка ведется на больших силах тока.
Отклонение дуги от продольной оси затрудняет и осложняет выполнение сварки. Для уменьшения «блуждания» дуги могут применяться специальные держатели с соленоидом.
Эти держатели практического применения не находят, так как вес держателя увеличивается, и сварщик быстрее утомляется.
В процессе сварки магнитное «дутье» может быть уменьшено путем изменения наклона электрода и места подключения обратного провода. Для уменьшения магнитного дутья приспособления, применяемые при сварке угольной дугой, должны изготовляться из немагнитного материала.
Источник: "Электрическая дуговая сварка меди", А.И. Мальмстрем. Машгиз, 1954
Пошаговая последовательность получения надежного и безопасного соединения медных проводов методом сварки
Среди различных способов соединения медных носителей тока лучше всего зарекомендовал себя метод сварки. Соединенные сваркой жилы образуют равномерную массу с максимальной проводимостью. Это не допускает внутреннего разогрева, сохраняет пожарную безопасность и бесперебойную работу сетевых электроустановок.
Какое оборудование потребуется для сварки медных проводов
Для сваривания подготовленных медных кабелей понадобится инвертор, электроды.
Особенности меди: текучесть, высокая теплопроводность, способность поглощать газы — требуют от исполнителя опыта и мастерства.
Применяемые электроды
Для сварки медных проводов применяют две разновидности электродов: угольные или графитовые с покрытием из медного напыления:
- температура разрушения материала электрода — более 3800ºС, а у меди плавление при 1080ºС, что допускает их многократное использование;
- быстрый разогрев материала стержня до температуры разжижения меди;
- во время сварки углеродный стержень не прилипает к проводам;
- 5-10 А — достаточный, хотя и небольшой ток для устойчивого разряда дуги.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».

Примерная стоимость графитовых электродов на Яндекс.маркет
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².

Примерная стоимость инверторов для сварки на Яндекс.маркет
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Подготовительные работы
Перед началом работы с проводами нужно еще раз проверить отсутствие на них напряжения.
Для дальнейшей работы понадобятся нож или специальные разделочные приспособления, наждачная шкурка, растворитель, плоскогубцы или пассатижи, изоляционная лента или термоусадочная трубка. Если для изоляции применяется термоусадочная трубка, очень удобно использовать фен, дающий плотное облегание пленкой.
Для получения качественного соединения проводится подготовительная работа в такой последовательности:
- с жилы бережно снимают участок изоляционного покрытия не менее 7 см для жилы сечением 1,5 мм². Если провода толще, то на каждые 0,5 мм² диаметра жилы убавляют 5 мм изоляции. Разделку проводят вдоль проводника ножом или специальным инструментом — стриппером;
- оголенные участки провода зачищают наждачной шкуркой;
- поверхность проводников обезжиривают ацетоном или уайт-спиритом;
- аккуратно, чтобы не повредить провода, скручивают их в жгутик руками или плоскогубцами, стараясь обеспечить их плотное прилегание друг к другу;
- кусачками или монтажными ножницами отрезают кончик жгута для выравнивания жил.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора;
- к сварочному аппарату подключают питание от сети;
- держатель с электродом подносят к концу скрутки;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Характеристика сварки меди и ее сплавов. Особенности и технология основных способов сварки
Сложность свариваемости меди заключается в особенностях материала:
- высокая теплопроводность предъявляет особые требования к использованию источников нагрева с высокой тепловой мощностью;
- большая текучесть в расплавленном состоянии заставляет выполнять работы в нижнем положении на специальных подкладках;
- способность к чрезмерному окислению в расплавленном состоянии приводит к необходимости использования флюсов;
- высокий коэффициент линейного расширения вынуждает принимать меры по защите от остаточных деформаций свариваемых конструкций.
Примеси, входящие в состав меди, влияют на ее свариваемость:
- кислород понижает механические и технологические качества металла и коррозийную стойкость;
- висмут и свинец образуют с металлом легкоплавкие эвтектики и придают хрупкость и красноломкость основному и наплавленному материалу.
В текучем состоянии водород сильно поглощается медью, что может привести к трещинам и порам в шве (так называемая «водородная болезнь»).
Подготовка меди
Перед сваркой проводится подготовка поверхности кромок и прилегающих участков шириной 25-30 см. Выполняется очистка от загрязнений и обезжиривание бензином, уайт-спиритом, четыреххлористым углеродом или ацетоном. После обезжиривания удаляется поверхностная пленка металла механическим способом (с помощью стальной щетки, столярного инструмента – шабера).
Элементы из меди, предназначенные для сварки, должны отвечать информации, изложенной в сертификатах, ГОСТах, технических условиях (марка, химический состав, свойства).
Медь для изготовления ответственных конструкций перед сваркой проверяется на вмещение кислорода (не более 0.01%), висмута и свинца. Во избежание проявления «водородной болезни» перед сваркой прокаливают электроды, что способствует снижению количества водорода в зоне сварки.
Чтобы предотвратить появление трещин в металле, свариваемые элементы не рекомендуется закреплять жестко.
Технологии способов сварки меди
Сварку меди проводят всеми методами плавления с учетом специфических свойств материала.
Ручная дуговая
Применяемые электроды — с защитным покрытием (фосфор, марганец, кремний). Режим — постоянным током обратной полярности. Работа проводится короткой дугой без поперечных колебаний. Качественное образование шва достигается возвратно-поступательным действием электрода.
Особенности сварочного процесса в зависимости от толщины меди:
- до 4 мм — выполняется без подогрева и без разделки кромок;
- 5-10 мм – совершается с заранее выполненным подогревом до 250-300° С с односторонней разделкой кромок (угол 60-70°), притупление кромок — 1.5-3 мм;
- большая толщина требует Х-образной разделки.
Электродные стержни сечением 3-6 мм подбирают тождественными основному материалу. После окончания процесса проводится проковка и быстрое водяное охлаждение.
Сварка с применением угольных или графитовых стержней
Метод ручной сварки угольными электродами уместен для медных изделий малой важности с толщиной до 15 мм. При большей толщине материала рациональнее использовать графитовые стержни. Режим: постоянный ток прямой полярности. Плотность тока — 200-400 А/см 2 . Электроды заточены на 1/3 длины на конус.
Рабочий процесс ведется длинной дугой. Присадка в ванну не погружается. Ее располагают в 5-6 мм от плоскости ванны. Угол к изделию — 30°. Стержень размещают по отношению к свариваемому предмету под углом 75-90°.
Ввиду того что образующийся в процессе работы углекислый газ не полностью защищает от окисления жидкий металл, используют присадочную проволоку с фосфорным раскислителем и флюс (бура и магний). Перед нанесением флюса в виде пудры поверхность прутка или кромок смачивают жидким стеклом. После покрытия флюсом рабочие элементы просушивают на воздухе.
- медь толщиной до 4 мм соединяется без скоса кромок;
- соединение металла встык толщиной более 5 мм сваривают на асбестовой или графитовой подкладке с разделкой кромок (угол 70-90°);
- после сварки рекомендуется выполнить проковку шва (550-800° С) и быстро охладить в воде.
Ручной аргонодуговой способ
Сварка производится неплавящимся вольфрамовым электродом в режиме постоянного тока прямой полярности в среде защитного газа — аргона высокой чистоты.
- Соединение металла толщиной более 4 мм проводится с применением предшествующего подогрева (до температуры 800° С). Применяется присадочный материал — медная проволока или медно-никелевая, бронзовая.
- Медь сечением свыше 5 мм сваривается V- или Х-образной разделкой кромок (угол раскрытия 60-70°), направление — справа налево углом вперед. Наклон электрода к обрабатываемому предмету – 80-90°.
С учетом факта, что медь относится к материалу с плохими литейными качествами, важно правильно выбрать присадку. Рекомендуется сплав меди с раскислителями – цинком, оловом, фосфором.
Полуавтоматическая сварка
Метод уместен при сварке меди толщиной 2-3 мм и более. Режим – постоянный ток обратной полярности в газовой среде (гелий, азот, аргон) и их смесей с кислородом.
- полуавтоматическая сварка швов 500-700 мм длиной выполняется непрерывно;
- для швов большей длины применяется обратноступенчатый способ;
- наклон горелки – углом вперед (10-15° от вертикали);
- промежуток от свариваемого материала до сопла горелки составляет 20-25 мм;
- расположение шланга с проволокой должно быть таким, чтобы не образовывались сгибы проволоки.
Сваривание сплавов
К сплавам меди относятся латуни и бронзы.
Сварку латуни проводят короткой дугой в режиме постоянного тока обратной полярности. После проведения процесса шов проковывается и отжигается. Также для сплава применяют методы сварки вольфрамовым электродом в аргоновой или гелиевой среде и угольной дугой. Проблемы при работе вызваны ядовитыми испарениями цинка, поэтому сварка латуни требует вентиляции рабочего места и применения респиратора.
Бронзы по свариваемости имеют отличительные особенности, поэтому технологические процессы различны. Химический состав присадочного материала должен быть идентичен составу свариваемого металла. Режим сварки — постоянный ток обратной полярности короткими участками. Тип электрода подбирается в зависимости от состава бронзы.
Медь с алюминием
Получение неразъемных соединений меди с алюминием достигается сваркой плавлением, давлением или совместным их действием. Предпочтение отдается методу давлением. Процессом холодной сварки получают биметаллические листы алюминий-медь (способ плакирования). Также имеется технология, сочетающая холодную прокатку с горячей. Другие применяемые способы сварки:
- трением, оплавлением и сопротивлением (соединение круглых элементов сплошного и трубчатого сечения);
- аргонодуговая;
- термитная;
- заливкой.
Дуговая сварка плавлением меди с алюминием имеет трудности, предопределенные свойствами этих материалов – значительной разницей температур плавления, высокой прочностью пленки окиси, ограниченной взаимной растворимостью металлов.
Медь со сталью
Соединение осуществляется сваркой плавлением:
- ручной электродуговой плавящимися и неплавящимися электродами;
- автоматической и полуавтоматической под флюсом;
- в среде защитных газов; .
При толщине соединяемых деталей от 3 мм применяют автоматическую сварку стыковых и угловых швов под слоем флюса. Соединение меди со сталью толщиной от 1 мм проводится аргонодуговой сваркой неплавящимся электродом.
Для получения сварочных соединений с узким швом применяют электронно-лучевой метод.
Читайте также: