Укажите обозначения марок сварочных материалов
Обновлено: 25.06.2024
При выполнении сварки плавлением применяют: сварочную проволоку, плавящиеся и неплавящиеся электроды, электроды со специальным покрытием. Для защиты сварочной ванны используют различные флюсы и защитные газы. Правильный выбор сварочных материалов является залогом качественной сварки.
Электродные материалы. Сварочная проволока выпускается нескольких десятков марок и диаметров; каждый вид проволоки предназначен для определенного вида работ. Маркировка проволоки выполняется буквенным и цифровыми символами, указывающими на содержание примесей и виды сталей, для сварки которых она предназначена. Марка сварочной проволоки состоит из нескольких элементов: буквенного символа «Св» в начале маркировки, означающего «проволока сварочная»; цифрового индекса после буквенного символа, указывающего содержание углерода в сотых долях процента (марка Св-08 означает «проволока сварочная с содержанием углерода 0,08 %» буквенного символа после цифры, обозначающего легирующие элементы; цифры после них, указывающие процентное содержание легирующего элемента в сотых долях процента при его содержании более 1 %. Если его содержание не превышает 1 %, то его количественный состав в маркировочном индексе не проставляют.
Химические элементы в сталях обозначают следующими символами: алюминий - Ю, азот - А, титан - Т, хром - X, цирконий - Ц, кремний - С, вольфрам - В, кобальт - К, марганец - Г, молибден - М, никель - Н, медь - Д, бор - Р, ванадий - Ф, ниобий - Б. Индекс А в конце маркировки указывает на то, что проволока изготовлена из. высококачественной стали, которая содержит мало вредных примесей.
При сварке низкоуглеродистых сталей применяют сварочную проволоку марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-ГА и Св-10Г2. Диаметр сварочной проволоки, выпускаемой современной промышленностью, может колебаться от 0,3 до 12 мм.
В последнее время используют проволоку с медным покрытием, защищающим ее поверхность от атмосферного воздействия. Выбирая проволоку, следует внимательно изучить информацию на бирке, прикрепленной к каждому мотку или бухте. Здесь указывают изготовителя, марку стали, из которой проволока изготовлена, и ее диаметр. Кроме того, к каждой поставляемой партии проволоки независимо от ее количества должен прилагаться сертификат соответствия.
Ответственные конструкции, к качеству сварки которых предъявляют повышенные требования, варят порошковыми проволоками. Такая проволока представляет собой металлическую оболочку из низкоуглеродистой стали, в полость которой запрессован порошок состава, специально подобранного в зависимости от марки свариваемой стали и требований, предъявляемых к сварному соединению. Это может быть простой железный порошок, служащий заполнителем сварочного шва, или специальный сплав, обеспечивающий легирование сварного соединения. Оболочку получают путем протягивания стальной ленты через калиброванное отверстие специальных фильеров.
Порошковая проволока маркируется символом «ПП», за которым следует буквенный и цифровой символы, указывающие ее тип. Хранят и транспортируют сварочную проволоку в условиях, исключающих ее загрязнение и окисление.
Электроды для ручной дуговой сварки изготовляют в виде стержней из холоднотянутой калиброванной сварочной проволоки, на которую методом опрессовки под давлением нанесен слой защитного покрытия. Роль покрытия заключается в металлургической обработке сварочной ванны, защите ее от атмосферного воздействия и обеспечении более устойчивого горения дуги. В состав защитного покрытия входят:
- стабилизирующие вещества, обеспечивающие устойчивый процесс горения дуги за счет соединений щелочных и щелочноземельных металлов, обладающих низким потенциалом ионизации. К таким металлам относят калий, натрий, кальций, которые содержатся в кальцинированной соде, поташе, некоторых видах известняка и мрамора;
- шлакообразующие компоненты, представляющие собой руды (титановые и марганцевые) и минералы (полевой шпат, гранит, кремнезем, плавиковый шпат). При помощи шлакообразующих компонентов вокруг сварочной ванны создается защитная шлаковая пленка, препятствующая протеканию окислительных процессов;
- газообразующие - неорганические вещества (мрамор СаС03, магнезит MgC03 и др.) и органические (крахмал, древесная мука и т.п.). Роль этих веществ сводится к дополнительной защите сварочной ванны за счет выделенных газов, образующих защитную оболочку;
- легирующие элементы и раскислители - кремний, марганец, титан и др., а также сплавы этих элементов с железом. Их применяют для наполнения сварочной ванны легирующими элементами, придавая металлу нужное состояние;
- раскисляющие вещества, позволяющие восстанавливать металлы из образовавшихся в сварочной ванне оксидов. Для этого служат ферромарганец, ферросилиций и ферротитан;
- связующие компоненты - водные растворы силикатов натрия и калия, называемые жидким стеклом, которые придают монолитность покрытию из порошковых материалов;
- формовочные добавки - вещества, придающие покрытию пластические свойства (бетонит, каолин, декстрин, слюда и проч.).
Для обеспечения устойчивого горения дуги в покрытия вводят вещества, содержащие элементы с низким потенциалом ионизации (соли щелочных металлов). С целью повышения производительности сварки в покрытия добавляют железный порошок, содержание которого может достигать 60 % массы покрытия.
Все электроды для ручной сварки можно разделить на следующие группы: В — для сварки высоколегированных сталей с особыми свойствами (49 типов); Л - для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа (пять типов - Э70, Э85, Э100, Э125, Э150; цифры в обозначении электрода для сварки конструкционных сталей означают гарантируемый предел прочности металла шва); Т - для сварки легированных теплоустойчивых сталей (9 типов); У - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву; Н - для наплавки поверхностных слоев с особыми свойствами (44 типа).
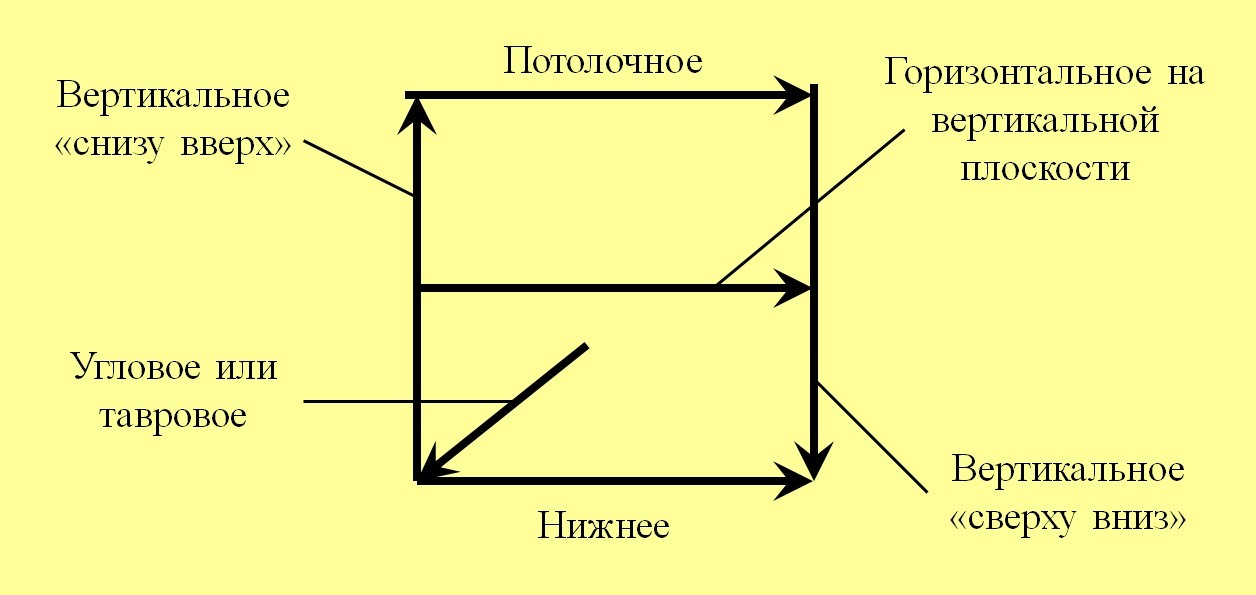
Выпускаемые промышленным способом электроды в зависимости от допустимого пространственного положения сварки подразделяют на четыре группы:
- для сварки во всех положениях шва;
- для сварки во всех положениях, кроме вертикального сверху вниз;
- для сварки в нижнем, горизонтальном положении шва на вертикальной плоскости и вертикальном - снизу вверх;
- для сварки в нижнем положении и нижнем «в лодочку».
Маркировка электродов состоит из буквы «Э» и цифр, указывающих прочностные характеристики наплавленного металла Например, электроды Э42 обеспечивают минимальное сопротивление шва внешним нагрузкам с давлением 420 МПа. Если в обозначении после цифр стоит буква «А», то данный тип электрода обеспечивает более высокие пластические свойства наплавленного металла. Электроды различают по маркам, которые указаны в их паспорте. Одному и тому же типу электродов может соответствовать несколько марок. К примеру, электродам типа 46 соответствуют марки АНО-4, МР-3 и некоторые другие, электродам типа Э42 - марки УОНИ-13/45 и СМ-11.
Перед сваркой необходимо ознакомиться с надписью на этикетке пачки. Например, условное обозначение на упаковочной пачке Э42А-УОНИ- 13/45-УД Е432(5)-Б1=ОП расшифровывается следующим образом: Э42А - тип электрода с прочностной характеристикой шва 420 МПа; УОНИ-13/45 - марка электрода; У - назначение электрода - для сварки углеродистых и низкоуглеродистых сталей; Д - электрод с толстым покрытием; Е432(5) - группа индексов, указывающих характеристики наплавленного металла; Б - вид покрытия; 1 - для всех пространственных положений; = ОП - постоянный ток обратной полярности.
При необходимости электроды прокаливают не позднее чем за 5 суток до сварки. После этого электроды хранят в запаянных полиэтиленовых пакетах без доступа воздуха. Нельзя прокаливать электроды более 2 раз (не считая прокалку при их изготовлении), так как покрытие может отслаиваться и осыпаться.
Неплавящиеся электроды применяют для возбуждения и поддержания сварочной дуги, но сами они не наполняют сварочную ванну. Для этого применяют электроды в виде стержней цилиндрической формы, выполненные из тугоплавкого материала (в основном вольфрама, реже угля или графита). Конец электрода затачивается на конус. Для поддержания устойчивой дуги в состав электродов вводят оксиды активирующих редкоземельных металлов (торий, лантан и т.д.), повышающие эмиссионную способность электрода.
Графитовые электроды имеют высокую электрическую проводимость, стойкость против окисления при высоких температурах.
Вольфрамовые электроды изготовляют из чистого вольфрама или с добавлением активизирующих присадок, которые обеспечивают более устойчивое горение дуги, повышают стойкость электрода при повышенной плотности тока. Содержание активирующих добавок обычно не превышает 1 -3 %.
Флюсы для дуговой сварки используют с целью защиты от вредных воздействий атмосферных газов и металлургической обработки сварочной ванны. Их введение обеспечивает высокое качество шва за счет поддержания устойчивого процесса сварки, формирования оптимального химического состава шва, механических свойств сварных соединений (прочность) и легкой отделяемости шлаковой корки от поверхности. Швы получаются плотные и не склонные к кристаллизационным трещинам. Флюсы вводят в сварочную ванну различными способами: наносят в виде паст на кромки свариваемых деталей, вводят в виде порошков или газов непосредственно в сварочную дугу или пламя (рисунок ниже).
Схема дуговой сварки под слоем флюса

1 - электрод; 2 - расплавленный флюс; 3 - слой флюса; 4 - ванна расплавленного металла; 5 - металл трубы
Сварочные флюсы могут быть кислыми и основными. Если в сварочной ванне преобладают основные оксиды (в большинстве случаев это оксиды металлов), то должны использоваться кислые флюсы, их применяют преимущественно для сварки цветных металлов и сплавов на медной основе. Если применяются кислотные оксиды (SiО2 и др.), то флюс должен быть основным, его чаще всего применяют при сварке чугуна. Как правило, это смесь соды Na2C03, поташа К2С03 и других веществ. В обоих случаях реакция протекает по следующей схеме:
кислотный оксид + основной оксид = соль.
Образующиеся при этом легкоплавкие соли в виде шлака всплывают на поверхность сварочной ванны.
Для сварки чугуна в качестве флюса может применяться чистая бура. Сварку низкоуглеродистых сталей выполняют преимущественно низкоуглеродистой сварочной проволокой в сочетании с высококремнистым марганцевым флюсом.
Перед употреблением флюсы обычно прокаливают, соблюдая режимы, указанные в ТУ или в паспортах, разработанных заводом-изготовителем.
Защитные газы, служащие для снижения вредного воздействия окружающей среды, могут применяться как в чистом виде, так и в виде смесей. В основном это инертные газы аргон и гелий. Инертные газы не вступают в химическую реакцию с металлом и не растворяются в нем. Их используют преимущественно при сварке химически активных металлов (титан, алюминий, магний и т.д.). Кроме инертных газов для защиты сварочной ванны могут применять активные газы - углекислый газ и азот.
Аргон - бесцветный негорючий неядовитый газ тяжелее воздуха, не образующий с ним взрывчатых смесей. Он хорошо обеспечивает защиту сварочной ванны, не вступая с ним в реакцию. Поставляется в баллонах вместимостью 40 л под давлением.
Гелий - значительно легче воздуха, следовательно, аргона, поэтому расход гелия при сварке увеличивается в 1,5-2 раза. По своим качествам гелий не уступает аргону, а в некоторых случаях превосходит его. Так, при одном и том же токе дуга в среде гелия выделяет в 1,5-2 раза больше энергии, чем в аргоне. Это позволяет повысить скорость сварки; но стоимость гелия выше, чем аргона, поэтому он применяется реже.
Азот - активный газ без цвета, запаха и вкуса. В соединении с металлами, азот образует нитриды, снижающие механические свойства металла. Его используют для сварки меди и ее сплавов, по отношению к которым азот является инертным газом.
Водород - горючий взрывоопасный газ, не имеющий цвета, запаха и вкуса, в 14,5 раза легче воздуха. Так как водород образует взрывоопасные смеси (особенно с кислородом), то его не применяют в чистом виде для сварки. Смесь водорода и аргона значительно улучшает процесс формирования шва, повышает чистоту его поверхности, увеличивает глубину проплавления. Такой смесью часто пользуются при сварке тонких металлов (толщиной до 1 мм).
Кислород - газ, не имеющий цвета,запаха и вкуса, активно поддерживает горение. Его используют для газопламенной сварки металлов. Однако при соприкосновении сжатого кислорода с маслом происходит мгновенное окисление, сопровождающееся выделением теплоты, что может привести к воспламенению масла и даже к взрыву.
Смесь кислорода и аргона при сварке благоприятно влияет на металлургические процессы и технологические характеристики. Так, при содержании кислорода в аргоне до 5 % повышается стабильность сварочной дуги, увеличивается текучесть сварочной ванны, улучшается процесс формирования шва, перенос металла становится мелкокапельным.
Углекислый газ (диоксид углерода) со слабым запахом и резко выраженными окислительными свойствами является активным защитным газом. Для сварки применяют сварочный углекислый газ чистотой 99,5 %. Углекислый газ не токсичен и не взрывоопасен. При содержании его в рабочей зоне до 0,5 % не представляет опасности для здоровья. Более высокие концентрации (свыше 5 %) могут оказать вредное воздействие на организм человека.
Группы и марки основных свариваемых материалов
08, 08пс, 08ЮТ, 15, 15пс, 10, 20, 20пс, 16Д, СтЗ**, СтЗГ**, 35, 45, Ст 3 (пс, сп) ДТУ-1, Ст 3 (пс, сп) ДТУ-2, Ст 3 (пс, сп) ДТУ-3, СтЗГпс ДТУ-1, СтЗГпс ДТУ-2, С235, С255, С285, Ст ЗГпс ДТУ-3, 09Г2, 10Г2, 09Г2Д, 09Г2С, 12Г2С, С345, 08ГБЮ, S355 S1/B, S355 J2H S1B, S355 K2G3, Е32, 09Г2СД, 18ЮТ (Ч-33), 16ГС, 22ГЮ, 15ГФ, 20Х, 15ХСНД, 30ХГСА
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 360 МПа до 500 МПа
Ст3пс*, Ст3сп*, Ст3Гпс*, С375, 09Г2*, 09Г2С*, 12Г2С*, 09Г2С ДТУ-4, 15ХСНД*, 09Г2СФ, 30ХГСА*, 19ЮФТ (Ч-37), 10Г2Б, 08ГБЮ, 09ГБЮ, 12Г2Б, 14Г2АФ, 14Г2АФД, 15Г2АФД, 15Г2СФ, 10ХСНД, Ч-44, 09Г2ФБ, 10Г2ФБ, 16Г2АФ, 16Г2АФД, 18Г2АФ, 18Г2АФД, 1-12, 4-12, 7-12, 13ХГСН1МД, 14ХГ2САФД, 10Г2СФБ, 10Г2ФБЮ, RAEX 640 XCF, FORM 500S1, Е40
Низколегированные конструкционные стали перлитного класса с гарантированным минимальный пределом текучести свыше 500 МПа
13ХГСН1МД*, 14ХГ2САФД*, 12ГН2МФАЮ, 10ХСНД*, 1-12*,
3-12, 14ХГ2САФД*, 12Г2СМФ, 15ХГНМРАФАЧ, 15ХГН2МАФАЧ, 12ХН2МД (АБ1), 12ХН2МД-Ш (АБ1-Ш), 15Г2МФЮТРЧА, 10ГДН1ФЮ, 10ХНЗМД (АБ2), 10ХНЗМД-Ш (АБ2-Ш), 14ХГНМД, 12Х2Г2НМФТ, 12ГНЗМФАЮДР-Ш, 12ГНЗМФАЮДР-СШ, 14ХГН2МДАФБ, 15ХГНМФТ, 17Х2МБ,
DOMEX 590 ХРE, DOMEX 640 ХРE, WELDOX 700E,
WELDOX 960E, 07X3ГНМЮА, АКН 29, 12ДН2ФЛ
Группы и марки основных материалов КО
Перечень входящих в группу котельного оборудования технических устройств:
1.Паровые котлы с давлением пара более 0,07 МПа и водогрейные котлы с температурой воды выше 115 °С.
2.Трубопроводы пара и горячей воды с рабочим давлением пара более 0,07 МПа и температурой свыше 115 °С.
3.Сосуды работающие под давлением свыше 0,07 МПа.
4.Арматура и предохранительные устройства.
5.Металлические конструкции для котельного оборудования
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции котельного оборудования
Группы материала
Характеристика групп
Марки материалов
Углеродистые и низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести не более 360 МПа
Ст2, СтЗ, СтЗГ, Ст4, 08, 10, 15, 20, 20ПВ, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, З0Л, 35Л, 10Г2, 06ГФАА, 15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У, 20ГСЛ, 09Г2С, 10Г2С, 10Г2С1, 14ХГС, 14ГНМА, 16ГНМ, 16ГНМА
Низколегированные теплоустойчивые хромомолибденовые и хромомолибденованадиевые стали перлитного класса
12МХ, 12ХМ, 15ХМ, 20ХМЛ, 10Х2М, 10Х2М-ВД, 10Х2ГНМ, 12X2M1, 12Х1МФ, 12Х1МФ-ПВ, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ
Легированные стали мартенситного класса с содержанием хрома от 4 до 10%
Высоколегированные (высокохромистые) стали мартенситного и мартенситно-ферритного классов с содержанием хрома от 10 до 18%
20X13, 12Х11В2МФ, 18Х12ВМБФР
Высоколегированные стали аустенитного класса
12Х18Г9Т, 08Х16Н9М2, 08Х18Н10Т, 12X18H10T, 12Х18Н12Т, 12Х18Н9ТЛ, 12Х18Н12МЗТЛ, 10Х13Г12БС2Н2Д2, 20Х23Н13
Группы и марки основных материалов ГО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции газового оборудования
Группа материала
Cт1, Ст2, Ст3 (КЗ8), Ст4, 08, 10 (К34), 15 (КЗ8), 20 (К42), 10Г2, 09Г2С, 17ГС (К52), 17Г1С (К52), 17Г1С-У
Группы и марки основных материалов МО
Группы и типичные марки основных материалов,
применяемых при изготовлении, монтаже, ремонте и реконструкции металлургического оборудования
Часть 1. Железоуглеродистые сплавы
Ст2, СтЗ, СтЗГ, Ст4, 08, 08Т, 08ГТ, 10, 15, 15Г, 18, 18Г, 20, 20Г, 25, 15K, 16К, 18К, 20К, 22К, 15Л, 20Л, 25Л, 20ЮЧ, А, В, 09Г2, 10Г2, 14Г2, 16ГМЮЧ, 12ГС, 12ГСБ, 12Г2С, 13ГС, 13ГС-У,15ГС, 16ГС, 17ГС, 17Г1С, 17Г1С-У,20ГСЛ, 20ГМЛ, 08ГБЮ, 09Г2С, 09Г2СА, 09Г2С-Ш, 10Г2С, 10Г2С1, 10Г2С1Д, 14ХГС, 09Г2СЮЧ, 09ХГ2СЮЧ и т.п.
13Г1СБ-У, 13Г2АФ, 14Г2АФ, 15Г2АФД, 16Г2АФ, 18Г2АФ, 09ГБЮ, 09Г2ФБ, 09Г2НАБ, 10Г2Ф, 10Г2ФБ, 10Г2СФБ, 10Г2ФБЮ, 09Г2БТ, 10Г2БТ, 15Г2СФ, 12Г2СМФ,12Г2СБ, 12Г2СБ-У, 12ГН2МФАЮ, Д40, Е40, 10ХСНД, 10ХН1М, 12ХН2, 12ХН3А,10Х2ГНМ, 10Х2ГНМА-А, 30ХМА, 18Х2МФА, 25Х2МФА, 12Х2Н4А
Низколегированные конструкционные стали перлитного класса с гарантированным минимальным пределом текучести свыше 500 МПа
18Х3МВ,20Х3МВФ,25Х3МФА, 15Х3НМФА, 15Х3НМФА-А, 20ХН3Л, 30ХГСА, 38ХН3МФА
12МХ, 12ХМ, 15ХМ, 20ХМ.20ХМА, 20ХМЛ, 10Х2М, 10Х2М-ВД, 1Х2М1, 12Х2М1, 10Х2М1А, 10Х2М1А-А, 10Х2М1А-ВД, 10X2M1A-Ш, 12Х1МФ, 20Х2МА, 15Х1М1Ф, 20ХМФЛ, 15Х1М1ФЛ, 12Х2МФСР, 12Х2МФБ, 12Х2МФА, 15Х2МФА, 15Х2МФА-А, 15Х2НМФА, 15Х2НМФА-А.
15X5, 15Х5М, 15Х5М-У, 15Х5ВФ, Х8, 12X8, 12Х8ВФ, Х9М, 20Х5МЛ, 20Х5ВЛ, 20Х5ТЛ, 20Х8ВЛ.
Высоколегированные стали аустенитно-ферритного класса
12X21Н5Т, 08Х22Н6Т, 08Х18Г8Н2Т, 10X21Н6М2Л
07Х16Н6, 08Х21Н6М2Т, 07Х13АГ20, 07Х13Н4АГ20, 10Х14Г14Н4Т, 03Х17Н14М3, 08Х17Н13М2Т, 10Х17Н13М3Т, 10XI7H13M2T,08X17H15M3T, 12X18H9T и т.п.
СЧ10, СЧ15.СЧ17, СЧ20, СЧ25, СЧ30, СЧ35, СЧ15М4, СЧ17М3, ЧНХТ, ЧН1МШ, ЧН2Х, КЧ30-6, КЧ33-8, КЧ35-10, КЧ37-12, КЧ45-7, КЧ50-5, КЧ55-4, КЧ60-3, КЧ65-3, КЧ70-2, КЧ80-1,5, ВЧ-35, ВЧ-40, ВЧ-45, ВЧ-50, ВЧ-60, ВЧ-70, ВЧ-80, ВЧ-100
Арматурные стали железобетонных конструкций
18Г2С, 10ГТ, 25Г2С, 32Г2Рпс, 80С, 20ХГ2Ц, 23Х2Г2Т, 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР, 27ГС, 20ГС, 28С, Ст 5пс, Ст 5сп, 35ГС
Покрытые электроды, характеристики, технические требования. Классификация, маркировка ГОСТ 9466-75
Электроды должны храниться в отапливаемых помещениях при температуре не ниже +15 С и влажности воздуха не выше 60%(нормальные условия). При соблюдении условий хранения, срок годности электродов не ограничен.
Должны проходить обязательный входной контроль. При входном контроле должны проверяться:
- наличие сертификата;
- сохранность упаковки и наличие на каждом упаковочном месте этикетки (бирки);
- сварочно-технологические свойства;
- для легированных электродов соответствие химического состава наплавленного металла данной марки;
Перед применением электроды должны быть прокалены по режиму, указанному на этикетке.
Основные характеристики покрытых электродов ГОСТ 9466-75
1. Тип электрода:
- для конструкционных и теплоустойчивых сталей по ГОСТ 9467 (Э– покрытый электрод, число-гарантированный предел прочности наплавленного металла (в кг\на мм), буква А улучшенные пластические свойства (например, Э42,Э50А);
- для высоколегированных сталей по ГОСТ 10052 примерный химический состав наплавленного металла (например, Э-07Х20Н9)
2. Марка электрода, устанавливается разработчиком ТУ на электроды (например МТГ-01К,ТМЛ-3У, УОНИ 13\55)
3. Диаметр электрода
5. Род и полярность тока
По видам покрытия электроды подразделяются
- с кислым покрытием – А;
- с основным покрытием – Б;
- c целлюлозным покрытием – Ц;
- с рутиловым покрытием – Р;
- с покрытием смешанного вида – соответствующее двойное условное обозначение (РА, РБ, РЦ);
- с прочими видами покрытий – П.
При наличии в составе покрытия железного порошка в количестве более 20% к обозначению вида покрытия электродов добавляется буква Ж.
По допустимым пространственным положениям сварки или наплавки электроды подразделяются:
- для всех положений — 1;
- для всех положений, кроме вертикального сверху вниз — 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх — 3;
- для нижнего и нижнего в лодочку — 4.
По назначению электроды подразделяются:
- для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 60 кгс/мм2 — У (условное обозначение);
- для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 60 кгс/мм2 — Л;
- для сварки легированных теплоустойчивых сталей — Т;
- для сварки высоколегированных сталей с особыми свойствами — В;
- для наплавки поверхностных слоев с особыми свойствами — Н.
По толщине покрытия электроды подразделяются:
В зависимости от отношения D/d (D — диаметр покрытия, d — диаметр электрода, определяемый диаметром стержня)
- с тонким покрытием (D/d≤1,20) — М;
- со средним покрытием (1,20
- с толстым покрытием (1,45
- с особо толстым покрытием (D/d>1,80) — Г.
Этикетка коробки с электродами
Каждая коробка (пачка) с электродами снабжаются этикеткой или маркировкой, на которой указано:
- наименование или товарный знак предприятия-изготовителя;
- полное обозначение электродов по ГОСТ 9466-75;
- номер партии и дата изготовления;
- область применения электродов;
- режимы сварочного тока в зависимости от диаметра электродов и положения сварки или наплавки;
- особые условия выполнения сварки или наплавки;
- свойства металла шва, наплавленного металла или сварного соединения (специальные механические свойства, не указанные в условном обозначении электродов);
- допустимое содержание влаги в покрытии на момент использования электродов;
- рекомендуемый режим прокаливания электродов перед сваркой;
- масса электродов в упаковке.
Условное обозначение электродов по ГОСТ 9466-75 Пример обозначения электрода по ГОСТ 9466-75
Условное обозначение положений сварки
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию
При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Маркировка стали: принципы, расшифровка

Маркировка стали – это не только и не столько заморочка суровых производителей. Она необходима для конечного пользователя продукции, чтобы подобрать изделие, материал с теми характеристиками, которые требуются для конкретного вида работ, выполнения задач.
Например, конструкционная сталь не подойдет для изготовления инструментов, углеродистая будет совершенно неуместна там, где используются легированные сплавы и т. д. О том, что означает маркировка сталей, по какому принципу она наносится, вы узнаете из нашего материала.
Принципы маркировки стали
Маркировка стали – это краткое описание, дающее представление о физических и химических свойствах сплава. Разобраться в шифрах легко, если знать принципы их составления.
Маркировка состоит из букв и цифр, которые обозначают тот или иной химический элемент и его содержание в сплаве. Уметь пользоваться этой информацией важно, чтобы понимать влияние каждого компонента стали на ее свойства. Это поможет определить технические характеристики конкретной марки.

При выполнении заказа проектировщики сначала работают над конструкцией изделия. На основе свойств имеющихся материалов подбирается марка стали, удовлетворяющая требованиям по качеству. Далее проектировщики делают описание и расчеты, дающие картину того, как устройство будет вести себя в процессе движения. Это позволяет понять, какие элементы изделия испытывают повышенные нагрузки.
Если измерения и расчеты показали, что конструкция будет подвергаться сильному трению или высоким нагрузкам, требования к прочности компонентов сплава возрастают. Специалисты подбирают материалы марок по ГОСТ для конкретных условий использования. Из выбранного металла создается модель, которая тестируется по методикам, характерным для этой сферы. Если данный прототип не отвечает заявленным критериям, конструктор может изменить марку стали.
В естественной среде для железа характерны реакции с окислителями, серой, фосфором, галогенами. Раньше в качестве восстановителя использовали каменный уголь, чтобы очистить сырье и преобразовать оксидные соединения. Таким образом, в процессе горения при минимуме кислорода получался чугун. Доля углерода в нем составляет не менее 2,14 %, а оксиды и примеси присутствуют по минимуму. Чтобы получить сталь, необходимо сократить содержание углерода в сырье до 2 %.
Маркировка стали содержит буквы и цифры, описывающие состав и количественное соотношение химических элементов в нем. Важно понимать, как каждый из компонентов влияет на готовый сплав, чтобы разбираться в технических характеристиках определенной марки стали.
Работа с металлами в любой отрасли предполагает знание марок, свойств, характеристик, которые обозначены в индексе. Зашифрованная информация дает полное представление о металле и его особенностях. Для тех, кто разбирается в цифрах и буквах маркировки, обращаться к другим источникам за дополнительной информацией не требуется.
Маркировка углеродистых сталей
Углеродистые стали по составу сходны с чугуном, но концентрации компонентов в них различаются. Обработка уменьшает количество углеродов и вредных составляющих. Чтобы получить еще более прочный и устойчивый к коррозии металл, регулируют соотношение кремния и марганца.
По количеству углеродных соединений определяют несколько групп сплавов:
- высокоуглеродистая (0,6–2 %);
- среднеуглеродистая (0,25–0,55 %);
- низкоуглеродистая (до 0,25 %).

Наличие углеродов в составе важно для укрепления структуры на молекулярном уровне и для формирования карбидов. Высокий процент углерода делает сплав устойчивым к нагрузкам, в том числе позволяет противостоять механическим ударам. Чем ниже значения углеродной составляющей, тем более пластичен материал, что позволяет изготавливать изделия повышенной точности.
Эти характеристики важны для производства инструментов (например, топоров) или малонагруженных элементов конструкций (зубчатые колеса, пружины), а также деталей, которые в процессе эксплуатации испытывают высокое напряжение (оси, арматуры).
Маркировки нержавеющих сталей включают следующие буквы:
- Ст – сталь.
- Цифра – номер по регламенту ГОСТ 380-2005.
- Г – марганец более 0,8 %.
- КП, ПС или СП – метод раскисления.
Это «конструкционные» сплавы, которые можно распознать по шифрам: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, Ст3кп, Ст3пс, Ст3сп, Ст3Гпс, Ст3Гсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Ст6пс, Ст6сп.
Другая группа – «инструментальные», куда относят сплавы с содержанием углерода в 0,7 %. Для них характерно очищение состава от вредных компонентов. Маркировки стали определяет ГОСТ 1435-99:
- У – углеродистая.
- Цифры – содержание углерода в десятых долях %.
- Г – марганец более 0,33 %.
- А – повышенное качество стали, при этом минимальное количество примесей: серы – до 0,03 %, фосфора – до 0,035 %.
Маркировка инструментальных сталей включает следующие обозначения: У7; У8; У8Г; У9; У10; У11; У12; У13; У7А; У8А; У8ГА; У9А; У10А; У11А; У12А; У13А.
Маркировка легированных сталей
Чтобы стали обрели специальные свойства, осуществляют процесс легирования. Он обозначает добавление в состав различных присадок. Классификация по маркировке сталей в зависимости от наличия и соотношения легирующих компонентов включает в себя низколегированные (до 2,5 %), среднелегированные (до 10 %) и высоколегированные (до 50 %) сплавы.

Данная таблица описывает, как в маркировке стали обозначены металлы, которые присутствуют в виде легирующих добавок:
Сварочная проволока: что это такое, виды и применение

Сварочная или присадочная проволока поставляется в бобинах. Это удобна для промышленных линий: бобина устанавливается на подающем механизме и пруток в автоматическом режиме направляется в зону сварки. Альтернатива – это ручная подача материала, которая распространена вне серийного производства.
Сам присадочный пруток может быть разным: цельным, полым или со специальными вкраплениями. Металлы, из которых он изготавливается, тоже отличаются большим ассортиментом: алюминий, латунь и прочие. При выборе на этот параметр сварщики обращают внимание в первую очередь: присадка по своему составу должны быть идентична свариваемым металлам.
Виды сварочной проволоки
При проведении сварочных работ используются такие виды проволоки:
- порошковая. Востребована при работе с углеродистой сталью, которая впоследствии будет подвержена термической обработке;
- алюминиевая. Применяется при сварке заготовок, выполненных из такого же материала. Допускается содержание кремния, марганца, магния и других включений);
- нержавеющая. Подходит для работы с нержавеющими металлами: сталь с содержанием хрома или никеля;
- омедненная – для работы с высоко и среднелегированной сталью;
- стальные. Предназначены для сваривания стали средне- и низколегированной.
Проволока для нержавеющей стали
Такая присадочный материал используется в случаях, когда в инертной среде сваривается сталь с содержанием хрома или никеля. Основные достоинства:
- на выходе получается шов высокого качества;
- на поверхности сварного соединения нет трещин;
- шов устойчив к коррозии;
- небольшое количество брызг;
- стабильность дуги.
Нержавеющая сварочная проволока обладает важным достоинством: с ее помощью формируется шов с повышенным сроком службы. Она производится из высоколегированной стали, в которой содержание никеля, хрома и прочих аналогичных включений высоко. Они сводят к минимуму вероятность образования ржавчины или начала коррозионных процессов.
Проволока бывает сплошной и порошковой. Первая используется для работы в инертной среде или под флюсом. Защитные газы необходимы для того, чтобы исключить проникновение атмосферного кислорода, который сможет окислить нержавейку в процессе термического соединения. Безусловно, это отрицательно повлияет и на качество сварного шва.
Порошковые расходники представляют собой тонкостенную трубку, внутрь которой засыпается флюс и дополнительные элементы для газообразования. Их преимущество заключается в том, что не требуется инертная среда. Защитную оболочку такие присадочные материалы формирую сами. Их принято называть самозащитными.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Во время работы расходник проходит через токоподводящий наконечник. Из-за этого его диаметр может несколько уменьшиться, что в конечном итоге снижает качества сварного соединения. Поэтому проволоку принято делить на нормальную и повышенной точности. Диаметр варьируется в широком диапазоне значений: от 0,13 до 6 миллиметров. Ключевой параметр, влияющий на выбор присадочной проволоки для сваривания заготовок из нержавейки – соответствие материала деталей и расходных элементов.
Омедненная проволока
Материал обладает таким же набором достоинств, что и проволока для сваривания нержавеющей стали. Плюс ко всему он также способствует снижению расхода наконечников, независимо от марки сварочного аппарата. Основное предназначение – соединение высоколегированных и углеродистых сталей в защищенной среде.
На потребительский рынок расходник поставляется намотанным на пластиковую кассету. Благодаря удобству использования повышается результативность работы специалистов. Стандартная толщина омедненной проволоки составляет 0,6; 0,8 и 1 мм. Она упрощает повторный поджиг сварочной дуги и поддерживает стабильность ее горения на разных режимах.
Классический пример такого расходного материала – проволока СВ-08Г2С, имеющая в своем составе 1% кремния, 2% марганца и 0,8% углерода. Еще один вариант – это сварочная проволока марки esab, предназначенная для работы с большим ассортиментом сталей, включая инструментальную, судовую, штампованную; нержавейку, алюминий и даже чугун.
Стальная проволока
Применяется в большинстве направлений производственной деятельности человека. Характеризуется большим количеством показателей, основными из которых являются диаметр сечения, прочность и состав материала, использованного в изготовлении. Существует много разновидностей стальной проволоки: армированная, пружинная сварочная, колючая и другие. Маркировка материала, предназначенного для сварочных работ, содержит аббревиатуру «Св». Поставляется разных диаметров: от 0,3 мм до 12 мм.
Существует более полусотни разных марок продукции, которые можно разнести по трем группам:
- Для стали с низким содержанием углерода. В качестве примера: Св-10Г2, Св-08, Св-ЮГЛ.
- Для сваривания низко- и среднелегированных заготовок. Подойдет проволока марок Св-08Г2С, Св-18ХС, Св-08ГС и другая.
- Для соединения конструкций из высоколегированной стали: Св-12Х13, Св-08Х14ГНТ.
В некоторых случаях поверхность стальной проволоки покрывается тонким слоем меди. Делается это для защиты металла от окисления и улучшения его электропроводности.
Стальная проволока используется в работе с инертными газами или под флюсом. Это наиболее подходящий для аргонной сварки расходный материал. В качестве легирующих элементов при изготовлении используются хром, марганец, никель, титан, вольфрам или молибден. Благодаря трем первым компонентам есть возможность соединять нержавеющую сталь с высоким содержанием углерода.
Алюминиевая проволока
Используется в работе с алюминиевыми сплавами, в которых содержание кремния не превышает 3%, а меди – от 3 до 5%. Продукция, выпускаемая для полуавтоматических сварочных аппаратов, делается из алюминия, который положительно влияет на формирование шва:
- придает дополнительной прочности;
- в точности соответствует по цвету заготовкам;
- обладает такой же устойчивостью к коррозии, как и любой иной алюминиевый сплав.
Наиболее часто применяется в автомобильном производстве и судостроении. На третьем месте по востребованности находятся организации, где свариваемые конструкции взаимодействуют с водой. Характеризуется отличной пластичностью и небольшим весом; чаще всего применяется в газосварке. Пригоден для соединения других цветных металлов.
На практике нет металлических деталей или конструкций, которые бы состояли из чистого алюминия. всегда используются дополнительные включения, которые улучшают те или другие характеристики. Это утверждение справедливо и для самой сварочной проволоки, хотя нередко количество добавок измеряется не превышает одного процента. К примеру, всего 0,2% титана дают возможность специалисту положить мелкозернистый шов, что крайне необходимо при выполнении точных работ.
Тем не менее, по ГОСТу проволока из чистого алюминия определена в отдельную категорию. Помимо нее существуют сплавы с магнием, медью или кремнием. В дополнение к положениям государственного стандарта есть и технические условия, которые регламентируют выпуск других сплавов: с хромом, а также с кремнием и магнием.
Важным условием качественного соединения является соответствие состава заготовок и расходного материала. Как исключения может рассматриваться только магний, который активно испаряется при высокой температуре. Его состав в присадке может быть большим от номинального на 10-20%.
Порошковая сварочная проволока
Порошковая сварочная проволока востребована при работе с углеродистой, среднеуглеродистой и низколегированной сталью. Для качественного результата важно отсутствие газовой среды. Такая проволока называется еще флисовой. Обусловлено это тем, что присадка не полностью металлическая, а наполнена внутри порошком – флисом. Его содержание составляет примерно 15-40 процентов от общей массы. От конкретной величины зависит свойство материала.
Основным достоинством расходного материала является высокое качество сварного соединения, простота удаления шлака, высокая стабильного электрической дуги во время сварочного процесса. В зависимости от особенностей наполнителя принято делить порошковую проволоку на пять групп:
- рутил-флюоритная. Предназначена для низколегированной стали;
- органическая рутиловая отлично соединяет низкоуглеродистые металлы;
- рутиловая разработана для стали со средним количеством углерода;
- флюоритно-карбонатная применяется при работе с низколегированными и низкоуглеродистыми металлами, которые используются в создании ответственных конструкций;
- флюоритная является промежуточным звеном между предыдущим типом проволоки и рутил-флюоритной.
Довольно часто порошковую проволоку путают со стальной. К примеру, марку esab одни производители называют стальной, а другие – порошковой. Такая ситуация вводит покупателей в заблуждение. Было бы справедливо флюсовые присадки выделить в отдельную группу. И это было бы справедливо, поскольку флюс кратно увеличивает возможности полуавтомата. И еще один очень важный плюс заключается в том, что порошковый расходник является залогом более качественного сварного соединения по сравнению с обычной металлической проволокой.
Прочность сварного шва во многом зависит от правильности выбора расходного материала. Опытные сварщики часто рекомендуют новичкам остановить выбор на универсальных материалах. И эта рекомендация вполне справедлива, но не всегда. К примеру, без инертных газов результат будет посредственным.
Маркировка сварочной проволоки
Чтобы правильно выбрать присадку, нужно заблаговременно знать, какой вид работы планируется выполнять. Дело в том, что каждый вид проволоки рассчитан на определенную работу. Разрезать металл вряд ли получится с расходным материалом, предназначенным для сварки полуавтоматом.
Плюс к этому расходники отличаются диаметром, который подбирается в зависимости от толщины заготовки. Чем толще свариваемые детали – тем больше должен быть диаметр присадки. А варьируется он в широком диапазоне значений: от 0,8 до 12 мм. Чаще всего сварщикам требуется сравнительно тонкие прутки – около 3 миллиметров.
Планируя сварить две титановые заготовки, логично предположить, что специалист используется соответствующую проволоку для сварки титана. Важно знать и ее состав. Ведь в проволоку часто добавляют разные присадки; разной бывает и уровень легированности. Качество шва зависит от совместимости основного материала и присадки. Чем однороднее их состав, тем лучше для конечного результата.
Вся информация «зашита» в маркировке. Чтобы определить, что обозначает конкретный символ, достаточно рассмотреть несложный пример. Аббревиатурой «Св-06Х19Н9Т» обозначается один из наиболее популярных видов присадки. Две первые буквы «Св» говорят о том, что материал предназначен только для сварки – резки или иные виды работ с ним не выполнить. То есть, первые две буквы обозначают тип расходного материала. Помимо сварочной проволока бывает наплавочной («Нп») и порошковой («Пп»).
Следующие две цифры обозначают процентное содержание углерода. 06 – это шесть сотых процента (0,06%) от общей массы материала. Далее расположена информация о включения и их долях. Буква «Х» информирует о том, что в составе присадки есть хром, а его количество равно «19» - 19%. Никеля («Н») в присадке содержится 9%, а вот сколько титана («Т») – не указано. Дело в том, что если количество включения меньше 1%, то такие данные в маркировку не включаются. То есть, титана в проволоке меньше одного процента.
Осталось запомнить, что обозначают определенные символы, которые используются в маркировке проволоки:
- Г – марганец;
- Д – медь;
- М – молибден;
- С – кремний;
- Ц – цирконий;
- Ф – ванадий;
- Ю – алюминий.
Популярные марки
Новичкам непросто разобраться в ассортименте существующих на рынке видов сварочных проволок. Ведь их общее число превышая 70 вариантов. Для начала неплохо будет знать хотя бы наиболее популярные, которые чаще всего используются и в профессиональной и любительской среде.
Одна из часто применяемых марок – Св-10Г1СН. Предназначена для работы в защитной среде с заготовками из низколегированной стали. Три следующие марки – Св-10ГА, Св08 и Св08А лучше всего подходят для аргонодуговой сварки при соединении низкоуглеродистых металлов. Перечисленные марки проволоки хорошо показали себя в газовой сварке. Особенно, если речь идет о соединении водопроводных труб.
Если присадочный материал обозначен аббревиатурами Св08ХН2М, Св08ХМФА и Св08ГС или Св-06Х19Н9Т, то его можно смело использовать для сваривания низколегированной стали. Несмотря на бюджетную стоимость, они выдают очень хороший конечный результат. Для работы с высоколегированной сталью специалисты чаще всего выбирают марки Св-08Н50, Св30Х25Н16Г7, Св07Х19Н10Б, Св10Х17Т и Св08Х20Н9Г7Т.
Читайте также: