Укажите расстояние от сопла горелки до поверхности свариваемой детали при механизированной сварке
Обновлено: 21.09.2024
К основным параметрам сварочных режимов сварки в защитных газах относятся диаметр электрода или электродной проволоки, сварочный ток, напряжение дуги, скорость подачи электродной проволоки, скорость сварки, вылет электрода, расход защитного газа, наклон электрода вдоль оси шва, род тока и полярность.
Диаметр электродной проволоки. Выбирается в пределах 0,5–3 мм в зависимости от толщины свариваемого металла и положения шва в пространстве. С уменьшением диаметра проволоки при прочих равных условиях повышается устойчивость горения дуги, увеличиваются глубина проплавления и коэффициент наплавки, уменьшается разбрызгивание жидкого металла
С увеличением диаметра проволоки должна быть увеличена сила тока.
Сварочный ток. С увеличением сварочного тока повышается глубина проплавления. Это приводит к увеличению доли основного металла в шве. Ширина шва сначала несколько увеличивается, а затем уменьшается. Сварочный ток устанавливают в зависимости от диаметра электрода и толщины свариваемого металла.
Напряжение дуги. С увеличением напряжения дуги глубина проплавления уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в наплавленном металле. Напряжение дуги устанавливается в зависимости от выбранного сварочного тока.
Скорость подачи электродной проволоки. Скорость подачи связана со сварочным током. Ее устанавливают с таким расчетом, чтобы в процессе сварки не происходило коротких замыканий и обрывов дуги, а протекал устойчивый процесс плавления электрода.
Скорость сварки. С увеличением скорости сварки уменьшаются все геометрические размеры шва. Она устанавливается в зависимости от толщины свариваемого металла и с учетом обеспечения хорошего формирования шва. Сварку металла большой толщины лучше выполнять более узкими валиками на большей скорости. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислиться на воздухе. Медленная скорость сварки вызывает чрезмерное увеличение сварочной ванны и повышает вероятность образования пор в металле шва.
Вылет электрода. С увеличением вылета электрода ухудшаются устойчивость горения дуги и формирование шва, а также увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла и токоподводящего контактного наконечника. Кроме вылета электрода необходимо выдерживать определенное расстояние от сопла горелки до поверхности свариваемого металла, так как с увеличением этого расстояния ухудшается газовая защита зоны сварки и возможно попадание кислорода и азота воздуха в расплавленном металле.
Величину вылета электрода, а также расстояние от сопла горелки до поверхности металла устанавливают в зависимости от выбранного диаметра электродной проволоки.
Вывод: если рабочий знает оборудование на котором он работает ,то это вполне может повысить качество, продуктивность, а так же уменьшает шанс поломок инструментов.
Изучение видов сварного оборудование, их устройство и правила эксплуатации: источники питания сварочной дуги; оборудование сварочных постов; изучение технологического процесса изготовления изделий.
Отметим, что все оборудование для сварки разделяется по способу применения – одни аппараты предназначены для бытового использования непрофессиональными сварщиками, с другими могут работать исключительно специалисты в области сварки. Главное отличие бытовых и профессиональных устройств состоит в том, что первые более просты в управлении, а также имеют, в отличие от профессиональных, меньшие габариты и работают на меньшем напряжении.
Собственно сварочные аппараты также различаются: одни предназначены для дуговой сварки, другие для проведение газосварочных работ и пр. Разными они могут быть и по степени механизации процесса – полуавтоматические, автоматические аппараты.
Все сварочное оборудование условно подразделяют на два класса, а именно:
Собственно, сварочное оборудование – аппараты и инструменты, которые используются непосредственно для сваривания металлов. К этому классу относят – инверторы, держатели электродов, газовые горелки, различные клапаны и газ смесители, пр.

Защитное оборудование – все инструменты, спецодежда и устройства, предназначенные для защиты сварщика во время процесса сварки.

Эксплуатация и обслуживание сварочного оборудования.
Основные правила эксплуатации любого оборудования прописываются в инструкциях производителей, сварочные аппараты и инструменты не исключение. Правилами безопасности четко указывается, что все сварочные работы должны производиться исключительно по инструкциям и установленным требованиям.
Выполнение правил эксплуатации сварочного оборудование не только будет способствовать бесперебойной и долгой работе аппаратов и инструментов, но и создаст безопасные условия для проведения сварочных работ. А дополнительные защитные средства сварщика обезопасят его от сопутствующих процессу сварки негативных явлений: разбрызгивания расплавленного металла, ультрафиолетового излучения и прочего.
Кроме того, жесткие требования предъявляются по организации рабочего места. Здесь необходимо соблюсти правила пожарной безопасности, подключения электроустановок, проветривания помещения, предназначенного для проведения сварочных работ.
При эксплуатации оборудования для электродуговой сварки подключение выпрямителей или трансформаторов выполняют строго по инструкции. Обязательно проводится заземление корпусов аппаратов и других металлических-нетоковедущих частей сварочного оборудования. Заземлению подлежит и рабочее место специалиста – сварочные станки и столы, плиты и прочее.
Заземление проводится посредством гибких медных проводков (могут применяться провода из других электропроводящих металлов). Отметим, что запрещено последовательно включать в заземляющий проводник несколько установок для сварки.
Следует также соблюдать правила работы с держателями электродов и горелками. Эти инструменты запрещается направлять на людей. Кроме того, за их состоянием необходимо постоянно следить и во время производить очистку и ремонт комплектующих.
Все сварочное оборудование должно содержаться в сухом помещении. Не следует допускать падений аппаратов и устройств, во избежание механических повреждений. При регулярной эксплуатации оборудования каждые шесть месяцев осуществляется очистка, плановая проверка и при необходимости ремонт. Обязательно очищать все сварочные аппараты от пыли и грязи, которые скапливаются внутри устройства.
Ответственность за правильную эксплуатацию сварочного оборудования несет сварщик. Он обязан работать только в строго заданных режимах, использовать электросварочные установки по назначению, следить за их сохранностью, а также соблюдать технику безопасности. Заметим, что самостоятельно работать на сварочном оборудовании, без присмотра специалиста, могут только операторы, прошедшие обучение полуавтоматической и автоматической сварке и инструктаж по правилам безопасности работ.
В противном случае сварочные работы должны производиться исключительно двумя специалистами – непосредственно сварщиком и наблюдателем.
Эксплуатация сварочного оборудования с соблюдением правил и техники безопасности повысит срок службы устройств и снизит риск возникновения опасных ситуаций.
Для дуговой сварке применяют как постоянный, так и переменный ток. Источниками постоянного тока являются сварочные генераторы (сварочные преобразователи и агрегаты), и сварочные выпрямители (селеновые и кремниевые). Источником переменного тока – сварочные трансформаторы, их применяют значительно чаще. Они более просты в изготовлении в эксплуатации, имеют небольшую массу и стоимость, а также обладают более высоким КПД и более долговечны. Однако при питании переменным током дуга горит неустойчиво, так как 100 раз в секунду напряжение и ток дуги проходят через нулевое значение, что приводит к временной деионизации дугового промежутка.
Не секрет, что существует несколько видов сварки – электродуговая, ручная, сварка в среде защитных газов и без, и прочие. Соответственно, и необходимое оборудование сварочного поста при разных видах сварки будет отличаться.
Если сварочные работы проводятся посредством электрической горелки, то комплект рабочего места сварщика должен содержать следующее оборудование:
3. источник электрического тока;
Для такого вида сварки сжатый воздух и прочие газы можно использовать из баллона.
Стол, защитные средства, заземление и прочее должно присутствовать при любых видах сварки.
Пост для механизированной сварки или резки должен быть оборудован, кроме всего прочего, машиной (переносной или стационарной), которая перемещает с определенной установленной скоростью изделие или инструмент.
Для ручной сварки трехфазной дугой в комплект оборудования должны входить также электромагнитные контакторы.
Для проведения сварки в среде защитных газов также должно предусматриваться специальное газовое оборудование. На посту сварщика должен быль баллон с нужным газом, ротаметр для определения расхода газа, редуктор и газовые рукава. Могут использоваться и специальные регуляторы, которые объединяют в своей конструкции ротаметр и редуктор.
Если сварка осуществляется переменными током, обязательно должен быть сварочный трансформатор с высоким напряжение холостого хода. Также потребует осциллятор для стабилизации горения дуги.
Главное требование к любому сварочному посту – это обеспечение безопасности проведения всех работ. Именно поэтому для организации рабочего места сварщика должны использоваться негорючие материалы, должно быть осуществлено заземление и предусмотрена хорошая вентиляция воздуха.
Вывод: при правильном выборе инструмента зависит скорость производства и сборки конструкции, ее качество, уменьшает возможную себестоимость.
Выполнение расчета и установка режимов механизированных способов сварки в среде защитных газах (углекислота и аргон).
Механизированная сварка проволокой сплошного сечения в углекислом газе
7.54. Механизированной сваркой в углекислом газе можно сваривать стыки труб из углеродистых и низколегированных сталей, а также обшивку котлов. Сварку труб ведут на остающихся подкладных кольцах или без них (см. приложение 8). При сварке без остающихся подкладных колец трубопроводов с толщиной стенки 1 мм и более корень шва необходимо выполнять аргонодуговой сваркой неплавящимся электродом.
7.55. Сборку и приварку стыков следует выполнять с соблюдением требований приведенных в разделе 6.
Необходимость и температуру подогрева необходимо определять в соответствии с данными табл. 9.
7.56. Прихваточные швы при сборке можно выполнять механизированной сваркой в углекислом газе или ручной дуговой сваркой электродами диаметром не более 3 мм.
Марку электродов и присадочной проволоки выбирают по марке основного металла в соответствии с требованиями табл. 1 и 3.
7.57. На стыках труб, собираемых без подкладных колец, число и размер прихваток должны соответствовать приведенным в табл. 10.
7.58. Неповоротные вертикальные стыки труб следует сваривать в последовательности, приведенной в п.п.7.17-7.18.
В вертикальных стыках без подкладного кольца корневой слой необходимо накладывать по схеме, приведенной на рис. 24.

Рис. 24. Последовательность наложения корневого слоя в неповоротном стыке
без подкладного кольца
7.59. Сварку неповоротного вертикального стыка выполняют при положении горелки "углом вперед" (рис. 25).
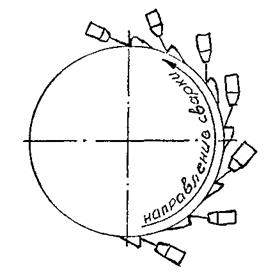
Рис. 25. Положение горелки при механизированной сварке
в углекислом газе вертикального неповоротного стыка
7.60. Горизонтальные неповоротные стыки труб сваривают в последовательности, указанной в п.п. 7.19, 7.20.
7.61. Высота (толщина) слоя или валика должна быть 5-6 мм. Примерное расположение слоев и валиков в поперечном сечении шва приведено на рис. 26.

Рис. 26. Примерное расположение слоев и валиков по сечению шва вертикального (а)
и горизонтального (б) стыков труб с разделкой С19 (угол скоса 15ºС)
1-20 последовательность наложения участков шва
7.62. Неповотные вертикальные стыки труб диаметром до 219 мм следует сваривать на режиме:
| Напряжение дуги, В | 19-20 |
| Ток, А | 120-140 |
| Диаметр проволоки, мм | 1,2 |
| Расход углекислого газа, л/ч | 900-1200 |
Неповоротные вертикальные стыки диаметром более 219 мм сваривают два сварщика. Режимы сварки:
| Диаметр проволоки, мм | 1,2 |
| Расход углекислого газа, л/ч | 900-1200 |
| Напряжение дуги, В | 19-20 |
| Ток, А | 120-140 |
| Напряжение дуги, В | 20-22 |
| Ток, А | 140-180 |
7.63. Для сварки следует применять сварочную проволоку Св-08Г2С.
7.64. Перед возбуждением дуги зону сварки обдувают углекислым газом. Расстояние от сопла до поверхности трубы должно быть не более 25 мм.
7.65. Сварку выполняют короткой дугой.
В процессе сварки рабочий по возможности не должен обрывать дугу. В случае обрыва дуги кратер и прилегающий к нему участок шва на расстоянии не менее 15 мм должен быть очищен от шлака. Возбуждение дуги после перерыва следует производить на ранее заваренном участке шва, на расстоянии 10-15 мм от кратера.
7.66. По окончании сварки обрывать дугу следует только после заполнения кратера. Кратер необходимо обдувать углекислым газом в течении 5-10 с, пока не застынет металл.
Сварка разнородных сталей
7.68. Конструкцию сварного соединения следует выбирать из приложения 8.
7.69. Если стык сваривают на остающемся подкладном кольце, то оно изготавливается из менее легированной стали или из стали того же структурного класса, к которому принадлежит металл корня шва.
7.70. Марку присадочного металла (электродов и проволоки) выбирают по табл. 14.
| Сталь свариваемых труб | Электроды* | Проволока* |
| Ст2, Ст3, 08, 10, 20, + 15Гс, 16ГС, 17ГС, 17Г1С | УОНИ-13/45, УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-10 | Св-08Г2С, (Св-08ГС) |
| 08, 10, 20, 15ГС, 16ГС, 17ГС + 12МХ, 15ХМ, 12Х1МФ | УОНИ-13/55, ЦУ-5, ТМУ-21У, ЦУ-10 | Св-08Г2С, (Св-08ГС) |
| 12МХ, 15ХМ + 12Х1МФ | ТМЛ-1У (ЦЛ-39, ТМЛ-3У, ЦЛ-20) | Св-08ХМ, Св-08МХ, Св-08ХГСМА (Св-08ХМФА) |
* Марки, указанные в скобках, можно применять при отсутствии основных марок, обеспечивающих более высокое качество соединения
7.71. Необходимость предварительного подогрева стыков из разнородных сталей следует определять в соответствии с требованиями, приведенными в табл. 9. При этом режим подогрева должен соответствовать режиму для более легированной из свариваемых сталей. Необходимость и режим термообработки этих соединений определяется из табл. 15.


Что делать, если нет взаимности? А теперь спустимся с небес на землю. Приземлились? Продолжаем разговор.

ЧТО ПРОИСХОДИТ, КОГДА МЫ ССОРИМСЯ Не понимая различий, существующих между мужчинами и женщинами, очень легко довести дело до ссоры.

ЧТО И КАК ПИСАЛИ О МОДЕ В ЖУРНАЛАХ НАЧАЛА XX ВЕКА Первый номер журнала «Аполлон» за 1909 г. начинался, по сути, с программного заявления редакции журнала.

Что способствует осуществлению желаний? Стопроцентная, непоколебимая уверенность в своем.
Техника сварки в углекислом газе
При автоматической и, особенно, полуавтоматической сварке в защитных газах на качество сварных соединений существенное влияние оказывает техника сварки. От расстояния, угла наклона и характера движений горелки относительно свариваемых деталей зависят надежность газовой защиты зоны сварки от воздуха, скорость охлаждения металла, форма шва, условия удаления газовых пузырей и неметаллических включений из сварочной ванны и т. д.
Ниже приведены рекомендации по основным элементам техники сварки малоуглеродистых и низколегированных сталей в углекислом газе на постоянном токе обратной полярности.
Вытеснение воздуха из зоны сварки. Перед началом сварки необходимо включить газ, отрегулировать его расход, выждать 20-30 сек. для полного вытеснения воздуха из шлангов и обдуть место сварки газом (заполнить разделку шва углекислым газом). Несоблюдение этих правил часто приводит к появлению пор в начале шва.
Зажигание дуги и ее длина. Зажигание дуги при сварке в углекислом газе на токах свыше 200 а не представляет затруднений. Перед зажиганием дуги необходимо следить, чтобы вылет электрода из горелки не превышал 40-45 мм. Зажигание дуги при большем вылете электрода может привести к плохому формированию начала шва и появлению в нем пор.
Как правило, сварку в углекислом газе следует производить на возможно более короткой дуге. При сварке на токах 200-500 а длина дуги должна находиться в пределах 1,5-4,0 мм. При увеличении длины дуги ее горение становится неспокойным, увеличиваются разбрызгивание жидкого металла и угар легирующих элементов. При сварке следует стремиться к быстрому перемещению горелки. При движении горелки катодное пятно должно находиться не на поверхности сварочной ванны, а по возможности на основном металле или границе сварочной ванны с основным металлом. Расположение и длительная задержка активного пятна дуги на сварочной ванне увеличивают разбрызгивание и могут привести к образованию пор в швах.

Практически длина дуги оценивается по ее напряжению, величина которого выбирается в зависимости от сварочного тока (следует учитывать, что при использовании источников питания с жесткой характеристикой напряжение дуги остается постоянным, а ее длина изменяется в зависимости от величины тока). При сварке в углекислом газе соотношение между током и напряжением дуги можно выбирать по графику, представленному на рисунке справа.
При достаточно высоком содержании элементов-раскислителей в электродной проволоке или основном металле, автоматическую сварку, обеспечивающую минимальные колебания параметров режима, можно производить на повышенном напряжении дуги, выбирая его по верхнему допустимому пределу, указанному на р.
Сварка на повышенном напряжении обеспечивает получение более широких швов с меньшей глубиной проплавления и лучшим внешним видом.
Расстояние от сопла горелки до металла. В практике сварки в углекислом газе и инертных газах расстояние от сопла горелки до изделия обычно выдерживается в пределах 15-25 мм. Приближение горелки к изделию увеличивает ее забрызгивание, а чрезмерное удаление приводит к ослаблению газовой защиты зоны сварки и некоторому снижению устойчивости горения дуги. При сварке глубоких и узких разделок можно применять удлиненные наконечники (токосъемники), выступающие из сопла горелки на 5-10 мм. В этом случае расстояние от наконечника до места сварки целесообразно выдерживать в пределах 20-30 мм.
Наклон и манипулирование горелкой. Манипулирование горелкой при сварке в защитных газах несколько напоминает технику газовой сварки (правый и левый метод). Как правило, при полуавтоматической сварке каждый сварщик имеет свои специфические приемы манипулирования горелкой. Тем не менее для сварки в инертных газах отработаны определенные приемы манипулирования горелкой (техника сварки) при выполнении стыковых и угловых швов в нижнем положении.
Сварка в углекислом газе отличается от сварки в инертных газах с добавками 3-5% кислорода применением более короткой дуги, большим разбрызгиванием жидкого металла, более глубоким кратером (большим давлением газов, отходящим от электрода в столбе дуги), повышенным выгоранием легирующих элементов, приводящим к зарождению в сварочной ванне большего количе
ства газовых пузырей и неметаллических включений и др. особенностями. Оптимальные приемы сварки сталей в углекислом газе, учитывающие вышеуказанные особенности процесса, пока окончательно не отработаны. Имеющиеся по этому вопросу данные советских и зарубежных производственников и исследователей иногда противоречивы.
Имеющийся в настоящее время производственный и лабораторный опыт показал, что исходной базой для обработки оптимальных приемов сварки в углекислом газе могут являться приемы, используемые при сварке в инертных газах.
По литературным данным сварка малоуглеродистых сталей в атмосфере аргона с добавкой 5% кислорода на токах 300-500 а производится двумя способами: «нормальной» или «обычной» техникой и техникой «захлестывания».
При обычной технике сварки стыковых швов угол наклона горелки относительно вертикальной оси (перпендикулярной поверхности изделия) принимается равным 15-30°. Чаще всего сварка производится углом вперед, но в некоторых случаях электрод наклоняется в противоположную сторону (такое положение горелки показано на фигурах пунктиром).

При сварке первого слоя применяется петлеобразное передвижение горелки, а при сварке всех последующих слоев передвижение горелки змейкой (рисунок выше). Для достижения более глубокого провара первый слой подварочного шва выполняют с наклоном горелки назад без поперечных колебаний. Все последующие слои подварочного шва выполняются так же, как и основного.

Сварка угловых швов обычной техникой производится при петлеобразном перемещении горелки. Применяемые при этом углы наклона горелки и размеры петель указаны на рисунке справа. При использовании некоторых электродных проволок обычная техника сварки в инертных газах не обеспечивает получения плотных швов, выполненных на кипящих и полураскисленных сталях. Количество пор при сварке этими проволоками тех же сталей может быть уменьшено путем применения сварки «захлестыванием». Этот способ сварки характеризуется наклоном горелки назад и ее быстрым возвратно-поступательным перемещением вдоль оси шва. Сварка стыковых и угловых швов методом захлестывания иллюстрируется рисунке ниже. Предполагается, что уменьшение количества пор при сварке захлестыванием достигается за счет лучшего перемешивания и замедленного охлаждения металла сварочной ванны при колебаниях горелки вдоль шва, способствующих более полному удалению газов. Применение сварки захлестыванием позволяет получать швы с допустимой пористостью при сварке большинства малоуглеродистых сталей.

Лабораторная проверка показала, что сварка в углекислом газе спокойной и кипящей малоуглеродистой стали марки Ст. 3 проволокой Св-08ГС может производиться как обычной техникой, так и техникой сварки «захлестыванием». В обоих случаях обеспечивается удовлетворительная плотность швов.
В ЦНИИТМАШе, при полуавтоматической и автоматической сварке стыковых и угловых швов в углекислом газе применяется несколько иная техника сварки. Сварка стыковых и угловых швов производится справа налево. При сварке стыковых швов горелка отклоняется от вертикальной оси «углом назад» на 5-15°. Такой наклон горелки обеспечивает по сравнению с вертикальным положением горелки или ее наклоном «углом вперед» лучшую видимость зоны сварки и большие удобства ведения процесса. Горелка перемещается возвратно-поступательно (I) вдоль оси шва (без поперечных колебаний) при наложении первого слоя, по вытянутой спирали (II) при наложении последующих слоев и змейкой (III) при наложении верхнего слоя (рисунки ниже).

При сварке угловых швов горелка отклоняется от вертикальной стенки на угол (а) 30-45° и углом назад (В) на 5-15°. Перемещение горелки производится по вытянутой спирали (рис. ниже). Автоматическая сварка стыковых швов производится при вертикальном положении горелки. При сварке угловых швов горелка отклоняется от вертикальной стенки на угол (а) 30° и устанавливается перпендикулярно оси шва (В = 0), при этом электрод должен упираться в горизонтальную полку на расстоянии 1 мм от вертикальной стенки.
Необходимо отметить, что по появившимся в последнее время зарубежным данным при сварке в углекислом газе рекомендуется держать горелку по возможности вертикально или с наклоном вперед под углом около 5°. Такое положение горелки обеспечивает более спокойное горение дуги и минимальное разбрызгивание жидкого металла (что подтверждается и нашими данными). Далее указывается, что наклон горелки назад (на сварочную ванну, как при сварке захлестыванием) препятствует выходу газов из сварочной ванны и вызывает появление пор в металле шва. По нашим данным при автоматической сварке стали Ст. 3 проволокой Св-08ГС (диаметр проволоки 2 мм, ток - 400 а, скорость сварки - 25 м/час) изменение наклона горелки вперед и назад на угол до 30° не оказывает заметного действия на пористость металла швов, однако, при наклоне горелки свыше 15° несколько ухудшается устойчивость процесса.
Прекращение сварки. При прекращении сварки рекомендуется заполнить металлом кратер и не отводить горелку от зоны сварки до тех пор, пока полностью не застынет металл сварочной ванны.
Автор: Администрация
_ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _
Читайте также: