Указания по сварке соединений арматуры и закладных деталей железобетонных конструкций
Обновлено: 20.09.2024
1.2. Руководящие технологические материалы содержат требования по технологии сварки соединений арматуры между собой и с плоскими элементами проката при изготовлении арматурных изделий (сеток, каркасов, стыковых соединений стержней) и закладных изделий, а также при монтаже элементов сборных и возведении монолитных железобетонных конструкций. Устанавливают методы и объемы контроля качества сварных соединений.
Конструкции сварных соединений, класс и марка арматурной стали и металлопроката должны быть указаны в проектной документации.
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл. 1.1 и приложением 2 настоящих РТМ.
1.5. При производстве работ по сварке соединений арматуры и закладных изделий железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций, а также главами СНиП по организации строительства и технике безопасности в строительстве, Правилами пожарной безопасности при производстве строительно-монтажных работ и другими нормативными документами, утвержденными и согласованными в установленном порядке.
1.7. Защита сварных арматурных и закладных изделий железобетонных конструкций от коррозии должна производиться в соответствии с требованиями, предусмотренными главой СНиП 2.03.11.
1.8. Выбор типов конструкций и способов сварки соединений арматуры и элементов закладных изделий следует осуществлять из условия:
а) применения сварных соединений и технологии сварки, обеспечивающих наиболее высокие эксплуатационные качества и полное использование механических свойств арматурной стали;
б) максимально возможного сокращения материальных и трудовых затрат на выполнение сварных соединений путем применения:
1.9. В заводских условиях при изготовлении сварных арматурных сеток, каркасов и сварке стыковых соединений стержней следует применять преимущественно контактную точечную и стыковую сварку, а при изготовлении закладных изделий - механизированную сварку под флюсом и контактную рельефную сварку.
При отсутствии необходимого сварочного оборудования допускается выполнять в заводских условиях крестообразные, стыковые, нахлесточные и тавровые соединения арматуры, применяя перечисленные в настоящих РТМ способы дуговой сварки.
1.10. При монтаже арматурных изделий и сборных железобетонных конструкций в первую очередь должны применяться механизированные способы сварки, обеспечивающие возможность неразрушающего контроля качества сварных соединений (например, ультразвуковой дефектоскопии).
1.12. Руководство сварочными работами и обеспечение технологических условий сварки, включающих правильность и рациональное применение стали, сварочных материалов, выбор оборудования и наладку режимов, контроль на всех стадиях выполнения работ и документальное фиксирование вплоть до сдачи объекта, осуществляет инженер (техник) по сварке или лицо, назначенное на указанную работу (мастер, прораб).
Инженерно-технический персонал обязан один раз в год проходить аттестацию по официально утвержденной строительным министерством (концерном) программе.
1.13. К работам по изготовлению сварных соединений арматуры и закладных изделий допускаются сварщики, прошедшие теоретическое и практическое обучение по сварке, соответствующих профилю их работы и имеющие удостоверения на право производства данных работ.
1.14. Условия сварки соединений с указанием фамилии сварщиков следует фиксировать в типовом журнале сварочных работ.
1.15. Не допускается сварка с использованием неисправного оборудования, при ненадежных электрических сетях, перебоях в подаче электроэнергии, а также при колебаниях напряжения в сети более 5% оптимальной величины, последние два условия должны соблюдаться особенно строго при ванной и ванно-шовной сварке стыковых соединений арматуры.
1.16. Сварочное оборудование и источники питания дуги должны каждые полгода подвергаться паспортизации. Эксплуатация сварочного оборудования, не имеющего паспорта или с просроченным сроком паспортизации не допускается.
Основные сведения по эксплуатации сварочного оборудования и формы документации приведены в приложении 3.
2. Арматурная сталь для железобетонных конструкций
Для армирования железобетонных конструкций различного назначения применяют стержневую арматуру и арматурную проволоку гладкого и периодического профиля, используемую при изготовлении сварных арматурных сеток, каркасов, закладных изделий и стержней, сваренных в мерные линейные изделия для обычных и предварительно напряженных конструкций.
Соединение элементов железобетонных конструкций между собой осуществляют через выпуски арматуры и закладные изделия, используя технологический процесс сварки, в котором следует учитывать особенности химического состава стали, масштабный фактор, условия выполнения работ и др.
2.1. Стержневая арматурная сталь
По механическим свойствам стержневая арматурная сталь подразделяется на классы, обозначаемые римскими цифрами от I до VII (после буквенных символов соответственно для горячекатаной арматурной стали - А, для термомеханически упрочненной - Ат). Осуществляемым переходом на новое обозначение в соответствии с международными в обозначении арматурной стали отражают ее класс прочности в виде установленного стандартами нормируемого значения условного или физического предела текучести вВ зависимости от эксплуатационных характеристик арматуры в обозначении термомеханически упрочненной арматурной стали свариваемой присваивается индекс С, стойкой против коррозионного растрескивания - индекс К (например, Ат-IVС, Ат-600К и т.п. ).
На предприятиях строительной индустрии стержневую арматурную сталь классов А-III и Ат-IIIС нередко упрочняют вытяжкой для повышения ее прочностных характеристик (при некотором снижении пластических свойств). Упрочнение вытяжкой производят до контролируемого удлинения и контролируемого напряжения не менее 5402.1.3. Механические свойства горячекатаной стержневой арматурной стали приведены в табл. 2.1, термомеханически упрочненной - в табл. 2.2; геометрические и физические параметры арматуры - в табл. 2.3, ее химический состав - в табл. 2.4 и 2.5.
2.1.4. Правила приемки и методы испытаний арматурной стали на растяжение регламентируются ГОСТ 12004-81 (6), методы испытания на изгиб - ГОСТ 14019-80 (7).
Арматурную сталь класса A-I изготовляют гладкой, а классов А-II и выше - периодического профиля. По требованию потребителя горячекатаную стержневую арматурную сталь классов А-II, А-III, А-IV и А-V изготовляют гладкой.
Арматурная сталь класса А-II имеет профиль согласно Рис. 2.1,а; горячекатаная классов А-II - А-VI и термомеханически упрочненная классов Ат-IIIС - Ат-VII - согласно рис. 2.1,б (ГОСТ 5781-82).
Указания по сварке соединений арматуры и закладных деталей железобетонных конструкций

Нужен полный текст и статус документов ГОСТ, СНИП, СП?
Попробуйте профессиональную справочную систему
«Техэксперт: Базовые нормативные документы» бесплатно
РУКОВОДЯЩИЕ ТЕХНОЛОГИЧЕСКИЕ МАТЕРИАЛЫ ПО СВАРКЕ И КОНТРОЛЮ КАЧЕСТВА СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Настоящие Руководящие технические материалы (РТМ 393-94) разработаны в НИИЖБ Госстроя России "Инструкции по сварке соединений арматуры и закладных деталей железобетонных конструкций (СН 393-79)", а также в развитие:
ГОСТ 10922-90* "Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия";
* На территории Российской Федерации документ не действует. Действует ГОСТ 10922-2012, здесь и далее по тексту. - Примечание изготовителя базы данных.
а также в части требований к арматуре и закладным изделиям:
СНиП 2.03.01-84* "Бетонные и железобетонные конструкции";
* На территории Российской Федерации документ не действует. Действуют СНиП 52-01-03, здесь и далее по тексту. - Примечание изготовителя базы данных.
СНиП 3.03.01-87 "Несущие и ограждающие конструкции";
СНиП 3.09.01-85 "Производство сборных железобетонных конструкций и изделий".
РТМ 393-94 разработаны коллективом авторов:
кандидаты технических наук: A.M.Фридман, Т.И.Мамедов;
инженеры: Г.Г.Гурова, В.М.Скубко.
РТМ 383-94 подготовлены к изданию и выпуску Фондом помощи строительному делу и прогрессивным начинаниям.
РТМ 393-94 рекомендованы секцией НТС НИИЖБ Госстроя России к применению в качестве основного технологического документа по сварке арматуры и закладных изделий железобетонных конструкций и контролю их качества на предприятиях строительной индустрии, в монтажных и проектных организациях, а также при лицензировании деятельности предприятий и сертификации выпускаемой ими продукции.
ЧАСТЬ I. ТЕХНОЛОГИЯ ЗАВОДСКОЙ И МОНТАЖНОЙ СВАРКИ СОЕДИНЕНИЙ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ
1.4. Способы и технологию сварки, а также область применения арматуры различных классов и марок стали с учетом эксплуатационных качеств сварных соединений надлежит выбирать, пользуясь табл.1.1 и приложением 2 настоящих РТМ.
Настоящий стандарт распространяется на сварные соединения стержневой арматуры и арма турной проволоки диаметром 3 мм и более, сварные соединения стержневой арматуры с прокатом толщиной от 4 до 30 мм, выполняемые при изготовлении арматурных и закладных изделий железо бетонных конструкций, а также при монтаже сборных и возведении монолитных железобетонных кон струкций.
Стандарт устанавливает типы, конструкцию и размеры указанных сварных соединений, выпол няемых контактной и дуговой сваркой.
Стандарт не распространяется на сварные соединения закладных изделий, не имеющих ан керных стержней из арматурной стали.
1. Обозначения типов сварных соединений и способов их сварки приведены в табл. 1.
Тип сварного соединения
Способ и технологические особенности сварки
Положение стержней при сварке
Крестообразное
Контактная точечная двух стержней
Любое
То же, трех стержней
Дуговая ручная прихватками
Контактная стержней одинакового диаметра
То же, разного диаметра
Контактная стержней одинакового диаметра с последующей механической обработкой
То же, с предварительной механической обработкой
Ванная механизированная под флюсом в инвентарной форме
Дуговая механизированная порошковой проволокой в инвентарной форме
Ванная одноэлектродная в инвентарной форме
Ванная механизированная под флюсом в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней
Ванная одноэлектродная в инвентарной форме спаренных стержней
Дуговая механизированная порошковой проволокой на стальной скобе-накладке
Продолжение табл. 1
Ванно-шовная на стальной скобе-накладке
Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке
Дуговая ручная многослойными швами на стальной скобе-накладке
Дуговая ручная многослойными швами без стальной скобы-накладки
Дуговая ручная швами с накладками из стержней
То же, швами с удлиненными накладками из стержней
Дуговая ручная швами без дополнительных технологических элементов
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах .
Горизонтальное
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах
Ванная одноэлектродная в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах
Ванная механизированная под флюсом в комбинированных несущих и формующих элементах спаренных стержней
Дуговая механизированная порошковой проволокой в комбинированных несущих и формующих элементах спаренных стержней
Ванная одноэлектродная в комбинированных несущих и формующих элементах спаренных стержней
Дуговая ручная швами
Контактная по одному рельефу на пластине
То же, по двум рельефам на пластине
Контактная по двум рельефам на арматуре
Дуговая механизированная под флюсом без присадочного металла
Вертикальное
Дуговая ручная с малой механизацией под флюсом без присадочного металла
Дуговая механизированная под флюсом без присадочного металла по рельефу
Контактная рельефная сопротивлением
Контактная непрерывным оплавлением
Дуговая механизированная в углекислом газе (СО2) в выштампованное отверстие
Дуговая ручная в выштампованное отверстие
Дуговая механизированная в СО2 в отверстие
То же, в цекованное отверстие
Дуговая ручная валиковыми швами в раззенкованное отверстие
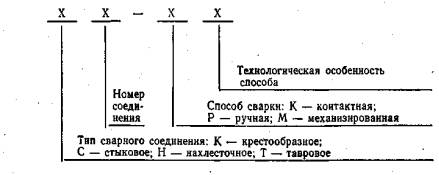
2. Условное обозначение сварного соединения имеет следующую структуру:
Пример условного обозначения стыкового соединения, выполненного ванной механизированной сваркой под флюсом в инвентарной форме, положение стержней вертикальное:
3. Для конструктивных элементов сварных соединений приняты обозначения:
d н - номер профиля (номинальный диаметр стержня) по ГОСТ 5781-82 (на рисунках таблиц изображен условно);
d - внутренний диаметр стержня периодического профиля по ГОСТ 5781-82;
d 1 - наружный диаметр стержня периодического профиля по ГОСТ 5781-82;
d 'н - номинальный меньший диаметр стержня в сварных соединениях;
d 0 - меньший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
D 0 - больший диаметр выштампованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp - диаметр рельефа на плоском элементе;
D -диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
D ' - диаметр обточенной части стержня;
R - радиус кривизны рельефа;
а - суммарная толщина стержней после сварки в месте пересечения;
b - ширина сварного шва; суммарная величина вмятин;
b ', b " - величина вмятин от электродов в крестообразном соединении;
h - величина осадки в крестообразном соединении; высота сечения сварного шва;
h 1 - высота усиления наплавленного металла;
h 2 - высота усиления корня сварного шва;
Н - высота скобы-накладки;
h св - глубина проплавления (Т8, Т9);
l - длина сварного шва;
l 1 , l 2 - зазоры до сварки между торцами стержней при различных разделках;
l ш - ширина флангового шва (С24 -С32);
l н - длина скоб-накладок, накладок и нахлестки стержней;
l 3 , l 4 -длина сварного шва (С22);
l ' - длина обточенной части одного стержня (С4);
L - общая длина обточенной части соединений СЗ и С4;
L 1 - длина вставки в соединениях типа С11-С13;
z - притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s - толщина: стальной скобы-накладки, плоских элементов тавровых и нахлесточных соединений;
k - высота рельефа и выштампованного профиля на плоском элементе; катет шва в соединениях С24 - С32иН1;
k 1 - зазор между стержнем и плоским элементом в соединениях Н2 и НЗ;
n - ширина рельефа на плоском элементе;
m - длина рельефа на плоском элементе;
g - высота наплавленного металла или «венчика» в тавровых соединениях;
с,с1 - размеры наплавленного металла в соединении Т13;
α, α1, α2, β, β1. γ, γ1 - угловые размеры конструктивных элементов сварных соединений.
4. Термины и пояснения должны соответствовать приложению 1 и ГОСТ 2601-84 .
5. При выборе рациональных типов сварных соединений и способов сварки следует руководствоваться приложением 2.
6. На конструкции сварных соединений, не предусмотренные настоящим стандартом, следует разрабатывать рабочие чертежи с технологическим описанием условий сварки и ведомственный нормативный документ, учитывающий требования действующих стандартов и утвержденный в установленном порядке.
7. Допускается замена типов соединений и способов их сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с приложением 2.
8. Конструкции крестообразных соединений арматуры, их размеры до и после сварки должны соответствовать приведенным на черт. 1 и в табл. 2, 3.
9. Отношения диаметров стержней следует принимать для соединений типа К1 - от 0,25 до 1,00, типа К2 - от 0,50 до 1,00.
10. Для соединений типов К1 и К2 величину осадки (черт. 1) определяют по формулам:
для двух стержней
для трех стержней
где а - суммарная толщина стержней после сварки в месте пересечения, мм;
b - суммарная величина вмятин ( b ' + b "), мм.
Величины относительных осадок h / d н для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок h / d н для соединений типа К2 следует принимать в два раза меньше приведенных в табл. 2, но не менее 0,10.
11. Конструкции стыковых соединений арматуры, их размеры до и после сварки должны соответствовать приведенным в табл. 4 - 17.
12. В соединениях типа С2-Кн отношение d ' н / d н допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, их размеры до и после сварки должны соответствовать приведенным в табл. 22- 29.
15. Механические свойства сварных соединений должны удовлетворять требованиям ГОСТ 10922-90.
Черт. 1.
16. Основные типы, конструктивные элементы и размеры сварных соединений из листового, полосового и профильного металлопроката, используемых в закладных и соединительных изделиях железобетонных конструкций, должны удовлетворять требованиям ГОСТ 5264-80 и ГОСТ 8713-79 .
Обозначение типа соединения, способа сварки
Величина h/ d 'н, обеспечивающая прочность не менее требуемой ГОСТ 10922-90. для соединения с отношением диаметров d 'н/ d н
Минималь
ная вели
чина h/ d 'н обеспечива
ющая ненорми
руемую проч
ность
Приложение 1 (рекомендуемое) Технологическая карта сварки стыковых соединений вертикальных стержней на стальной скобе-накладке (РД-01-СК/С19-Рм)
Приложение 2 (рекомендуемое) Технологическая карта сварки нахлесточных соединений, выполняемых ручной дуговой сваркой протяженными швами (РД-02-СК/Н1-Пш)
1. Область применения
1.1. Технологическая инструкция применяется для выполнения сборочно-сварочных работ арматуры, арматурных и закладных изделий железобетонных конструкций.
1.2. Инструкция распространяется на стержневой арматурный прокат диаметром от 8 до 40 мм, выпускаемый по:
ГОСТ Р 52544-2006 для горячекатаной, холоднотянутой и термомеханически упрочненной арматуры классов А500С, В500С;
1.3. Инструкция включает сварные соединения по ГОСТ 14098: крестообразные – К3-Рп; стыковые – С7-Рв, С10-Рв, С15-Рс, С19-Рм, С21-Рн, С23-Рэ; нахлесточные – Н1-Рш; тавровые – Т12-Рз.
1.4. Инструкция содержит требования к подготовке под сварку, сборке стыков, ручной дуговой сварке покрытыми электродами, контролю сварных соединений.
2. Нормативные ссылки
ГОСТ 535-2005 Прокат сортовой и фасонный из стали углеродистой обыкновенного качества. Общие технические условия
ГОСТ 10884-94 Сталь арматурная термомеханически упрочненная для железобетонных конструкций. Технические условия
ГОСТ 10922-2012 Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций. Общие технические условия
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 9467-75 Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы
СП 70.13330.2012 «СНиП 3.03.01 Несущие и ограждающие конструкции» СП 63.13330.2012 «СНиП 52-01-03 Бетонные и железобетонные конструкции. Основные положения»;
3. Подготовка сварочного производства
3.1. Требования к квалификации сварщиков, специалистов сварочного производства и контролеров
3.1.1 Сварка металлоконструкций должна проводиться сварщиками, аттестованными в соответствии с ПБ 03-273-99 [2] и РД 03-495-02 [3].
К сварке арматуры, арматурных и закладных изделий допускаются сварщики, имеющие квалификационный разряд по ЕТКС не ниже 4-го. При этом сварщики, выполняющие соединения типов С7-Рв, С10-Рв, С15-Рс, С19-Рм должны иметь квалификацию не ниже 5-го разряда.
3.1.2 Сварщик, впервые приступающий к сварке на данном объекте, должен перед допуском к работе допускные образцы, идентичные свариваемой конструкции по пространственному положению, маркам стали, диаметрам и толщинам, сварочным материалам, оборудованию, технике и технологии сварки. Сварка допускных образцов проводится в условиях, аналогичных условиям, в которых будет выполняться сварка конструкции.
3.1.3 Качество допускных сварных соединений определяется визуальным и измерительным контролем, а так же механическими испытаниями с оценкой результатов по ГОСТ 10922, в объеме, определяемом руководителем сварочных работ.
3.1.4 При неудовлетворительных результатах контроля разрешается повторная сварка допускных образцов. При неудовлетворительных результатах повторного контроля сварщик к сварке не допускается.
Читайте также: