Укажите длину прихваток при механизированной сварке в углекислом газе труб диаметром до 100 мм
Обновлено: 13.05.2024
Режим сварки вертикального неповоротного стыка в зависимости от положения свариваемого участка (рис.11.4) и конструкции стыка следует выбирать по данным табл.11.2.
Корневой слой горизонтального стыка в случае применения проволоки диаметром 1,2 мм сваривают в режиме 3, за исключением мест переварки прихваток и замков швов, которые следует выполнять в режиме 4, а в случае применения проволоки диаметром 1,6 мм -соответственно в режимах 5 и 6.
Вертикальные неповоротные стыки труб диаметром до 219 мм сваривают в режиме, соответствующем режиму 1 (см. табл.11.1).
Вертикальные неповоротные стыки диаметром более 219 мм сваривают два сварщика, при этом один полуавтомат настраивают на режим 1, а второй - на режим 2; сварщики обмениваются держателем в зависимости от того, какой участок стыка они сваривают.
Режимы механизированной сварки в углекислом газе вертикального неповоротного стыка труб
11.13. Режимы сварки вертикальных поворотных стыков труб должны отвечать требованиям табл.11.1 и 11.2 для нижнего положения шва.
12. Автоматическая сварка под флюсом поворотных стыков труб
12.1. Требования раздела 12 распространяются на автоматическую сварку под флюсом поворотных (кольцевых) стыков труб диаметром более 200 мм при толщине стенки 4 мм и более из углеродистых и низколегированных конструкционных сталей, выполняемую на заводе или на сборочной площадке.
12.2. Установка для автоматической сварки под флюсом поворотных стыков труб комплектуется роликовым стендом с механизмом для вращения свариваемого изделия, сварочной головкой, аппаратурой управления (отдельного исполнения или встроенной в источник питания) и источником питания. При сварке секторных отводов вместо роликового стенда в качестве вращающего устройства следует применять манипулятор, оборудованный приспособлением для крепления отвода (наиболее часто используют манипуляторы М11070, М11080). В качестве сварочной головки могут быть использованы подвесная головка любого типа, сварочный трактор или шланговый полуавтомат. В случае применения сварочного трактора его устанавливают неподвижно на трубе в зоне стыка.
Автоматическую сварку под флюсом допускается производить как на переменном, так и на постоянном токе обратной полярности.
12.3. Сборку и автоматическую сварку под флюсом необходимо выполнять по технологическому процессу, разработанному применительно к конкретно свариваемым изделиям, сборочно-сварочной оснастке и сварочному оборудованию с учетом требований, изложенных в данном разделе.
12.5. Для автоматической сварки под флюсом марку присадочной проволоки и флюса подбирают в зависимости от марки свариваемой стали по данным табл.4.4.
12.6. Собранные стыки необходимо прихватывать ручной дуговой сваркой углеродистыми электродами диаметром не более 3 мм, ручной аргонодуговой или механизированной сваркой в углекислом газе. Число и размеры прихваток должны соответствовать требованиям подраздела 6.3.
12.7. Независимо от конструкции стыков (с подкладным кольцом или без него) один или два корневых слоя следует выполнять ручной дуговой либо аргонодуговой сваркой или механизированной сваркой в углекислом газе. Толщина корневого слоя (слоев) должна быть в стыках с подкладным кольцом не менее 4 мм, без подкладного кольца - не менее 6 мм. На стыках труб диаметром более 800 мм, собираемых без подкладных колец, а также на стыках секторных отводов независимо от их диаметра корневой слой выполняют внутри трубы в виде подварочного шва. Присадочный материал и технология сварки корневых слоев должны отвечать требованиям, изложенным в разделах 4 и 11 и подразделе 7.1.
12.8. Мундштук сварочной головки необходимо устанавливать таким образом, чтобы электрод был смещен от верхней точки (зенита) в сторону, обратную направлению вращения трубы. Размер смещения электрода от верхней точки зависит от диаметра свариваемых труб и должен быть следующим:
12.9. Слой флюса в зоне сварки должен быть 40-50 мм. Для удержания флюса на цилиндрической поверхности трубы следует применять флюсовые коробки, плотно прилегающие к ее поверхности.
12.10. Стыки труб толщиной до 12 мм можно выполнять автоматической сваркой под флюсом за один проход (в один слой), при большей толщине шов накладывается за два прохода и более.
12.11. Ориентировочные режимы автоматической сварки под флюсом поворотных стыков труб (по предварительной подварке) даны в табл.12.1. В каждом конкретном случае режим должен уточняться при сварке пробного стыка.
Ориентировочные режимы автоматической сварки под флюсом поворотных стыков труб из углеродистой и кремнемарганцовистой стали
Прихватка стыков трубопроводов
6.26. Собранные стыки труб и других элементов необходимо прихватить в нескольких местах. Прихваточные швы должны быть равномерно расположены по периметру стыка, их количество зависит от диаметра трубы (табл. 8). Не рекомендуется накладывать прихватки на потолочный участок стыка.
Высоту прихватки определяют в зависимости от толщины трубы и способа сварки; она должна быть равна:
(0,6-0,7)S, но не менее 3 мм, при выполнении прихваток ручной электродуговой сваркой или механизированной в углекислом газе и толщине до 19 мм и 5-6 мм при толщине стенки более 10 мм.
2-3 мм – при ручной аргонодуговой сварке и толщине стенки до 10 мм и 3-4 мм при толщине стенки более 10 мм.
| Диаметр трубы, мм | До 100 | Свыше 100 до 426 | Свыше 426 |
| Число прихваток по периметру | 1-2 | 3-4 | Через каждые 300- 400 мм |
| Длина одной прихватки, мм | 10-20 | 20-40 | 30-50 |
6.27. При наложении основного шва прихватки должны быть полностью переварены. Применяемые для прихваток электроды или сварочная проволока должны быть тех же марок, что и для сварки основного шва.
6.28. К качеству прихваток предъявляются такие же требования, как и к основному сварочному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные внешним осмотром, следует удалить механическим способом.
6.29. Собранные и прихваченные сварные соединения должны быть приняты руководителем сварочных работ. Убедившись в правильности сборки и прихватки, он дает разрешение на сварку.
Подогрев стыков
6.30. Температура подогрева стыков перед прихваткой при температуре окружающего воздуха 0 ºС и выше приведена в табл. 9, а при температуре ниже 0 ºС – в п.7.8.
| Марка стали свариваемых деталей | Номинальная толщина свариваемых деталей, мм | Температура, ºС подогрева перед | |
| прихваткой и приваркой кольца | сваркой | ||
| Ст2сп2, Ст3сп2, Ст3сп3, Ст3сп4, Ст3пс5, 08, 10, 20 | До 100 вкл. | - | - |
| 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1СУ | До 30 вкл. | - | - |
| 12МХ, 15ХМ | До 10 вкл. Св. 10 до 30 | - 100-150 | - 150-200 |
| 12Х1МФ* | До 10 вкл. Св. 10 до 30 вкл. | - 150-200 | - 200-250 |
* Для стыков труб диаметром 42-89 мм с толщиной стенки 11-14 мм температура подогрева должна быть 100-150 ºС.
6.31. Подогревать стык можно индукторами (током промышленной или повышенной частоты), радиационными нагревателями сопротивления, газовыми горелками, обеспечивая нагрев стыка по всему периметру. В стыках труб из низколегированной стали при толщине стенки до 30 мм ширина зоны подогрева должна быть не менее 100 мм. Подогрев должен быть организован так, чтобы сразу после окончания сварки можно было, при необходимости, произвести термообработку.
Технология сварки
Общие требования
7.1. Сварку стыков следует начинать сразу после прихватки. Время между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных сталей не должно превышать 4 ч.
Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с п.6.17.
7.2. Сварку стыков из низколегированных сталей следует выполнять без перерывов в работе до полной заварки всего стыка. При вынужденных перерывах в работе допускается прекращение сварки при заполнении разделки до 70-80% толщины стенки трубы.
7.3. Во всех случаях многослойной сварки шов разбивают на участки с таким расчетом, чтобы стыки участков ("замки") в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Величина смещения замков и перекрытия "а" должна быть (рис. 9) при ручной аргонодуговой и электродуговой сварке 12-18 мм.
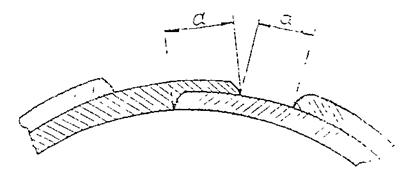
Рис. 9.Схема наложения замков шва
7.4. Ручную дуговую сварку выполняют наиболее короткой дугой. В процессе работы следует как можно реже обрывать дугу, чтобы не оставлять незаплавленных кратеров. Перед гашением дуги сварщик должен заплавить кратер путем постепенного отвода электрода и вывода дуги назад на 15-20 мм, на только что наложенный шов, последующее зажигание дуги производят на металле шва, на расстоянии 20-25 мм от его конца.
7.5. В процессе работы следует обращать особое внимание на обеспечение полного провара корня шва. После наплавки каждого валика необходимо полностью удалить шлак, дав ему остыть. При наличии на поверхности шва дефектов (трещин, подрезов, пористости и т.п.) дефектное место следует зачистить механическим способом до чистого металла и заварить вновь.
7.6. Сварные швы стыков должны иметь выпуклость (усиление) в указанных пределах (см. табл. 10).
| Толщина стенки трубы, мм | Выпуклость, мм |
| Менее 10 | 0,5-2,0 |
| 10-20 | 0,5-3,0 |
| Свыше 20 | 0,5-4,0 |
7.7. Во время сварки элементов из подкаливающихся сталей 15ХМ, 12Х1МФ и литья аналогичного состава следует заглушить концы труб или закрывать задвижки на трубопроводе.
7.8. Сваривать и прихватывать стыки труб котлов из углеродистых, низколегированных конструкционных и теплоустойчивых сталей в зимних условиях при температуре окружающего воздуха ниже 0 ºС необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха – минус 20 ºС;
б) для стыков труб, свариваемых при положительных температурах с подогревом и подлежащих последующей термообработке, при отрицательных температурах обязательным является выполнение термообработки и непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время температуры сопутствующего подогрева;
г) для стыков, свариваемых с подогревом, температура подогрева при сварке в зимних условиях должна быть на 50 ºС выше, чем при положительной температуре окружающего воздуха, указанной в табл. 9;
д) во время всех термических операций (прихватки, сварки, термообработки и т.п.) стыки труб до полного остывания должны быть защищены от осадков, ветра, сквозняков;
е) стыки трубопроводов и труб поверхностей нагрева из теплоустойчивых сталей, свариваемых при положительных температурах без подогрева и последующей термообработки, при отрицательных температурах подлежат просушке газовым пламенем для удаления влаги, инея с доведением температуры металла в месте сварки до положительной и последующем укрытием сварных соединений теплоизоляционным материалом.
7.9. Если процессу сварки стыка мешает магнитное поле, возникшее намагничивание трубы (так называемое "магнитное дутье"), оно устраняется следующим образом. На стык наматывают провод-индуктор (шесть-восемь витков) и пропускают по нему в течение 2-3 мин. постоянный ток силой 200-300 А. Если после этого магнитное поле останется, следует пропустить ток в обратном направлении, т. е. подсоединить сварочные провода к противоположным выводам индуктора.
7.10. Стыки труб диаметром более 100 мм с толщиной стенки более 6 мм после сварки и зачистки сварщик должен маркировать присвоенным ему клеймом. Его ставят на самом сварном шве вблизи "замка" (на площадке размером около 20 х 20 мм, зачищенной абразивным камнем или напильником, или на трубе на расстоянии 30-40 мм от шва. Если в процессе механической обработки поверхности необходимо снять клейма, то они должны быть восстановлены на том же месте.
Маркировку каждого сварного соединения допускается не производить, если все сварные соединения котла выполнены одним сварщиком. В этом случае клеймо сварщика следует ставить около фирменной таблички или на другом открытом участке изделия и место клеймения заключить в хорошо видимую рамку, выполненную несмываемой краской. Место клеймения должно быть указанно в паспорте изделия. Если сварное соединение выполнялось несколькими сварщиками, то на нем должны быть поставлены клейма всех сварщиков.
На стыках труб из углеродистых сталей с рабочим давлением до 2,2 МПа (22 кгс/см 2 ) клеймо можно направлять электросваркой.
Список вопросов базы знаний
Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств
При изготовлении криогенного оборудования сварка крупногабаритных конструкций может проводиться на открытом воздухе при отрицательной температуре воздуха. При какой толщине металла допускается сварка конструкций из термонеупрочняемых алюминиевых сплавов без подогрева, если на них не распространяются “Правила устройства и безопасной эксплуатации сосудов, работающих под давлением”?
При изготовлении криогенного оборудования заготовки могут быть подвергнуты термической резке. Какой припуск под механическую обработку свариваемых кромок должен быть предусмотрен после воздушно-дуговой резки низкоуглеродистых и низколегированных сталей?
Укажите температуру подогрева перед сваркой при монтаже сосудов, аппаратов и технологических блоков, предназначенных для работы при температурах ниже минус 70 градусов Цельсия, если температура окружающего воздуха ниже -20 градусов Цельсия.
При изготовлении криогенного оборудования сварка крупногабаритных конструкций может проводиться на открытом воздухе при отрицательной температуре воздуха. При какой толщине металла допускается сварка конструкций из медных сплавов без подогрева, если на них не распространяются “Правила устройства и безопасной эксплуатации сосудов, работающих под давлением”?
При изготовлении криогенного оборудования заготовки могут быть подвергнуты термической резке. Какой припуск под механическую обработку свариваемых кромок должен быть предусмотрен после воздушно-дуговой резки нержавеющих сталей аустенитного класса?
При изготовлении криогенного оборудования заготовки могут быть подвергнуты термической резке. Какой припуск под механическую обработку свариваемых кромок должен быть предусмотрен после плазменной резки алюминиевых сплавов?
Какую величину не должны превышать отпечатки от рабочих инструментов после зиговки, штамповки и резки ножницами на деталях криогенного оборудования?
Обязательна ли термообработка деталей криогенного оборудования из сталей типа 12 Х18Н10Т, после их горячей гибки?
?) Нет, если общее время нагрева при гибке менее 2 часов, а температура находится в пределах 950-1050 градусов Цельсия.
Обязательна ли термообработка деталей криогенного оборудования из алюминиево-магнивыевых сплавов, после их горячей гибки?
?) Нет, если общее время нагрева при гибке более 2 часов, а температура находится в пределах 320-640 градусов Цельсия.
?) Нет, если общее время нагрева при гибке менее 2 часов, а температура находится в пределах 320-430 градусов Цельсия.
Обязательна ли термообработка деталей криогенного оборудования из алюминиево-марганцовистых сплавов, после их горячей гибки?
?) Нет, если общее время нагрева при гибке более 2 часов, а температура находится в пределах 320-430 градусов Цельсия.
?) Нет, если общее время нагрева при гибке менее 2 часов, а температура находится в пределах 320-470 градусов Цельсия.
На каком расстоянии от опор и подвесок следует располагать сварные стыки трубопроводов диаметром менее 50 мм при производстве монтажных работ на аммиачных холодильных установках?
На каком расстоянии от опор и подвесок следует располагать сварные стыки трубопроводов диаметром 50 мм и более при производстве монтажных работ на аммиачных холодильных установках?
Укажите количество прихваток при механизированной сварке в углекислом газе труб диаметром свыше 600 мм.
5.08.1.01.ОХНВП-I-РД Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств. 8.Печи.
Укажите тип электродов которые используются при сварке змеевиков трубчатых печей из стали 15ХМ, 12ХМ?
Укажите тип электродов которые используются при сварке змеевиков трубчатых печей из стали 15Х5М, 15Х5ВФ?
В течении какого срока после прокалки допускается использовать электроды типов Э-42, Э-46 для сварки печных змеевиков?
В течении какого срока после прокалки допускается использовать электроды типов Э-09МХ, Э-09Х1М для сварки печных змеевиков?
В течении какого срока после прокалки допускается использовать электроды типов Э-09Х8МФ, Э-09Х9М1 для сварки печных змеевиков?
В течении какого срока после прокалки допускается использовать электроды типов Э-07Х20Н9, Э-08Х20Н9Г2Б для сварки печных змеевиков?
Сколько времени после прокалки могут хранится электроды, предназначенные для сварки печных змеевиков, в сушильном шкафу при температуре 60-100 °С?
Какая температура воздуха должна быть в кладовых для хранения прокаленных электродов, предназначенных для сварки печных змеевиков?
Какая относительная влажность воздуха должна быть в кладовых для хранения прокаленных электродов, предназначенных для сварки печных змеевиков?
Допускаются ли отклонения размеров шва сверх установленных норм в сварных соединениях печных змеевиков?
?) Необходимо зачищать до чистого металла свариваемые кромки и прилегающие к ним поверхности шириной не менее 20 мм с обеих сторон соединения.
?) Необходимо зачищать до чистого металла свариваемые кромки и прилегающие к ним поверхности шириной не менее 30 мм с обеих сторон соединения.
Какую величину не должно превышать смещение кромок по внутреннему диаметру при сборке печных змеевиков под ручную дуговую сварку?
При ручной дуговой сварке печного змеевика ограничивается отклонение от прямолинейности, измеренное на расстоянии 200 мм от оси шва. Какую величину оно не должно превышать?
При ручной аргонодуговой сварке печного змеевика ограничивается отклонение от прямолинейности, измеренное на расстоянии 200 мм от оси шва. Какую величину оно не должно превышать?
При механизированной сварке в углекислом газе печного змеевика ограничивается отклонение от прямолинейности, измеренное на расстоянии 200 мм от оси шва. Какую величину оно не должно превышать?
Где ставиться клеймо сварщика выполнявшего ручную дуговую сварку штучными электродами стыка печного змеевика?
При сварке печных змеевиков необходимо оканчивать сварку с заходом на начало шва. На какую величину следует перекрывать начало шва при ручной дуговой сварке штучными электродами?
В случае вынужденной остановки при сварке печных змеевиков необходимо начинать сварку отступив назад от кратера. На какую величину следует перекрывать начало шва при ручной дуговой сварке штучными электродами?
При многослойной сварке печных змеевиков необходимо начинать сварку со смещением от начала предыдущего слоя. На какую величину следует смещать начало слоя при ручной дуговой сварке штучными электродами?
До какой температуры рекомендуется охлаждать предыдущий слой шва при многослойной сварке печных змеевиков из аустенитных хромоникелевых сталей?
Какой уровень присваивается сварщику, прошедшему аттестацию согласно «Правил аттестации сварщиков и специалистов сварочного производства»?
Какие требования предъявляются к квалификации, производственному опыту и теоретической подготовке сварщика для допуска его к первичной аттестации?
?) Разряд по ЕТКС не ниже указанного в НТД, необходимый производственный стаж по специальности, свидетельство о прохождении специальной подготовки по аттестуемому направлению деятельности.
?) В случае отстранения от работ, указанных в аттестационном удостоверении по требованию работодателя.
?) В случае отстранения от работ, указанных в аттестационном удостоверении по требованию Госгортехнадзора.
?) Сварщики перед допуском к сварочным работам, не указанным в их аттестационном удостоверении, а также после перерыва свыше 6 месяцев в выполнении сварочных работ, указанных в удостоверении.
?) Сварщики, которым по требованию администрации предприятия необходимо повысить свою профессиональную подготовку.
?) Все сварщики в целях продления срока действия их аттестационных удостоверений на выполнение соответствующих сварочных работ.
?) Сварщики, после временного отстранения от работы за нарушение технологии сварки или повторяющееся неудовлетворительное качество производственных сварных соединений.
?) Не ниже указанного в руководящей и нормативной документации на сварку объектов, подконтрольных Госгортехнадзору России.
Допускается ли засчитывать стаж работы по автоматической сварке в стаж работы сварщика по ручной дуговой сварке?
Укажите длину прихваток при механизированной сварке в углекислом газе труб диаметром до 100 мм
6.3.1. Собранные стыки труб и других элементов необходимо прихватывать в нескольких местах. Прихватки на месте пересечения швов не допускаются.
6.3.2. Прихваточные швы рекомендуется выполнять тем же способом сварки, что и корневой. Если корневой слой шва накладывается автоматическим или механизированным способом, прихватки следует выполнять ручным дуговым или ручным аргонодуговым способом. При прихватке должен применяться тот же присадочный материал, который будет использоваться (или может быть использован) для сварки корневого слоя. Прихватку должен производить сварщик, допущенный к сварке стыков труб соответствующей марки стали, по возможности тот, который будет сваривать данный стык.
6.3.3. Прихватки необходимо выполнять с полным проваром и по возможности переваривать при наложении основного шва.
6.3.4. К качеству прихваток предъявляются такие же требования, как и к сварному шву. Прихватки, имеющие недопустимые дефекты, обнаруженные при визуальном контроле, следует удалять механическим способом.
6.3.5. Прихваточные швы должны быть равномерно расположены по периметру стыка. Не рекомендуется накладывать прихватки на потолочный участок стыка.
В стыках, собираемых без подкладных колец, число прихваток и их протяженность зависят от диаметра труб и должны соответствовать следующим нормам:
при их выполнении ручной дуговой сваркой на стыках труб с толщиной стенки S = 3 мм и менее - толщине стенки трубы; с толщиной стенки более 3 до 10 мм - (0,6 - 0,7)S, но не менее 3 мм; с толщиной стенки более 10 мм - 5 - 6 мм;
при их выполнении ручной аргонодуговой сваркой без присадочной проволоки на стыках труб с разделкой Тр-1 (см. табл. 6.2) - толщине стенки трубы; на стыках труб с разделками Тр-2, Тр-6, Тр-7 - величине b +/- 0,5 мм (b - размер притупления). При выполнении прихваток с присадочной проволокой высота прихватки может быть увеличена на 0,5 - 1 мм.
6.4. Подогрев стыков при прихватке и сварке
6.4.1. Необходимость и температура подогрева стыковых соединений перед прихваткой и сваркой дуговыми способами при положительной температуре окружающего воздуха регламентируется данными табл. 6.3.
Температура подогрева угловых сварных соединений трубных систем определяется также по табл. 6.3, при этом за номинальную толщину свариваемых деталей принимается толщина более толстой детали (коллектора или трубопровода).
Газовая сварка выполняется без специального подогрева стыка, но с прогревом его перед сваркой в соответствии с требованиями пункта 10.9.
6.4.2. Подогревать стык можно индукторами (током промышленной или средней частоты), радиационными нагревателями сопротивления, газовым пламенем, обеспечивая нагрев стыка по всему периметру. В стыках труб с толщиной стенки более 30 мм ширина зоны подогрева должна быть не менее 150 мм (по 70 - 75 мм с каждой стороны), при толщине стенки до 30 мм - не менее 100 мм.
Ширина зоны подогрева угловых и нахлесточных соединений - 50 - 75 мм в каждую сторону от будущего шва.
Стыки труб из сталей 12Х1МФ и 15Х1М1Ф при толщине стенки более 45 мм следует нагревать индуктором. Подогрев этих стыков должен быть организован так, чтобы сразу после окончания сварки можно было произвести их термообработку.
Стыки труб с толщиной стенки 25 мм и менее разрешается нагревать газовым пламенем. Стыки труб с толщиной стенки более 25 мм можно нагревать газопламенными сварочными горелками или резаками лишь в исключительных случаях, если нет возможности установить индуктор, радиационный нагреватель или кольцевую горелку; при этом необходимо надеть на трубу асбестовый муфель (манжету) и обеспечить равномерный нагрев стыка по всему периметру.
При приварке подкладного кольца конец трубы можно подогревать газовым пламенем независимо от толщины стенки трубы.
6.4.3. Температуру подогрева можно контролировать с помощью термопар (ТП), цифровых контактных термометров (ТК-3М, ТК-5 и др.), пирометров, термокарандашей, термокрасок. Контроль температуры предварительного и сопутствующего подогрева стыков трубопроводов из низколегированных сталей диаметром свыше 600 мм при толщине стенки более 25 мм необходимо производить в двух диаметрально противоположных точках по периметру стыка, при этом на вертикальных стыках замер производится в нижней и верхней точках стыка.
При положительной температуре окружающего воздуха температуру подогрева стыка разрешается контролировать с помощью спички: ее воспламенение (без трения о поверхность металла) происходит при температуре металла около 270 град. C. Замер температуры подогрева следует производить в пределах зоны нагрева, ширина которой определяется п. 6.4.2.
6.5. Технология сварки стыков труб
6.5.1. Сварку стыков труб рекомендуется начинать сразу после прихватки. Промежуток времени между окончанием выполнения прихваток и началом сварки стыков труб из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов должен быть не более 4 ч. Непосредственно перед сваркой необходимо проверить состояние поверхности стыка и в случае необходимости зачистить его в соответствии с указаниями п. 6.2.4.
6.5.2. Стыки труб (деталей) из низколегированных теплоустойчивых сталей перлитного класса, а также мартенситного и мартенситно-ферритного классов следует сваривать без перерыва.
При вынужденных перерывах в работе (авария, отключение тока) необходимо обеспечить медленное и равномерное охлаждение стыка любыми доступными средствами (например, обкладкой листовым асбестом), а при возобновлении сварки следует подогреть стык (если это требуется) до температуры, указанной в табл. 6.3. Эту температуру нужно поддерживать до окончания сварки.
Не допускается никаких силовых воздействий на стык до завершения его сварки и проведения термообработки, если таковая необходима.
Примечание. Сварное соединение трубопроводов из теплоустойчивых сталей, выполненное с перерывом, должно быть обязательно проконтролировано УЗД по всему периметру шва.
6.5.3. Во всех случаях многослойной сварки разбивать шов на участки необходимо с таким расчетом, чтобы стыки участков ("замки" швов) в соседних слоях не совпадали, а были смещены один относительно другого, и каждый последующий участок перекрывал предыдущий. Размер смещения и перекрытия "а" (рис. 6.8) при автоматической сварке под флюсом должен быть не менее 50 мм, при всех других способах сварки - 12 - 18 мм.
6.5.4. Ручную дуговую сварку следует выполнять возможно короткой дугой, особенно при использовании электродов с основным покрытием, для которых длина дуги должна быть не более диаметра электрода. В процессе сварки необходимо как можно реже обрывать дугу. Перед гашением дуги сварщик должен заполнить кратер путем постепенного отвода электрода и вывода дуги назад на 15 - 20 мм на только что наложенный шов. Последующее зажигание дуги производится на кромке трубы или на металле шва на расстоянии 20 - 25 мм от кратера.
6.5.5. При ручной дуговой сварке во избежание зашлаковки металла шва около кромок труб следует наплавлять возможно более плоский валик.
6.5.6. В процессе сварки должны быть обеспечены полный провар корня шва и заделка кратера. По окончании наплавки каждого валика необходимо полностью удалить шлак после его охлаждения (потемнения). При обнаружении на поверхности шва дефектов (трещин, скоплений пор и т.п.) дефектное место следует удалить механическим способом до "здорового" металла и при необходимости заварить вновь.
6.5.7. Для придания сварному соединению надлежащего внешнего вида верхние слои шва следует выполнять по специальной технологии, изложенной в Приложении 12.
Независимо от технологии наложения облицовочного слоя, выполненного ручной дуговой сваркой, он должен отвечать следующим требованиям:
выпуклость (усиление) шва следует выдерживать в пределах, указанных в Приложении 12; для труб с толщиной стенки более 20 мм максимальный размер выпуклости может составлять 5 мм;
В стыковых швах, выполненных автоматической сваркой, при толщине стенки до 8 мм допускается выполнять шов без выпуклости (шов накладывается заподлицо с трубой).
6.5.8. Во время сварки элементов из подкаливающихся сталей (труб из сталей марок 15ХМ, 12Х1МФ, 15Х1М1Ф, 12Х2МФСР, 10Х9МФБ, 12Х11В2МФ и литья аналогичного состава) следует заглушать концы труб или закрывать задвижки на трубопроводе.
6.5.9. При температуре окружающего воздуха ниже 0 град. C сваривать и прихватывать стыки трубопроводов и труб котлов необходимо с соблюдением следующих требований:
а) минимальная температура окружающего воздуха, при которой может выполняться прихватка и сварка элементов котлов и трубопроводов в зависимости от марки стали, приведена в табл. 6.4;
б) стыки труб, которые при положительной температуре полагается сваривать с подогревом и термообрабатывать (см. табл. 6.3 и 17.1), при отрицательной температуре должны быть подвергнуты термообработке непосредственно после сварки; перерыв между сваркой и термообработкой допускается при условии поддержания в это время в стыке температуры сопутствующего подогрева;
в) стыки, которые при положительной температуре полагается сваривать с подогревом без термообработки (включая продольные швы плавников и вварку уплотнений), при отрицательной температуре должны быть непосредственно после окончания сварки (не допуская остывания стыка) укрыты слоем теплоизоляции толщиной 8 - 15 мм для обеспечения замедленного охлаждения;
Читайте также: